











Jika anda berjalan ke lantai kilang di EPTAHUB dan tanya pengendali junior, “"Apakah fungsi mesin penggilingan CNC?"”, mereka mungkin akan memberitahu anda, “"Ia memotong logam."”
Jika anda bertanya kepada saya, seorang jurutera pembuatan yang telah menghabiskan 12 tahun terakhir mengira masa kitaran dan memetik komponen aeroangkasa, jawapan saya agak berbeza: Mesin pengilangan CNC menukar stok mentah kepada keuntungan yang sangat tepat dan boleh diulang.
Dalam ruang perkakasan B2B, terdapat jurang pemisah yang besar antara jurutera yang mereka bentuk fail CAD di pejabat berhawa dingin dan pasukan perolehan yang cuba membeli bahagian tersebut. Kita melihat Permintaan Sebut Harga (RFQ) setiap hari di mana seorang pereka telah meminta geometri kompleks yang memerlukan pusat pengilangan 5 paksi bernilai 500,000 USD, sedangkan reka bentuk semula yang mudah akan membolehkan kita menjalankannya pada mesin 3 paksi asas dengan sebahagian kecil daripada kos.
Untuk berhenti membakar modal syarikat anda, anda perlu memahami dengan tepat apa yang berlaku di dalam kandang mesin. Anda perlu memahami Proses penggilingan CNC.
Apakah yang dimaksudkan dengan Pengilangan CNC?
Untuk memahami mesin tersebut, anda perlu menyahkod akronim tersebut. Apakah yang dimaksudkan dengan pengilangan CNC?
- CNC (Kawalan Berangka Komputer): Pada tahun 1960-an, jurumesin terpaksa memusingkan roda tangan secara manual untuk menggerakkan alat pemotong merentasi logam. Hari ini, otak komputer membaca program (dipanggil G-Code) dan mengarahkan motor servo untuk menggerakkan komponen mesin dengan ketepatan mikroskopik.

- Pengilangan: Ini adalah proses mekanikal khusus Pembuatan Subtraktif. Dalam penggilingan, blok bahan mentah (bahan kerja) dipegang sepenuhnya pegun dalam ragum keluli berat. Alat pemotong (kilang akhir) berputar pada kelajuan yang sangat tinggi (selalunya 10,000 hingga 30,000 RPM) dan memacu ke dalam logam pegun, memotong serpihan bahan sehingga hanya bentuk akhir yang tinggal.

Pengesahan Sumber: Takrifan asas Kawalan Berangka Komputer dan proses pengilangan subtraktif diseragamkan secara universal dan didokumenkan dalam Buku Panduan Jentera (manual rujukan definitif untuk industri mekanikal).
Tujuan Utama Mesin CNC
Apabila pengurus perolehan mencari “"Apakah tujuan utama Mesin CNC?”, jawapannya bergantung kepada tiga tonggak perindustrian:
- Toleransi (Ketepatan): Kilang CNC berkualiti di EPTAHUB boleh memegang toleransi +/- 0.0005 inci (kira-kira sebahagian kecil daripada lebar sehelai rambut manusia). Anda tidak boleh mencapai ini dengan acuan, dan anda pastinya tidak boleh mencapainya dengan percetakan 3D.
- Integriti Bahan: Tidak seperti percetakan 3D (yang mencairkan dan menyusun plastik atau logam, mewujudkan titik lemah antara lapisan), pengilangan CNC memotong daripada blok pepejal logam yang diekstrusi atau ditempa (seperti Aluminium 6061-T6 atau Titanium Gred 5). Bahagian terakhir mengekalkan 100% kekuatan tegangan dan alah asal bahan mentah.
- Kebolehulangan (Pengeluaran Besar-besaran): Sebaik sahaja Kod-G terbukti, mesin tersebut akan menjadikan nombor bahagian 1 dan nombor bahagian 10,000 sama persis.
5 Kegunaan Utama (Jenis Operasi Pengilangan CNC)
Jika anda melihat pendakap aeroangkasa yang kompleks, ia tidak dibuat dalam satu gerakan sahaja. Ia dibuat melalui satu siri yang berbeza jenis operasi penggilingan CNC. Sebagai pembeli, anda perlu memahami lima operasi ini, kerana setiap satunya memerlukan alat yang berbeza dan menambah jumlah masa yang berbeza pada sebut harga akhir anda.
