











Casi todas las semanas en EPTAHUB, un diseñador de productos entusiasta me enviará por correo electrónico un enlace a un archivo que encontró en Thingiverse o una forma básica que modelaron en Tinkercad. El correo electrónico suele decir algo como: “Aquí está el archivo. Necesitamos 50 de estos en nailon. ¿Puedes imprimirlo hoy mismo?”
Esta mentalidad proviene del mundo de la impresión 2D en papel. Cuando quieres imprimir un PDF en una impresora de oficina estándar, solo tienes que pulsar Ctrl+P. El ordenador y la impresora se encargan de la conversión automáticamente en segundo plano.
Por eso, la gente me pregunta con frecuencia: “¿Se puede imprimir en 3D sin un programa de laminado?” o “"Puede imprimir un archivo STL ¿Sin cortar en rodajas?”
La respuesta es absoluta e inquebrantable. No.
Si tomas un archivo STL o STEP y lo colocas directamente en una unidad USB, y conectas esa unidad a una SLS industrial de 500.000 USD (Sinterización selectiva por láserLa máquina no hará nada. La impresora no entiende las formas 3D. Es completamente ajena a tu modelo CAD.
Para convertir una idea digital en realidad física, hay que pasarla por un motor de traducción. Ese motor es el rebanadora.
En esta guía voy a explicar exactamente ¿Qué es el corte en la impresión 3D y por qué es importante?. Les explicaré los fundamentos matemáticos de los algoritmos de corte, les mostraré por qué la configuración del software determina la resistencia física de las piezas y les explicaré por qué es en el programa de corte donde se realiza la verdadera ingeniería.
¿Qué es el segmentado en la impresión 3D?
Para comprender por qué es imprescindible un programa de laminado, hay que entender las limitaciones físicas de una impresora 3D.
Ya sea que estemos hablando de una máquina FDM de escritorio o de una impresora de metal industrial en EPTAHUB, Las máquinas de fabricación aditiva solo pueden construir objetos de una manera específica: de abajo hacia arriba, capa microscópica a capa.

Cuando preguntas, “¿Qué es el corte en la impresión 3D?”, Estás preguntando sobre la fase CAM (Fabricación Asistida por Computadora) del proceso.
Un programa de segmentación es un software especializado que importa tu modelo digital 3D y lo corta horizontalmente en cientos o miles de secciones transversales planas en 2D.
Una vez que haya cortado su modelo en estas rebanadas planas, Algoritmo de segmentación para impresión 3D Calcula la trayectoria exacta que deben seguir los componentes mecánicos de la impresora para dibujar esa capa específica. Convierte esas trayectorias físicas en código G, un lenguaje de programación que consta de coordenadas X, Y y Z, velocidades de extrusión y comandos de temperatura.
Validación de la fuente: El concepto de corte como precursor necesario de la fabricación aditiva se define formalmente en ISO/ASTM 52900:2021 (Fabricación aditiva — Principios generales — Terminología), que establece que las geometrías 3D deben dividirse en capas planas para generar trayectorias de herramientas.
¿Qué es la superposición de capas en la impresión 3D?
Si quieres saber ¿Qué es el apilamiento en la impresión 3D?, Sostén una baraja de cartas en tu mano.
Si observas la cubierta desde arriba, parece un sólido bloque rectangular tridimensional. Pero si la miras de cerca de lado, verás que el "bloque" en realidad son solo 52 capas planas bidimensionales apiladas una encima de la otra.
Esto es precisamente lo que hace el programa de laminado con tu archivo CAD. Si me envías el diseño de un cilindro de 2,5 cm de altura y configuramos el programa de laminado con una altura de capa de 0,1 milímetros, este dividirá el cilindro en 254 círculos planos individuales. La impresora imprimirá el círculo #1, subirá el eje Z 0,1 mm, imprimirá el círculo #2 justo encima y repetirá este proceso 252 veces más hasta formar el cilindro completo.
