Extrusiones metálicas de primera calidad y rentables de EPTAHUB
STEP丨STP丨SLDPRT丨STL丨IPT丨3MF丨3DXML丨PRT丨SAT
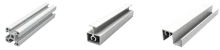
La extrusión de metales es la técnica de fabricación preferida para la producción en masa de componentes con una sección transversal uniforme. En este proceso, los materiales metálicos se prensan a través de una matriz con forma personalizada bajo alta presión para formar el perfil extruido deseado. Estos perfiles abarcan desde configuraciones básicas como tubos circulares o cuadrados, canales en forma de U o H, hasta diseños complejos con múltiples cavidades internas y estructuras externas, como perfiles 80/20 y barras con ranura en T. La extrusión también se utiliza ampliamente para la fabricación de molduras de paredes y ventanas, que cumplen funciones tanto decorativas como estructurales.
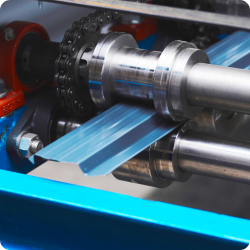
Las materias primas suelen venir en forma de lingotes. Estos lingotes se calientan y se colocan en un componente de la prensa de extrusión conocido como contenedor. En el extremo opuesto del contenedor se encuentra un conjunto de matrices, que crea la abertura que da forma al material según lo requerido mediante técnicas de extrusión directa o indirecta. Después de la extrusión, el producto se somete a enfriamiento, enderezamiento, corte a la longitud especificada e inspección para garantizar la precisión y consistencia dimensional. Los productos extruidos también se pueden procesar fácilmente para agregar características más allá de la forma básica perfilada. Los perfiles de extrusión pueden adoptar casi cualquier forma, ya sean sólidos o huecos con una o más secciones huecas. Los perfiles huecos requieren una matriz multicomponente: el material se fuerza alrededor de mandriles perforantes soportados en la primera matriz para formar la estructura interna, luego se separa y se "suelda" nuevamente por la segunda matriz para crear el perfil externo.
El tamaño de la prensa de extrusión necesaria viene determinado por el círculo más pequeño que puede encerrar todo el perfil; los círculos más grandes requieren prensas de mayor tamaño. EPTAHUB se especializa en la extrusión de aluminio, que representa aproximadamente el 80% del total de componentes metálicos extruidos. Las extrusiones de aluminio son omnipresentes y se encuentran en todo tipo de elementos, desde marcos de ventanas y barandillas hasta cajas eléctricas. Nuestros gestores de proyectos y expertos técnicos evalúan personalmente y presupuestan manualmente cada proyecto de extrusión de metal. Esto garantiza que cumplimos con sus requisitos específicos y le ofrecemos una experiencia de fabricación ágil y sin complicaciones. Explore las secciones siguientes para obtener más información sobre el proceso y nuestras capacidades. Oferta de extrusión de aluminio

Suba sus archivos de diseño al sistema de cotización de EPTAHUB y personalice los parámetros de su proyecto. Nuestro equipo se pondrá en contacto con usted para confirmar que las especificaciones, el plazo de entrega y el precio se ajustan a los requisitos del proyecto. Antes de comenzar la producción de las herramientas, le proporcionaremos un informe de Diseño para la Fabricación (DFM) para su aprobación.

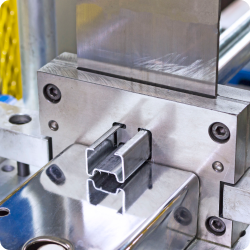
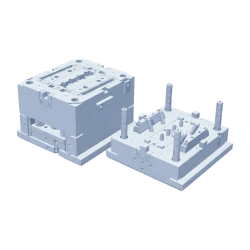
Una vez que su proyecto se lance oficialmente, fabricaremos una matriz de extrusión de metal de alta calidad. Tras finalizar la fabricación de las herramientas, produciremos las primeras muestras y se las enviaremos para su inspección y aprobación.

