










Halo, ini jurutera kanan anda dari Eptahub. Mari kita bincangkan tentang salah satu istilah yang paling disalahertikan dalam pembuatan: Tolok.
Carian pantas untuk "carta saiz tolok" akan membawa anda ke dunia yang huru-hara. Anda akan menemui carta untuk tindikan badan, jarum suntikan, wayar elektrik dan peluru senapang patah. Ini adalah pengajaran pertama dan paling penting: Tolok logam lembaran adalah sistem yang berasingan dan berbeza sepenuhnya daripada semua ini. Mencampurkannya bukan sahaja mengelirukan; ia adalah resipi untuk bencana dalam konteks kejuruteraan.
Pengajaran kedua, dan yang mesti anda ingati sebelum anda menulis RFQ yang lain, ialah:
Dalam kepingan logam, nombor tolok YANG LEBIH KECIL bermaksud kepingan YANG LEBIH TEBAL. Nombor tolok YANG LEBIH BESAR bermaksud kepingan YANG LEBIH NIPIS.
Jadi, keluli 10 tolok adalah jauh lebih tebal dan lebih berat daripada keluli 20 tolok. Peraturan yang bertentangan dengan intuisi ini adalah sumber kesilapan terbesar, dan kita akan menghapuskannya sepenuhnya.
Mengapa Sistem Pelik Ini Wujud?
Sistem tolok merupakan sisa kuno dari zaman awal perindustrian revolusi, jauh sebelum penggunaan angkup dan mikrometer digital yang tepat secara meluas. Ia lahir daripada keperluan praktikal untuk mengklasifikasikan kepingan logam berdasarkan sifat yang lebih mudah diukur pada masa itu daripada ketebalan: berat.

Sistem ini berdasarkan berat bahan bagi setiap luas permukaan tertentu. Contohnya, “Tolok Piawai Pengilang untuk Keluli Lembaran” adalah berdasarkan berat satu kaki persegi besi. Nombor tolok tertentu telah diberikan kepada kepingan yang mempunyai berat tertentu. Memandangkan kepingan yang lebih tebal dengan saiz yang sama adalah lebih berat, ia diberikan nombor tolok yang lebih kecil. Mengapa? Logiknya telah hilang ditelan zaman, tetapi itulah sistem yang telah kita warisi.
Asal usul berasaskan berat ini adalah kunci untuk memahami keseluruhan masalah. Ia segera menjelaskan mengapa tiada satu carta tolok universal. Bahan yang berbeza mempunyai ketumpatan yang berbeza. Satu kaki persegi keluli mempunyai berat yang jauh lebih berat daripada satu kaki persegi aluminium. Oleh itu, untuk mendapatkan kepingan yang setara beratnya, ketebalannya mestilah berbeza. Ini memaksa penciptaan sistem tolok berasingan untuk bahan yang berbeza.
Inilah kebenaran kejuruteraan tolok: Tolok bukanlah unit ukuran. Ia adalah nama, gelaran, label daripada senarai khusus bahan yang sembarangan. Ia seperti memesan minuman "besar" di tiga negara yang berbeza; namanya sama, tetapi isipadu yang anda terima akan sama sekali berbeza.
Tiga Sistem Tolok Yang WAJIB Anda Ketahui
Dalam moden fabrikasi logam, anda akan menemui tiga sistem tolok yang berbeza dan tidak boleh ditukar ganti untuk logam kepingan. Menggunakan yang salah adalah satu kesilapan besar.