1. Pengisaran Muka (Menetapkan Datum)
Apabila kami membeli stok bar aluminium atau keluli mentah dari kilang, ia tidak rata sepenuhnya. Ia bengkok, tercalar, dan kasar. Operasi pertama yang kami lakukan ialah Pengilangan Muka. Kami mengambil alat berdiameter besar (selalunya selebar 2 hingga 4 inci) dengan sisipan karbida dan menyapunya di bahagian atas blok mentah. Ini menghasilkan permukaan yang rata sempurna seperti cermin.
- Nilai Kejuruteraan: Permukaan rata ini menjadi "Datum" (titik rujukan sifar) untuk semua dimensi lain pada lukisan CAD anda.
2. Pengilangan Profil (Memotong Perimeter)
Setelah bahagian atasnya rata, kita perlu memotong bentuk luar bahagian anda. Kita menggunakan pengisar hujung untuk menjejaki sempadan luar model CAD, bergerak ke bawah sedikit dengan setiap laluan sehingga kita sampai ke bahagian bawah bahan.
- Perangkap Kos: Jika pereka anda mencipta bahagian yang setinggi 3 inci, tetapi reka bentuk tersebut memerlukan kami membuat profil keseluruhan dinding luar sepenuhnya ke bawah, kita perlu menggunakan alat pemotong yang sangat panjang. Alat yang panjang bergetar (bergetar), yang memaksa kita menjalankan mesin dengan lebih perlahan. Masa mesin yang lebih perlahan bersamaan dengan kos USD setiap bahagian yang lebih tinggi.
3. Pengilangan Poket (Bahan Babi)
Jika bahagian anda kelihatan seperti kotak cetek, kandang, atau dulang, kita perlu mengosongkan bahagian dalamnya. Ini dipanggil Poket. Pada EPTAHUB, pengambilan poket biasanya menyumbang sebahagian besar masa kitaran.
Untuk melakukan ini dengan cekap, kami menggunakan teknik yang dipanggil HEM (Pemesinan Berkecekapan Tinggi). Daripada melakukan potongan yang perlahan dan berat, kami menjalankan alat ini dengan sangat pantas tetapi mengambil "kulit" logam yang sangat nipis. Ini menghalang alat daripada patah dan membuang semua haba ke dalam cip logam dan bukannya ke bahagian tersebut.
- Pengesahan Sumber: Pemesinan Kecekapan Tinggi (HEM) dan pengiraan penipisan cip ialah strategi laluan alat standard industri yang disahkan oleh pengeluar alat pemotong terkemuka seperti Harvey Tool dan Sandvik Coromant.
4. Penggerudian dan Penoreh (Pembuatan Lubang)
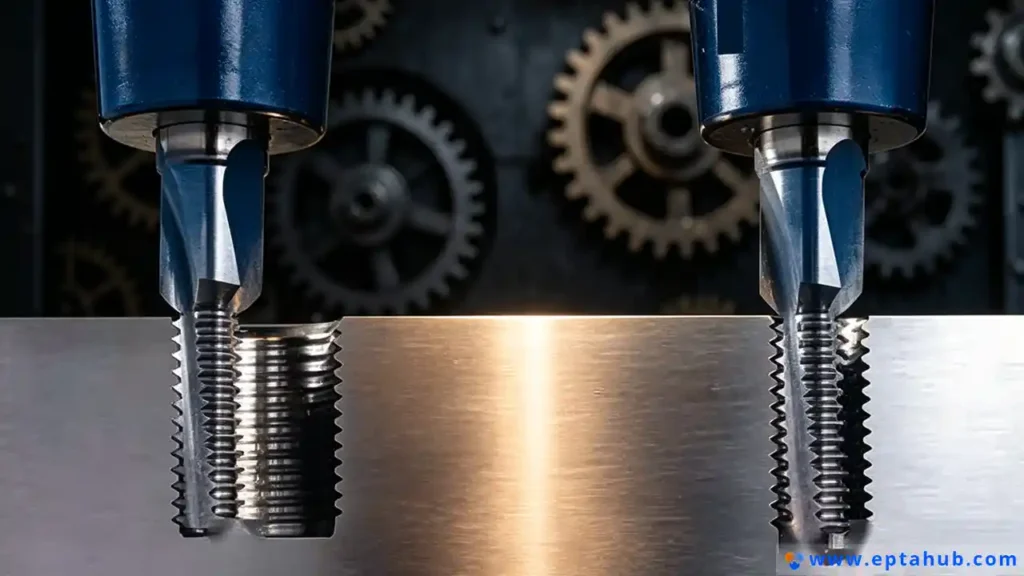
Beginilah bunyinya. Mesin akan menggunakan mata gerudi untuk menebuk lubang ke dalam bahagian tersebut. Kemudian, ia menggunakan Tap (alat pemasuk ulir) untuk memotong ulir dalaman supaya anda boleh memasangkan pemasangan tersebut bersama-sama.
