











In my 12 years of evaluating CAD geometries and validating additive manufacturing workflows at eptahub.com, I have watched 3D printing evolve from a brittle prototyping gimmick into a legitimate, high-volume production method. When a client comes to me with a highly complex, low-volume structural component—especially one with internal channels or impossible geometries—my immediate recommendation is almost always SLS.
ดังนั้น, what is selective laser sintering (SLS)?
To put it in strict engineering terms: SLS is an industrial Additive Manufacturing (AM) technology belonging to the Powder Bed Fusion (PBF) family. It utilizes a high-powered laser (typically a carbon dioxide or fiber laser) to precisely fuse microscopic particles of polymer powder into a solid, three-dimensional structure based on a digital CAD model.
What is the Principle of SLS?
When junior engineers ask, “What is the principle of SLS?”, they often confuse “sintering” with “melting.”
Sintering is a metallurgical and polymer science term. It refers to the process of compacting and forming a solid mass of วัสดุ by heat or pressure without melting it to the point of liquefaction. The heat from the laser causes the outer layer of the polymer particles to fuse together at the molecular level.
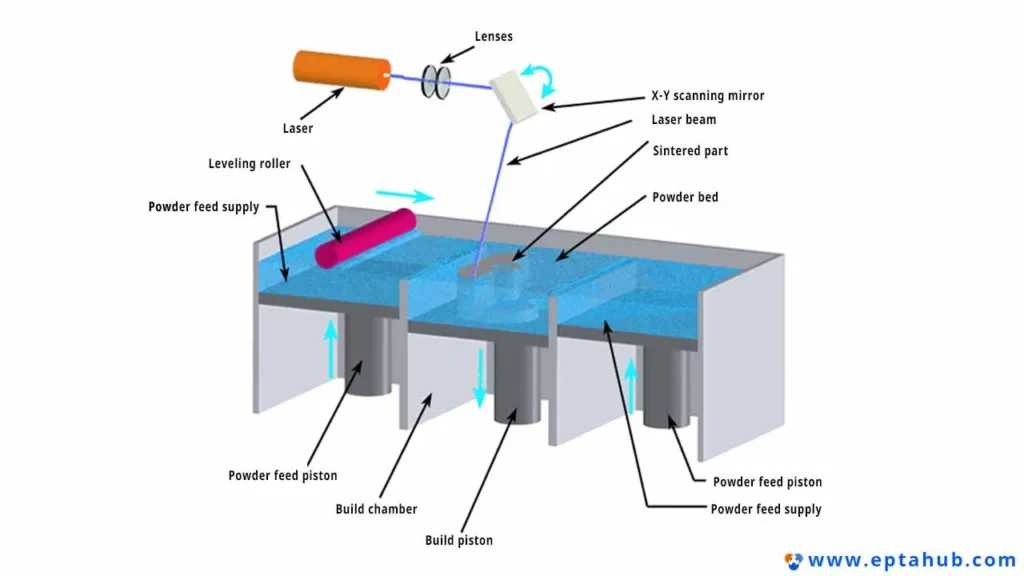
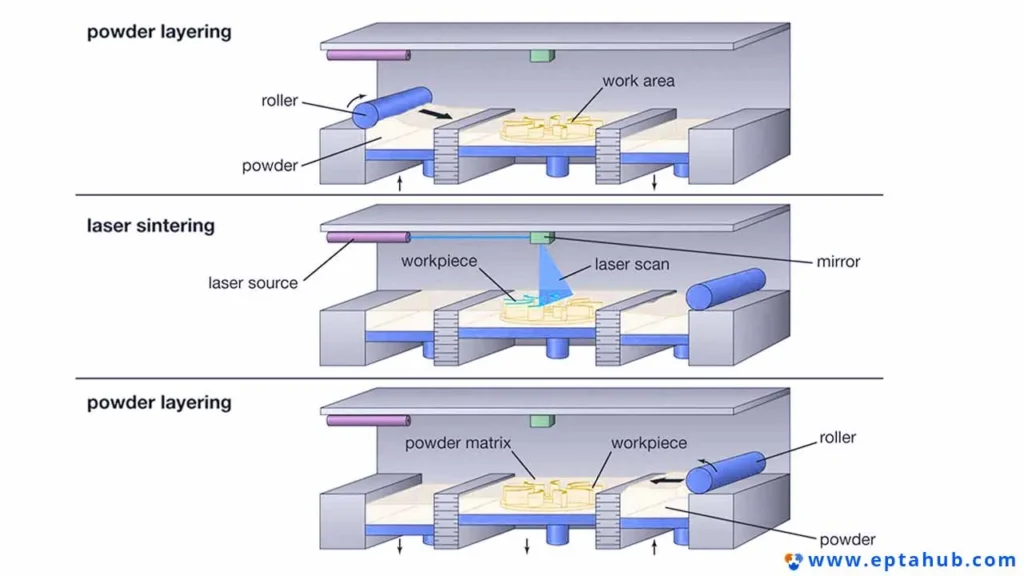
Here is the exact step-by-step physics of the selective laser sintering process inside an industrial SLS printer:
- Pre-Heating (The Critical Step): The powder bin is filled with a specific polymer (usually Nylon). The printer’s internal heaters raise the ambient temperature of the powder bed to just a fraction of a degree below the polymer’s จุดหลอมเหลว. Engineering Note: This pre-heating is crucial. If the laser had to heat the powder from room temperature to melting point, the rapid thermal expansion and contraction would cause the part to warp catastrophically.
- Recoating: A roller or recoater blade spreads an ultra-thin layer of fresh powder (typically 0.1mm or 100 microns thick) across the build platform.
- Laser Sintering: A high-intensity laser is directed by computer-controlled galvanometers (mirrors) to trace the exact cross-section of the CAD model for that specific layer. As the laser hits the pre-heated powder, it adds the final burst of thermal energy needed to sinter the particles together into a solid cross-section.
- Z-Axis Drop: The build platform lowers by precisely one layer thickness (0.1mm).