Una vez que apruebe las muestras, procederemos con la producción a gran escala y le entregaremos los componentes terminados. Puede tener la seguridad de que EPTAHUB gestiona toda la coordinación con los proveedores y la logística durante todo el proceso. Usted conserva la propiedad total de las herramientas y puede realizar fácilmente nuevos pedidos para satisfacer la demanda fluctuante. ¡Nueva función!
EPTAHUB colabora con los principales proveedores de extrusión, quienes utilizan la tecnología más avanzada para ofrecer extrusiones de alta calidad. Gracias a nuestra red de fabricación, podemos ofrecer diversos tipos de extrusión metálica y una amplia gama de perfiles. Las siguientes secciones profundizan en los diferentes métodos de extrusión y proporcionan ejemplos de perfiles estándar.
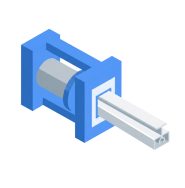
La extrusión directa, también conocida como extrusión hacia adelante, es el método más común de extrusión de metales. En este tipo de extrusión, un lingote de material es empujado a través de un contenedor mediante un pistón de alta presión. El material fluye en la dirección del movimiento del pistón y sale por la abertura de la matriz fija. La extrusión directa permite diseños de mayor tamaño y un acabado superficial de mayor calidad que el método de extrusión indirecta. Sin embargo, este método presenta algunas desventajas. Se genera una gran cantidad de fricción entre el material y las paredes del contenedor, lo que reduce la presión en la cara de la matriz y provoca variaciones de temperatura. Estos factores dificultan el control de la consistencia dimensional y las propiedades del material.
En la extrusión indirecta, el material se coloca en un contenedor y se asegura. La matriz de extrusión se mueve con un pistón hueco sobre el material, forzándolo a pasar a través de la abertura de la matriz. La extrusión indirecta también se conoce a veces como extrusión inversa, ya que el material fluye en dirección opuesta al movimiento del pistón. Al no haber movimiento relativo entre el material y el contenedor, este método genera mucha menos fricción, lo que se traduce en un menor consumo de energía y una menor generación de calor. Con menos calor, la extrusión indirecta generalmente ofrece un mayor control sobre la consistencia dimensional, las propiedades del material y el tamaño del grano en comparación con la extrusión directa. Sin embargo, la desventaja de este tipo de extrusión es una limitación más significativa en el tamaño total del perfil de la matriz, ya que debe ajustarse al interior del pistón hueco. Las impurezas superficiales del lingote pueden llegar al producto extruido, lo que reduce el acabado superficial y la estética general.
Estas son subcategorías de extrusión integradas en los métodos principales descritos anteriormente. La temperatura del tocho con respecto a la temperatura ambiente y la temperatura de recristalización del material define la extrusión en caliente, templada o fría. La extrusión en caliente se produce cuando el tocho se calienta muy por encima de la temperatura de recristalización del material, a menudo asociada con el método de extrusión directa. El calentamiento del material lo ablanda y evita el endurecimiento por deformación, lo que facilita su flujo a través de la matriz y reduce el desgaste de las herramientas. La extrusión templada se produce cuando el material se calienta por encima de la temperatura ambiente, pero se mantiene muy por debajo del punto de recristalización. En la extrusión en frío, el material no se calienta y permanece a temperatura ambiente.
La extrusión en caliente y en frío puede aumentar la dureza y la resistencia del producto extruido al evitar el calentamiento excesivo de la materia prima. Estos procesos funcionan mejor con materiales de alta ductilidad, como el aluminio. Los procesos en caliente y en frío son típicos del método de extrusión indirecta de metales. Si bien no calentar drásticamente el material puede ofrecer ventajas, puede dañar las herramientas y reducir la vida útil de la matriz. Por ello, la mayoría de los fabricantes optan por los métodos de extrusión en caliente.
Los perfiles de extrusión representan la forma de la sección transversal que conforma el producto extruido. Los servicios de fabricación a medida de EPTAHUB le permiten obtener piezas extruidas con perfiles personalizados. Si desea ahorrar tiempo y dinero mediante el mecanizado posterior de un perfil de extrusión de aluminio existente, ¡también podemos hacerlo! A continuación, encontrará una lista de algunos perfiles de extrusión de aluminio estándar que podemos modificar mediante otro proceso de fabricación, como nuestro servicio de mecanizado CNC.
El aluminio extruido representa aproximadamente el 801% del total de productos metálicos extruidos debido a su versatilidad en diversas industrias, propiedades mecánicas, múltiples opciones de acabado y alta ductilidad, lo que lo hace ideal para procesos de extrusión. La mayoría de las aleaciones de aluminio extruido son ligeras, resistentes a la corrosión y poseen alta conductividad térmica y eléctrica. Cada aleación se distingue de las demás por ciertas características. Para ayudarle a elegir la más adecuada para su proyecto, hemos recopilado una tabla a continuación con las aleaciones más utilizadas que ofrecemos y sus características únicas.
Si su proyecto requiere perfiles de acero inoxidable u otros metales, disponemos de la opción de “material personalizado” en nuestra interfaz de presupuestos. Esta opción le permite enviar solicitudes a medida, las cuales revisaremos y analizaremos con usted.

