











En el sector del desarrollo de hardware estadounidense, la impresión 3D (en concreto, la FDM – Modelado por Deposición Fundida) ha revolucionado por completo la forma en que validamos los diseños. Pero también ha introducido un problema importante: los ingenieros y los equipos de compras tratan todos los plásticos por igual.
Si está utilizando una flota de impresoras Bambu de escritorio para fabricar juguetes de escritorio, miniaturas de mesa o baratijas cosméticas, siga con PLA. Imprime fácilmente, es barato y tiene un aspecto bonito.
Pero no trabajo con juguetes de escritorio. eptahub.com, mi equipo trabaja con fabricantes de equipos originales (OEM), proveedores de nivel 1 y empresas emergentes de hardware importantes. Cuando usted acude a nosotros para prototipado rápido para validar un diseño antes Al depositar $15,000 sobre un molde de inyección de acero, las propiedades mecánicas del prototipo son importantes.
Si le entregas a un inversor o a un probador beta un prototipo funcional impreso en PLA y lo dejan en un coche caliente en Texas, se deformará hasta convertirse en un charco irreconocible. Tu presentación fracasará. Tu validación fallará.
Cuando necesita un prototipo funcional, resistente a impactos y a productos químicos que cierre la brecha entre el CAD digital y una pieza moldeada por inyección producida en masa, cambiamos la conversación a PETG.
¿Qué es lo que realmente estamos extruyendo?
Antes de hablar de límite elástico y deflexión térmica, definamos la química. No se puede Diseñar un producto si no se comprende la materia prima..
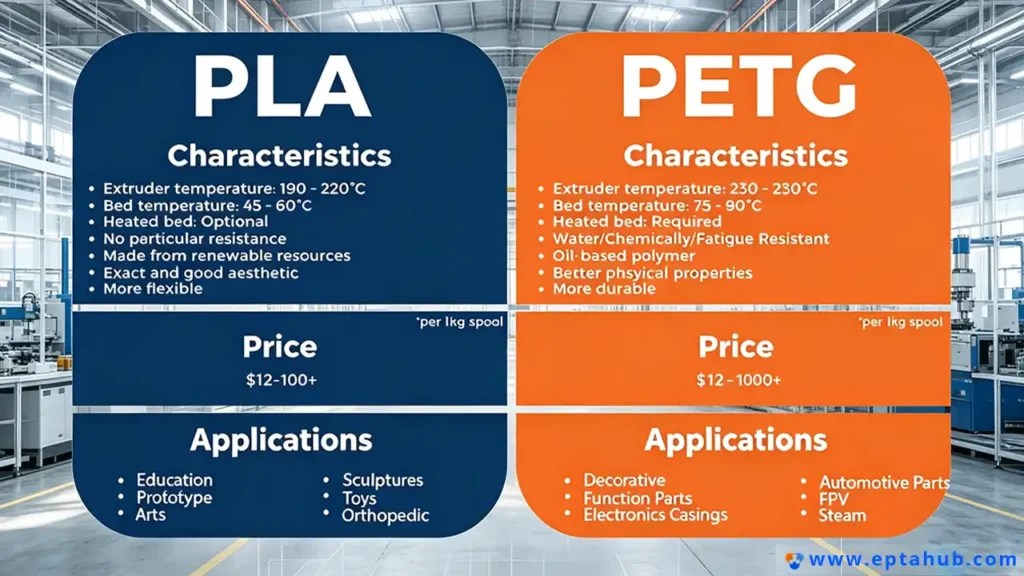
- PLA (ácido poliláctico): Se trata de un termoplástico biodegradable a base de almidón de maíz. Es extremadamente rígido, prácticamente no se encoge al enfriarse (por eso es tan fácil de imprimir), pero es increíblemente quebradizo.

- PETG (tereftalato de polietileno glicol): Si se toma una botella de agua de plástico estándar (PET) y se le añade glicol a la cadena química, se obtiene PETG. El glicol evita que el material se cristalice y se vuelva quebradizo al calentarse. El resultado es un termoplástico industrial muy duradero, dúctil y resistente a los productos químicos.

Cuando un diseñador junior me pregunta, “¿Por qué usar PETG en lugar de PLA?”, Mi respuesta es simple: Supervivencia.
El PLA se utiliza para analizar la geometría. El PETG se utiliza para probar la función mecánica.