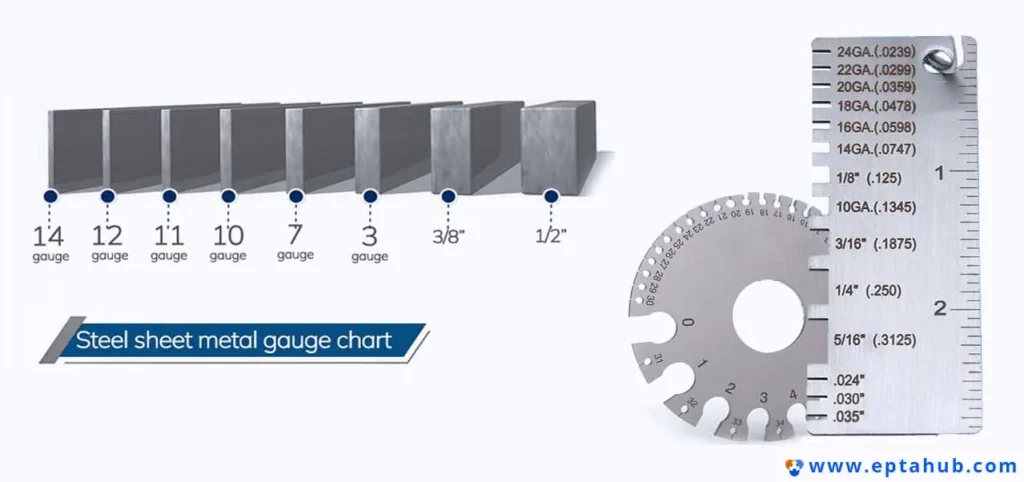
1. Tolok Piawai Pengilang (MSG) – Untuk Keluli Tidak Bersalut
Ini adalah sistem tolok yang paling biasa anda akan temui. Ia digunakan untuk piawai keluli karbon, dan ia selalunya apa yang orang maksudkan apabila mereka secara samar-samar merujuk kepada "tolok". Ia kadangkala dipanggil "Tolok Piawai AS," walaupun MSG ialah istilah yang lebih tepat.
Sistem ini ditakrifkan oleh piawaian ASTM A366/A366M. Berikut ialah carta terpendek yang menunjukkan hubungan kritikal antara nombor tolok dan ketebalan sebenar yang boleh diukur.
Jadual 1: Tolok Piawai Pengilang (MSG) untuk Keluli Lembaran Tidak Bersalut
| Tolok # | Ketebalan (Inci) | Ketebalan (Millimeter) |
|---|---|---|
| 3 | 0.2391 | 6.073 |
| 7 | 0.1793 | 4.554 |
| 10 | 0.1345 | 3.416 |
| 11 | 0.1196 | 3.038 |
| 12 | 0.1046 | 2.657 |
| 14 | 0.0747 | 1.897 |
| 16 | 0.0598 | 1.519 |
| 18 | 0.0478 | 1.214 |
| 20 | 0.0359 | 0.912 |
| 22 | 0.0299 | 0.759 |
| 24 | 0.0239 | 0.607 |
| 28 | 0.0149 | 0.378 |
Perhatikan penurunan ketebalan yang dramatik antara tolok 10 (3.4mm) dan tolok 20 (0.9mm).
2. Tolok Keluli Tergalvani (GSG) – Untuk Keluli Bersalut Zink
Di sinilah ralat RFQ utama yang pertama berlaku. Pembeli menyatakan "keluli tolok 16", dan pembekal, mengetahui bahagian itu akan digunakan di luar, memberikan sebut harga untuk tolok 16 tergalvani keluli. Bahagian itu tiba dan ia sedikit lebih nipis daripada prototaip. Mengapa?
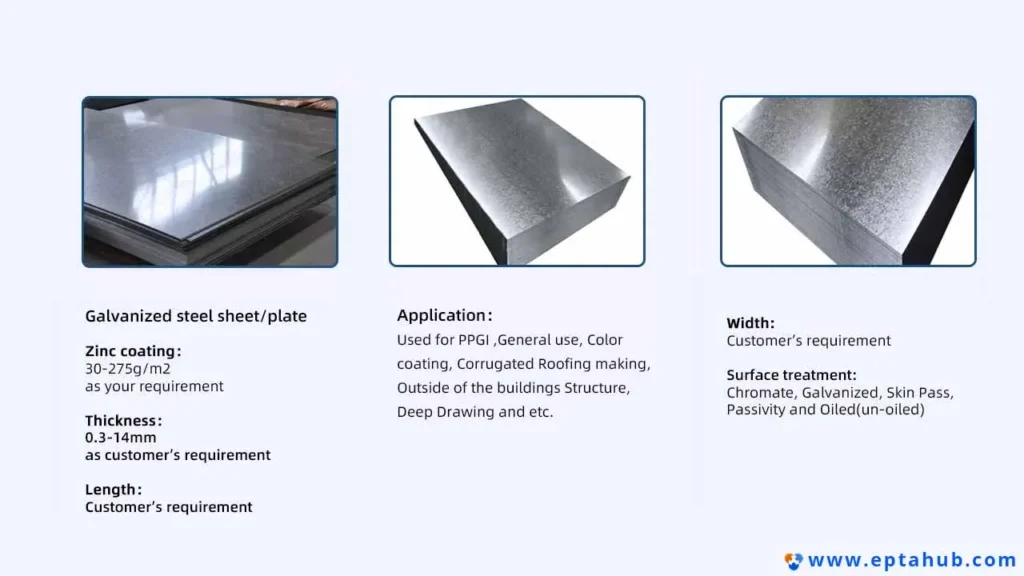
Tolok Keluli Tergalvani direka bentuk untuk mengambil kira ketebalan dan berat salutan zink yang digunakan semasa proses galvanisasi. Untuk mencapai berat sasaran yang sama seperti piawaian MSG, keluli asas kepingan tergalvani mestilah sedikit lebih nipis.