Por qué es importante el seccionamiento: La ilusión del CAD sólido
Ahora llegamos al meollo del asunto. ¿Por qué la impresora no puede hacer esto automáticamente? ¿Por qué necesitamos un software de laminado dedicado como Cortadora Prusa, ¿UltiMaker Cura o programas industriales de alta gama como Materialise Magics?
Porque un archivo CAD es un mentiroso.
Cuando dibujas un cubo sólido en tu software CAD, el ordenador lo trata como un bloque sólido de plástico o metal de 100%. Pero en el mundo real de la fabricación, imprimir un bloque sólido de plástico de 100% suele ser una pésima idea. Se desperdicia material, la impresión tarda una eternidad y, a medida que el enorme volumen de plástico se enfría, la contracción térmica hará que la pieza se deforme y se desprenda de la plataforma de impresión.
Cuando importas ese cubo “sólido” al cortador, el cortador elimina el interior. Hace que la pieza sea completamente hueca. Ahora depende de ingeniero de fabricación Utilizar la configuración del laminador para construir la física interna de la pieza.
Aquí están las decisiones de ingeniería críticas que tomamos dentro del cortador en EPTAHUB:
1. Perímetros (La Cáscara)
Lo primero que le indicamos a la rebanadora es el grosor que deben tener las paredes exteriores de la pieza. A estas las llamamos "perímetros" o "capas".“
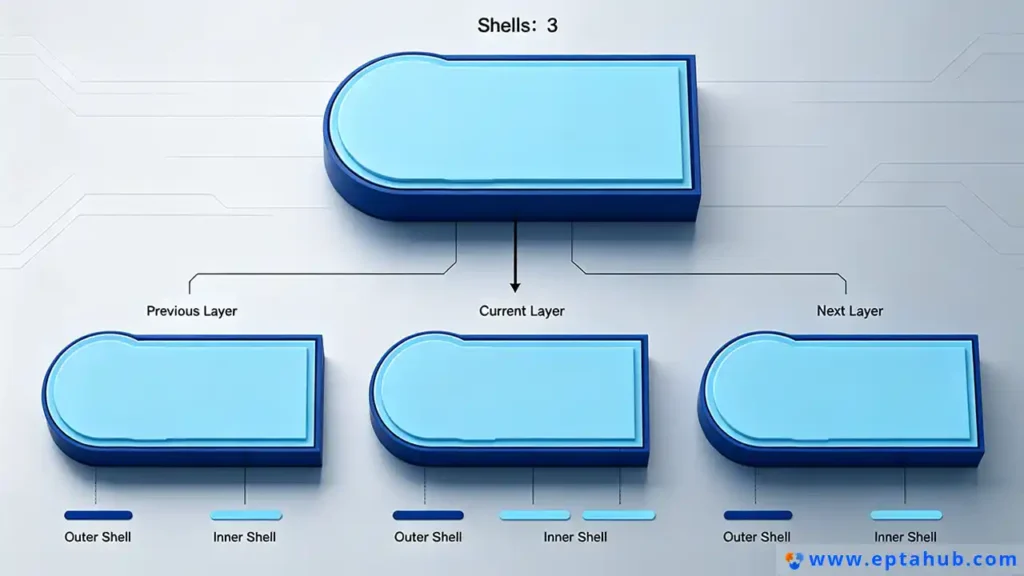
Si estás creando un prototipo de carcasa cosmética que simplemente debe colocarse sobre un escritorio y lucir bien, podríamos indicarle al programa de laminado que imprima solo dos perímetros (creando una pared de aproximadamente 0,8 mm de grosor). Se imprimirá increíblemente rápido y costará muy poco dinero.
Pero si estás imprimiendo un soporte estructural que debe sostener un motor de 22,7 kg (50 libras), le indicaremos al programa de laminado que imprima 6 u 8 perímetros. Cuanto más gruesa sea la carcasa, mayor será su resistencia al impacto.
