











В американской сфере разработки аппаратного обеспечения 3D-печать (в частности, FDM – послойное наплавление) полностью изменила подход к проверке конструкций. Но она также породила огромную проблему: инженеры и отделы закупок относятся ко всем видам пластика одинаково.
Если вы используете парк настольных принтеров Bambu для изготовления настольных игрушек, миниатюр или косметических безделушек, оставайтесь верны этому методу. НОАК. Он легко печатается, он недорогой и выглядит красиво.
Но я не работаю с настольными игрушками. eptahub.com, Моя команда работает с OEM-производителями, поставщиками первого уровня и серьезными стартапами в сфере аппаратного обеспечения. Когда вы обращаетесь к нам за помощью... быстрое прототипирование для проверки конструкции до При нанесении 15 000 тонн мазута TP4T на стальную литьевую форму, механические свойства вашего прототипа имеют значение.
Если вы дадите инвестору или бета-тестеру функциональный прототип, напечатанный из PLA-пластика, и он оставит его в раскаленной техасской машине, он деформируется и превратится в неузнаваемую лужу. Ваша презентация провалится. Ваша проверка не пройдена.
Когда вам нужен функциональный, ударопрочный и химически стойкий прототип, который заполняет пробел между цифровым CAD-проектированием и серийно выпускаемой деталью, изготовленной методом литья под давлением, мы переводим разговор на... ПЭТГ.
Что именно мы выдавливаем?
Прежде чем говорить о пределе текучести и термической деформации, давайте определим химические понятия. Вы не можете Не стоит разрабатывать продукт, если вы не понимаете, из какого сырья он изготовлен..
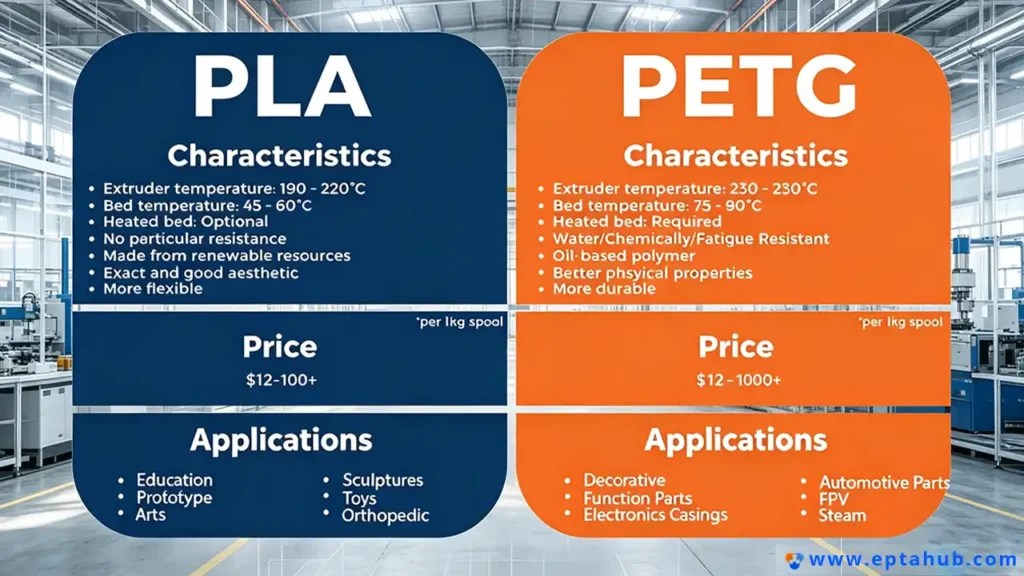
- ПЛА (полимолочная кислота): Это биоразлагаемый термопластик на основе кукурузного крахмала. Он чрезвычайно жесткий, практически не дает усадки при охлаждении (поэтому его так легко печатать), но при этом невероятно хрупкий.

- ПЭТГ (полиэтилентерефталатгликоль): Если взять обычную пластиковую бутылку из-под воды (ПЭТ) и добавить в химическую цепь гликоль, получится ПЭТГ. Гликоль предотвращает кристаллизацию материала и его хрупкость при нагревании. В результате получается высокопрочный, пластичный, химически стойкий промышленный термопластик.

Когда начинающий дизайнер задает мне вопрос, “Почему вы используете PETG вместо PLA?”, Мой ответ прост: Выживаемость.
PLA используется для исследования геометрии. PETG используется для проверки механических свойств.
