











За 12 лет работы в eptahub.com, занимаясь оценкой CAD-геометрий и проверкой рабочих процессов аддитивного производства, я наблюдал, как 3D-печать эволюционировала из хрупкого метода прототипирования в полноценный метод крупносерийного производства. Когда ко мне обращается клиент с очень сложным, мелкосерийным конструкционным компонентом — особенно с внутренними каналами или невозможными геометрическими формами — моя немедленная рекомендация почти всегда заключается в использовании технологии SLS.
Так, Что такое селективное лазерное спекание (SLS)?
Говоря строгими инженерными терминами: SLS — это промышленная технология аддитивного производства (АМ), относящаяся к семейству технологий послойного спекания порошка (PBF). Она использует мощный лазер (обычно углекислотный или волоконный лазер) для точного сплавления микроскопических частиц полимерного порошка в твердую трехмерную структуру на основе цифрового моделирования. САПР модель.
В чём заключается принцип работы SLS?
Когда молодые инженеры задают вопросы, “В чём принцип работы SLS?”, Они часто путают “спекание” с “плавлением”.”
Спекание — это термин из металлургической и полимерной науки. Он обозначает процесс уплотнения и образования твердой массы. материал под воздействием тепла или давления не расплавляя его до состояния разжижения.. Тепло от лазера вызывает слияние внешнего слоя полимерных частиц на молекулярном уровне.
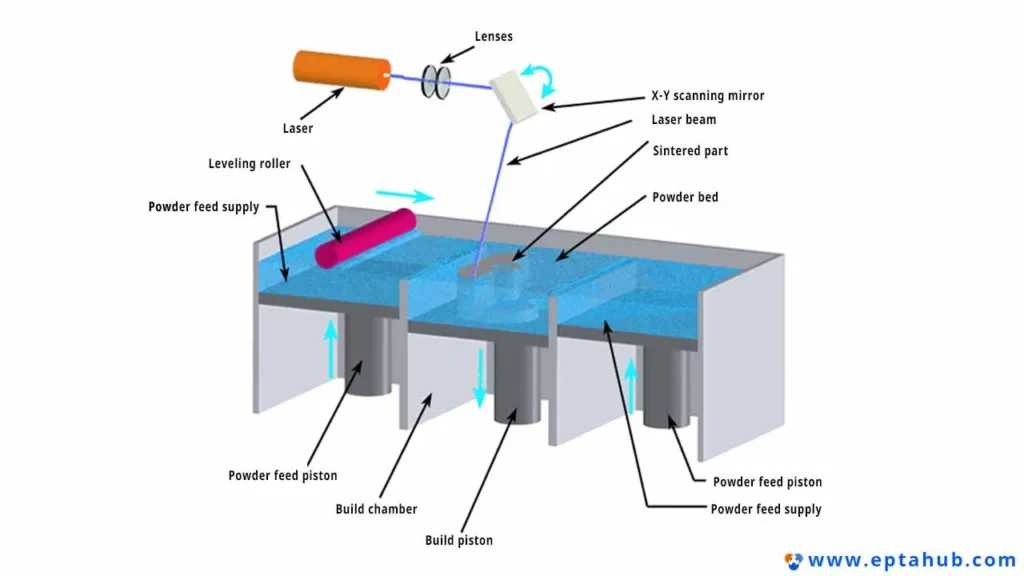
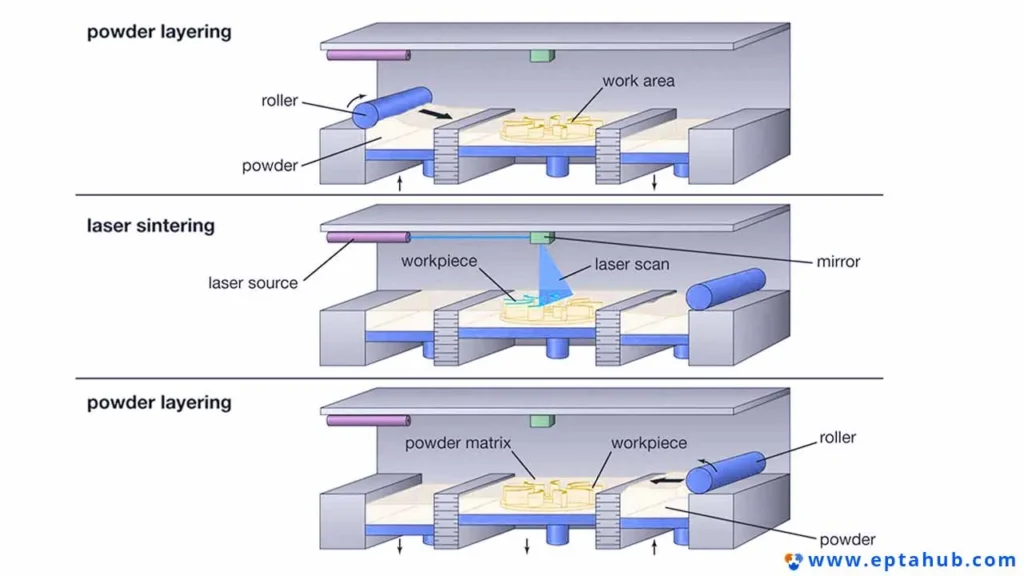
Вот точное пошаговое описание физических принципов работы... процесс селективного лазерного спекания внутри промышленного SLS-принтер:
- Предварительный нагрев (критический этап): Бункер с порошком заполняется определенным полимером (обычно нейлоном). Внутренние нагреватели принтера повышают температуру порошкового слоя до уровня, лишь на долю градуса ниже температуры полимера. температура плавления. Техническая заметка: Предварительный нагрев имеет решающее значение. Если бы лазеру пришлось нагревать порошок от комнатной температуры до точки плавления, быстрое тепловое расширение и сжатие привели бы к катастрофической деформации детали.
- Повторное нанесение покрытия: Валик или лезвие для нанесения покрытия распределяет сверхтонкий слой свежего порошка (обычно толщиной 0,1 мм или 100 микрон) по рабочей платформе.
