Hochwertige, kostengünstige Metallprofile von EPTAHUB
STEP丨STP丨SLDPRT丨STL丨IPT丨3MF丨3DXML丨PRT丨SAT
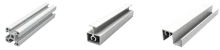
Die Metallstrangpressung gilt als bevorzugtes Fertigungsverfahren für die Massenproduktion von Bauteilen mit einheitlichem Querschnitt. Dabei werden metallische Werkstoffe unter hohem Druck durch eine speziell geformte Matrize gepresst, um das gewünschte Strangpressprofil zu erzeugen. Die Profile reichen von einfachen Formen wie Rund- oder Vierkantrohren, U- oder H-förmigen U-Profilen bis hin zu komplexen Konstruktionen mit mehreren Hohlräumen und Außenstrukturen – wie beispielsweise 80/20-Profilen und T-Nut-Profilen. Strangpressen werden auch häufig zur Herstellung von Wand- und Fensterverkleidungen eingesetzt, die sowohl dekorativen als auch tragenden Zwecken dienen.
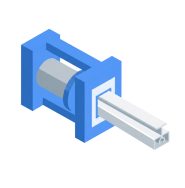
Rohmaterialien werden üblicherweise in Blockform geliefert. Diese Blöcke werden erhitzt und in den Pressbehälter der Extrusionspresse eingelegt. Am gegenüberliegenden Ende des Pressbehälters befindet sich ein Düsensatz, der die Öffnung erzeugt, durch die das Material mittels direkter oder indirekter Extrusion in die gewünschte Form gebracht wird. Nach der Extrusion wird das Produkt abgeschreckt, gerichtet, auf die vorgegebene Länge zugeschnitten und geprüft, um Maßgenauigkeit und Konsistenz zu gewährleisten. Extrudierte Produkte lassen sich zudem leicht nachbearbeiten, um über die Grundform hinaus weitere Merkmale hinzuzufügen. Extrusionsprofile können nahezu jede beliebige Form annehmen, ob massiv oder hohl mit einem oder mehreren Hohlräumen. Hohlprofile erfordern eine Mehrkomponentendüse: Das Material wird um in der ersten Düse gelagerte Stanzdorne gepresst, um die innere Struktur zu formen. Anschließend wird es von der zweiten Düse getrennt und wieder miteinander verbunden, um das äußere Profil zu erzeugen.
Die benötigte Größe der Strangpressen wird durch den kleinsten Kreis bestimmt, der das gesamte Profil umschließt – größere Kreise erfordern größere Pressen. EPTAHUB ist auf Aluminium-Strangpressprofile spezialisiert, die ca. 801.000 Tonnen aller stranggepressten Metallbauteile ausmachen. Aluminiumprofile sind allgegenwärtig und finden sich in unzähligen Produkten, von Fensterrahmen und Handläufen bis hin zu Schaltschränken. Unsere Projektmanager und technischen Experten bewerten jedes Strangpressprojekt persönlich und erstellen ein individuelles Angebot. So stellen wir sicher, dass wir Ihre individuellen Anforderungen erfüllen und Ihnen eine reibungslose und problemlose Fertigung ermöglichen. In den folgenden Abschnitten erfahren Sie mehr über den Prozess und unsere Leistungen. Angebot an Aluminium-Strangpressprofilen

Laden Sie Ihre Konstruktionsdateien in das EPTAHUB-Angebotssystem hoch und passen Sie Ihre Projektparameter an. Unser Team berät Sie, um sicherzustellen, dass Ihre Spezifikationen, Lieferzeiten und Preise Ihren Projektanforderungen entsprechen. Vor Beginn der Werkzeugfertigung erhalten Sie von uns einen DFM-Bericht (Design for Manufacturability) zur Genehmigung.

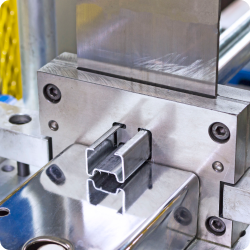
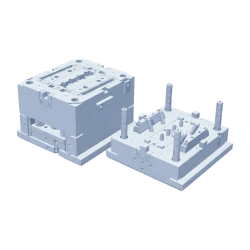
Sobald Ihr Projekt offiziell gestartet ist, fertigen wir ein hochwertiges Metallstrangpresswerkzeug. Nach Fertigstellung des Werkzeugs produzieren wir erste Muster und senden Ihnen diese zur Prüfung und Freigabe zu.