- Iteration: The recoater spreads a new layer of powder, and the laser fires again, fusing the new layer to the solid layer beneath it. This process repeats thousands of times until the full 3D part is built inside a “cake” of unsintered powder.
- Cooling and Depowdering: Once finished, the entire build chamber must cool down slowly to prevent thermal shock warping. The parts are then excavated from the un-sintered powder bed, and the loose powder is blasted off using compressed air and glass beads.
SLS Advantage: Zero Support Structures
From a Design for Additive Manufacturing (DfAM) perspective, the most profound principle of SLS is this: The un-sintered powder acts as a natural support structure.
When designing for FDM or SLA, engineers must waste hours generating and removing sacrificial support scaffolds to prevent overhangs from collapsing. In SLS, you can print a ship inside a bottle, interlocking chainmail, or complex internal fluid manifolds with absolutely zero support structures. The solid part is simply suspended in the densely packed powder bed.
Is SLS Metal or Plastic?
One of the most common points of confusion in the supply chain is the query: Is SLS metal or plastic?
To be technically precise in today’s industry terminology: SLS strictly refers to polymer (plastic) printing.
While the physics of powder bed fusion can be applied to metals, the acronyms change to distinguish the massive difference in thermal requirements and machine architecture.
- If you are printing plastics (Nylons, TPU), it is called เอสแอลเอส (Selective Laser Sintering).
- If you are printing metals (Titanium, Aluminum, สแตนเลสสตีล), the process is called DMLS (Direct Metal Laser Sintering) or SLM (Selective Laser Melting). (Note: We will dive deeper into DMLS in Part 2 of this guide).
The Workhorse Polymers of SLS
When you issue a Bill of วัสดุ (BOM) for an SLS part, you are primarily working with polyamides (Nylons).
- PA12 (Nylon 12): The undisputed king of SLS. It offers excellent tensile strength, high chemical resistance, and incredibly low moisture absorption. It is the default material for functional gears, living hinges, and ยานยนต์ enclosures.
- PA11 (Nylon 11): Sourced from castor oil (making it more eco-friendly), PA11 is slightly more flexible and possesses significantly higher impact resistance than PA12. We specify this for drone bumpers or snap-fit enclosures that must survive drops.
