











En mis 12 años evaluando fallas metalúrgicas y especificaciones de acabado superficial en eptahub.com, existe un proceso químico que determina la vida útil de cada máquina, carcasa y componente estructural que fabricamos. Es el destructor silencioso del acero, el protector oculto del aluminio y el mecanismo fundamental detrás de cada batería que integramos.
Sin embargo, cuando los diseñadores junior presentan informes de análisis de fallos, con frecuencia veo que tienen dificultades con la terminología básica y preguntan: ¿Cuál es la diferencia entre oxidación y oxidación?
Eliminemos de inmediato la confusión semántica. Científica y técnicamente, no hay absolutamente ninguna diferencia. ¿Qué significa oxidación? Es simplemente una variante lingüística antigua y torpe de la palabra "oxidación". En las comunidades globales de ingeniería y ciencia de los materiales, "oxidación" se considera obsoleto. Usamos el término oxidación. Si escribes "oxidación" en un dibujo técnico o en un informe de análisis de la causa raíz, inmediatamente les indicas a los ingenieros veteranos que careces de un conocimiento fundamental de la ciencia de los materiales.
Entonces, ¿Cuál es la definición de oxidación?
Para un profano, significa que un metal reacciona con el oxígeno del aire. Para un ingeniero, es una transferencia matemática precisa de partículas subatómicas que altera físicamente las propiedades mecánicas de un material.
¿Qué es la oxidación en química?
Si buscas ¿Qué son la oxidación y la reducción en términos sencillos?, Inevitablemente encontrarás el acrónimo clásico: PLATAFORMA PETROLERA (La oxidación es pérdida, la reducción es ganancia).
Aunque es sencillo, es totalmente preciso. ¿Qué es la oxidación en química? Se define estrictamente como el pérdida de electrones por una molécula, átomo o ion durante una reacción química.
La conclusión de ingeniería más importante a la que debes llegar es esta: La oxidación no requiere oxígeno.
Si bien el oxígeno es el elemento más conocido que provoca esta reacción (de ahí su nombre), cualquier elemento que robe electrones de forma agresiva causará oxidación. Por ejemplo, el flúor y el cloro son grandes ladrones de electrones. Si se expone aluminio en bruto al gas cloro, este se oxida rápidamente (pierde electrones), incluso en el vacío absoluto, sin oxígeno.
Cuando un átomo de metal pierde sus electrones, su estructura física colapsa. Deja de ser un metal rígido y estructuralmente sólido y se convierte en un compuesto de óxido metálico frágil y sin estructura definida.
¿Qué es la reducción?
No puede haber ladrón sin víctima. La oxidación nunca ocurre de forma aislada. Es físicamente imposible que un átomo “pierda” un electrón a menos que otro átomo lo “gane”.
Esto nos lleva al proceso contrario: ¿Qué es la reducción en química?
La reducción es exactamente lo opuesto a la oxidación; es la ganancia de electrones por un átomo, molécula o ion. Debido a que estos dos procesos deben ocurrir simultáneamente, los ingenieros y químicos se refieren a ellos colectivamente como Redox Reacciones (de reducción-oxidación).