2. Densidad y patrón de relleno (El esqueleto interno)
Como no lo somos imprimiendo la pieza 100% sólido, tenemos que soportar el espacio vacío dentro de la carcasa. Esto se llama relleno.
El programa de laminado nos permite generar automáticamente un esqueleto geométrico interno. Podemos elegir la densidad (por ejemplo, un relleno de 20% significa que el interior es de plástico 20% y vacío de aire 80%). También podemos elegir el patrón.
- Relleno de cuadrícula/rectilíneo: Rápido y estándar, ideal para la compresión básica de carga superior.
- Relleno giroidal: Un patrón de onda 3D complejo y ondulante que proporciona una resistencia al corte igual desde todas las direcciones. Lo usamos mucho en EPTAHUB para piezas funcionales de uso final porque evita fallos catastróficos si la pieza se tuerce o se cae.
Validación de la fuente: Estudios sobre las propiedades mecánicas de la impresión FDM, como los publicados en la Revista de Procesos de Fabricación, Los estudios demuestran de forma consistente que modificar el patrón de relleno (específicamente pasar de cuadrículas 2D a estructuras 3D como Gyroid) altera significativamente la resistencia a la tracción y a la flexión de los polímeros impresos sin añadir peso al material.
3. Dinámica de la temperatura y del flujo
El programa de corte no solo gestiona la geometría; también gestiona la termodinámica.
La gente suele preguntar:, “¿Por qué el PLA es una opción popular para la impresión 3D?” La respuesta se debe en gran parte a que el PLA tiene un rango de temperatura muy amplio. Se funde fácilmente alrededor de los 200 °C y no se deforma significativamente al enfriarse.
Pero si estamos cortando un material de grado industrial como el policarbonato o la fibra de carbono-nylon, el algoritmo de corte debe manipularse minuciosamente. Tenemos que programar el programa para que le indique a la boquilla que extruya el plástico exactamente a 280 °C, que mantenga la base calefactada a 110 °C y que apague por completo los ventiladores de refrigeración para que el aire ambiente no dañe el plástico y provoque la delaminación de las capas.
Si configuras mal estos ajustes del programa de laminado, la pieza se desintegrará literalmente antes de que termine de imprimirse.
La batalla contra la gravedad: soportes y balsas
Si extiendes el brazo recto hacia un lado, estás desafiando la gravedad. En el mundo de la impresión 3D, a esto lo llamamos "extensión".“
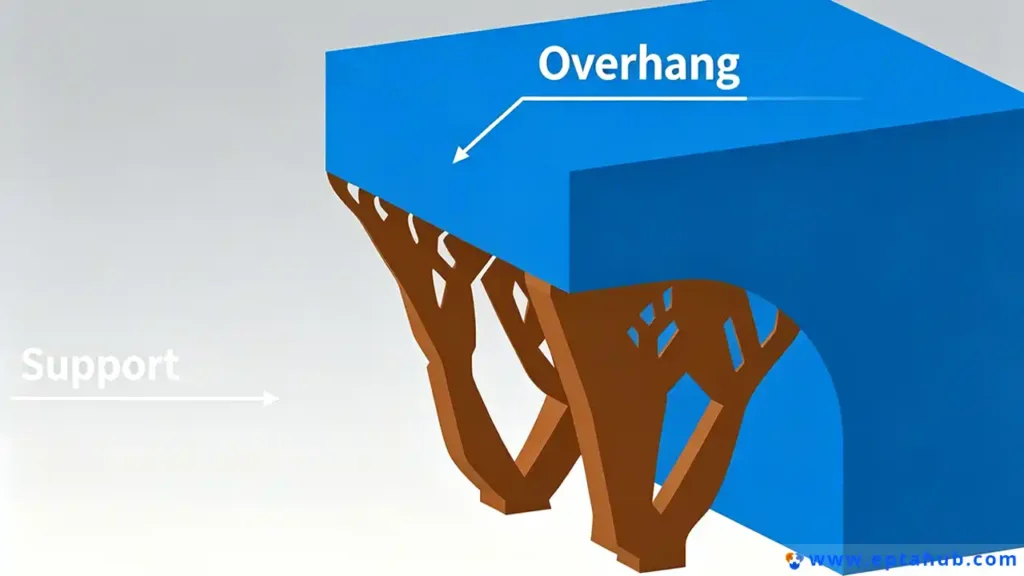
Dado que la fabricación aditiva funciona apilando capas de abajo hacia arriba, no se puede imprimir plástico en el aire. Si el diseño CAD tiene un voladizo que se extiende horizontalmente (como el tejado de una casa o el brazo de una figura), la boquilla de la impresora extruirá plástico fundido en el aire. El plástico caerá sobre la plataforma de impresión y la impresión fracasará estrepitosamente, convirtiéndose en un amasijo de hilos de plástico enredados.