- Glass-Filled Nylons (PA12-GF): By mixing microscopic glass spheres into the nylon powder, the resulting part becomes exceptionally stiff and highly resistant to thermal deformation (high Heat Deflection Temperature). Perfect for engine bay components.
- TPU (Thermoplastic Polyurethane): A flexible, rubber-like powder used for printing custom gaskets, shock absorbers, and wearable tech.
SLS vs SLA
When evaluating an additive manufacturing RFQ at eptahub.com, the most frequent technological shootout is SLS vs SLA (Stereolithography).
While both use lasers, their physics and engineering applications are polar opposites. SLA cures liquid photopolymer resin with a UV laser, while SLS fuses dry powder with a thermal laser.
If you choose the wrong technology, your part will either fail mechanically or look cosmetically awful. Here is the technical matrix we use to evaluate the correct process.
| เมตริกทางวิศวกรรม | SLS (การเผาผนึกด้วยเลเซอร์แบบเลือกเฉพาะจุด) | SLA (สเตอริโอลิโทกราฟี) | คำวินิจฉัยของวิศวกร |
|---|---|---|---|
| Material Base | Engineering Thermoplastics (Nylon). | UV-Cured Thermoset Resins. | SLS behaves like actual injection-molded plastic. SLA behaves like brittle acrylic. |
| Mechanical Strength | Highly durable, tough, impact-resistant. Near-isotropic strength. | Brittle. Prone to shattering under torque or impact. | Winner for Mechanical Parts: SLS. |
| โครงสร้างรองรับ | None required (powder supports the part). | Extensive, rigid supports required for overhangs. | Winner for Complex Geometry: SLS. |
| การตกแต่งพื้นผิว | Matte, slightly porous (like a sugar cube). Visible layer lines if un-tumbled. | Glass-smooth, ultra-high resolution. Invisible layer lines. | Winner for Cosmetics/Jewelry: SLA. |
| Environmental Stability | Excellent. UV stable, chemically resistant. | Poor. SLA resins degrade, become brittle, and discolor under sunlight (UV exposure). | Winner for Outdoor Use: SLS. |
Engineering Case Study: The Robotic End-Effector Failure
To illustrate the critical importance of understanding SLS, let’s look at a failure analysis we conducted for an automation robotics company.
สถานการณ์จำลอง: The client designed a highly complex pneumatic end-effector (a robotic gripper claw) for an automated assembly line. The part featured internal, curving air channels to actuate the gripper fingers, reducing the need for external air hoses.

The Initial Failure (SLA): They initially prototyped and tested the part using an industrial SLA printer because they wanted a smooth finish for the air channels. However, SLA resin is a thermoset plastic. During a high-speed production cycle, the robotic arm crashed into a steel stanchion. The brittle SLA end-effector shattered into a dozen pieces, shutting down the assembly line for 4 hours.
The Secondary Failure (FDM): Trying to add strength, they reprinted it using FDM (filament printing) with ABS plastic. Because FDM requires support structures, the complex internal air channels were filled with support material that was impossible to mechanically remove. The pneumatic air flow was completely blocked. Furthermore, FDM parts are highly anisotropic (weak along the Z-axis layer lines), and the gripper snapped along a layer line under the load of the pneumatic pressure.
The Engineering Resolution (SLS): They brought the CAD file to eptahub.com. We immediately shifted the manufacturing process to SLS using PA12 Nylon.
- No Supports Needed: The internal air channels printed perfectly clean, as the unsintered powder simply blew out with compressed air after the build.
- High Strength: The near-isotropic toughness of the sintered Nylon 12 meant the part could survive blunt impacts on the assembly line without shattering.
- Production Viability: Because SLS allows for 3D nesting (stacking parts vertically in the powder bin), we were able to print 50 end-effectors in a single 24-hour build cycle, moving the part from a “prototype” to a viable end-use production component.
This is the true power of SLS. It bridges the gap between the speed of 3D printing and the mechanical reliability of การฉีดขึ้นรูป.