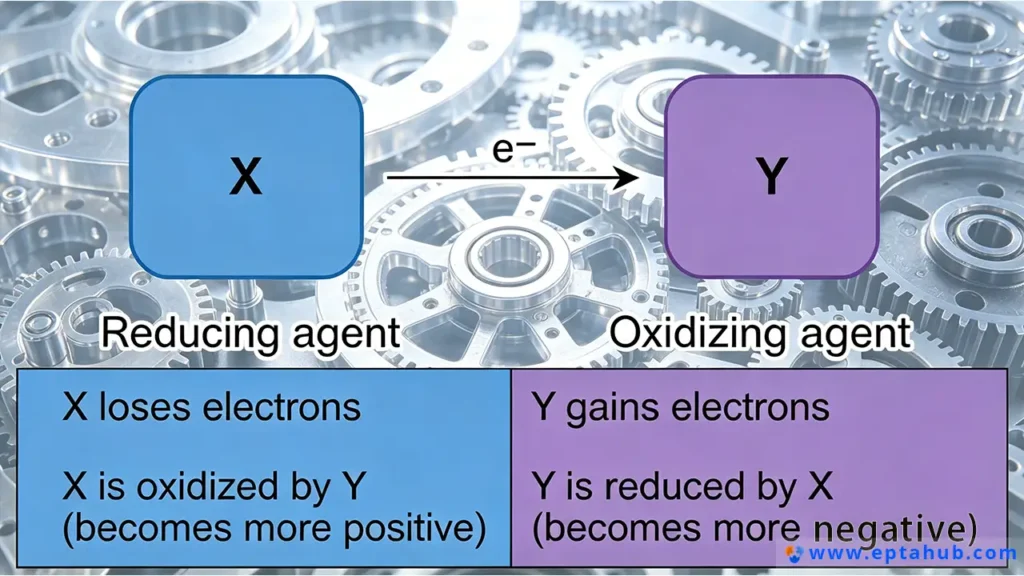
Definición de los agentes
Para representar gráficamente una reacción química en una planta de producción, es necesario identificar a los actores involucrados:
- ¿Qué es un agente oxidante? Este es el ladrón químico. Es la sustancia que acepta electrones lejos de tu material. Debido a que gana electrones, el agente oxidante mismo se reducido. (El oxígeno, el cloro y el ácido nítrico son agentes oxidantes altamente agresivos).
- El agente reductor: Esta es la víctima (o el combustible). Es la sustancia que regala sus electrones. Debido a que pierde electrones, el agente reductor se vuelve oxidado. (En la fabricación, los metales estructurales —acero, aluminio, magnesio— son casi siempre los agentes reductores que se ven afectados).
La diferencia en la fabricación: oxidación frente a óxido
Una de las suposiciones más peligrosas que puede hacer un funcionario de adquisiciones es tratar toda oxidación como un defecto. El debate sobre oxidación frente a óxido es fundamental para cómo especificamos acabados superficiales en eptahub.com.
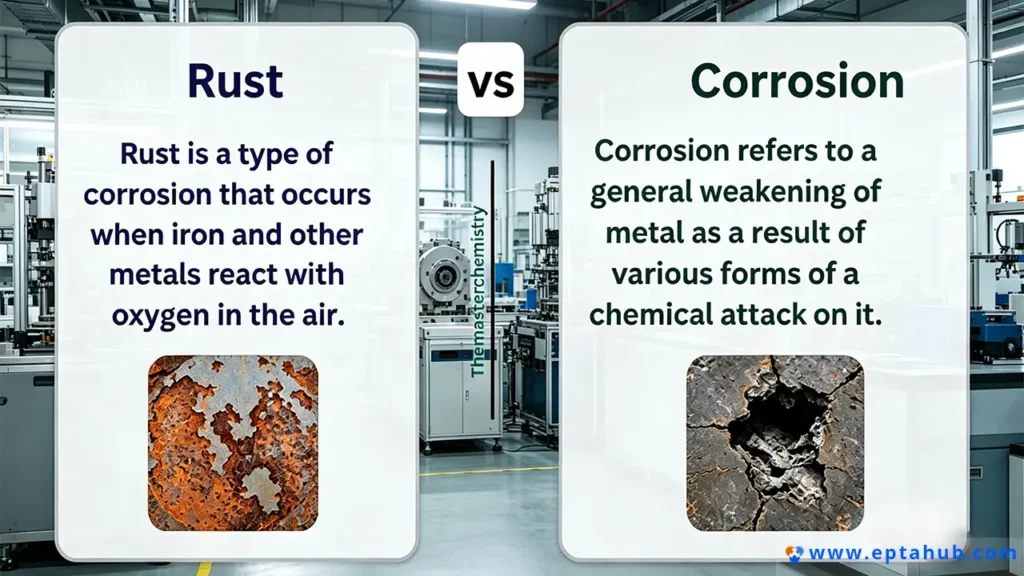
El óxido es un tipo específico de oxidación, pero no toda oxidación es óxido.
- Óxido (oxidación destructiva): Cuando el hierro (o su aleación, el acero) se oxida en presencia de agua y oxígeno, forma óxido de hierro. La molécula de óxido de hierro resultante es físicamente más grande que el átomo de hierro original. Debido a su expansión, se desprende en escamas, dejando al descubierto el acero subyacente, que queda expuesto a una mayor corrosión. Este ciclo se repite hasta que la integridad estructural del acero se destruye por completo.