- Petua DFM untuk Pembeli: Jangan sekali-kali mereka bentuk lubang berulir yang lebih dalam daripada 3 kali ganda diameter bolt (cth., bolt 1/4 inci tidak boleh lebih dalam daripada 0.75 inci). Mengetuk lubang yang dalam adalah punca utama alat yang rosak, yang akan menghentikan mesin dan meningkatkan kos persediaan anda.
5. Pengilangan Permukaan 3D (Kontur Kompleks)
Jika anda sedang mengeluarkan acuan suntikan plastik, atau implan perubatan khusus yang sepadan dengan tulang manusia, permukaannya tidak rata—ia adalah lengkung 3D organik yang melambung. Kami menggunakan "Ball Endmill" (alat dengan hujung sfera) dan mengarahkan mesin untuk menggerakkan paksi X, Y dan Z secara serentak. Alat ini melangkah dengan pecahan kecil satu inci (selalunya 0.005 inci pada satu masa) untuk menyapu geometri secara perlahan-lahan.
- Realitinya: Permukaan 3D mengambil masa berjam-jam. Jika bahagian anda tidak memerlukan permukaan melengkung atas sebab aerodinamik atau ergonomik, tanggalkannya. Ciri 2D rata akan mengurangkan separuh kos unit anda.
Pengilangan CNC vs Pemutaran
Satu perkara yang sangat biasa menjadi kekeliruan bagi pasukan perolehan yang mencari vendor baharu ialah perbezaan antara penggilingan dan pemusingan. Carian untuk “"Pengilangan CNC vs. pemusingan"” biasanya menghasilkan jawapan yang terlalu akademik.
Inilah realiti lantai kilang B2B:
- Pengilangan CNC (Kilang): Bahan mentah diikat dan tidak bergerak. Alat pemotong putaran. Kami menggunakan Kilang untuk bahagian segi empat sama, blok segi empat tepat, kurungan aeroangkasa kompleks dan penutup elektronik.
- Pemutaran CNC (Pembubut): Bahan mentah dicengkam dalam chuck dan berputar pada kelajuan tinggi (seperti roda tembikar). Alat pemotong diboltkan dan tidak berputar; ia hanya menolak ke dalam logam berputar untuk mencukurnya. Kami menggunakan Mesin Larik untuk bahagian silinder: aci, pin, pencuci tersuai dan bebibir aeroangkasa bulat.
Mengapakah perkara ini penting bagi anda?
Memusing hampir selalu lebih pantas dan lebih murah daripada mengisar. Jika anda mereka bentuk bahagian yang berbentuk silinder, kita boleh menghidupkannya pada Mesin Larik dalam masa 45 saat dengan harga 3.00 USD. Jika anda mereka bentuk bahagian silinder yang sama tetapi meletakkan bebibir segi empat sama di bahagian bawahnya, ia tidak lagi boleh dihidupkan pada Mesin Larik standard. Ia mesti dipindahkan ke Mesin Kisar. Masa kitaran 45 saat itu hanya melonjak kepada 6 minit, dan kosnya hanya melonjak kepada 18.00 USD.
