











In my 12 years of managing rapid prototyping and mass-production supply chains at eptahub.com, nothing frustrates me more than a client asking, “Can we just 3D print this?”
To a mechanical engineer, “3D printing” is a useless, consumer-grade buzzword. It is the equivalent of asking a surgeon if they can “use a knife.” Which knife? A scalpel or a bone saw?
In the industrial manufacturing sector, we do not use the term 3D printing; we use Additive Manufacturing (AM). When you ask, “How many types of additive manufacturing are there?”, the answer is not a matter of opinion or corporate branding. The answer is exactly seven.
The global authority on this is the ASTM F42 – additive manufacturing committee. They stripped away all the proprietary marketing acronyms from Stratasys, 3D Systems, and EOS, and mathematically categorized every additive technology on earth based on its fundamental physics and state changes.
If you do not know the difference between a photopolymerization reaction and a directed energy deposition melt pool, you will choose the wrong technology, your part will catastrophically fail under load, and you will waste tens of thousands of dollars.
The ASTM F42 Engineering Matrix: The 7 Categories
Before we dive into the thermodynamic physics of each process, you must memorize the global standard. Below is the strict engineering matrix defining the 7 types of additive manufacturing, their common industry acronyms, and their material states.
| ASTM F42 Category | Common Acronyms / Trade Names | Состояние первичного материала | Phase Change / Fusion Mechanism | Primary Engineering Application |
|---|---|---|---|---|
| 1. Material Extrusion | FDM, FFF | Solid Polymer Wire | Thermal Melt (Extrusion) | Rapid jigs, fixtures, low-cost structural prototypes. |
| 2. Powder Bed Fusion | SLS, DMLS, SLM, EBM | Polymer or Metal Powder | Laser/Electron Beam Sintering | Aerospace, medical implants, complex internal geometries. |
| 3. Vat Photopolymerization | SLA, DLP, MSLA | Жидкая фотополимерная смола | UV Light Photochemical Cure | Micro-fluidics, dental aligners, high-tolerance molds. |
| 4. Material Jetting | PolyJet, DOD | Liquid Droplets | UV Light Cure / Thermal Cooling | Multi-material, full-color anatomical or aesthetic models. |
| 5. Binder Jetting | MBJ, Sand Binder Jetting | Powder (Metal, Sand) | Liquid Chemical Binding Agent | High-volume green metal parts, massive sand casting molds. |
| 6. Directed Energy Deposition | DED, LENS, EBAM | Metal Wire or Powder | Laser/Plasma Melt Pool | Repairing massive turbine blades, adding features to CNC parts. |
| 7. Sheet Lamination | LOM, UAM | Solid Paper, Metal Foil | Ultrasonic Welding / Adhesive | Hybrid manufacturing, embedding electronics into metal. |
Type 1: Material Extrusion (The Baseline)
When the general public thinks of examples of additive manufacturing, they are invariably thinking of Material Extrusion (commonly known as FDM).
- Физика: A solid thermoplastic filament (like ABS, Polycarbonate, or Carbon-Fiber Nylon) is pushed through a heated nozzle. The machine draws a 2D cross-section, raises the Z-axis, and deposits the next layer on top.
- Реальность инженерного дела: While cheap and accessible, it is fundamentally anisotropic. Because the part is built by stacking semi-molten lines of plastic, the Z-axis (the bond between the layers) is a massive structural weak point. At eptahub.com, we never use Material Extrusion for pressure vessels or components subjected to multi-directional shear forces. We use it almost exclusively for manufacturing line jigs, alignment fixtures, and basic form-factor validation.
Type 2: Powder Bed Fusion (The Industrial Powerhouse)
If you are researching types of metal additive manufacturing or looking for highly functional polymer parts, Powder Bed Fusion (PBF) is the undisputed king of the factory floor.