Sobald Sie die Muster freigegeben haben, starten wir die Serienproduktion und liefern die fertigen Komponenten. EPTAHUB übernimmt die gesamte Lieferantenkoordination und Logistik während des gesamten Prozesses. Sie behalten das volle Eigentum an den Werkzeugen und können bei Bedarf problemlos Nachbestellungen aufgeben. Neue Funktion!
EPTAHUB arbeitet mit führenden Extrusionsherstellern zusammen, die modernste Technologien für die Fertigung hochwertiger Profile einsetzen. Dank unseres Fertigungsnetzwerks können wir verschiedene Metallextrusionsverfahren und eine Vielzahl von Profilen realisieren. In den folgenden Abschnitten werden die verschiedenen Extrusionsverfahren näher erläutert und Beispiele für Standardprofile vorgestellt.
Direktextrusion, auch Vorwärtsextrusion genannt, ist das gängigste Verfahren zur Metallstrangpressung. Dabei wird ein Materialblock mittels eines Hochdruckstempels durch einen Behälter gepresst. Das Material fließt in Richtung der Stempelbewegung und tritt durch die Öffnung der stationären Düse aus. Direktextrusion ermöglicht größere Profilformen und eine höhere Oberflächengüte als die indirekte Extrusion. Allerdings sind bei diesem Verfahren auch einige Nachteile zu berücksichtigen. Zwischen dem Material und den Behälterwänden entsteht eine hohe Reibung, die zu einem geringeren Anpressdruck an der Düsenfläche und Temperaturschwankungen führt. Diese Faktoren erschweren die Kontrolle der Maßhaltigkeit und der Materialeigenschaften.
Beim indirekten Strangpressen wird das Material in einen Behälter gegeben und fixiert. Die Extrusionsdüse bewegt sich mit einem Hohlstempel über das Material und presst es durch die Düsenöffnung. Indirektes Strangpressen wird auch als Rückwärtsstrangpressen bezeichnet, da das Material entgegen der Stempelbewegung fließt. Da keine Relativbewegung zwischen Material und Behälter stattfindet, entsteht deutlich weniger Reibung, was zu einem geringeren Energieverbrauch und einer geringeren Wärmeentwicklung führt. Dank der geringeren Wärmeentwicklung bietet das indirekte Strangpressen im Vergleich zum direkten Strangpressen in der Regel eine bessere Kontrolle über Maßhaltigkeit, Materialeigenschaften und Korngröße. Der Nachteil dieses Strangpressverfahrens liegt jedoch in der stärkeren Einschränkung der Düsenprofilgröße, da diese in den Hohlstempel passen muss. Oberflächenverunreinigungen des Rohlings können in das Strangpressprodukt gelangen und die Oberflächengüte und das Erscheinungsbild beeinträchtigen.
Dies sind Unterkategorien des Strangpressens, die in die oben beschriebenen Hauptverfahren integriert sind. Die Temperatur des Rohlings relativ zur Raumtemperatur und zur Rekristallisationstemperatur des Materials definiert Warm-, Warm- oder Kaltstrangpressen. Beim Warmstrangpressen wird der Rohling deutlich über die Rekristallisationstemperatur des Materials erhitzt; dies ist häufig mit dem Direktstrangpressverfahren verbunden. Durch die Erwärmung wird das Material weicher und eine Kaltverfestigung verhindert, sodass es leichter durch die Matrize fließt und der Werkzeugverschleiß reduziert wird. Beim Warmstrangpressen wird das Material über Raumtemperatur erhitzt, bleibt aber deutlich unterhalb des Rekristallisationspunktes. Beim Kaltstrangpressen wird das Material nicht erhitzt und behält Raumtemperatur.
Warm- und Kaltfließpressen können die Härte und Festigkeit des Strangpressprodukts erhöhen, da das Rohmaterial nicht übermäßig erhitzt wird. Diese Verfahren eignen sich besonders für Werkstoffe mit hoher Duktilität, wie beispielsweise Aluminium. Warm- und Kaltfließpressen sind typisch für das indirekte Strangpressverfahren. Obwohl die schonende Erhitzung des Materials Vorteile bietet, kann sie die Werkzeuge stärker beanspruchen und deren Lebensdauer verkürzen. Aus diesem Grund bevorzugen die meisten Hersteller Warmfließpressverfahren.
Extrusionsprofile definieren die Querschnittsform des extrudierten Produkts. Mit den kundenspezifischen Fertigungsdienstleistungen von EPTAHUB erhalten Sie Extrusionsteile mit individuellen Profilen. Möchten Sie Kosten und Zeit sparen, indem Sie ein vorhandenes Aluminium-Extrusionsprofil nachbearbeiten? Auch das ist möglich! Nachfolgend finden Sie eine Liste gängiger Aluminium-Extrusionsprofile, die wir mit anderen Fertigungsverfahren, wie z. B. unserer CNC-Bearbeitung, modifizieren können.
Stranggepresstes Aluminium macht aufgrund seiner Vielseitigkeit in verschiedenen Branchen, seiner mechanischen Eigenschaften, der vielfältigen Oberflächenbearbeitungsmöglichkeiten und seiner hohen Duktilität etwa 801 TP3T aller stranggepressten Metallprodukte aus und ist daher ideal für Strangpressverfahren geeignet. Die meisten stranggepressten Aluminiumlegierungen sind leicht, korrosionsbeständig und weisen eine hohe thermische und elektrische Leitfähigkeit auf. Jede Legierung hat jedoch ihre eigenen Besonderheiten. Um Ihnen die Auswahl der richtigen Legierung für Ihr Projekt zu erleichtern, haben wir in der folgenden Tabelle die gängigsten Legierungen aus unserem Sortiment und ihre spezifischen Eigenschaften zusammengestellt.
Falls Ihr Projekt Edelstahl oder andere Metallprofile erfordert, bieten wir Ihnen in unserer Angebotsoberfläche die Option “Sondermaterial” an. Über diese Option können Sie uns Ihre individuellen Wünsche mitteilen, die wir gerne mit Ihnen prüfen und weiter besprechen.