- Лазерное спекание: Мощный лазер направляется управляемыми компьютером гальванометрами (зеркалами) для точного отслеживания поперечного сечения CAD-модели для конкретного слоя. При попадании лазерного луча на предварительно нагретый порошок он добавляет заключительный импульс тепловой энергии, необходимый для спекания частиц в твердое поперечное сечение.
- Падение по оси Z: Рабочая платформа опускается ровно на толщину одного слоя (0,1 мм).
- Итерация: Устройство для нанесения нового слоя порошка распределяет его по поверхности, после чего лазер снова срабатывает, сплавляя новый слой с расположенным под ним твердым слоем. Этот процесс повторяется тысячи раз, пока внутри “слоя” неспеченного порошка не будет сформирована вся трехмерная деталь.
- Охлаждение и удаление порошка: Один раз законченный, Вся рабочая камера должна медленно охлаждаться, чтобы предотвратить деформацию от термического удара. Затем детали извлекаются из неспеченного порошкового слоя, а рыхлый порошок удаляется с помощью сжатого воздуха и стеклянных шариков.
Преимущества SLS: Отсутствие несущих конструкций.
С точки зрения проектирования для аддитивного производства (DfAM), наиболее важный принцип SLS заключается в следующем: Неспеченный порошок выступает в качестве естественной опорной структуры.
При проектировании для FDM или SLA инженерам приходится тратить часы на создание и удаление вспомогательных опорных конструкций, чтобы предотвратить обрушение нависающих элементов. В SLS же можно напечатать корабль внутри бутылки, переплетающуюся кольчугу или сложные внутренние жидкостные коллекторы, не используя абсолютно никаких опорных конструкций. Твердая деталь просто подвешена в плотно упакованном порошковом слое.
SLS — это металл или пластик?
Один из наиболее распространенных источников путаницы в цепочка поставок Это и есть запрос: SLS — это металл или пластик?
Если говорить техническим языком, используя современную отраслевую терминологию: SLS в строгом смысле означает полимерную (пластиковую) печать.
Хотя физика процесса послойного спекания порошка может быть применена к металлам, аббревиатуры меняются, чтобы подчеркнуть существенную разницу в тепловых требованиях и архитектуре оборудования.