EPTAHUB simplifica la incorporación de pasos de acabado adicionales a su proyecto de extrusión de metal. Nuestra amplia red de proveedores de acabados nos permite aplicar una variedad de acabados a sus piezas. Tenemos lo que necesita, ya sean acabados funcionales o estéticos. A continuación, encontrará información detallada sobre los acabados que ofrecemos para nuestro proceso de extrusión de metal.
El acabado se dejará sin procesar y conservará su estado original de extrusión. La rugosidad superficial puede variar entre aleaciones debido a las diferencias en la estructura del grano, pero generalmente oscilará entre 64 µin y 125 µin Ra. Pueden presentarse líneas de grano visibles o vetas descoloridas.
El anodizado tipo II crea un acabado de óxido resistente a la corrosión. Las piezas se pueden anodizar en diferentes colores; los más comunes son transparente, negro, rojo y dorado. El tipo III ofrece un acabado más grueso y crea una capa resistente al desgaste, además de la resistencia a la corrosión que proporciona el tipo II. Los recubrimientos anodizados no son conductores de electricidad.
Este proceso consiste en pulverizar electrostáticamente pintura en polvo sobre una pieza, para luego hornearla. Esto crea una capa resistente al desgaste y a la corrosión, más duradera que los métodos de pintura líquida convencionales. Se dispone de diversos colores y texturas para lograr la estética deseada.
Todas las piezas metálicas extruidas se pueden pintar con pintura líquida en diversas formulaciones y colores. Para garantizar la coincidencia de color, la marca y el número de la pintura deben especificarse en los planos o notas adjuntas.
Las piezas extruidas pueden recubrirse con níquel químico, níquel, latón, estaño, cromo, cromato, teflón, plata y oro.
Se puede aplicar un recubrimiento de conversión de cromato para proteger el aluminio de la corrosión y mejorar la adherencia de pinturas e imprimaciones. Los recubrimientos de conversión de película química también permiten que el metal conserve su conductividad eléctrica a la vez que protegen la superficie contra la corrosión.
Las piezas se someten a un proceso de pulido por vibración para eliminar los bordes afilados y alisar las superficies. Adecuado para piezas pequeñas que quepan dentro del recipiente o tambor de la pulidora.
¿No encuentra el acabado que necesita? Seleccione "personalizado" en nuestra interfaz de presupuestos e indíquenos qué busca. ¡Estaremos encantados de explorar otras opciones para usted!

Para su pedido, elija entre millones de combinaciones posibles de materiales, acabados, tolerancias, marcados y certificaciones.

Obtenga presupuestos instantáneos para servicios de extrusión de metales con nuestro sistema de presupuestos fácil de usar.

Contamos con las certificaciones ISO 9001:2015, ISO 13485 y AS9100D.
Aprenda cómo obtener fácilmente un presupuesto instantáneo para servicios de extrusión a través del motor de presupuestos instantáneos de EPTAHUB®.
Nuestro sistema de presupuestos automatizado le proporciona precios al instante para que pueda estimar rápidamente los costes de su proyecto.
Para piezas de alta precisión o complejas, nuestros gestores de cuentas sénior pueden proporcionarle presupuestos más detallados y ayudarle a encontrar la mejor solución integral para sus necesidades.









