











Fast jede Woche bei EPTAHUB, Ein begeisterter Produktdesigner schickt mir per E-Mail einen Link zu einer Datei, die er gefunden hat auf Thingiverse oder eine Grundform, die sie modelliert haben in Tinkercad. Die E-Mail enthält üblicherweise einen Text wie diesen: “Hier ist die Datei. Wir benötigen 50 Stück davon aus Nylon. Können Sie heute noch drucken?”
Diese Denkweise stammt aus der Welt des 2D-Papierdrucks. Wenn Sie eine PDF-Datei auf einem herkömmlichen Bürodrucker drucken möchten, drücken Sie einfach Strg+P. Computer und Drucker erledigen die Übersetzung automatisch im Hintergrund.
Deshalb werde ich häufig gefragt: “Kann man 3D-Druck ohne Slicer durchführen?” oder “"Kannst du Drucken einer STL-Datei ohne zu schneiden?”
Die Antwort ist eine absolute, kompromisslose NEIN.
Wenn Sie eine STL- oder STEP-Datei direkt auf einen USB-Stick kopieren und diesen Stick an eine 500.000 USD teure industrielle SLS-Anlage anschließen (Selektives LasersinternWenn die Maschine nicht funktioniert, wird sie nichts tun. Der Drucker versteht keine 3D-Formen. Er ist für Ihr CAD-Modell völlig ungeeignet.
Um eine digitale Idee in die physische Realität umzusetzen, muss sie durch eine Übersetzungsmaschine laufen. Diese Maschine ist die Schneidemaschine.
In diesem Leitfaden werde ich genau erklären, wie das geht. Was ist Slicing beim 3D-Druck und warum ist es wichtig?. Ich werde Ihnen die mathematischen Grundlagen der Slicing-Algorithmen erläutern, erklären, warum Ihre Softwareeinstellungen die physikalische Festigkeit Ihrer Teile bestimmen, und Ihnen zeigen, warum die eigentliche Konstruktion im Slicer stattfindet.
Was versteht man unter Slicing beim 3D-Druck?
Um zu verstehen, warum ein Slicer unerlässlich ist, muss man die physikalischen Grenzen eines 3D-Druckers verstehen.
Ob wir nun von einer Desktop-FDM-Maschine oder einem industriellen Metalldrucker sprechen EPTAHUB, Additive Fertigungsmaschinen können Objekte nur auf eine bestimmte Weise aufbauen: von unten nach oben, Schicht für Schicht.

Wenn Sie fragen, “Was versteht man unter Slicing beim 3D-Druck?”, Sie fragen nach der CAM-Phase (Computer-Aided Manufacturing) des Prozesses.
Ein Slicer ist eine spezielle Software, die Ihr digitales 3D-Modell importiert und es buchstäblich horizontal in Hunderte oder Tausende von flachen 2D-Querschnitten zerlegt.
Sobald Ihr Modell in diese flachen Scheiben zerlegt wurde, 3D-Druck-Slicing-Algorithmus Es berechnet den exakten Pfad, den die mechanischen Komponenten des Druckers zum Drucken der jeweiligen Schicht zurücklegen müssen. Diese physikalischen Pfade werden in G-Code umgewandelt – eine Programmiersprache, die aus X-, Y- und Z-Koordinaten, Extrusionsraten und Temperaturbefehlen besteht.
Quellcodevalidierung: Das Konzept des Slicing als notwendige Vorstufe der additiven Fertigung wird formal definiert in ISO/ASTM 52900:2021 (Additive Fertigung – Allgemeine Prinzipien – Terminologie), die vorschreibt, dass 3D-Geometrien in planare Schichten zerlegt werden müssen, um Werkzeugwege zu erzeugen.
Was versteht man unter Schichtung beim 3D-Druck?
Wenn Sie wissen wollen Was versteht man unter Schichtung beim 3D-Druck?, halte ein Kartenspiel in der Hand.
Von oben betrachtet wirkt das Deck wie ein massiver, dreidimensionaler Rechteckblock. Bei genauerer Betrachtung der Seite erkennt man jedoch, dass dieser “Block” tatsächlich aus 52 flachen, zweidimensionalen Schichten besteht, die übereinander gestapelt sind.