Selective Laser Sintering Advantages and Disadvantages
As an engineer, I do not believe in “perfect” manufacturing processes. Every technology is a compromise between speed, cost, geometry, and material properties. When integrating additive manufacturing into a supply chain at eptahub.com, we must rigorously weigh the selective laser sintering advantages and disadvantages before approving a Bill of Materials (BOM).
The Engineering Advantages
- Geometric Freedom (No Supports): As discussed, the unsintered powder bed acts as a full 3D support structure. This allows engineers to design organic, generative topologies, internal lattices, and complex fluid channels that are physically impossible to manufacture via 5-axis การตัดเฉือนด้วยเครื่อง CNC or injection molding.
- Near-Isotropic Mechanical Properties: Unlike FDM (filament printing), where parts are highly prone to delamination along the Z-axis (layer lines), the thermal laser fusion in SLS creates a near-isotropic part. This means the tensile strength and elasticity are nearly identical in the X, Y, and Z directions.
- High-Volume 3D Nesting: In SLS, you are not limited to printing on a flat build plate. You can “nest” parts in 3D space, stacking hundreds of components above each other in the powder volume. This turns SLS from a prototyping tool into a legitimate batch-production machine.
- No Tooling Costs: การฉีดขึ้นรูป requires steel or aluminum molds (tooling) that can cost 10,000 ถึง50,000 and take 8 weeks to machine. SLS requires zero tooling, making it the ultimate solution for agile manufacturing and iterative design.
The Engineering Disadvantages
- Inherent Porosity: Because SLS fuses powder particles, microscopic voids remain between them. The resulting part is roughly 5% to 10% porous. If you design a manifold for high-pressure hydraulic fluid, an untreated SLS part will weep fluid. It must be post-processed (infiltrated with epoxy or vapor-smoothed) to become gas or liquid-tight.
- Thermal Shrinkage and Warpage: Nylon shrinks by approximately 2% to 3% as it cools from its melting point down to room temperature. While CAM software automatically scales the 3D model up to compensate, thick geometries cool slower than thin geometries, leading to differential shrinkage and warping. Designing uniform wall thicknesses is critical.
- Surface Finish: The “as-printed” surface of an SLS part feels like a sugar cube or fine sandpaper. While perfectly acceptable for internal mechanical components, it requires extensive post-processing (vibro-tumbling, sanding, painting, or vapor smoothing) if a cosmetic, consumer-facing finish is required.
- Powder Refresh Rates (OpEx Cost): You cannot endlessly reuse the unsintered powder left in the bed. The prolonged heat exposure degrades the polymer’s molecular weight. To maintain mechanical strength, manufacturers must mix roughly 30% to 50% “virgin” (new) powder with the recycled powder for every single build. This makes the Operating Expenditure (OpEx) of SLS quite high.
From Prototype to Production: What Are Typical Uses for SLS?
Ten years ago, the answer to “What are typical uses for SLS?” was strictly การสร้างต้นแบบอย่างรวดเร็ว. Today, thanks to material advancements, SLS is heavily entrenched in end-use production.
When searching for selective laser sintering applications, look at industries where low-to-medium volume, high-complexity, and lightweighting are paramount.
- Aerospace & Automotive Ducting: Because SLS allows for complex, thin-walled, winding geometries without internal support structures, it is the มาตรฐาน for producing custom environmental control system (ECS) air ducts in aircraft, or custom intake manifolds in performance racing.
- Bridge Manufacturing: If a product launch requires 500 units immediately, but the การฉีดขึ้นรูป tooling won’t be ready for two months, companies use SLS to “bridge the gap.” They print the first 500 units to hit the market on time, then switch to injection molding for mass production.
- Custom Medical Orthotics & Prosthetics: SLS is perfect for mass customization. Scanning a patient’s limb and printing a perfectly contoured, lightweight PA12 Nylon brace or prosthetic socket is now a standard clinical workflow.

- Manufacturing Jigs and Fixtures: Factories use SLS to print custom nesting trays, robotic gripper fingers (end-effectors), and assembly alignment jigs. Using Glass-Filled Nylon (PA12-GF) provides the rigidity needed for factory floor abuse.
