EPTAHUB hat eine umfangreiche Sammlung von Designleitfäden erstellt, die Sie bei der Optimierung Ihres Designs für das gewählte Fertigungsverfahren unterstützen. Bitte konsultieren Sie diese Ressourcen für wichtige Tipps und Techniken.


Echtzeit-Preisangebote für kundenspezifische Metall- und Kunststoffbearbeitungskomponenten | Schnelle Prototypen- und Serienfertigung innerhalb weniger Tage | Zölle im internationalen Prototypenpreis enthalten | Zertifiziert nach ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D; ITAR-registriert.


Hochwertige Druckguss-Metallkomponenten.

Automatisierte Preisangebote für kundenspezifische Kunststoff-Prototypen und Serienfertigung | Nahezu unbegrenzte Material- und Oberflächenauswahl | Professionelle technische Bewertungen und Projektmanagement sind bei jeder Bestellung inklusive

Hochwertige, kostengünstige Metallprofile von EPTAHUB.


Hochwertige, kostengünstige kundenspezifische Kunststoffprofile von EPTAHUB.


Preisangebote auf Anfrage für laser- oder wasserstrahlgeschnittene Teile | Keine Mindestbestellmenge | Komponentenlieferung innerhalb weniger Tage | Zölle im internationalen Prototypenpreis enthalten | Jetzt bis zu 35% niedrigere Kosten und 30% schnellere Lieferzeiten

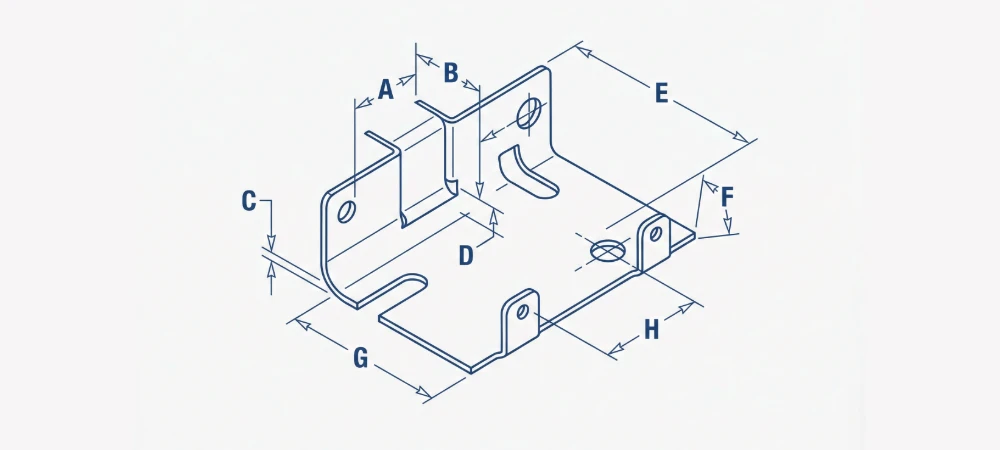
Nachfolgend sind die Standardtoleranzen von EPTAHUB aufgeführt, sofern keine anderen Toleranzen angegeben sind. Engere Toleranzen sind nach manueller Überprüfung möglich, wenn Sie eine bemaßte Zeichnung mit expliziten Toleranzvorgaben vorlegen.

Preisangebote in Echtzeit für kundenspezifisch geformte Blechteile | Prototypen und Serienkomponenten innerhalb weniger Tage | Zölle im internationalen Prototypenpreis enthalten | Zertifiziert nach ISO 9001:2015, ISO 13485, IATF 16949:2016, AS9100D; ITAR-registriert.

Hochwertige Metallstanzteile – von Kleinserien bis zur Großserienfertigung von Millionen von Einheiten.


Hochwertiges Laserschneiden von rechteckigen, quadratischen und runden Metallrohren | Zölle im internationalen Prototypenpreis enthalten

Unser automatisiertes Angebotssystem liefert Ihnen sofort Preise, sodass Sie Ihre Projektkosten schnell abschätzen können.
Bei hochpräzisen oder komplexen Teilen können Ihnen unsere Senior Account Manager detailliertere Angebote unterbreiten und Ihnen dabei helfen, die beste Gesamtlösung für Ihre Bedürfnisse zu finden.