- Pasivación (oxidación protectora): Cuando el aluminio, el titanio o el acero inoxidable se oxidan, ocurre un milagro metalúrgico. El metal pierde electrones y forma una capa de óxido (por ejemplo, óxido de aluminio). Sin embargo, a diferencia del óxido de hierro, esta capa de óxido es increíblemente densa, dura y se adhiere firmemente al metal base. Forma una armadura microscópica e impenetrable que sella completamente el metal subyacente, protegiéndolo de la atmósfera y deteniendo instantáneamente cualquier oxidación posterior.
Cuando especificamos “Anodizado de capa dura tipo III” en un modelo CAD de aluminio, no estamos pintando el metal. Lo sumergimos deliberadamente en un baño ácido y le aplicamos corriente eléctrica para forzar artificialmente una oxidación masiva y controlada. Utilizamos la oxidación para crear una capa protectora cerámica que previene fallas.
Matriz de ingeniería: 10 ejemplos de reacciones de oxidación y reducción
Para demostrar cuán omnipresentes son estas reacciones en las operaciones industriales diarias, aquí hay un desglose técnico de 10 ejemplos de reacciones de oxidación y reducción Lo encontrará en una lista de materiales (BOM) mecánica o en la planta de producción.
| # | Proceso industrial / Escenario | La reacción de oxidación (pérdida de electrones) | La reacción de reducción (ganancia de electrones) | Impacto de la ingeniería |
|---|---|---|---|---|
| 1 | Oxidación de componentes de acero | El hierro (Fe) pierde electrones para convertirse en Fe²⁺ o Fe³⁺. | El oxígeno (O₂) gana electrones en presencia de agua para formar iones hidróxido. | Destruye la integridad estructural; requiere galvanizado o recubrimiento en polvo. |
| 2 | Anodizado de aluminio | El aluminio (Al) en el ánodo pierde electrones para formar Al³⁺. | Los iones de hidrógeno (H⁺) en el baño ácido ganan electrones para formar gas hidrógeno. | Crea un acabado superficial de Al₂O₃ protector y resistente al desgaste. |
| 3 | Corrosión galvánica (metales mixtos) | El metal más activo (por ejemplo, el zinc) pierde electrones. | El metal menos activo (por ejemplo, el cobre) facilita la reducción del oxígeno. | Provoca fallos rápidos cuando metales diferentes entran en contacto en ambientes húmedos. |
| 4 | Corte láser Oxidación de bordes | Los bordes del acero al carbono pierden electrones violentamente bajo el haz láser térmico. | El oxígeno (utilizado como gas auxiliar) gana electrones. | Deja una capa de óxido dura en el borde cortado que debe eliminarse mediante lijado antes de soldar. |
| 5 | Descarga de la batería de iones de litio | Los átomos de litio en el ánodo pierden electrones para formar iones Li⁺. | Los óxidos de cobalto/manganeso en el cátodo captan los electrones que regresan. | La fuente fundamental de energía eléctrica para todos los dispositivos electrónicos móviles modernos. |
| 6 | Galvanoplastia (zinc/cromo) | El ánodo de zinc/cromo se disuelve, perdiendo electrones. | Los iones metálicos en la solución ganan electrones en el cátodo (la parte que se está recubriendo). | Deposita una capa metálica protectora/decorativa sobre una pieza de acero en bruto. |
| 7 | Combustión (soldadura oxiacetilénica) | El carbono y el hidrógeno presentes en el combustible de acetileno pierden electrones. | El oxígeno gaseoso capta agresivamente los electrones. | Genera el calor exotérmico extremo necesario para fundir el acero. |
| 8 | Degradación del refrigerante CNC | Los biocidas/aceites orgánicos presentes en el refrigerante de las máquinas CNC pierden electrones con el tiempo. | El oxígeno presente en el aire y las bacterias ganan electrones. | Provoca que el refrigerante se "agrie", lo que conlleva la oxidación de la maquinaria y malos olores. |
| 9 | Fundición de mineral de hierro | El monóxido de carbono (procedente del coque) pierde electrones. | El óxido de hierro (mineral) gana electrones. | El proceso metalúrgico de eliminar el oxígeno para crear hierro puro y utilizable. |
| 10 | Deslustre de la plata | La plata (Ag) pierde electrones al exponerse a los gases ambientales. | El sulfuro de hidrógeno (H₂S) presente en el aire gana electrones para formar sulfuro de plata. | Degrada la conductividad eléctrica de los contactos de interruptores y relés de alta gama. |
Caso práctico de ingeniería: El desastre galvánico de la selección de elementos de fijación.