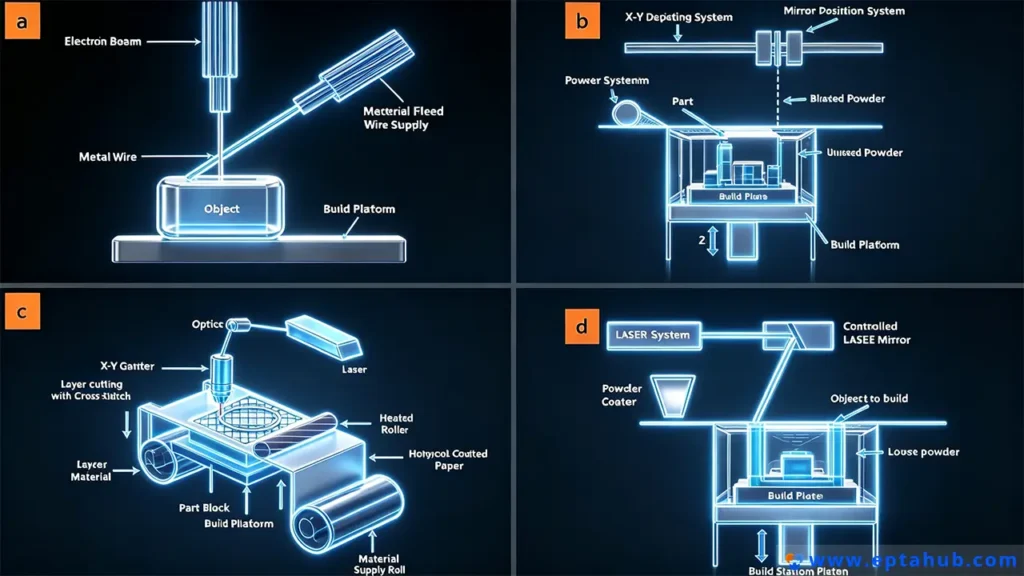
- Физика: A recoater blade spreads a microscopic layer of powder (typically 20 to 50 microns thick) across a build plate. A high-wattage laser (or electron beam) fires down, tracing the cross-section of the CAD model. The thermal energy of the laser instantly melts the powder, fusing it into a solid mass. The bed lowers, a new layer of powder is spread, and the process repeats.
- Реальность инженерного дела: For polymers, we use Селективное лазерное спекание (SLS) with Nylon (PA12). For metals, we use Прямое лазерное спекание металла (DMLS) with Titanium, Inconel, or Aluminum.
- The Ultimate Advantage: PBF is entirely self-supporting. Because the part is being built inside a dense cake of un-sintered powder, you do not need to print support structures. This allows engineers to design impossibly complex internal geometries—like conformal cooling channels inside литьевые формы or lattice structures inside aerospace brackets—that could never be manufactured using traditional 5-axis CNC machining.
Type 3: Vat Photopolymerization (The Micron-Level Precision)
When dimensional tolerances and отделка поверхности override all other mechanical requirements, we abandon thermal melting and turn to photochemistry.
- Физика: A build platform descends into a vat of toxic, liquid photopolymer resin. A UV laser (SLA) or a digital UV projector screen (DLP) flashes light upward through the bottom of the vat. When the UV light hits the resin, it triggers a photochemical reaction, instantly cross-linking the liquid monomers into a solid polymer layer.
- Реальность инженерного дела: This is one of the oldest additive manufacturing methods, but it remains the most precise. We can achieve layer heights of 10 microns (0.01mm).
- The Drawback: Photopolymers are notoriously brittle. Furthermore, because they are reactive to UV light, if you leave an SLA part outside in the sun, it will continue to cross-link, become hyper-brittle, and eventually shatter. We use this strictly for micro-fluidic testing, high-precision investment casting master patterns, and aesthetic modeling where a glass-smooth surface is mandatory.
Engineering Case Study: The High-Pressure Hydraulic Manifold
To understand why knowing the types of additive manufacturing process is critical to preventing catastrophic failure, let us examine a failure analysis I conducted for a Tier-2 aerospace supplier looking to utilize eptahub.com’s manufacturing network.
Сценарий: The client wanted to redesign a complex aluminum hydraulic manifold. To save weight, their design engineering team hollowed out the block, creating complex internal, sweeping fluid channels to eliminate the harsh 90-degree internal intersections caused by traditional deep-hole drilling.
The junior engineer assigned to the project looked up advantages of additive manufacturing, saw that Струйная печать связующим веществом (Type 5) was highly cost-effective and fast for metals, and ordered 50 prototypes in 316L Нержавеющая сталь.

Провал: The parts arrived, looking geometrically perfect. The technicians installed the first manifold onto the test rig and pressurized the hydraulic fluid to 3,000 PSI.
Within seconds, the manifold began “sweating” hydraulic fluid directly through the solid steel walls. The part didn’t explode; it simply leaked like a sponge.
Первопричина с инженерной точки зрения:
The junior engineer did not understand the physics of the chosen AM category.