Sentiasa reka bentuk untuk Mesin Larik jika geometrinya mengizinkan. Jika ia mestilah bentuk yang kompleks dan tidak simetri, maka anda boleh menghantarnya ke Kilang.
Apakah Keburukan Pengilangan CNC?
Apabila saya berunding dengan pengasas perkakasan yang cuba beralih daripada prototaip bercetak 3D kepada pengeluaran besar-besaran, mereka sering melihat Pemesinan CNC sebagai kaedah pembuatan terbaik dan sempurna. Walaupun benar bahawa pengilangan CNC menawarkan ketepatan dan kekuatan bahan yang tiada tandingan, ia bukanlah sihir.
Sebagai pengurus perolehan, anda mesti memahami batasannya—iaitu keburukan pengilangan CNC—sebelum anda menetapkan bajet anda.
1. Kos Persediaan Awal dan NRE yang Tinggi (Penalti “Sekali Sahaja”)
Pengilangan CNC bukanlah proses "cetak atas permintaan". Sebelum satu cip logam dipotong, pengaturcara mesti mengimport fail CAD anda, menulis laluan alat CAM, memilih alat pemotong fizikal, memuatkannya ke dalam karusel mesin, menunjukkan panjang alat, memotong stok mentah pada gergaji pita dan memasang ragum pemegang kerja.
Keseluruhan proses ini (Persediaan dan Kejuruteraan Tidak Berulang) boleh mengambil masa antara 2 hingga 6 jam. Jika kadar bengkel ialah 100 USD sejam, anda telah mengumpul kos buruh sebanyak 600 USD sebelum mesin boleh dihidupkan.
- Pelajaran B2B: Jika anda hanya memesan 1 bahagian, bahagian tersebut berharga 600 USD ditambah masa mesin. Jika anda memesan 1,000 bahagian, yuran persediaan 600 USD itu akan dilunaskan kepada hanya 0.60 USD setiap bahagian. Pengilangan CNC sangat mahal untuk pengeluaran volum rendah yang ekstrem, tetapi menjadi sangat menjimatkan pada skala yang besar.
2. Had Geometri (Masalah Sudut Dalam)
Oleh kerana pengilangan CNC menggunakan alat silinder berputar untuk menanggalkan logam, Secara fizikalnya, adalah mustahil untuk memotong sudut dalaman 90 darjah yang tajam sepenuhnya.
Bayangkan cuba menolak syiling bulat ke sudut bilik segi empat sama; akan sentiasa ada ruang yang tidak boleh diisi. Dalam pengilangan CNC, setiap poket atau sudut dalaman akan mempunyai jejari yang sepadan dengan saiz alat pemotong.
Jika pereka CAD anda berkeras untuk mendapatkan sudut dalaman yang tajam sepenuhnya, kami terpaksa menggunakan operasi sekunder seperti EDM (Pemesinan Pelepasan Elektrik) atau broaching, yang akan serta-merta menggandakan kos bahagian anda.
3. Pembaziran Bahan Tinggi (Sifat Subtraktif)
Pengilangan CNC adalah proses subtraktif. Untuk membuat pendakap aeroangkasa 2 paun, kita mungkin perlu bermula dengan blok aluminium pepejal 10 paun. Kita secara literalnya menukar 8 paun bahan mentah yang mahal menjadi serpihan skrap. Walaupun serpihan tersebut boleh dikitar semula, anda masih membayar kos pendahuluan untuk berat bahan mentah. Jika anda memesin bahan eksotik seperti Inconel atau Titanium Gred 5, sisa bahan ini boleh memberi kesan yang teruk kepada ekonomi unit anda.
Pengesahan Sumber: Batasan geometri alat pemotong berputar (masalah jejari dalaman) dan pembaziran bahan yang tinggi yang berkaitan dengan pembuatan subtraktif adalah hukum asas kejuruteraan mekanikal, yang diajar dalam setiap kurikulum DFM (Reka Bentuk untuk Pembuatan) di seluruh dunia, termasuk piawaian yang diterbitkan oleh ASME (Persatuan Jurutera Mekanikal Amerika).
Adakah Pengilangan CNC Mudah Dipelajari?