Para comprender el impacto financiero catastrófico de ignorar oxidación frente a reducción En cuanto a los principios, revisemos un análisis de fallas que realicé para un cliente del sector marítimo comercial.
El escenario: El cliente diseñó una carcasa de radar ligera y muy costosa para buques pesqueros de alta mar. El chasis principal se construyó con aluminio marino 5052. Sin embargo, para atornillar los paneles de acceso, el chasis secundario El ingeniero especificó acero inoxidable 316. pernos, asumiendo que, dado que el acero inoxidable "no se oxida", era la opción de mayor calidad.

El fracaso: Seis meses después de su implementación, el cliente emitió una retirada masiva del producto. Los pernos de acero inoxidable estaban impecables, pero el chasis de aluminio alrededor de cada orificio se había convertido en polvo blanco y se había desmoronado. Los paneles de acceso se estaban cayendo literalmente al océano.
La resolución de ingeniería: El ingeniero junior creó, sin darse cuenta, una batería masiva en cortocircuito: una celda galvánica.
En presencia de un electrolito (agua salada), cuando dos metales diferentes entran en contacto físico, las leyes de la termodinámica dictan una reacción redox drástica. Debemos consultar la serie galvánica.
- El acero inoxidable es altamente “catódico” (actúa como un potente agente oxidante, atrayendo electrones).
- El aluminio es altamente “anódico” (actúa como un débil agente reductor, deseosos de ceder electrones).
Debido a que la enorme superficie del chasis de aluminio estaba en contacto eléctrico directo con el perno de acero inoxidable, sumergido en agua salada, el acero inoxidable extrajo violentamente los electrones del aluminio. Este último sufrió una oxidación rápida y destructiva. Los pernos sobrevivieron, pero para ello dañaron gravemente el chasis.
La solución: No podíamos cambiar el material del chasis, pero podíamos detener la transferencia de electrones.
- Actualizamos la lista de materiales para aislar los metales, especificando arandelas de hombro de nailon para evitar físicamente que el acero inoxidable entre en contacto con el aluminio.
- Recubrimos las roscas de los pernos con un compuesto dieléctrico antigripante (Tefzel) para evitar que el agua salada actuara como un puente eléctrico.
- Al eliminar las vías físicas y eléctricas, detuvimos la oxidación frente a reducción ciclo, y los despliegues posteriores sobrevivieron durante años sin degradación.
Comprender la oxidación no es un ejercicio de química académica. Es la competencia fundamental necesaria para garantizar que sus ensamblajes sobrevivan en el mundo físico.
La serie galvánica: La guía rápida del ingeniero
Antes de especificar cualquier acabado superficial, debe verificar que los metales de su conjunto no se dañen entre sí. Como se demuestra en la carcasa marina de la Parte 1. estudio de caso, La mezcla de metales sin comprender su afinidad electrónica conduce a una rápida corrosión galvánica.
Para evitar esto, los ingenieros utilizan el Tabla de series galvánicas. Se trata esencialmente de una clasificación de metales basada en su potencial de voltaje electroquímico en un electrolito específico (como el agua de mar).
- Metales anódicos (activos): Estos elementos se encuentran en la parte inferior de la tabla. Tienen una gran facilidad para ceder electrones (se oxidan). Ejemplos: magnesio, zinc, aluminio.
- Metales catódicos (nobles): Estos se sitúan en la parte superior de la tabla. Son altamente estables y roban activamente electrones de los metales anódicos. Ejemplos: oro, platino, titanio, acero inoxidable 316.
La regla de ingeniería de 0,25 V
Al seleccionar sujetadores para un chapa de metal chasis, debe encontrar la diferencia de voltaje entre los dos metales en la tabla de la serie galvánica.