Jadual 2: Tolok Keluli Tergalvani (GSG)
| Tolok # | Ketebalan (Inci) | Ketebalan (Millimeter) |
|---|---|---|
| 10 | 0.1382 | 3.510 |
| 12 | 0.1084 | 2.753 |
| 14 | 0.0785 | 1.994 |
| 16 | 0.0635 | 1.613 |
| 18 | 0.0516 | 1.311 |
| 20 | 0.0396 | 1.006 |
| 22 | 0.0336 | 0.853 |
| 24 | 0.0276 | 0.701 |
Mari kita bandingkan: Keluli MSG 16 tolok ialah 1.519mm. Keluli tergalvani 16 tolok ialah 1.613mm. Dalam kes ini, kepingan tergalvani secara keseluruhannya sedikit lebih tebal, tetapi keluli asasnya lebih nipis daripada kepingan pepejal MSG 16 tolok. Sistemnya hampir sama, tetapi ia tidak sama.
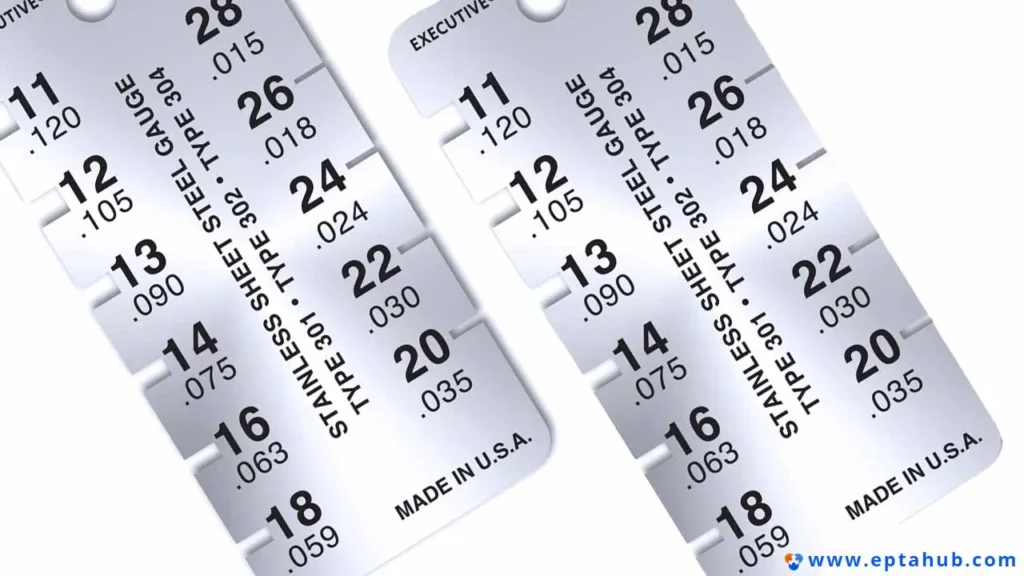
3. Tolok Aluminium – Sistem Browne & Sharpe
Di sinilah ralat menjadi bencana. Aluminium, yang jauh lebih kurang tumpat daripada keluli, menggunakan sistem yang sama sekali berbeza. Piawaian untuk kepingan aluminium ialah Tolok Browne & Sharpe (B&S), yang sama dengan Tolok Wayar Amerika (AWG) sistem yang digunakan untuk wayar elektrik. Ia tidak mempunyai hubungan langsung dengan sistem tolok keluli.