Resistencia al calor del PETG frente al PLA
Los fallos más catastróficos que vemos en la impresión 3D subcontratada provienen de ignorar una métrica llamada Temperatura de transición vítrea (Tg). Esta es la temperatura a la que un polímero rígido comienza a ablandarse, pierde su integridad estructural y se deforma bajo su propio peso. No significa que se derrita y se convierta en líquido; significa que falla físicamente como componente estructural.
- El PLA tiene una Tg de aproximadamente 60 °C (140 °F).
- El PETG tiene una Tg de aproximadamente 80 °C a 85 °C (176 °F – 185 °F).
Apliquemos esto a un escenario real de B2B en Estados Unidos. Diseñas una carcasa electrónica personalizada para una cámara de salpicadero. Imprimes el prototipo en PLA. En verano en Phoenix, Arizona, el interior del salpicadero de un coche alcanza fácilmente los 71 °C (160 °F).
Tu prototipo de PLA se deformará, los clips de ajuste a presión fallarán y la placa de circuito impreso interna se caerá.
Si imprimieras exactamente lo mismo .PASO Si se fabrica en PETG en eptahub.com, la carcasa resiste. Mantiene su precisión dimensional bajo estrés térmico estándar. Por eso, las empresas de ingeniería prefieren PETG a PLA para cualquier componente que vaya a estar expuesto a exteriores, fricción mecánica o calor moderado.
Esto también responde a una pregunta muy común y muy específica: “¿Puede el PETG soportar agua hirviendo?”
No. El agua hirviendo está a 100 °C (212 °F). La Tg del PETG es de 80 °C. Si se introduce una pieza de PETG en agua hirviendo, se deformará rápidamente. Si se requieren temperaturas de esterilización, es necesario pasar de la impresión FDM al moldeo por inyección de policarbonato (PC) o PEEK.
Resistencia del PETG frente al PLA (Frágil frente a dúctil)
Existe un enorme malentendido en el mundo de la ingeniería mecánica sobre lo que realmente significa "resistencia".
Si se observa estrictamente una hoja de datos para la resistencia a la tracción máxima (tirar del plástico hasta que se rompa), el PLA a menudo obtiene una puntuación ligeramente inferior. más alto que el PETG. Pero esa cifra es una trampa.
El PLA es muy rígido, pero su rotura resulta catastrófica. Tiene una resistencia al impacto prácticamente nula. Si se deja caer una carcasa de PLA sobre un suelo de hormigón, se hará añicos como si fuera cristal.
El PETG es dúctil. Posee una resistencia al impacto excepcional. Si se golpea un soporte de PETG con un martillo, se abollará, se doblará y absorberá la energía cinética antes de romperse definitivamente.
En la fabricación industrial, preferimos las piezas que se doblan a las que se rompen. Un soporte doblado es una simple incidencia de mantenimiento; un soporte roto es una falla catastrófica que destruye el conjunto.
Matriz de materiales FDM de ingeniería
Para ayudar a su equipo de compras a realizar comparaciones equitativas, aquí está la matriz de referencia que utilizamos en eptahub.com al evaluar PLA vs PETG vs ABS vs TPU para la creación de prototipos funcionales.
| Material | Característica principal de ingeniería | Transición vítrea (Tg) | Resistencia al impacto | Aplicación ideal para B2B/creación de prototipos |
|---|---|---|---|---|
| PLA | Máxima precisión dimensional, alta rigidez. | 60 °C (140 °F) | Muy bajo (quebradizo) | Maquetas visuales, modelos para presentaciones a inversores, comprobaciones de ajuste sin estrés. |
| PETG | Excelente resistencia química, alta ductilidad. | 80 °C (176 °F) | Alto | Colectores para manipulación de líquidos, estructuras para drones, carcasas para sensores exteriores. |
| ABS | Alta resistencia al calor, apta para procesamiento posterior. | 105 °C (221 °F) | Muy alto | Prototipos de interiores de automóviles, uniones de ajuste a presión. (Requiere impresoras industriales con carcasa cerrada) |
| TPU | Flexibilidad elastomérica (similar al caucho). | Varía ampliamente | Extremo | Juntas a medida, amortiguadores de vibraciones, sobremoldes ergonómicos. |
Si te estás preparando para un alto volumen moldeo por inyección, casi siempre recomendamos crear un prototipo de su pieza en ABS o PETG. Estos materiales imitan el flujo y los comportamientos mecánicos de los materiales estándar. moldeo por inyección Resinas mucho mejores que el PLA.