Genau so verarbeitet der Slicer Ihre CAD-Datei. Wenn Sie mir beispielsweise eine Konstruktion für einen 1 Zoll hohen Zylinder senden und wir den Slicer auf eine Schichthöhe von 0,1 Millimetern einstellen, zerlegt er den Zylinder in 254 einzelne, flache Kreise. Der Drucker druckt Kreis #1, fährt die Z-Achse um 0,1 mm nach oben, druckt Kreis #2 direkt darüber und wiederholt diesen Vorgang 252 Mal, bis der massive Zylinder entstanden ist.
Warum das Schneiden wichtig ist: Die Illusion von solidem CAD
Nun kommen wir zum Kern des Problems. Warum kann der Drucker das nicht einfach automatisch erledigen? Warum benötigen wir spezielle Slicing-Software wie … Prusa Slicer, UltiMaker Cura oder High-End-Industrieprogramme wie Materialise Magics?
Denn eine CAD-Datei lügt.
Wenn Sie in Ihrer CAD-Software einen Würfel zeichnen, behandelt der Computer ihn als massiven 100%-Block aus Kunststoff oder Metall. In der realen Fertigungspraxis ist das Drucken eines solchen Blocks jedoch meist keine gute Idee. Es verschwendet Material, der Druckvorgang dauert ewig, und beim Abkühlen des großen Kunststoffvolumens führt die thermische Kontraktion dazu, dass sich das Bauteil verzieht und sich von der Bauplattform löst.
Wenn Sie diesen “massiven” Würfel in den Slicer importieren, entfernt der Slicer das Innere. Dadurch wird das Teil vollständig hohl. Nun liegt es an Ihnen, … Fertigungsingenieur Die Slicer-Einstellungen verwenden, um die interne Physik des Bauteils zu erstellen.
Hier sind die wichtigsten technischen Entscheidungen, die wir im Inneren der Schneidemaschine treffen bei EPTAHUB:
1. Umfang (Die Hülle)
Als Erstes geben wir der Schneidemaschine die gewünschte Dicke der Außenwände Ihres Werkstücks vor. Diese nennen wir “Umfang” oder “Hülle”.”
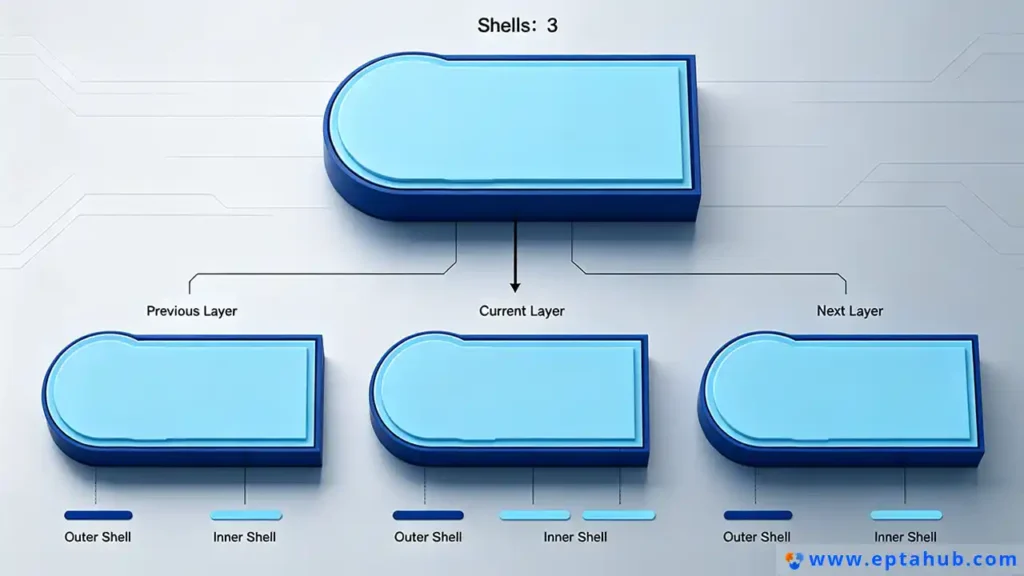
Wenn Sie einen Prototyp für ein kosmetisches Gehäuse erstellen, das lediglich auf einem Schreibtisch stehen und gut aussehen soll, können Sie dem Slicer mitteilen, dass er nur zwei Umrisse drucken soll (wodurch eine Wandstärke von etwa 0,8 mm entsteht). Der Druckvorgang ist extrem schnell und kostengünstig.
Wenn Sie jedoch eine Halterung drucken, die einen 22,7 kg schweren Motor tragen soll, weisen wir den Slicer an, 6 oder 8 Perimeter zu drucken. Je dicker die Hülle, desto höher die Stoßfestigkeit.