Jadual 3: Tolok Browne & Sharpe (B&S) untuk Lembaran Aluminium
| Tolok # | Ketebalan (Inci) | Ketebalan (Millimeter) |
|---|---|---|
| 10 | 0.1019 | 2.588 |
| 12 | 0.0808 | 2.052 |
| 14 | 0.0641 | 1.628 |
| 16 | 0.0508 | 1.290 |
| 18 | 0.0403 | 1.024 |
| 20 | 0.0320 | 0.813 |
| 22 | 0.0253 | 0.643 |
| 24 | 0.0201 | 0.511 |
Perbandingan Kritikal: Mengapa "Hanya Mengatakan Tolok" Gagal
Sekarang mari kita gabungkan semuanya. Bayangkan anda menulis RFQ untuk pendakap mudah dan anda menyatakan "logam 16 tolok". Anda menghantarnya kepada tiga pembekal: seorang yang bekerja dengan keluli, seorang yang bekerja dengan tergalvani, dan seorang yang pakar dalam aluminium. Tanpa sebarang penjelasan lanjut, berikut ialah ketebalan bahagian yang akan mereka sebutkan kepada anda:
Jadual 4: Bahaya Kekaburan – Perbandingan Tolok 16
| Sistem Bahan | Ketebalan (Inci) | Ketebalan (Millimeter) | Perbezaan % daripada Keluli |
|---|---|---|---|
| Keluli (MSG) | 0.0598″ | 1.519 mm | – |
| Keluli Tergalvani (GSG) | 0.0635″ | 1.613 mm | +6.2% |
| Aluminium (B&S) | 0.0508″ | 1.290 mm | -15.1% |
Bahagian aluminium itu akan menjadi lebih 15% lebih nipis berbanding bahagian keluli. Bagi komponen yang kekakuannya kritikal, seperti panel penutup elektronik, perbezaan 0.23mm itu boleh menjadi perbezaan antara produk yang kukuh dan terasa profesional dan sekeping sampah yang rapuh yang melentur apabila anda menyentuhnya. Dan anda, pembeli, tidak akan mempunyai sebarang jalan lain, kerana pembekal memberikan apa yang anda minta secara samar-samar: "logam 16 tolok."“
Inilah perangkapnya. Nombor-nombornya kelihatan serupa, istilahnya sama, tetapi realiti fizikalnya sangat berbeza. Sistem tolok umpama medan ranjau, dan satu-satunya cara untuk menavigasinya dengan selamat adalah dengan menyatakannya secara eksplisit.
Akta Imbangan Jurutera: Tolok vs. Kos, Kekuatan dan Berat
Yang pemilihan bahan tolok merupakan satu pertukaran kejuruteraan klasik. Jarang sekali terdapat satu jawapan "sempurna", tetapi sebaliknya pilihan optimum yang mengimbangi keperluan yang bersaing.
1. Kos:
Ini adalah hubungan yang paling mudah. Logam dijual mengikut berat. Lembaran yang lebih tebal (nombor tolok yang lebih kecil) mengandungi lebih banyak bahan dan oleh itu lebih mahal bagi setiap unit kawasan. Peningkatan kos tidak selalunya linear. Bahan yang lebih tebal mungkin memerlukan jentera yang lebih berkuasa untuk memotong dan membengkok, sekali gus menambah kos pemprosesan.
- Peraturan Ibu Jari: Semasa mereka bentuk, sentiasa mulakan dengan tolok paling nipis yang masih memenuhi keperluan kekuatan dan kekakuan anda. "Kejuruteraan berlebihan" dengan memilih tolok tebal yang tidak perlu adalah salah satu cara paling biasa kos menjadi tidak terkawal dalam projek logam kepingan. Contohnya, memindahkan penutup elektronik daripada keluli tolok 16 kepada keluli tolok 14 mungkin meningkatkan kos bahan sebanyak lebih 25% untuk faedah yang boleh diabaikan.