Струйная печать связующим веществом does not melt the metal. It uses an inkjet head to spray liquid glue onto metal powder, creating a fragile “green” part. The part is then placed in a sintering furnace to burn out the glue and fuse the metal. However, this process inherently leaves microscopic voids in the material. A standard Binder Jetted part is only about 95% to 97% dense. It is literally porous. Under 3,000 PSI, the hydraulic fluid easily found paths through those microscopic voids.
Решение:
We scrapped the entire batch. I immediately transferred the CAD file to our Powder Bed Fusion (DMLS) department.
DMLS utilizes a 400-watt fiber laser to achieve full metallurgical melting of the powder bed. The resulting part is 99.9% dense, with a mechanical grain structure equal to, or sometimes superior to, cast metal.
We printed the manifolds using DMLS Aluminum (AlSi10Mg). We installed them on the rig, pressurized them to 4,500 PSI, and held it for 24 hours. Zero pressure drop. Zero leaks.
Additive manufacturing is not magic. It is strict materials science. If you choose the wrong category from the ASTM F42 list, the laws of physics will destroy your design.
Type 4: Material Jetting (The Multi-Material Marvel)
When a medical device client approaches eptahub.com and asks to see examples of additive manufacturing that can simulate both human bone and soft cardiac tissue in a single continuous part, we utilize Material Jetting.
- Физика: Imagine a standard 2D desktop inkjet printer, but instead of jetting CMYK ink, it jets microscopic droplets of liquid photopolymer onto a build platform. Immediately trailing the print head is an intense UV light array that instantly cures the droplets into solid plastic before the next layer is deposited.
- Реальность инженерного дела: The supreme advantage of Material Jetting (like Stratasys PolyJet) is its ability to mix different resins on the fly at a voxel (3D pixel) level. You can print a rigid housing that seamlessly transitions into a flexible rubber overmold without any assembly or adhesives.
- The Constraint: Like Vat Photopolymerization (Type 3), these are UV-cured polymers. They are heavily subject to photo-degradation over time and possess low thermal deflection temperatures. They are for hyper-realistic prototyping and tooling, not end-use mechanical parts.
Type 5: Binder Jetting (The Mass Production Sleeper)
We discussed Binder Jetting regarding its catastrophic failure as a high-pressure manifold due to porosity. However, to dismiss it is to ignore one of the most powerful advantages of additive manufacturing in mass production.
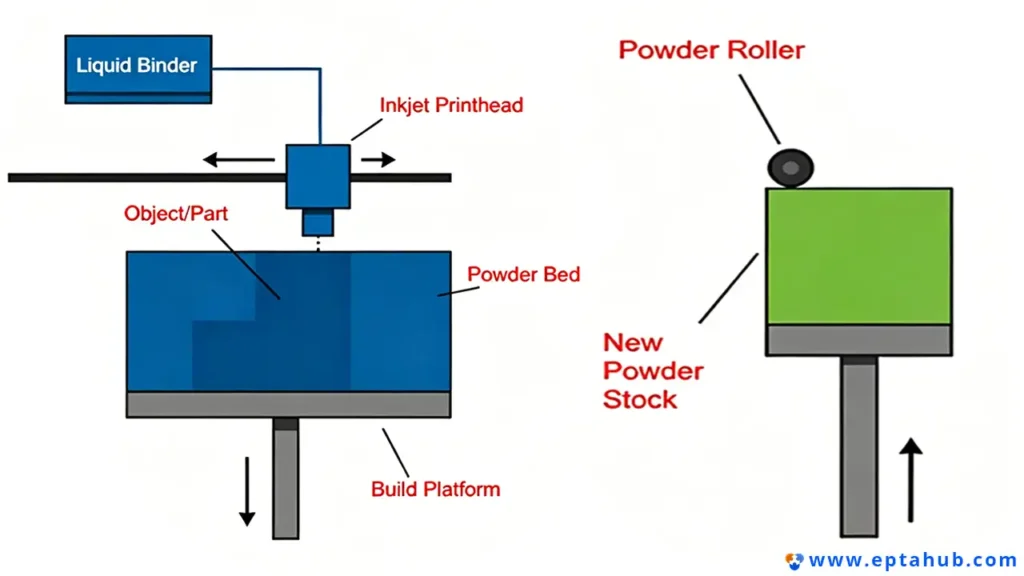
- Физика: A roller spreads a layer of powder (metal, sand, or ceramic). An inkjet head passes over, selectively depositing a liquid binding agent (glue) to fuse the powder particles together. There is no laser and no thermal melting during the printing phase.
- Реальность инженерного дела: Because there is no laser melting, there are no thermal stresses or warping during printing. You can pack thousands of parts into a single build volume.