¿Cuáles son las desventajas del PETG?
Como ingeniero de fabricación experimentado, nunca endulzo las especificaciones de los materiales a los equipos de compras. No creo en la “perfección”.” materiales de ingeniería. Todo polímero implica un compromiso. Si bien el PETG supera ampliamente al PLA en cuanto a durabilidad, genera importantes problemas en la planta de fabricación.
Si subcontrata su impresión 3D a eptahub.com, estos son problemas que debemos gestionar. Pero si su equipo interno de I+D está ejecutando un petg vs pla bambú En comparación con los equipos de escritorio que utilizas en tu propia casa, estas son las crudas realidades a las que te vas a enfrentar.
1. Higroscopia severa (bebe agua)
El PETG es altamente higroscópico. Esto significa que el filamento crudo absorbe rápidamente la humedad ambiental del aire. Si se deja una bobina de PETG sobre un escritorio en un lugar húmedo durante 48 horas, se arruina. Cuando ese filamento cargado de humedad entra en contacto con la boquilla de la impresora a 240 °C, el agua se convierte instantáneamente en vapor. Esto provoca que el plástico se rompa, chisporrotee y forme espuma, lo que da como resultado piezas estructuralmente débiles con defectos graves. acabados superficiales. En eptahub.com, utilizamos cajas de secado industriales con deshidratación activa para mantener nuestro PETG a una humedad relativa inferior al 151% antes de la impresión.
2. Hilos y rezumamiento (La pesadilla de la tolerancia)
Debido al glicol añadido, el PETG fluye como jarabe cuando está caliente. Cuando la boquilla de la impresora se mueve al aire libre (movimientos de desplazamiento), el plástico tiende a gotear, dejando finos filamentos similares a telarañas por toda la pieza. Si bien esto se puede mitigar con ajustes de retracción agresivos en el software CAM, dificulta mucho más la impresión de geometrías internas muy complejas y de tolerancias ajustadas (como orificios roscados M3) que con PLA.
3. Se fusiona con el lecho (Adhesión destructiva)
El PETG se adhiere a las superficies de impresión, especialmente al vidrio o a las láminas de PEI (polieterimida), con una fuerza aterradora. Si un técnico principiante no aplica un agente desmoldante (como una barra de pegamento o una pasta especial) antes de imprimir, la pieza de PETG se unirá químicamente de forma permanente a la base de vidrio. Al retirarla, literalmente se desprenderán trozos de vidrio de la máquina.
¿Se puede beber de un vaso de PETG?
Recibo esta pregunta constantemente de empresas emergentes de hardware que intentan diseñar botellas de agua personalizadas, cocteleras deportivas o utensilios de cocina.
El pellet de PETG virgen, en su estado natural, generalmente cumple con las normas de la FDA para el contacto con alimentos. Su composición química básica es exactamente la misma que la de las botellas de agua Dasani estándar.
Sin embargo, desde el punto de vista de la responsabilidad corporativa y la ingeniería en Estados Unidos: No, no se puede beber de forma segura de un vaso de PETG impreso en 3D.
Esta es la realidad de la cadena de suministro:
- El proceso FDM crea trampas para bacterias: La impresión 3D FDM crea microfisuras entre cada capa de plástico extruido. Estas líneas de capa constituyen un caldo de cultivo perfecto e imposible de limpiar para las bacterias. Incluso si la lavas en el lavavajillas (lo cual no puedes hacer, ya que alcanza temperaturas superiores a 70 °C y deformaría la taza), las bacterias en las microfisuras sobrevivirán.
- Contaminación de la boquilla de latón: A menos que la fábrica utilice una boquilla de acero endurecido o con punta de rubí, las boquillas estándar de latón para impresoras 3D suelen contener trazas de plomo para mejorar su maquinabilidad. Ese plomo se filtra en el plástico caliente.
- Aditivos para filamentos: A menos que disponga de una Hoja de Datos de Seguridad de Materiales (MSDS, por sus siglas en inglés) certificada que indique que el tinte de color exacto utilizado en el filamento es apto para uso alimentario según la FDA, se expone a una enorme responsabilidad legal.
Si necesita un producto apto para uso alimentario, utilice PETG o Tritan para crear prototipos. forma, Pero luego se paga a eptahub.com para que corte un molde de inyección de aluminio y diseñe las piezas finales utilizando resinas vírgenes certificadas de grado médico en un entorno de sala limpia.