Carian Google yang biasa antara operasi pengurus yang cuba membawa pembuatan dalaman ialah: “"Adakah pengilangan CNC mudah dipelajari?"” dan “"Adakah pengilangan CNC kerjaya yang baik?"”
Terdapat salah tanggapan yang berbahaya dalam sektor teknologi moden bahawa kerana mesin CNC dikawal oleh komputer, sesiapa sahaja boleh berjalan ke arahnya, menekan butang hijau dan membuat sesuatu bahagian. Ini pada asasnya salah.
Operator vs. Jurumesin vs. Pengaturcara
Untuk memahami betapa sukarnya untuk belajar, anda mesti memahami hierarki lantai kilang:
- Penolak Butang (Operator): Belajar memasukkan bongkah logam ke dalam ragum, menutup pintu, dan menekan butang hijau “Mula Kitaran” adalah sangat mudah. Anda boleh mengajar pelajar sekolah menengah untuk melakukan ini dalam masa tiga hari. Walau bagaimanapun, jika mesin mengeluarkan bunyi pelik, atau alat rosak, pengendali tidak tahu cara membaikinya.
- Juruteknik Persediaan: Belajar membaca pelan tindakan yang kompleks, memilih pegangan kerja yang betul, menunjukkan ragum supaya ia lurus sempurna dalam lingkungan 0.0001 inci dan melaraskan ofset alat untuk memastikan bahagian tersebut berada dalam toleransi memerlukan 2 hingga 5 tahun perantisan khusus.
- Pengaturcara CAM: Belajar melihat model CAD 3D, mengira kelajuan dan suapan yang tepat (RPM dan kadar suapan) untuk logam yang berbeza dan menulis laluan alat G-Code yang akan memotong bahagian dengan cekap tanpa merosakkan mesin bernilai 500,000 USD memerlukan 5 hingga 10 tahun pengalaman kejuruteraan intensif.
Jadi, adakah ia mudah dipelajari? Tidak. Pemesinan CNC sebenar adalah fizik gunaan. Anda berurusan dengan metalurgi, dinamik terma, getaran harmonik (gemuruh), dan trigonometri lanjutan. Keluk pembelajaran yang curam inilah sebabnya mengapa jurumesin CNC yang mahir dibayar tinggi, dan mengapa membawa pengilangan CNC secara dalaman biasanya merupakan bencana kewangan bagi syarikat baharu yang memandang rendah bakat yang diperlukan.
Inilah sebabnya syarikat perkakasan bergantung pada EPTAHUB. Anda bukan sahaja membayar untuk akses kepada mesin kami; anda membayar untuk pengalaman kejuruteraan kolektif selama beberapa dekad yang diperlukan untuk memastikan mesin tersebut berjalan dengan sempurna.
Kajian Kes EPTAHUB: Kos Kejuruteraan Terlalu Banyak
Untuk menyatukan semua konsep ini, mari kita lihat senario dunia sebenar yang menggambarkan keadaan sebenar Kos pengilangan CNC dan kepentingan memahami proses tersebut.
Tahun lepas, sebuah syarikat automasi robotik telah datang ke EPTAHUB dengan RFQ untuk 500 unit casis struktur utama untuk robot gudang autonomi.