Aquí es donde la rebanadora demuestra su verdadero valor. Predice matemáticamente la gravedad.
Estructuras de soporte inteligentes
Cuando procesamos una geometría compleja a través de nuestro software de segmentación en EPTAHUB, El algoritmo analiza cada capa digital. Identifica cualquier geometría que sobresalga en un ángulo mayor a aproximadamente 45 grados.
El cortador genera automáticamente estructuras de soporte—torres temporales, similares a andamios, que se levantan desde la plataforma de impresión para mantener en su lugar la geometría sobresaliente mientras se imprime.
En el laminado de alta gama, no se trata simplemente de una cuadrícula básica. Los algoritmos de laminado modernos utilizan “soportes en forma de árbol”, que crecen orgánicamente desde la plataforma de impresión alrededor del modelo, utilizando un mínimo de material y proporcionando la máxima estabilidad. Una vez finalizada la impresión, estos soportes se retiran físicamente o se disuelven en un baño químico.
Sin la función de corte que genera estas torres temporales, sería imposible fabricar geometrías industriales complejas.
¿Qué es una "balsa" en la impresión 3D y cuándo se utiliza?
Otra pregunta común que recibimos de diseñadores novatos que revisan la configuración de su laminador es: “¿Qué es una "balsa" en la impresión 3D y cuándo se utiliza?‘
Una balsa es exactamente lo que su nombre indica. En lugar de imprimir la primera capa de la pieza directamente sobre la placa de metal o vidrio, el programa de laminado le ordena a la impresora que construya primero una rejilla gruesa y desechable de plástico (la balsa). Luego, imprime la pieza sobre esa balsa.
¿Por qué usamos balsas?
- Adherencia del lecho: Algunos polímeros de ingeniería avanzada (como el ABS o el ASA) se contraen violentamente al enfriarse. Esta contracción térmica genera una tensión interna enorme que literalmente despega las esquinas de la pieza de la base de impresión (fenómeno conocido como deformación). Una balsa proporciona una superficie texturizada de gran tamaño que fija firmemente el plástico a la base.
- Compensación por nivelación: Si la plataforma de impresión de la impresora está ligeramente deformada o desnivelada, imprimir una base gruesa crea una superficie perfectamente plana y nivelada sobre la que se construirá la pieza final.
En EPTAHUB, Dado que utilizamos máquinas industriales cerradas y meticulosamente calibradas, rara vez necesitamos bases de soporte (preferimos usar bordes, que son simplemente contornos de una sola capa que mantienen los bordes fijos). Sin embargo, para los usuarios de ordenadores de sobremesa que trabajan con materiales difíciles, marcar la casilla de "base de soporte" en el programa de laminado suele ser la única forma de salvar una impresión.