- The True Industrial Application: While струйная печать металлического связующего requires complex post-print sintering furnaces to achieve high density, Sand Binder Jetting is revolutionizing the foundry industry. Instead of spending $50,000 and 10 weeks tooling a wooden pattern for metal casting, we digitally print the massive, complex sand molds directly using silica sand and furan resin. We then pour molten iron directly into the 3D-printed sand. This is how modern automotive engine blocks are prototyped.
Type 6: Directed Energy Deposition (The Additive-Subtractive Hybrid)
If you research the most extreme types of metal additive manufacturing, you will find Directed Energy Deposition (DED). This is not used to print desktop trinkets; it is used to repair multi-million-dollar aerospace infrastructure.
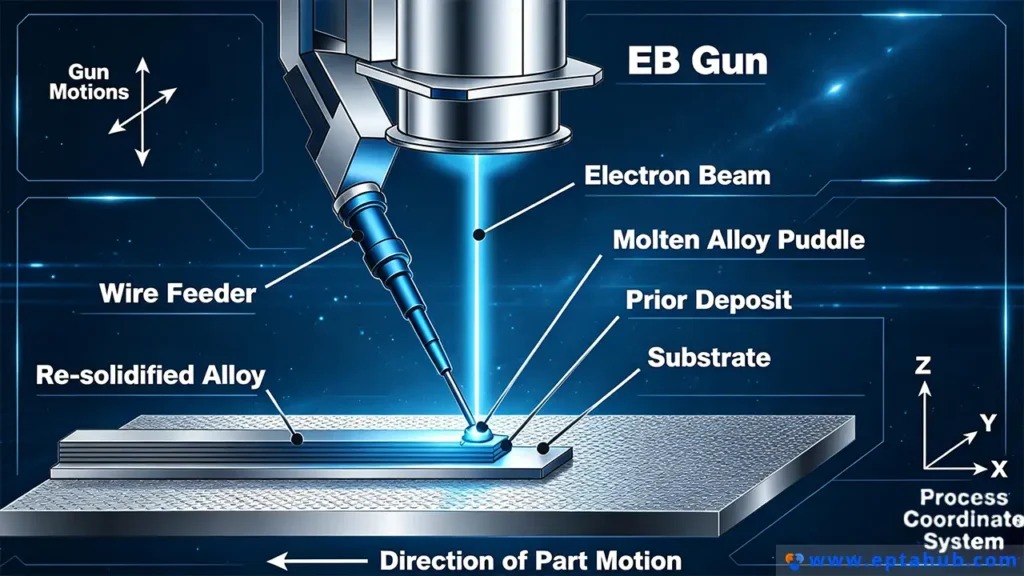
- Физика: DED operates very differently from a powder bed. A multi-axis robotic arm or CNC spindle is equipped with a coaxial nozzle. This nozzle simultaneously blasts a high-power laser (to create a melt pool on the surface of a metal substrate) while blowing metal powder (or feeding metal wire) directly into that melt pool.
- Реальность инженерного дела: We do not typically use DED to print a part from scratch. We use it to add material to existing CNC-machined components.
- Real-World Application: When a titanium jet engine turbine blade wears down after 10,000 flight hours, it costs $30,000 to replace. Using a DED system, we can scan the worn blade, use the laser to precisely deposit new titanium onto the worn edge, and then use a standard фрезерование на станках с ЧПУ cutter to machine it back to OEM tolerances.
Type 7: Sheet Lamination (The Cold Process Outlier)
The final category in the astm f42 – additive manufacturing matrix is Sheet Lamination, an incredibly niche but structurally unique process.