Masalahnya: Pemikiran "CAD Desktop"
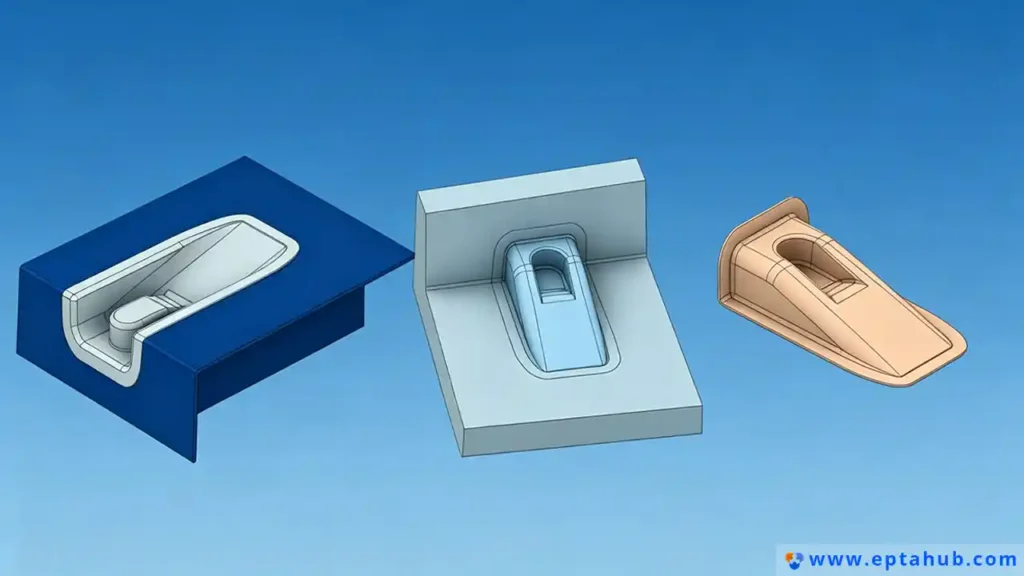
Pasukan kejuruteraan pelanggan telah mereka bentuk casis tersebut sebagai satu blok monolitik yang besar yang diperbuat daripada Aluminium 6061-T6. Bahagian tersebut berukuran 24 inci panjang, 18 inci lebar, dan mempunyai poket yang dalam dan berongga pada keenam-enam sisi.
Oleh kerana ia mempunyai ciri-ciri kompleks pada keenam-enam permukaan, ia memerlukan Pusat Pengilangan CNC 5-Paksi. Tambahan pula, kerana ia bermula sebagai blok aluminium yang besar seberat 150 paun, kos bahannya sangat tinggi. Kami akan menghabiskan masa 14 jam untuk memproses 130 paun cip hanya untuk meninggalkan bingkai seberat 20 paun.
Sebut harga awal untuk bahagian ini ialah 2,800 USD seunit. Pasukan perolehan pelanggan menolak sebut harga tersebut, dengan menyatakan ia akan memufliskan projek tersebut.
Penyelesaiannya: DFM dan Perhimpunan
Pasukan kejuruteraan kami di EPTAHUB telah campur tangan untuk melaksanakan baik pulih DFM (Reka Bentuk untuk Pembuatan). Kami mendidik pelanggan tentang prinsip-prinsip yang dibincangkan dalam panduan ini.
Daripada memesin satu blok besar pada kilang 5-Paksi, kami mereka bentuk semula casis menjadi empat plat rata berasingan yang boleh dibolt bersama.
- Penurunan Mesin: Oleh kerana bahagian-bahagiannya kini merupakan plat 2D yang rata, kami tidak memerlukan mesin 5-Paksi berharga 500,000 USD. Kami boleh menjalankannya pada Pusat Pengilangan Menegak 3-Paksi berkelajuan tinggi standard kami, yang mempunyai kadar bengkel setiap jam yang jauh lebih rendah.
- Penjimatan Bahan: Kami membeli stok plat aluminium ketebalan standard. Sisa bahan menurun daripada 130 paun kerepek kepada hanya 15 paun kerepek.
- Kelajuan Operasi: Kami menggunakan operasi Pengilangan Muka dan Pengilangan Profil standard dengan alat yang besar dan tegar. Masa kitaran menurun mendadak.
Hasilnya
Dengan memahami bagaimana kilang CNC sebenarnya membuang bahan, kami dapat mengurangkan masa pembuatan sebanyak 75%.
Kos unit baharu untuk pemasangan empat plat menurun daripada 2,800 USD kepada 485 USD. Kami berjaya menghantar 500 unit, menjimatkan pelanggan lebih 1,150,000 USD dalam pengeluaran mereka.
Soalan Lazim: Soalan Mengenai Operasi Pengilangan CNC
1. Berapakah kos purata CNC?
Ini merupakan soalan yang paling biasa, namun mustahil untuk dijawab, dalam pembuatan. Pengilangan CNC tidak dinilai mengikut paun; ia dinilai mengikut masa. Jika anda mempunyai blok aluminium ringkas dengan empat lubang yang digerudi, ia mungkin berharga 15 USD. Jika anda mempunyai pendesak aeroangkasa titanium kompleks yang memerlukan 12 jam pengilangan 5-Paksi, ia mungkin berharga 4,000 USD. Satu-satunya cara untuk mendapatkan kos yang tepat adalah dengan menghantar fail STEP kepada EPTAHUB untuk analisis masa kitaran formal.