ПЭТГ против ПЛА: термостойкость
Наиболее катастрофические сбои, которые мы наблюдаем в аутсорсинговой 3D-печати, возникают из-за игнорирования показателя, называемого Температура стеклования (Тг). Это температура, при которой жесткий полимер начинает размягчаться, терять свою структурную целостность и деформироваться под собственным весом. Это не означает, что он плавится в жидкость; это означает, что он физически разрушается как структурный компонент.
- Температура стеклования PLA составляет приблизительно 60°C (140°F).
- Температура стеклования ПЭТГ составляет примерно от 80°C до 85°C (176°F – 185°F).
Давайте применим это к реальному сценарию B2B в Америке. Вы разрабатываете специальный электронный корпус для видеорегистратора, устанавливаемого на приборную панель. Вы печатаете прототип из PLA-пластика. Летом в Финиксе, штат Аризона, температура внутри приборной панели автомобиля легко достигает 71°C (160°F).
Ваш прототип из PLA-пластика провиснет, защелки выйдут из строя, а внутренняя печатная плата выпадет.
Если бы вы распечатали то же самое .ШАГ Если использовать PETG-пластик на eptahub.com, корпус выдержит испытание временем. Он сохранит свою точность размеров при стандартных термических нагрузках. Именно поэтому инженерные компании предпочитают PETG PLA для всего, что будет использоваться на открытом воздухе, подвергаться механическому трению или умеренному нагреву.
Это также отвечает на очень распространенный, весьма специфический вопрос: “Выдерживает ли ПЭТГ кипящую воду?”
Нет. Температура кипящей воды составляет 100 °C (212 °F). Температура стеклования PETG составляет 80 °C. Если опустить деталь из PETG в кипящую воду, она быстро деформируется. Если вам необходимы температуры стерилизации, необходимо перейти от FDM-печати к литью под давлением поликарбоната (PC) или PEEK.
ПЭТГ против ПЛА: прочность (хрупкость против пластичности)
В мире машиностроения существует огромное недопонимание относительно того, что на самом деле означает “прочность”.
Если строго ориентироваться на технические характеристики предельной прочности на разрыв (растягивание пластика до разрыва), то PLA часто показывает немного лучшие результаты. выше чем ПЭТГ. Но эта цифра — ловушка.
PLA обладает высокой жесткостью, но его разрушение приводит к катастрофическим последствиям. Он практически не обладает ударопрочностью. Если уронить корпус из PLA-пластика на бетонный пол цеха, он разобьется, как стекло.
ПЭТГ обладает пластичностью. Он обладает исключительной ударопрочностью. Если ударить молотком по кронштейну из ПЭТГ, он деформируется, согнется и поглотит кинетическую энергию, прежде чем окончательно разорвется.
В промышленном производстве мы предпочитаем детали, которые гнутся, деталям, которые ломаются. Погнутый кронштейн – это заявка на техническое обслуживание; сломанный кронштейн – это катастрофическая поломка, разрушающая всю конструкцию.
Матрица инженерных материалов для FDM-печати
Чтобы помочь вашей команде по закупкам проводить объективные сравнения, мы используем в eptahub.com следующую справочную матрицу при оценке: pla vs petg vs abs vs tpu для функционального прототипирования.
| Материал | Основная инженерная характеристика | Температура стеклования (Tg) | Ударопрочность | Идеальное приложение для B2B-сектора и прототипирования. |
|---|---|---|---|---|
| НОАК | Исключительная точность размеров, высокая жесткость. | 60°C (140°F) | Очень низкая (хрупкая) | Визуальные макеты, модели для презентаций инвесторам, проверки соответствия требованиям без лишнего стресса. |
| ПЭТГ | Отличная химическая стойкость, высокая пластичность. | 80°C (176°F) | Высокий | Коллекторы для перекачки жидкостей, рамы для дронов, корпуса для наружных датчиков. |
| АБС | Высокая термостойкость, возможность последующей обработки. | 105°C (221°F) | Очень высокий | Прототипы автомобильных интерьеров, защелкивающиеся соединения. (Требуются промышленные принтеры закрытого типа) |
| ТПУ | Эластомерная (резиноподобная) гибкость. | сильно различается | Экстремальный | Изготовление прокладок на заказ, виброгасителей, эргономичных формованных элементов. |
Если вы готовитесь к большому объему работы литье под давлением, Мы почти всегда рекомендуем создавать прототип вашей детали в АБС или ПЭТГ. Эти материалы имитируют текучесть и механические свойства стандартных материалов. литье под давлением Смолы намного лучше, чем когда-либо сможет стать PLA.