2. Fülldichte und -muster (Das innere Gerüst)
Da wir es nicht sind Drucken des Teils Bei einem 100%-Festkörper muss der leere Raum innerhalb der Hülle gelagert werden. Dies nennt man Füllung.
Der Slicer ermöglicht die automatische Generierung eines internen geometrischen Gerüsts. Die Dichte lässt sich wählen (z. B. bedeutet 20% Füllung, dass der Innenraum aus 20% Kunststoff und 80% Luft besteht). Auch das Muster kann ausgewählt werden.
- Raster-/Rechteckige Füllung: Schnell und standardmäßig, gut geeignet für einfache Kompression von oben.
- Gyroid-Auffüllung: Ein komplexes, wellenförmiges 3D-Wellenmuster, das aus allen Richtungen eine gleichmäßige Scherkraft erzeugt. Wir nutzen dies intensiv bei EPTAHUB für funktionale Endprodukte, da es ein katastrophales Versagen verhindert, falls das Teil verdreht oder fallen gelassen wird.
Quellcodevalidierung: Studien zu den mechanischen Eigenschaften des FDM-Drucks, wie sie beispielsweise in der Zeitschrift für Fertigungsprozesse, zeigen durchweg, dass eine Änderung des Füllmusters (insbesondere der Übergang von 2D-Gittern zu 3D-Strukturen wie Gyroid) die Zug- und Biegefestigkeit gedruckter Polymere signifikant verändert, ohne dass das Materialgewicht erhöht wird.
3. Temperatur- und Strömungsdynamik
Der Slicer kümmert sich nicht nur um die Geometrie, sondern auch um die Thermodynamik.
Die Leute fragen oft:, “Warum ist PLA eine beliebte Wahl für den 3D-Druck?” Die Antwort liegt vor allem darin, dass PLA einen sehr unempfindlichen Temperaturbereich aufweist. Es schmilzt leicht bei etwa 200 °C und verzieht sich beim Abkühlen nicht wesentlich.
Beim Schneiden von technischen Werkstoffen wie Polycarbonat oder Nylon-Kohlenstofffaser muss der Schneidealgorithmus jedoch stark angepasst werden. Der Slicer muss so programmiert werden, dass die Düse den Kunststoff exakt bei 280 °C extrudiert, das Heizbett auf 110 °C gehalten und die Lüfter vollständig abgeschaltet werden, damit die Umgebungsluft den Kunststoff nicht beschädigt und es nicht zu Schichtablösungen kommt.
Wenn Sie bei diesen Slicer-Einstellungen Fehler machen, wird sich Ihr Bauteil buchstäblich selbst zerstören, bevor der Druckvorgang abgeschlossen ist.
Der Kampf gegen die Schwerkraft: Stützen und Flöße
Wenn Sie Ihren Arm seitlich ausstrecken, trotzt er der Schwerkraft. In der Welt des 3D-Drucks nennen wir dies einen “Überhang”.”
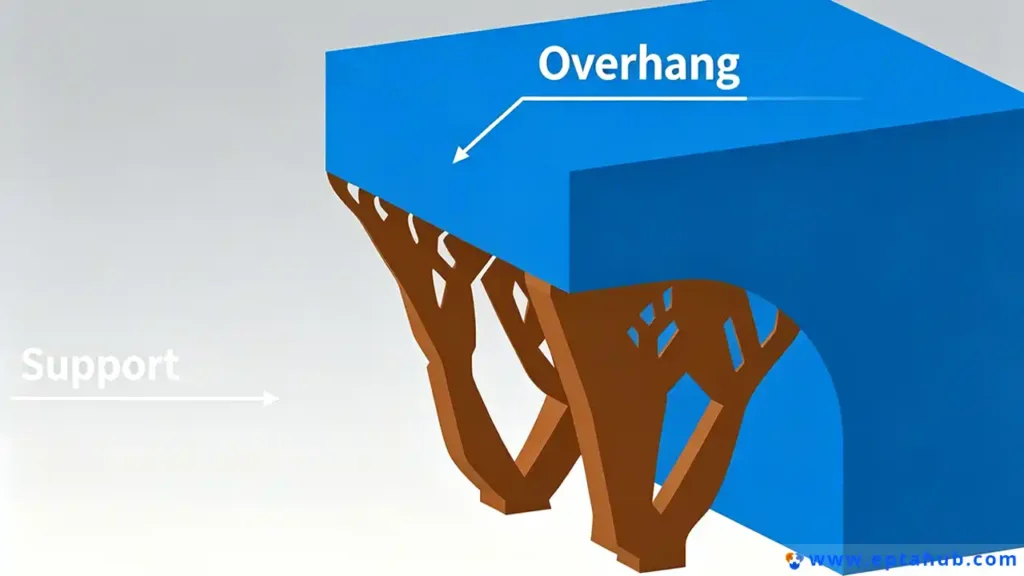
Da additive Fertigung durch das schichtweise Auftragen von unten nach oben funktioniert, kann man Kunststoff nicht in der Luft drucken. Wenn Ihr CAD-Design einen horizontalen Überhang aufweist (wie beispielsweise ein Hausdach oder den Arm einer Figur), extrudiert die Druckdüse buchstäblich geschmolzenen Kunststoff in die Luft. Der Kunststoff fällt auf die Bauplattform, und der Druckvorgang schlägt katastrophal in einem Knäuel aus Kunststofffäden fehl.