2. Bolehkah kilang CNC memotong keluli yang dikeraskan?
Ya. Walaupun kebanyakan orang mengaitkan pemesinan CNC dengan pemesinan yang lebih lembut logam seperti aluminium atau loyang, kilang CNC moden yang dilengkapi dengan gelendong tegar dan kilang hujung seramik atau karbida bersalut khusus boleh dengan mudah "mengisar keras" keluli alat (seperti D2 atau H13) yang melebihi 55 HRC (Kekerasan Rockwell). Beginilah caranya acuan suntikan dihasilkan.
3. Apakah "persediaan" dalam pengilangan CNC?
"Persediaan" merujuk kepada orientasi bahagian dalam mesin. Pengisar 3 paksi standard hanya boleh memotong permukaan atas bahan. Jika bahagian anda mempunyai lubang di bahagian bawah, mesin mesti berhenti, pengendali mesti membuka pintu, membuka pengapit bahagian, membalikkannya secara terbalik, mengapitnya semula dan menjalankan program kedua. Ini dipanggil "Persediaan 2." Setiap kali manusia perlu menyentuh bahagian untuk membalikkannya, kos unit anda meningkat. Reka bentuk yang baik meminimumkan persediaan.
4. Mengapakah pengilangan CNC menggunakan bahan penyejuk?
Apabila anda menyeret alat karbida melalui keluli pepejal pada 10,000 RPM, geseran tersebut menghasilkan sejumlah besar haba. Jika dibiarkan, haba ini akan mengimpal serpihan logam pada alat tersebut, lalu memotong pemotong serta-merta. Mesin ini membanjiri zon pemotongan dengan campuran air dan minyak sintetik (penyejuk) bertekanan tinggi. Ini mempunyai dua tujuan: ia menyejukkan alat dengan cepat, dan ia mengeluarkan serpihan logam dari poket dengan kuat supaya alat tidak memotongnya semula.
Kesimpulan: Berhenti Meneka, Mulakan Kejuruteraan
Memahami apa yang dilakukan oleh mesin penggilingan CNC bukan sekadar latihan akademik. Bagi pengurus perolehan, pengasas perkakasan dan eksekutif rantaian bekalan, ia merupakan kemahiran kewangan yang penting untuk terus hidup.
Setiap ciri CAD reka bentuk pasukan anda—setiap poket yang dalam, setiap sudut dalaman yang tajam, setiap pilihan bahan eksotik—diterjemahkan terus kepada masa gelendong, haus perkakas dan kos USD di kilang.
Era menghantar fail CAD ke bengkel mesin dan berharap mendapat harga yang baik telah berakhir. Untuk terus hidup dalam pasaran perkakasan B2B moden, anda mesti mereka bentuk khusus untuk proses pengilangan subtraktif. Anda mesti menerima pakai perkakasan standard, meminimumkan persediaan anda dan menggunakan datum rata.
Jika pembekal semasa anda hanya menghantar sebut harga yang terlalu tinggi tanpa menjelaskan "sebabnya", anda sedang bekerjasama dengan rakan kongsi yang salah.
Pada EPTAHUB, kami bukan sahaja menekan butang dan memotong logam. Kami merapatkan jurang antara pejabat kejuruteraan anda dan lantai kilang kami. Kami membedah fail CAD anda, menggunakan prinsip DFM yang ketat dan mengoptimumkan laluan alat untuk memastikan bahawa apabila kilang CNC kami mula berjalan, ia menghasilkan nilai maksimum untuk rantaian bekalan anda.
Berhenti membiarkan reka bentuk yang dioptimumkan dengan buruk menentukan bajet anda. Hantar fail 3D anda ke EPTAHUB hari ini, dan biarkan pasukan kejuruteraan kami menunjukkan kepada anda cara pengilangan CNC sepatutnya berfungsi.