В чём заключаются недостатки ПЭТГ?
Как опытный инженер-технолог, я никогда не приукрашиваю технические характеристики материалов для отделов закупок. Я не верю в “совершенство”.” инженерные материалы. Любой полимер — это компромисс. Хотя ПЭТГ значительно превосходит ПЛА по износостойкости, он создает серьезные проблемы на производственной площадке.
Если вы передаете 3D-печать на аутсорсинг компании eptahub.com, то это наши проблемы, которыми мы должны заниматься. Но если ваша внутренняя команда разработчиков занимается чем-то другим... petg vs pla bambu При сравнении производительности ваших домашних настольных компьютеров, вот суровая реальность, с которой вам предстоит столкнуться.
1. Тяжелая гигроскопия (питье водой)
ПЭТГ обладает высокой гигроскопичностью. Это означает, что исходный филамент быстро впитывает влагу из воздуха. Если оставить катушку ПЭТГ на столе во влажном помещении на 48 часов, она испортится. Когда насыщенный влагой филамент попадает в сопло принтера, нагретое до 240°C, вода мгновенно закипает и превращается в пар. Это приводит к тому, что пластик трещит, брызгает и пенится, в результате чего получаются структурно слабые детали с ужасными характеристиками. отделка поверхности. На сайте eptahub.com мы используем промышленные сушильные боксы с активной дегидратацией, чтобы поддерживать относительную влажность PETG ниже 15% перед печатью.
2. Натяжение и вытекание (Кошмар терпимости)
Из-за добавления гликоля ПЭТГ при нагревании течет как сироп. Когда сопло принтера перемещается в открытом пространстве (ход перемещения), пластик имеет тенденцию вытекать, оставляя тонкие, похожие на паутину нити по всей детали. Хотя это можно уменьшить с помощью агрессивных настроек ретракции в программном обеспечении CAM, это значительно затрудняет печать очень сложных, требующих высокой точности внутренних геометрических форм (например, резьбовых отверстий M3), чем с использованием ПЛА.
3. Прилипает к основанию (деструктивная адгезия)
ПЭТГ прилипает к печатным поверхностям с ужасающей силой — особенно к стеклу или листам полиэфиримида (ПЭИ). Если неопытный техник не нанесет разделительный состав (например, клей-карандаш или специальную суспензию) перед началом печати, деталь из ПЭТГ навсегда химически прилипнет к стеклянной платформе. Удаление этой детали приведет к тому, что из машины буквально вырвутся куски стекла.
Можно ли пить из стакана из ПЭТГ?
Мне постоянно задают этот вопрос стартапы, занимающиеся разработкой аппаратного обеспечения и пытающиеся создать собственные бутылки для воды, спортивные шейкеры или кухонные гаджеты.
Первичные гранулы ПЭТГ, как правило, считаются соответствующими требованиям FDA для контакта с пищевыми продуктами. Они имеют точно такой же химический состав, как и стандартные бутылки для воды Dasani.
Однако с точки зрения корпоративной ответственности и инженерных решений в США: Нет, пить из чашки, напечатанной на 3D-принтере из ПЭТГ, безопасно нельзя.
Вот как выглядит реальная ситуация в цепочке поставок:
- Технология FDM создает ловушки для бактерий: Технология FDM 3D-печати создает микроскопические зазоры между каждым слоем экструдированного пластика. Эти слоистые линии являются идеальной, трудноочищаемой средой для размножения бактерий. Даже если вы пропустите изделие через посудомоечную машину (чего делать нельзя, поскольку посудомоечная машина нагревается до 70°C и выше и деформирует чашку), бактерии в микротрещинах выживут.
- Загрязнение латунного сопла: Если на заводе не используются сопла из закаленной стали или с рубиновым наконечником, стандартные латунные сопла для 3D-принтеров часто содержат следы свинца для улучшения обрабатываемости. Этот свинец просачивается в горячий пластик.
- Добавки для филамента: Если у вас нет сертифицированного паспорта безопасности материала (MSDS), подтверждающего, что используемый в филаменте краситель соответствует пищевым стандартам FDA, вы подвергаете себя огромной юридической ответственности.
Если вам нужен продукт, безопасный для пищевых продуктов, для создания прототипа вы используете ПЭТГ или тритан. форма, Но затем вы платите eptahub.com за изготовление алюминиевой литьевой формы и отливку готовых деталей с использованием сертифицированных, первичных, медицинских смол в чистом помещении.