- Если вы печатаете на пластике (нейлоне, ТПУ), это называется... СЛС (Селективное лазерное спекание).
- Если вы печатаете металлами (титаном, алюминием, Нержавеющая сталь), этот процесс называется ДМЛС (Прямое лазерное спекание металла) или СЛМ (Селективное лазерное плавление). (Примечание: Более подробно о DMLS мы поговорим во второй части этого руководства).
Полимеры-«рабочие лошадки» технологии SLS
Когда вы выдаете вексель Материалы При изготовлении детали методом SLS (спекание под давлением) вы в основном работаете с полиамидами (нейлоном).
- PA12 (нейлон 12): Бесспорный лидер в сегменте SLS. Он предлагает превосходные характеристики. предел прочности, Обладает высокой химической стойкостью и невероятно низким влагопоглощением. Это основной материал для функциональных шестерен, шарниров и т.д. автомобильный ограждения.
- PA11 (нейлон 11): Полученный из касторового масла (что делает его более экологичным), PA11 немного более гибкий и обладает значительно большей ударопрочностью, чем PA12. Мы используем его для бамперов дронов или защелкивающихся корпусов, которые должны выдерживать падения.
- Нейлон, армированный стекловолокном (PA12-GF): Благодаря добавлению микроскопических стеклянных шариков в нейлоновый порошок, полученная деталь становится исключительно жесткой и обладает высокой устойчивостью к термической деформации (высокая температура деформации при нагреве). Идеально подходит для компонентов моторного отсека.
- ТПУ (термопластичный полиуретан): Гибкий, похожий на резину порошок, используемый для печати на заказ прокладок, амортизаторов и носимых устройств.
SLS против SLA
При оценке запросов на коммерческие предложения по аддитивному производству на сайте eptahub.com наиболее частым технологическим сравнением является следующее: SLS против SLA (Стереолитография).
Хотя в обоих методах используются лазеры, их физические и инженерные применения являются диаметрально противоположными. В методе SLA жидкая фотополимерная смола отверждается с помощью УФ-лазера, а в методе SLS сухой порошок сплавляется с помощью термического лазера.
Если вы выберете неправильную технологию, ваша деталь либо выйдет из строя механически, либо будет выглядеть ужасно с эстетической точки зрения. Вот техническая матрица, которую мы используем для оценки правильности процесса.
| Инженерный показатель | СЛС (селективное лазерное спекание) | SLA (стереолитография) | Вердикт инженера |
|---|---|---|---|
| Материальная база | Конструкционные термопласты (нейлон). | Термореактивные смолы, отверждаемые УФ-излучением. | Технология SLS ведет себя как настоящий пластик, полученный методом литья под давлением. Технология SLA ведет себя как хрупкий акрил. |
| Механическая прочность | Высокая износостойкость, прочность, ударостойкость. Практически изотропная прочность. | Хрупкий. Склонен к разрушению под воздействием крутящего момента или удара. | Победитель в категории «Механические детали»: SLS. |
| Опорные конструкции | Никаких дополнительных условий не требуется (порошок служит опорой для детали). | Для свесов необходимы обширные и жесткие опоры. | Победитель в категории «Комплексная геометрия»: SLS. |
| Отделка поверхности | Матовая, слегка пористая (как кубик сахара). Видны линии слоев, если не подвергать полировке в барабане. | Идеально гладкая поверхность, сверхвысокое разрешение. Невидимые линии слоев. | Победитель в категории «Косметика/Ювелирные изделия»: SLA. |
| Экологическая стабильность | Отлично. Устойчив к ультрафиолетовому излучению и химическим воздействиям. | Плохое качество. Смолы SLA разрушаются, становятся хрупкими и меняют цвет под воздействием солнечного света (УФ-излучения). | Победитель в категории «Использование на открытом воздухе»: SLS. |
Пример из практики инженерного дела: отказ роботизированного захвата.
Чтобы проиллюстрировать критическую важность понимания SLS, рассмотрим анализ отказов, который мы провели для компании, занимающейся автоматизированной робототехникой.
Сценарий: Заказчик разработал сложнейший пневматический захватный механизм (роботизированный клешнёй) для автоматизированной сборочной линии. Деталь имела внутренние изогнутые воздушные каналы для приведения в действие захватных пальцев, что уменьшало потребность во внешних воздушных шлангах.