Hier beweist der Slicer seinen wahren Wert. Er sagt die Schwerkraft mathematisch voraus.
Intelligente Stützstrukturen
Wenn wir eine komplexe Geometrie durch unsere Slicing-Software laufen lassen bei EPTAHUB, Der Algorithmus analysiert jede einzelne digitale Ebene. Er identifiziert jegliche Geometrie, die in einem Winkel von mehr als etwa 45 Grad überhängt.
Der Slicer generiert dann automatisch Stützkonstruktionen—temporäre, gerüstartige Türme, die sich von der Bauplatte aus aufbauen, um die überhängende Geometrie während des Druckvorgangs an Ort und Stelle zu halten.
Beim High-End-Slicing handelt es sich nicht mehr nur um ein einfaches Raster. Moderne Slicing-Algorithmen verwenden sogenannte Baumstützen, die organisch von der Bauplatte um das Modell herum wachsen und dabei mit minimalem Materialeinsatz maximale Stabilität bieten. Nach dem Druckvorgang werden diese Stützen entweder mechanisch entfernt oder in einem chemischen Bad aufgelöst.
Ohne die Schneidemaschine, die diese temporären Türme erzeugt, wäre die Herstellung komplexer industrieller Geometrien unmöglich.
Was ist ein “Raft” im 3D-Druck und wann wird es eingesetzt?
Eine weitere häufig gestellte Frage von unerfahrenen Designern, die sich ihre Slicer-Einstellungen ansehen, lautet: “Was ist ein ‘Raft’ im 3D-Druck und wann wird es eingesetzt?”
Ein Raft ist genau das, wonach es klingt. Anstatt die erste Schicht des eigentlichen Bauteils direkt auf die Metall- oder Glasbauplatte zu drucken, weist der Slicer den Drucker an, zunächst ein dickes, temporäres Kunststoffgitter (das Raft) zu erstellen. Anschließend wird das eigentliche Bauteil auf dieses Raft gedruckt.
Warum benutzen wir Flöße?
- Bettadhäsion: Einige moderne technische Kunststoffe (wie ABS oder ASA) schrumpfen beim Abkühlen stark. Diese thermische Kontraktion erzeugt massive innere Spannungen, die dazu führen können, dass sich die Ecken des Bauteils von der Bauplatte lösen (sogenanntes Verziehen). Eine Auflagefläche (Raft) bietet eine große, strukturierte Oberfläche, die den Kunststoff fest auf dem Druckbett fixiert.
- Ausgleichszahlung für Nivellierung: Wenn die Bauplatte eines Druckers leicht verzogen oder uneben ist, schafft das Drucken einer dicken Stützschicht eine perfekt ebene Grundlage, auf der das eigentliche Bauteil aufgebaut werden kann.
Bei EPTAHUB, Da wir mit präzise kalibrierten, geschlossenen Industriemaschinen arbeiten, benötigen wir selten Rafts (wir bevorzugen “Brims”, einlagige Konturen, die die Kanten fixieren). Für Desktop-Nutzer, die mit schwierigen Materialien arbeiten, ist das Aktivieren der Raft-Option im Slicer jedoch oft die einzige Möglichkeit, einen Druck zu retten.
Nicht alle Zuschnittmaschinen sind gleich (FDM vs. SLA vs. SLS)
Es ist entscheidend zu verstehen, dass Slicing keine universelle Sprache ist. Die Art des Slicings hängt vollständig von der verwendeten Technologie ab.