2. Kekuatan dan Kekakuan:
Ini merupakan pemacu utama untuk pemilihan tolok.
- Kekuatan merujuk kepada keupayaan bahan untuk menahan kerosakan di bawah beban (cth., pendakap pelekap yang memegang komponen berat).
- Kekakuan merujuk kepada keupayaan bahan untuk menahan lenturan atau fleksi di bawah beban (contohnya, panel rata yang besar pada pintu mesin).
Bagi kebanyakan aplikasi, kekakuan adalah faktor yang lebih kritikal. Panel yang nipis dan rapuh terasa murah dan tidak profesional, walaupun secara teknikalnya ia cukup kuat untuk tidak pecah. Kekakuan adalah fungsi modulus elastik bahan dan, yang penting, kubus ketebalannya (t³). Ini bermakna menggandakan ketebalan kepingan meningkatkan kekakuannya sebanyak lapan kali ganda. Ini adalah hubungan yang kuat. Peningkatan kecil dalam tolok boleh menghasilkan peningkatan ketegaran yang besar.
3. Berat:
Dalam aplikasi seperti automotif, aeroangkasa atau elektronik mudah alih, berat adalah sangat penting. Tolok yang lebih tebal bermakna lebih berat. Di sinilah pilihan antara keluli dan aluminium menjadi kritikal.
- Contoh: Sebuah panel keluli 16 tolok (1.519mm) beratnya lebih kurang 12.1 kg/m². Panel aluminium 16 tolok (1.290mm), walaupun lebih nipis, hanya beratnya 3.5 kg/m². Walaupun anda meningkatkan ketebalan aluminium agar sepadan dengan kekakuan keluli, ia hampir selalu akan menjadi lebih ringan. Penjimatan berat ini datang dengan kos bahan yang lebih tinggi.
DFM: Bagaimana Tolok Menentukan Pembuatan
Pilihan tolok anda secara langsung memberi kesan kepada apa yang boleh dilakukan oleh bengkel fabrikasi dengan logam tersebut. Inilah intipatinya Reka Bentuk untuk Kebolehkilangan (DFM).
1. Membengkok dan Membentuk
Apabila anda membengkokkan kepingan logam, bahan di bahagian luar lengkungan meregang, dan bahan di bahagian dalam memampat.
- Peraturan Jejari Selekoh Minimum: Anda tidak boleh mencipta sudut 90 darjah yang tajam dengan sempurna. Setiap selekoh mempunyai jejari dalam. Percubaan untuk membengkokkan kepingan dengan jejari yang terlalu kecil akan menyebabkan keretakan pada bahagian luar selekoh. Jejari selekoh minimum yang dibenarkan ini berkadar terus dengan ketebalan bahan.
- Garis Panduan DFM: Satu peraturan praktikal yang sangat selamat ialah jejari lengkungan dalam minimum hendaklah sekurang-kurangnya sama dengan ketebalan bahan. Untuk keluli 16 tolok (1.5mm), anda harus mereka bentuk untuk jejari lengkungan dalam minimum 1.5mm. Cuba menentukan jejari 0.5mm pada bahan ini akan menimbulkan masalah. Tolok yang lebih tebal memerlukan jejari lengkungan yang lebih besar. Sentiasa rujuk pembuat fabrikasi anda, kerana perkakas mereka mungkin mempunyai batasan tertentu.
2. Kimpalan
Ketebalan tolok menentukan proses dan penyediaan kimpalan yang sesuai.
- Tolok Nipis (tolok 22-26 / <0.8mm): Amat sukar untuk dikimpal tanpa terbakar sepenuhnya. Memerlukan pengendali yang sangat mahir menggunakan kimpalan TIG pada amperaj rendah atau kimpalan laser/titik khusus. Selalunya, mereka bentuk dengan tab, slot atau rivet adalah strategi penyambungan yang lebih baik.
- Tolok Sederhana (tolok 12-20 / 0.9mm – 2.6mm): Titik terbaik untuk kimpalan TIG dan MIG. Bahan ini cukup tebal untuk menguruskan input haba tetapi cukup nipis sehingga penyediaan tepi khas (seperti beveling) biasanya tidak diperlukan.