Первоначальный сбой (SLA): Первоначально они изготовили прототип и протестировали деталь с помощью промышленного SLA-принтера, поскольку хотели получить гладкую поверхность для воздушных каналов. Однако SLA-смола — это термореактивный пластик. Во время высокоскоростного производственного цикла роботизированная рука врезалась в стальную стойку. Хрупкий SLA-манипулятор разлетелся на дюжину частей, что привело к остановке сборочной линии на 4 часа.
Вторичный отказ (FDM): Чтобы повысить прочность, они перепечатали деталь методом FDM (филаментная печать) с использованием ABS-пластика. Поскольку FDM требует наличия опорных конструкций, сложные внутренние воздушные каналы были заполнены поддерживающим материалом, который невозможно было удалить механически. Пневматический воздушный поток был полностью заблокирован. Кроме того, детали, изготовленные методом FDM, обладают высокой анизотропией (слабы вдоль линий слоев по оси Z), и захватное устройство сломалось вдоль линии слоя под воздействием пневматического давления.
Инженерное решение (SLS): Они загрузили CAD-файл на eptahub.com. Мы немедленно перевели производственный процесс на него. SLS с использованием нейлона PA12.
- Опоры не требуются: Внутренние воздушные каналы напечатаны идеально чистыми, так как неспеченный порошок просто выдувается сжатым воздухом после завершения печати.
- Высокая прочность: Практически изотропная прочность спеченного нейлона 12 означала, что деталь могла выдерживать сильные удары на сборочной линии, не разрушаясь.
- Производственная целесообразность: Благодаря технологии SLS, позволяющей выполнять 3D-размещение деталей (вертикальное размещение деталей в бункере с порошком), мы смогли напечатать 50 концевых захватов за один 24-часовой цикл печати, превратив деталь из “прототипа” в пригодный для серийного производства компонент.
В этом и заключается истинная мощь технологии SLS. Она заполняет пробел между скоростью 3D-печати и механической надежностью. литье под давлением.
Преимущества и недостатки селективного лазерного спекания
Как инженер, я не верю в “идеальные” производственные процессы. Любая технология — это компромисс между скоростью, стоимостью, геометрией и свойствами материала. При внедрении аддитивных технологий... интеграция производства в цепочку поставок На сайте eptahub.com мы должны тщательно взвешивать Преимущества и недостатки селективного лазерного спекания перед утверждением спецификации материалов (BOM).
Инженерные преимущества
- Геометрическая свобода (без опор): Как уже обсуждалось, слой неспеченного порошка действует как полноценная трехмерная опорная структура. Это позволяет инженерам проектировать органические, генеративные топологии, внутренние решетки и сложные каналы для жидкости, которые физически невозможно изготовить с помощью 5-осевого станка. Обработка на станках с ЧПУ или литье под давлением.
- Практически изотропные механические свойства: В отличие от FDM (печати филаментом), где детали сильно подвержены расслоению вдоль оси Z (линии слоев), термическое лазерное спекание в SLS создает практически изотропную деталь. Это означает, что прочность на растяжение и эластичность практически одинаковы в направлениях X, Y и Z.
- Высокопроизводительное 3D-разложение: В технологии SLS вы не ограничены печатью на плоской рабочей платформе. Вы можете “вкладывать” детали в трехмерное пространство, располагая сотни компонентов друг над другом в объеме порошка. Это превращает SLS из инструмента для прототипирования в полноценную машину для серийного производства.
- Без затрат на оснастку: Литье под давлением Для этого требуются стальные или алюминиевые формы (оснастка), которые могут стоить... 10 000 до50 000 штук, а на изготовление уходит 8 недель. Технология SLS не требует оснастки, что делает её идеальным решением. решение для гибкого производства и итеративное проектирование.
Инженерные недостатки
- Внутренняя пористость: Поскольку при SLS происходит сплавление частиц порошка, между ними остаются микроскопические пустоты. Полученная деталь имеет пористость примерно от 5% до 10%. Если спроектировать коллектор для гидравлической жидкости высокого давления, необработанная методом SLS деталь будет пропускать жидкость. Для обеспечения газо- или жидкостной герметичности ее необходимо подвергнуть постобработке (пропитке эпоксидной смолой или сглаживанию паром).