Wenn Sie einen Standard-FDM verwenden (SchmelzschichtungWährend eine Maschine, die eine Kunststoffspule schmilzt, die Werkzeugwege für eine mechanische Düse berechnet, ist Ihr Slicer auf Füllmuster, Wandumfänge und Extrusionstemperaturen spezialisiert.
Was aber, wenn Sie eine völlig andere Technologie verwenden?

Schneiden für Harz (SLA / MSLA)
Wenn wir eine SLA-Maschine (Stereolithographie) verwenden bei EPTAHUB Um einen hochauflösenden, transparenten medizinischen Prototypen zu drucken, ändert sich der Slicing-Prozess komplett.
Eine SLA-Maschine verwendet keine Düse. Sie härtet flüssiges Harz mithilfe eines UV-Lasers oder eines LCD-Bildschirms aus. Daher berechnet ein SLA-Slicer weder Füllmuster noch Düsentemperaturen. Stattdessen berechnet er … Belichtungszeiten.
Der Slicer zerlegt das Modell in Schichten und erzeugt für jede Schicht ein Schwarzweißbild (ähnlich einer Schablone). Anschließend gibt er der Maschine genau vor, wie viele Sekunden UV-Licht durch diese Schablone scheinen soll, um die jeweilige Schicht flüssigen Harzes auszuhärten.
Da Harz schwer ist und die Drucke üblicherweise kopfüber aus einem Behälter gezogen werden, konzentriert sich das SLA-Slicing stark auf die Berechnung der Gewichtsverteilung und die Erzeugung mikroskopisch kleiner, nadelartiger Stützstrukturen, um zu verhindern, dass das Teil aufgrund von Saugkräften von der Bauplattform gerissen wird.
Metallschneiden (DMLS / SLS)
Bei der industriellen Pulverbettfusion (wo Laser Nylon- oder Titanpulver schmelzen) hat der Slicer mit ernsten thermodynamischen Herausforderungen zu tun.
Ein SLS-Slicer benötigt keine Stützstrukturen, um der Schwerkraft entgegenzuwirken, da das nicht verschmolzene Pulver im Bett das Bauteil auf natürliche Weise stützt. Stattdessen konzentriert sich der Slicing-Algorithmus vollständig auf die Laservektoren und Wärmemanagement.
Wenn der Laser des Schneidgeräts in einem Bereich zu schnell hin und her bewegt wird, entsteht ein großer Hitzestau, der das Metall verformt. High-End Metallschneidemaschinen verwenden komplexe Algorithmen, um den Laserstrahl zu staffeln. Pfade (manchmal auch “Inselabtastung” genannt), um die thermische Spannung gleichmäßig über die gesamte Bauplatte zu verteilen.
Quellcodevalidierung: Die Notwendigkeit einzigartiger Trennstrategien, basierend auf dem additiven Verfahren (Extrusion vs. Photopolymerisation im Schmelzbad vs. Pulverbettfusion), wird ausführlich beschrieben in der Wohlers Bericht, die branchenübliche jährliche Publikation über additive Fertigungstechnologie.
Fazit: Der Slicer ist der Hersteller
Zusammenfassend lässt sich sagen, warum das Aufteilen so wichtig ist: Die 3D-Datei repräsentiert die Absicht. Der Slicer repräsentiert die Realität.
Man kann 100 Stunden damit verbringen, das perfekteste CAD-Modell der Welt zu entwerfen. Doch wenn dieses Modell einem unerfahrenen Bediener übergeben wird, der den falschen Slicing-Algorithmus verwendet, die falsche Fülldichte wählt oder das Bauteil nicht korrekt ausrichtet, um Überhänge und Schichthaftung zu vermeiden, wird das physische Bauteil scheitern.
Wenn Sie eine STEP-Datei senden an EPTAHUB, Sie bezahlen nicht nur für den Zugang zu unseren 500.000 USD teuren Maschinen. Sie bezahlen für die 12-jährige Erfahrung der Ingenieure, die für die optimale Einstellung der Slicer-Software erforderlich sind. Sie bezahlen für einen Ingenieur, der genau weiß, wie Ihre spezifische Geometrie geschnitten wird, um maximale Zugfestigkeit zu gewährleisten, thermischen Verzug zu vermeiden und sicherzustellen, dass das fertige Bauteil Ihrer digitalen Vision entspricht.
Ohne Slicer ist 3D-Druck nicht möglich. Und noch wichtiger: Ohne einen Ingenieur, der mit einem Slicer umgehen kann, lässt sich kein zuverlässiges Produkt herstellen.