Пример из практики: Переход стартапа в сфере робототехники (от технологии FDM к массовому производству)
Рассмотрим реальный пример того, как использование подходящих материалов для прототипирования помогает преодолеть разрыв с массовым производством.
Сценарий: Бостонский стартап в области робототехники разрабатывал автоматизированный складской дрон. Им требовалось сложное, легкое шасси для размещения оптики камеры и датчиков LiDAR. Первоначально они изготовили прототип шасси собственными силами, используя PLA-пластик, чтобы сэкономить деньги.
Катастрофа: Во время демонстрации для инвесторов серии А дрон совершил жесткую посадку на бетонный пол склада. Корпус из PLA-пластика мгновенно разлетелся на куски. Дорогостоящий датчик LiDar вырвался из крепления, уничтожив прототип и остановив демонстрацию.
Решение проблемы с Eptahub: Они связались с нами в панике.
- Мы взяли их
.ШАГфайлы и немедленно перепечатали шасси, используя промышленный ПЭТГ. - Мы отправили прототипы из ПЭТГ за одну ночь. Два дня спустя они провели точно такое же испытание на падение. Корпус из ПЭТГ прогнулся, поглотил кинетическую силу удара и остался целым и невредимым. Инвесторы профинансировали этот раунд.
- Поскольку прототип из PETG успешно подтвердил работоспособность механической конструкции, мы сразу же перешли к технологии быстрого изготовления пресс-форм. Мы изготовили стальную форму P20 за 6500 долларов США и методом литья под давлением произвели 2000 единиц из смеси ABS и поликарбоната. Стоимость единицы продукции снизилась до 2,10 долларов США за шасси.
Понимая механические ограничения своих полимеров, они смогли избежать привлечения инвестиций и плавно перейти к следующему этапу. большой объем производство.
Часто задаваемые вопросы для инженеров: Выбор пластмасс для производства
В1: Мы разрабатываем деталь, которая будет располагаться снаружи. Какой материал лучше использовать: ABS или PETG?
Используйте ПЭТГ. АБС-пластик обладает ужасной устойчивостью к ультрафиолетовому излучению. Если оставить необработанный АБС-пластик на открытом воздухе, ультрафиолетовое излучение солнца разрушает полимерные цепи, в результате чего он желтеет, становится меловидным и хрупким в течение нескольких месяцев. ПЭТГ обладает фантастической естественной устойчивостью к ультрафиолетовому излучению и гораздо лучше переносит воздействие погодных условий на открытом воздухе.
Вопрос 2: Можно ли химически сгладить ПЭТГ, как это можно сделать с АБС-пластиком?
Нет. ABS можно сгладить с помощью паровой обработки ацетоном, который расплавляет внешний слой, придавая ему глянцевую поверхность, похожую на поверхность, полученную при литье под давлением. PETG химически устойчив к ацетону, изопропиловому спирту и большинству распространенных растворителей. Для сглаживания PETG необходимо использовать невероятно опасные химические вещества, такие как дихлорметан или этилацетат, которые мы не рекомендуем для стандартного прототипирования. Если вам нужна гладкая поверхность, необходимо отшлифовать ее вручную или перейти к литью под давлением.
В3: Если мы хотим перейти от PETG FDM от прототипов до литья под давлением, Нужно ли нам перепроектировать CAD-файл?
Да. Для 3D-печати методом FDM не важны “углы уклона” или “равномерная толщина стенок”. Для литья под давлением это важно. Если вы пришлете нам файл FDM с блочной структурой, наши инженеры на eptahub.com проведут анализ DFM (проектирование для производства), чтобы добавить углы уклона (чтобы деталь могла легко извлекаться из стальной формы) и выдолбить толстые участки, чтобы предотвратить образование “усадочных раковин” при охлаждении пластика.
Авторитетные справочники по проектированию и материалам.
Для полного понимания термодинамических и механических свойств этих полимеров вашей инженерной команде следует обратиться к следующим стандартным источникам:
- FDA CFR Раздел 21 (Продукты питания и лекарства)
Для стартапов, занимающихся разработкой аппаратного обеспечения и стремящихся развеять миф о “безопасности для пищевых продуктов”. Раздел 177.1630 прямо охватывает полиэтиленфталатные полимеры (такие как ПЭТ и ПЭТГ) и строгие требования к тестированию на миграцию, необходимые для законной продажи продукции, контактирующей с пищевыми продуктами, в Соединенных Штатах.
Связь: FDA.gov