EPTAHUB macht die Integration zusätzlicher Oberflächenbearbeitungsschritte in Ihr Metallextrusionsprojekt unkompliziert. Dank unseres umfangreichen Netzwerks an Oberflächenbearbeitungspartnern können wir Ihre Teile mit einer Vielzahl von Oberflächenveredelungen versehen. Ob funktionelle oder kosmetische Oberflächen – wir haben die passende Lösung für Sie. Die von uns für unser Metallextrusionsverfahren angebotenen Oberflächenveredelungen sind nachfolgend detailliert aufgeführt.
Die Oberfläche wird unbearbeitet belassen und bleibt im extrudierten Zustand. Die Oberflächenrauheit kann aufgrund von Unterschieden in der Kornstruktur zwischen den Legierungen variieren, liegt aber typischerweise zwischen 64 µin und 125 µin Ra. Sichtbare Kornlinien oder Verfärbungen können vorhanden sein.
Die Anodisierung vom Typ II erzeugt eine korrosionsbeständige Oxidschicht. Teile können in verschiedenen Farben anodisiert werden – klar, schwarz, rot und gold sind die gängigsten. Typ III bietet eine dickere Schicht und erzeugt zusätzlich zur Korrosionsbeständigkeit von Typ II eine verschleißfeste Schicht. Anodisierte Beschichtungen sind nicht elektrisch leitfähig.
Bei diesem Verfahren wird Pulverlack elektrostatisch auf ein Bauteil aufgesprüht und anschließend im Ofen eingebrannt. Dadurch entsteht eine robuste, verschleiß- und korrosionsbeständige Schicht, die widerstandsfähiger ist als herkömmliche Nasslackierverfahren. Verschiedene Farben und Texturen stehen zur Verfügung, um die gewünschte Optik zu erzielen.
Alle stranggepressten Metallteile können mit verschiedenen Lackformulierungen und Farben nasslackiert werden. Zur Farbabstimmung geben Sie bitte Lackmarke und -nummer in Ihren Zeichnungen oder Notizen an.
Extrudierte Teile können mit stromlos abgeschiedenem Nickel, Nickel, Messing, Zinn, Chrom, Chromat, Teflon, Silber und Gold beschichtet werden.
Eine Chromatierungsschicht kann aufgetragen werden, um Aluminium vor Korrosion zu schützen und die Haftung von Lacken und Grundierungen zu verbessern. Chemische Konversionsbeschichtungen ermöglichen es dem Metall außerdem, seine elektrische Leitfähigkeit zu behalten und gleichzeitig die Oberfläche vor Korrosion zu schützen.
Die Teile werden einem Vibrationsgleitschleifverfahren unterzogen, um scharfe Kanten zu entfernen und glatte Oberflächen zu erhalten. Geeignet für kleinere Teile, die in die Trommel des Gleitschleifers passen.
Sie finden nicht die gewünschte Ausführung? Wählen Sie in unserem Angebotsformular “individuell” aus und teilen Sie uns Ihre Wünsche mit. Wir freuen uns darauf, Ihnen weitere Optionen vorzustellen!

Wählen Sie aus Millionen von möglichen Kombinationen von Materialien, Oberflächen, Toleranzen, Kennzeichnungen und Zertifizierungen für Ihre Bestellung.

Erhalten Sie schnell und unkompliziert Angebote für Metallextrusionsdienstleistungen mit unserem benutzerfreundlichen Angebotssystem.

Wir besitzen die Zertifizierungen ISO 9001:2015, ISO 13485 und AS9100D.
Erfahren Sie, wie Sie mit der EPTAHUB Instant Quoting Engine® ganz einfach ein Sofortangebot für Extrusionsdienstleistungen erhalten.
Unser automatisiertes Angebotssystem liefert Ihnen sofort Preise, sodass Sie Ihre Projektkosten schnell abschätzen können.
Bei hochpräzisen oder komplexen Teilen können Ihnen unsere Senior Account Manager detailliertere Angebote unterbreiten und Ihnen dabei helfen, die beste Gesamtlösung für Ihre Bedürfnisse zu finden.