- Para entornos normales (interiores/controlados): La diferencia entre los dos metales debe ser menor que 0,50 voltios.
- Para entornos adversos (exteriores/marinos/alta humedad): La diferencia debe ser menor que 0,25 voltios.
Si la diferencia de voltaje excede estos límites, no puedo Deje que los metales desnudos entren en contacto. Debe especificar aislamiento dieléctrico (arandelas de nailon, grasa dieléctrica) o recubrir el sujetador con un metal que minimice la diferencia de potencial.
Definición de acabados superficiales en la lista de materiales
Si simplemente escribe “pintar la pieza de negro” en un plano de ingeniería, la pieza se oxidará en seis meses y la pintura se descascarillará. Una verdadera protección de ingeniería requiere la especificación de procesos químicos. Estas son las tres categorías principales que especificamos para combatir la oxidación.
1. Recubrimientos de conversión química
A diferencia de la pintura, que simplemente se deposita sobre el metal, un recubrimiento de conversión altera químicamente la capa superficial microscópica del metal base, convirtiéndola en un compuesto estable y no reactivo.
- Conversión de cromato (alodino/iridita) para aluminio: Cuando necesitamos proteger el aluminio de la oxidación, pero a la vez requerir que el metal conduzca electricidad (por ejemplo, para el apantallamiento EMI en carcasas electrónicas), especificamos MIL-DTL-5541. Este baño químico transforma la capa superior del aluminio en una película de cromato compleja que resiste una mayor oxidación, manteniendo la conductividad eléctrica.
- Óxido negro para acero: Se utiliza mucho en herramientas y armas de fuego. El acero se sumerge en una solución salina alcalina hirviendo. Esto obliga al hierro destructivo (Fe) a sufrir una reacción redox altamente específica, convirtiéndolo en magnetita (Fe3O4Esta capa negra no altera la tolerancia dimensional de la pieza, pero requiere una segunda inmersión en aceite para proporcionar una verdadera resistencia a la corrosión.
2. Recubrimientos de sacrificio (galvanización)
Al construir estructuras de acero de gran tamaño (como cerchas de puentes o bastidores de telecomunicaciones exteriores), los recubrimientos de conversión no son suficientes. Debemos emplear un concepto biológico: un guardaespaldas.
- Galvanizado por inmersión en caliente: La pieza de acero se sumerge físicamente en una cuba de zinc fundido (aprox. 450 °C). El zinc es altamente anódico en comparación con el acero.
- La física: Incluso si el recubrimiento de zinc está profundamente rayado y el acero subyacente está expuesto al agua y al oxígeno, el acero no El zinc se oxida. Dado que ocupa un lugar más bajo en la serie galvánica, cederá voluntariamente sus electrones al oxígeno, protegiendo así el acero. El zinc se oxidará lentamente a lo largo de décadas, manteniendo el acero en perfecto estado hasta su completa oxidación.
3. Protección catódica (defensa activa)
Para infraestructuras críticas enterradas o sumergidas en agua de mar (como oleoductos o cascos de barcos), no es fácil extraer el conjunto para volver a recubrirlo. En estos casos, utilizamos la sustitución electrónica continua y activa.
- Ánodos de sacrificio: Atornillamos bloques macizos de zinc o magnesio directamente al casco de acero del barco. El agua de mar corrosiva provoca una reacción redox masiva. Sin embargo, todos los electrones que se pierden provienen exclusivamente del bloque de zinc. Cada pocos años, los buzos simplemente desatornillan los bloques de zinc muy oxidados y colocan otros nuevos. El casco de acero nunca pierde un solo electrón.
- Protección catódica por corriente impresa (ICCP): Para oleoductos de gran tamaño, los bloques de zinc no son suficientes. Conectamos el oleoducto de acero a una fuente de alimentación de CC. Literalmente bombeamos un flujo continuo de corriente eléctrica bruta (electrones) al oleoducto de acero. El entorno corrosivo roba constantemente electrones, pero la potencia suministro instantáneo Los reemplaza, congelando por completo el proceso de oxidación.
Preguntas frecuentes
En eptahub.com, auditamos con frecuencia a nuestros proveedores cuando las piezas llegan deterioradas. Estas son las fallas por oxidación más comunes que solucionamos en la planta de producción.