- Термическая усадка и деформация: Нейлон сжимается примерно на 21–31 тонну при охлаждении от точки плавления до комнатной температуры. Хотя программное обеспечение CAM автоматически масштабирует 3D-модель для компенсации, толстые детали остывают медленнее, чем тонкие, что приводит к неравномерной усадке и деформации. Проектирование равномерной толщины стенок имеет решающее значение.
- Качество обработки поверхности: Поверхность детали, полученной методом SLS, после печати на ощупь напоминает кубик сахара или мелкозернистую наждачную бумагу. Хотя она вполне подходит для внутренних механических компонентов, она требует обширной постобработки (виброшлифовка, шлифовка, покраска и т. д.). сглаживание пара) если требуется косметическое покрытие, предназначенное для потребителя.
- Нормы обновления порошка (операционные издержки): Невозможно бесконечно использовать неспеченный порошок, оставшийся в слое полимера. Длительное воздействие высоких температур снижает молекулярную массу полимера. Для поддержания механической прочности производителям приходится смешивать примерно от 30% до 50% “первичного” (нового) порошка с переработанным порошком для каждой отдельной сборки. Это делает эксплуатационные расходы (OpEx) SLS довольно высокими.
От прототипа до серийного производства: каковы типичные области применения SLS?
Десять лет назад ответ на вопрос “Каковы типичные области применения SLS?” было строго быстрое прототипирование. Сегодня, благодаря достижениям в области материалов, технология SLS прочно закрепилась в конечном производстве.
При поиске Применение селективного лазерного спекания, Обратите внимание на отрасли, где первостепенное значение имеют малый или средний объем производства, высокая сложность и облегчение конструкции.
- Воздуховоды для аэрокосмической и автомобильной промышленности: Поскольку технология SLS позволяет создавать сложные тонкостенные, извилистые конструкции без внутренних опорных конструкций, она является наиболее подходящей. стандарт для производства воздуховодов для систем кондиционирования воздуха (ECS) на заказ в самолетах или впускных коллекторов на заказ для гоночных автомобилей.
- Производство мостов: Если для запуска продукта требуется немедленное производство 500 единиц, но... литье под давлением Оснастка будет готова только через два месяца, поэтому компании используют SLS, чтобы “заполнить этот пробел”. Они печатают первые 500 единиц, чтобы вовремя вывести их на рынок, а затем переходят к литью под давлением для массового производства.
- Изготовление ортопедических и протезных изделий на заказ: Технология SLS идеально подходит для массовой индивидуализации продукции. Сканирование конечности пациента и печать идеально повторяющей контуры, легкой нейлоновой ортезы или протезной гильзы из PA12 теперь является стандартным клиническим процессом.

- Производственные приспособления и шаблоны: На заводах используют технологию SLS для печати нестандартных лотков для раскроя, захватных пальцев роботов (концевых манипуляторов) и приспособлений для выравнивания сборочных узлов. Использование нейлона, армированного стекловолокном (PA12-GF), обеспечивает необходимую жесткость для работы в условиях заводского цеха.
- Защелкивающиеся и шарнирные соединения: Исключительная пластичность и устойчивость к усталости PA11 и PA12 делают SLS лучшим методом 3D-печати для корпусов, требующих гибких защелкивающихся защелок или шарниров, которые необходимо открывать и закрывать тысячи раз.
Металлический аналог: прямое лазерное спекание металла (DMLS)
Ранее мы уточнили, что SLS используется исключительно для полимеров. Однако вы часто будете встречать этот термин. Прямое лазерное спекание металла (DMLS) или Селективное лазерное плавление (SLM).
Хотя базовая архитектура (лазер + порошковый слой) схожа, на практике все совершенно иначе.
- Разница в энергии: Для плавления нейлона требуется CO2-лазер относительно малой мощности (примерно от 30 до 100 Вт). Для плавления титана или инконеля требуются чрезвычайно мощные волоконные лазеры (от 400 до 1000+ Вт).