Caso práctico: El giro estratégico de una startup de robótica (de la fabricación por deposición fundida a la producción en masa)
Veamos un ejemplo real de cómo el uso del material de prototipado adecuado permite cerrar la brecha hacia la producción en masa.
El escenario: Una empresa emergente de robótica de Boston estaba diseñando un dron automatizado para almacenes. Necesitaban un chasis complejo y ligero para alojar la óptica de la cámara y los sensores LiDAR. Inicialmente, fabricaron un prototipo del chasis internamente utilizando PLA para ahorrar costes.
El desastre: Durante una demostración en vivo para los inversores de la Serie A, el dron aterrizó bruscamente sobre el suelo de hormigón del almacén. El chasis de PLA se hizo añicos al instante. El costoso sensor LiDAR se desprendió de su soporte, destruyendo el prototipo e interrumpiendo la demostración.
La solución de Eptahub: Nos contactaron presas del pánico.
- Tomamos su
.PASOarchivos e inmediatamente reimprimió el chasis utilizando PETG de grado industrial. - Enviamos los prototipos de PETG de un día para otro. Dos días después, realizaron la misma prueba de caída. El chasis de PETG se flexionó, absorbió el impacto cinético y sobrevivió completamente intacto. Los inversores financiaron la ronda de financiación.
- Dado que el prototipo de PETG validó con éxito el diseño mecánico, lo pasamos directamente a la fase de fabricación rápida. Fabricamos un molde de acero P20 por 6500 USD e inyectamos 2000 unidades con una mezcla de ABS y policarbonato. El coste unitario se redujo a 2,10 USD por chasis.
Al comprender los límites mecánicos de sus polímeros, salvaron su ronda de financiación y realizaron una transición sin problemas a alto volumen fabricación.
Preguntas frecuentes para ingenieros: Especificación de plásticos para la producción
P1: Estamos diseñando una pieza que se colocará en el exterior. ¿Deberíamos usar ABS o PETG?
Utilice PETG. El ABS tiene una pésima resistencia a los rayos UV. Si deja el ABS sin tratar a la intemperie, la luz ultravioleta del sol degrada las cadenas de polímero, lo que provoca que se vuelva amarillo, blanquecino y quebradizo en pocos meses. El PETG tiene una fantástica resistencia natural a los rayos UV y soporta mucho mejor las inclemencias del tiempo.
P2: ¿Puedo alisar químicamente el PETG como lo hago con el ABS?
No. El ABS se puede alisar con vapor usando acetona, que funde la capa exterior y le da un acabado brillante similar al del moldeo por inyección. El PETG es químicamente resistente a la acetona, el alcohol isopropílico y la mayoría de los disolventes comunes. Para alisar el PETG, se deben usar productos químicos extremadamente peligrosos como el diclorometano o el acetato de etilo, que no recomendamos para la creación de prototipos estándar. Si necesita una superficie lisa, debe lijarla manualmente o recurrir al moldeo por inyección.
P3: Si queremos pasar de PETG FDM prototipos para moldeo por inyección, ¿Necesitamos rediseñar el archivo CAD?
Sí. La impresión 3D FDM no se preocupa por los ángulos de desmoldeo ni por el grosor uniforme de la pared. El moldeo por inyección sí. Si nos envía un archivo FDM con muchos bloques, nuestros ingenieros de eptahub.com realizarán un análisis DFM (Diseño para la Fabricación) para añadir ángulos de desmoldeo (para que la pieza pueda salir del molde de acero) y ahuecar las secciones gruesas para evitar marcas de hundimiento durante el enfriamiento del plástico.
Referencias autorizadas de ingeniería y materiales.
Para comprender plenamente la termodinámica y las propiedades mecánicas de estos polímeros, su equipo de ingeniería debe consultar los siguientes recursos estándar:
- Título 21 del CFR de la FDA (Alimentos y Medicamentos)
Para las empresas emergentes de hardware que se enfrentan al mito de la "apto para uso alimentario", la Sección 177.1630 abarca explícitamente los polímeros de ftalato de polietileno (como el PET y el PETG) y las estrictas pruebas de migración requeridas para vender legalmente un producto en contacto con alimentos en los Estados Unidos.
Enlace: FDA.gov