- Tolok Tebal (<10 tolok / >3.4mm): Memerlukan amperaj yang lebih tinggi dan selalunya alur atau serong yang dikisar ke tepi sambungan untuk membolehkan penembusan kimpalan sepenuhnya. Kimpalan MIG atau Flux-Cored selalunya lebih diutamakan berbanding TIG untuk kelajuan dan kecekapan.
Kajian Kes: Rak Rak Pelayan yang Gagal
- Senario: Sebuah syarikat mereka bentuk rak rak pelayan 1U standard. Prototaip itu diperbuat daripada Keluli 16 tolok (0.0598″) dan lulus semua ujian beban, memegang peralatan yang diperlukan dengan selesa tanpa lenturan yang ketara. Reka bentuk telah diluluskan untuk pengeluaran besar-besaran.

- Kesilapannya: Untuk menjimatkan kos pada pengeluaran pertama, pembeli junior telah ditugaskan untuk mendapatkan sumber bahan tersebut. Mereka melihat seruan lukisan untuk "tolok 16", tetapi mendapati pembekal menawarkan diskaun yang ketara untuk Keluli 18 tolok (0.0478″). Perbezaan ketebalan hanya 0.012 inci (0.3mm)—kurang daripada ketebalan tiga helai kertas. Ia kelihatan seperti perubahan yang boleh diabaikan dan cara mudah untuk memenuhi sasaran pengurangan kos.
- Akibat Bencana: Kumpulan pertama rak telah dihasilkan dan dihantar. Aduan pelanggan membanjiri hampir serta-merta. Rak-rak tersebut kelihatan kendur di bawah berat peralatan, terasa rapuh dan tidak selamat. Dalam beberapa kes, lenturan itu begitu teruk sehingga menyebabkan tab pelekap hadapan bengkok dari semasa ke semasa.
- Analisis Punca Utama: Pembeli gagal memahami fizik kekakuan. Kekakuan rak adalah berkadar terus dengan kubus setebalnya. Mari kita kira:
- Kekakuan rak 16ga ∝ (0.0598)³ ≈ 0.000214
- Kekakuan rak 18ga ∝ (0.0478)³ ≈ 0.000109
- Nisbahnya ialah 0.000109 / 0.000214 ≈ 0.51
- Pengurangan ketebalan 20% yang kelihatan kecil mengakibatkan hampir Pengurangan 50% dalam kekakuan rak. Perubahan "boleh diabaikan" itu telah menjejaskan fungsi utama produk secara dahsyat. Seluruh proses pengeluaran terpaksa ditarik balik dan dibatalkan, menghapuskan penjimatan kos awal seratus kali ganda dan merosakkan reputasi syarikat dengan teruk.
Protokol Eptahub: Cara Menentukan Logam Lembaran dengan Kekaburan Sifar
Untuk mengelakkan kegagalan yang diterangkan di atas, anda mesti teliti dalam dokumentasi anda. Jangan sekali-kali bergantung pada perkataan "tolok" sahaja.
Peraturan Emas: Nyatakan Ketebalan Perpuluhan.
Lukisan kejuruteraan dan RFQ anda hendaklah sentiasa menyatakan ketebalan yang diperlukan sebagai nombor perpuluhan (dalam inci atau milimeter). Nombor tolok boleh disertakan sebagai rujukan, tetapi nilai perpuluhan ialah spesifikasi yang mengikat secara sah.
Contoh Panggilan RFQ yang Tidak Samar-samar:
Bahan: Keluli Gulung Sejuk, ASTM A1008 CS Jenis B
Ketebalan: 0.0598" (1.52 mm) [Rujukan MSG 16 Tolok]
Mari kita huraikan mengapa ini berkesan:
Bahan: Keluli Tergelek Sejuk...Anda telah mentakrifkan jenis bahan secara eksplisit.Ketebalan: 0.0598" (1.52 mm)Ini adalah dimensi kritikal yang tidak boleh dirundingkan. Pembekal anda mesti menyediakan bahan yang termasuk dalam toleransi piawai untuk ketebalan nominal ini. Tiada ruang untuk tafsiran.[Rujukan MSG 16 Tolok]Anda telah memasukkan tolok sebagai rujukan sahaja. Ini membantu penganggar pembekal memahami kelas umum bahan dengan cepat, tetapi ia bukan dimensi kawalan. Ia juga menjelaskan sistem tolok yang anda rujuk (MSG).