- Парадокс опорной конструкции: В полимерном SLS-слое неспеченный порошок служит подложкой для детали. В DMLS ОБЯЗАТЕЛЬНО нужно проектировать несущие конструкции из тяжелых металлов. Почему? Потому что при плавлении металла остаточные термические напряжения настолько велики, что по мере охлаждения и сжатия металл буквально отрывается от рабочей платформы или сворачивается в шар. Металлические опоры в технологии DMLS действуют как тепловые якоря, приваривая деталь к массивной стальной рабочей платформе и удерживая ее в плоском положении во время печати.
- Окружающая среда: Технология DMLS должна осуществляться в строго контролируемой инертной атмосфере (насыщенной аргоном). Если направить лазер мощностью 1000 ватт на слой мелкодисперсного титанового порошка в присутствии кислорода, вы не получите деталь, а произойдет катастрофический взрыв.
Расшифровка цены 3D-принтера SLS
Отделы закупок часто ищут цена 3D-принтера SLS Надеясь внедрить эту технологию собственными силами, мы столкнулись с серьезным ценовым шоком. Стоимость SLS-технологии включает в себя не только принтер, но и инфраструктуру.
1. Традиционные промышленные системы SLS (100,000−500,000+)
Системы от таких традиционных производителей, как EOS или 3D Systems, представляют собой массивные промышленные машины, предназначенные для круглосуточного заводского производства.
- Принтер: 150 тыс. тонн500 тыс.
- Инфраструктура: Для этого требуются специальные системы отопления, вентиляции и кондиционирования воздуха, мощные генераторы азота (для вытеснения кислорода в рабочей камере и предотвращения сгорания порошка), а также автоматизированные станции для просеивания и смешивания порошка.
- Вердикт: Подходит только для специализированных сервисных центров или крупных корпоративных научно-исследовательских лабораторий.
2. Революция настольных/компактных SLS-систем (15 000−40,000)
В последние годы такие компании, как Formlabs (с моделью Fuse 1) и Sinterit, произвели революцию на рынке, представив компактные настольные системы SLS.
- Принтер: Как правило 15,000to25,000.
- Инфраструктура: Они оснащены интегрированными станциями рекуперации порошка (дополнительно $10,000) и часто работают от стандартного источника питания без необходимости использования промышленных генераторов азота (некоторые используют систему отрицательного давления).
- Вердикт: Это сделало технологию SLS доступной для средних инженерных фирм и местных механических мастерских. Однако объемы печати у них значительно меньше, а скорость лазера существенно ниже, чем у промышленных аналогов.
Мнение инженера: Указание SLS в спецификации материалов.
Селективное лазерное спекание — это не панацея, но это наиболее близкий к настоящему методу структурного производства вариант в индустрии аддитивного производства.
При указании технологии SLS на чертеже для eptahub.com вы обходите хрупкость технологии SLA и геометрические ограничения технологии FDM. Вы используете механическую прочность нейлона инженерного класса и максимальную свободу проектирования благодаря отсутствию опорных конструкций.
Однако для успеха необходим строгий подход к проектированию для аддитивного производства (DfAM). Необходимо учитывать термическую усадку, проектировать равномерную толщину стенок и принимать во внимание стоимость постобработки, если требуется косметическая отделка. При правильном внедрении SLS позволит сократить сроки поставки и изготавливать геометрические формы, которые ранее считались невозможными.
Ссылки
Для внедрения технологии SLS в официальные системы управления качеством (СУК) вашей компании и обеспечения стандартизированного производства деталей, пожалуйста, обратитесь к следующим международным стандартам:
- ISO/ASTM 52900:2021 (Аддитивное производство — Общие принципы — Терминология)
Основной документ, который юридически и технически определяет технологию послойного спекания порошка (PBF) и разграничивает терминологию SLS, SLM и SLA. Обязательно к прочтению для специалистов по техническим закупкам.
Связь: ISO.org – ISO/ASTM 52900 - ASTM F3311 – Стандартная спецификация для аддитивного производства – Рекомендации по проектированию деталей
Предоставляет весьма специфические инженерные рекомендации по проектированию деталей, предназначенных для послойного спекания порошка, включая минимальную толщину стенок, диаметры отверстий и требования к выходным отверстиям для неспеченного порошка.
Связь: ASTM.org