- Snap-Fits and Living Hinges: The exceptional ductility and fatigue resistance of PA11 and PA12 make SLS the best 3D printing method for enclosures that require flexible snap-fit clips or living hinges that must be opened and closed thousands of times.
The Metal Counterpart: Direct Metal Laser Sintering (DMLS)
Earlier, we clarified that SLS is strictly for polymers. However, you will frequently encounter the term direct metal laser sintering (DMLS) หรือ Selective Laser Melting (SLM).
While the fundamental architecture (laser + powder bed) is similar, the engineering reality is entirely different.
- The Energy Difference: Melting Nylon requires a relatively low-power CO2 laser (~30 to 100 Watts). Melting Titanium or Inconel requires massively powerful Fiber lasers (400 to 1,000+ Watts).
- The Support Structure Paradox: In polymer SLS, the unsintered powder supports the part. In DMLS, you MUST design heavy metal support structures. Why? Because when you melt metal, the thermal residual stresses are so violent that as the metal cools and shrinks, it will literally rip itself off the build plate or curl into a ball. The metal supports in DMLS act as thermal anchors, welding the part to the massive steel build plate to hold it flat during printing.
- สิ่งแวดล้อม: DMLS must occur in a strictly controlled, inert atmosphere (flooded with Argon gas). If you fire a 1,000-watt laser into a bed of fine Titanium powder in the presence of oxygen, you do not get a part; you get a catastrophic explosion.
Decoding the SLS 3D Printer Price
Procurement teams frequently search for the sls 3d printer price hoping to bring the capability in-house, only to experience severe sticker shock. The cost of SLS is not just the printer; it is the infrastructure.
1. Traditional Industrial SLS Systems (100,000−500,000+)
Systems from legacy manufacturers like EOS or 3D Systems are massive, industrial-grade machines designed for 24/7 factory production.
- The Printer: 150kto500k.
- The Infrastructure: These require dedicated HVAC systems, massive nitrogen gas generators (to displace oxygen in the build chamber and prevent powder combustion), and automated powder sifting/mixing stations.
- Verdict: Only viable for dedicated service bureaus or massive enterprise R&D labs.
2. The Benchtop/Compact SLS Revolution (15,000−40,000)
In recent years, companies like Formlabs (with the Fuse 1) and Sinterit have disrupted the market by introducing compact, “benchtop” SLS systems.
- The Printer: Typically 15,000to25,000.
- The Infrastructure: They have integrated powder recovery stations (an additional $10,000) and often run on standard power without requiring industrial nitrogen generators (some use a negative pressure system).
- Verdict: This has made SLS accessible to mid-sized engineering firms and local machine shops. However, their build volumes are much smaller, and the laser speed is significantly slower than industrial counterparts.
Engineer’s Verdict: Specifying SLS in Your BOM
Selective Laser Sintering is not a magic bullet, but it is the closest thing the additive manufacturing industry has to a true structural production method.
When you specify SLS on a drawing for eptahub.com, you are bypassing the brittle nature of SLA and the geometric limitations of FDM. You are leveraging the mechanical robustness of engineering-grade Nylons and the ultimate design freedom of zero support structures.
However, success requires rigorous Design for Additive Manufacturing (DfAM). You must account for thermal shrinkage, design uniform wall thicknesses, and acknowledge the cost of post-processing if you require a cosmetic finish. When deployed correctly, SLS will collapse your supply chain lead times and allow you to manufacture geometries that were previously considered impossible.
เอกสารอ้างอิง
To implement SLS into your company’s official quality management systems (QMS) and ensure standardized part production, please refer to the following international standards:
- ISO/ASTM 52900:2021 (Additive Manufacturing — General Principles — Terminology)
The foundational document that legally and technically defines Powder Bed Fusion (PBF) and separates the terminology of SLS from SLM and SLA. Mandatory reading for technical procurement.
ลิงก์: ISO.org – ISO/ASTM 52900 - ASTM F3311 – Standard Specification for Additive Manufacturing – Part Design Guidelines
Provides highly specific engineering guidelines for designing parts specifically for Powder Bed Fusion, including minimum wall thicknesses, hole diameters, and escape hole requirements for unsintered powder.
ลิงก์: ASTM.org