No todas las máquinas de corte son iguales (FDM vs. SLA vs. SLS)
Es fundamental comprender que el segmentado no es un lenguaje universal. El tipo de segmentado que se realice depende completamente de la tecnología que se utilice.
Si está utilizando una FDM estándar (Modelado por deposición fundidaMientras la máquina funde una bobina de plástico, el programa de laminado calcula las trayectorias de la herramienta para una boquilla mecánica. Está obsesionado con los patrones de relleno, los perímetros de las paredes y las temperaturas de extrusión.
Pero ¿qué ocurre si utilizas una tecnología completamente diferente?

Rebanado para Resina (SLA / MSLA)
Si estamos utilizando una máquina SLA (estereolitografía) en EPTAHUB Para imprimir un prototipo médico transparente de alta resolución, el proceso de segmentación cambia por completo.
Una máquina SLA no utiliza una boquilla. Utiliza un láser UV o una pantalla LCD para curar la resina líquida. Por lo tanto, un programa de laminado SLA no calcula patrones de relleno ni temperaturas de boquilla. En cambio, calcula tiempos de exposición.
El programa de corte divide el modelo en capas y, para cada capa, genera una imagen en blanco y negro (como una plantilla). A continuación, le indica a la máquina cuántos segundos debe hacer pasar la luz ultravioleta a través de esa plantilla para curar esa capa específica de resina líquida.
Debido a que la resina es pesada y las piezas impresas generalmente se extraen boca abajo de la cubeta, el proceso de laminado SLA se centra en calcular la distribución del peso y generar estructuras de soporte microscópicas, similares a agujas, para evitar que la pieza se desprenda de la plataforma de construcción debido a las fuerzas de succión.
Corte de metal (DMLS / SLS)
Cuando pasamos a la fusión de lecho de polvo industrial (donde los láseres funden polvo de nailon o titanio), la máquina de corte se enfrenta a una termodinámica compleja.
Un cortador SLS no necesita generar estructuras de soporte para contrarrestar la gravedad, porque el polvo no fusionado en el lecho soporta naturalmente la pieza. En cambio, el algoritmo de corte se centra completamente en Vectores láser y gestión térmica.
Si la cortadora le indica al láser que escanee de un lado a otro demasiado rápido en un área, se creará una enorme acumulación de calor que deformará el metal. Las cortadoras de metal utilizan algoritmos complejos para escalonar el láser. trayectorias (a veces llamadas "escaneo de islas") para distribuir uniformemente la tensión térmica en toda la plataforma de construcción.
Validación de la fuente: La necesidad de estrategias de corte únicas basadas en el proceso aditivo (extrusión frente a fotopolimerización en cuba frente a fusión de lecho de polvo) se detalla ampliamente en el Informe Wohlers, la publicación anual de referencia en la industria sobre tecnología de fabricación aditiva.
Conclusión: El fabricante es The Slicer.
Para resumir por qué el seccionamiento es fundamental: El archivo 3D representa la intención. El programa de corte representa la realidad.
Puedes dedicar 100 horas a diseñar el modelo CAD más perfectamente optimizado del mundo. Pero si ese modelo se entrega a un operador inexperto que utiliza el algoritmo de segmentación incorrecto, elige la densidad de relleno errónea o no orienta la pieza correctamente para gestionar los voladizos y la adhesión de las capas, la pieza física fallará.
Cuando envías un archivo STEP a EPTAHUB, No solo pagas por el acceso a nuestras máquinas de 500 000 USD. Pagas por los 12 años de experiencia en ingeniería necesarios para manipular la configuración del software de laminado. Pagas por un ingeniero que sabe exactamente cómo laminar tu geometría específica para maximizar la resistencia a la tracción, evitar la deformación térmica y garantizar que la pieza física final coincida con el diseño digital.
No se puede imprimir en 3D sin un programa de laminado. Y, lo que es más importante, no se puede fabricar un producto fiable sin un ingeniero que sepa utilizarlo.