Pada Lukisan Kejuruteraan:
Bahan dan ketebalan hendaklah dinyatakan dengan jelas dalam blok tajuk atau bahagian nota umum.
| TAJUK: Pendakap Pemasangan |
|---|
| NOTA: |
| 1. BAHAN: ALUMINIUM 5052-H32 |
| 2. KETEBALAN: 0.050″ (1.27MM) [RUJUKAN B&S 16 GAUGE] |
| 3. SEMUA JARIDUI LENGKUTAN 0.06″ KECUALI DINYATAKAN SEBELUMNYA. |
| … |
Tahap ketepatan ini menghapuskan semua kekaburan. Ia melindungi anda, ia melindungi pembekal anda dan ia memastikan bahagian yang anda reka adalah bahagian yang anda terima.
Soalan Lazim
S: Apakah toleransi piawai untuk ketebalan logam lembaran?
A: Toleransi berbeza-beza mengikut bahan, ketebalan dan piawaian (cth., ASTM). Contohnya, keluli 16 tolok dengan ketebalan nominal 0.0598″ mungkin mempunyai toleransi +/- 0.005″. Ini bermakna kepingan boleh diterima berada di antara 0.0548″ hingga 0.0648″. Ini adalah satu lagi sebab untuk menyedari bahawa bahagian anda mungkin tidak mempunyai ketebalan nominal yang tepat setiap masa.
S: Bagaimana pula dengan logam lain seperti Keluli Tahan Karat atau Loyang?
A: Mereka juga mempunyai sistem tolok mereka sendiri! Sistem untuk keluli tahan karat sangat hampir dengan MSG untuk keluli karbon, tetapi tidak sama. Loyang dan kuprum sering menggunakan sistem B&S/AWG, sama seperti aluminium. Ini hanya mengukuhkan peraturan emas: abaikan nombor tolok sebagai ukuran mutlak dan sentiasa nyatakan ketebalan perpuluhan.
S: Yang mana lebih tebal, tolok 21 atau tolok 24?
A: Tolok 21 lebih tebal. Ingat peraturan ini: semakin kecil nombornya, semakin tebal kepingannya. Ini terpakai untuk semua sistem tolok logam kepingan, dawai dan jarum standard.
Kesimpulan: Usir "Gauge" sebagai Perintah
Perkataan "tolok" adalah peninggalan. Di tangan seorang jurutera yang berpengetahuan, ia boleh menjadi satu ringkasan perbincangan yang berguna. Tetapi dalam dokumen formal seperti RFQ atau lukisan, ia adalah satu liabiliti. Ia adalah istilah yang samar-samar, bergantung pada konteks dan kuno yang mengundang kesilapan.
Laluan ke arah penyumberan kecemerlangan diturap dengan ketepatan. Dengan meninggalkan pergantungan anda pada nombor tolok dan menerima pakai disiplin menentukan ketebalan perpuluhan yang tepat, anda meningkatkan kejuruteraan anda daripada anggaran kepada kepastian. Anda melindungi reka bentuk anda daripada kegagalan kritikal, anda melindungi syarikat anda daripada kesilapan yang mahal, dan anda membina asas komunikasi yang jelas dengan syarikat anda. rakan kongsi pembuatan.
Pada Eptahub, ini bukan sekadar amalan terbaik; ia adalah prosedur operasi standard kami. Kami mengesahkan ketebalan perpuluhan, kami menjelaskan bahan dan kami memastikan bahawa bahagian fizikal yang tiba di pintu anda adalah padanan sempurna dengan fail digital yang anda hantar kepada kami.
Rujukan
ASTM Antarabangsa, “Spesifikasi Standard untuk Keluli, Lembaran, Karbon, Gegelung Sejuk, Kualiti Komersial” (ASTM A366/A366M). Nota: Piawaian ini telah ditarik balik dan digantikan dengan A1008/A1008M, tetapi sistem tolok adalah berdasarkan nilai sejarahnya.