P1: Cortamos piezas de acero al carbono con láser, pero nuestras soldaduras están fallando y el recubrimiento en polvo se está desprendiendo. ¿Por qué?
Al cortar acero con láser utilizando oxígeno como gas auxiliar, el calor extremo provoca una oxidación rápida y localizada en el borde de corte. Esto deja una capa microscópica de óxido de hierro duro y quebradizo (cascarilla láser). El recubrimiento en polvo no se adhiere a esta cascarilla, y los baños de soldadura la rechazan, lo que provoca porosidad. La solución: El plano de ingeniería debe estipular una operación mecánica secundaria (pulido, chorro de arena o esmerilado) para eliminar físicamente la capa de oxidación antes de soldar o recubrir.
P2: Mis piezas de acero inoxidable 304 se están oxidando en el almacén. Pensaba que el acero inoxidable no se oxidaba.
El acero inoxidable adquiere su propiedad de ser "inoxidable" mediante la pasivación: el cromo de la aleación forma una capa microscópica de óxido de cromo que impide la oxidación. Sin embargo, si en su fábrica se utilizan las mismas muelas abrasivas o cepillos de alambre en acero al carbono estándar y luego en acero inoxidable, se incrustan partículas microscópicas de hierro en la superficie del acero inoxidable. Estas partículas de hierro se oxidan (provocando manchas de óxido). La solución: Separe las herramientas de fábrica. Especifique un baño de pasivación con ácido nítrico o cítrico ASTM A967 una vez finalizado todo el mecanizado para disolver el hierro incrustado y restaurar la capa de óxido de cromo.
P3: ¿Se puede revertir la oxidación?
En la fabricación práctica, una vez que un metal estructural se oxida, el material físico desaparece y no puede transformarse mágicamente de nuevo en acero estructural. El óxido debe eliminarse mecánicamente o convertirse químicamente. Sin embargo, en metalurgia y fundición (véase el Ejemplo 9 de la Parte 1), utilizamos enormes altos hornos para reducir químicamente el óxido de hierro (mineral) y convertirlo de nuevo en hierro puro, eliminando el oxígeno con monóxido de carbono.
El veredicto del ingeniero: Diseñando para la longevidad
Cuando un funcionario de adquisiciones pregunta, “¿Cuál es la diferencia entre oxidación y oxidación?”, Cuando un ingeniero pregunta sobre oxidación, está haciendo una pregunta de vocabulario. Pero cuando un ingeniero pregunta sobre la oxidación, está calculando la inevitable degradación de su diseño.
Debes ver cada conjunto como una batería a punto de sufrir un cortocircuito, y cada entorno como un ladrón agresivo de electrones.
- Deje de usar términos vagos como "oxidación" o "resistente al óxido". Utilice terminología metalúrgica precisa.
- Consulte la Serie Galvánica antes de mezclar metales en una lista de materiales.
- Especifique en sus planos los procesos exactos de conversión química y recubrimiento que cumplen con las normas MIL-SPEC o ASTM.
Al dominar la mecánica precisa de oxidación frente a reducción, Se pasa de simplemente dibujar piezas en CAD a diseñar sistemas que sobrevivan a las duras realidades del mundo físico.
Referencias
Para estandarizar su gestión de calidad interna y garantizar que sus acabados superficiales antioxidantes cumplan con las normativas de seguridad industrial globales, integre los siguientes estándares de ingeniería en su flujo de trabajo:
- NACE International (ahora AMPP – Asociación para la Protección y el Rendimiento de los Materiales)
La autoridad mundial en control de la corrosión. Sus normas dictan los requisitos exactos para la protección catódica, el aislamiento galvánico en serie y la prevención de la oxidación de tuberías.
Enlace: AMPP.org - ASTM A967 (Especificación estándar para tratamientos de pasivación química para piezas de acero inoxidable)
Si se trabaja con acero inoxidable, esta norma es obligatoria. En ella se detallan los parámetros exactos del baño de ácido cítrico y nítrico necesarios para eliminar químicamente el hierro libre y forzar artificialmente la formación de la capa protectora de óxido de cromo.
Enlace: ASTM.org