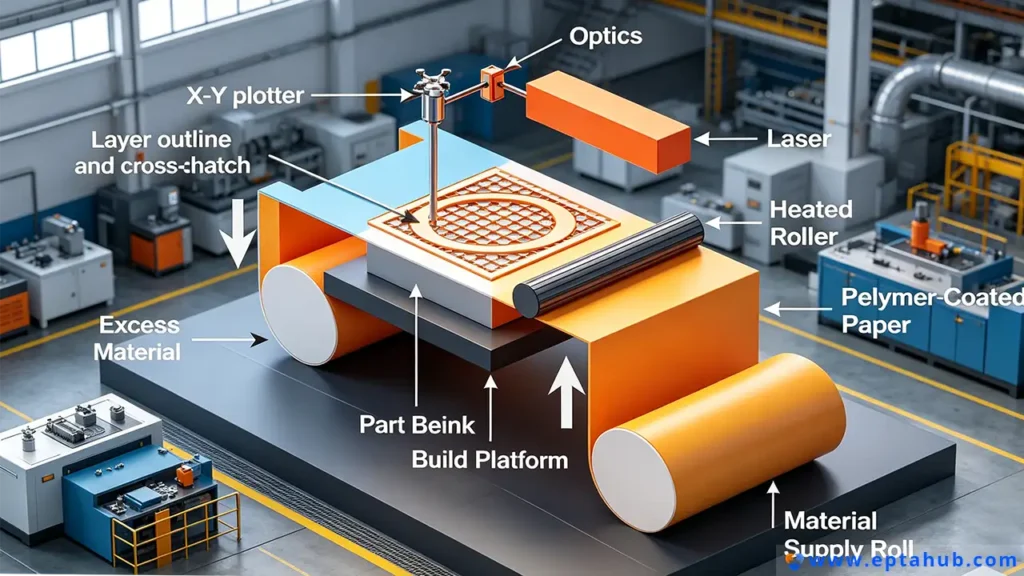
- Физика: Sheets of material (paper, polymer foil, or metal foil) are continuously stacked. In metal Sheet Lamination (often called Ultrasonic Additive Manufacturing – UAM), the metal foils are bound together using high-frequency ultrasonic vibrations under extreme pressure, which creates a solid-state metallurgical bond without melting the metal. A CNC router then cuts out the contour of the layer.
- Реальность инженерного дела: Because UAM is a “cold” process (it never reaches the температура плавления of the metal), engineers can pause the process, embed sensitive electronics, fiber optics, or sensors into the metal layers, and then continue welding metal over them. This creates “smart” metal parts with fully embedded, hermetically sealed telemetry sensors.
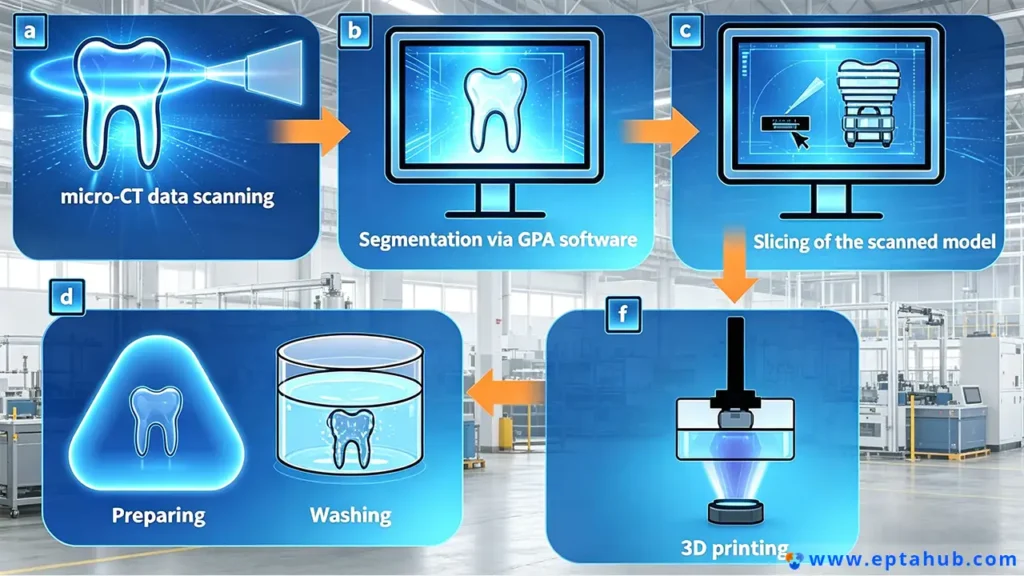
The Factory Pipeline: What are the 8 Steps in Additive Manufacturing?
Understanding the 7 technologies is only half the battle. A common query from junior procurement officers transitioning to 3D printing is: “What are the 8 steps in additive manufacturing?”
At eptahub.com, simply pushing “Print” does not yield a functional industrial part. Additive manufacturing is a rigorous linear pipeline. If you break the chain, the part fails.
- CAD Generation: You cannot use surface models (like those from Maya or Blender). You must engineer mathematically closed Solid Body CAD models using parametric software (SolidWorks, NX, Catia).
- STL/3MF Conversion: The CAD model is converted into a mesh. Critical Engineering Rule: If your chordal deviation settings are too loose during this export, circular holes will print as jagged polygons.
- File Preparation (Slicing): The mesh is imported into CAM software, oriented for optimal Z-axis strength, and translated into G-Code (toolpaths) while generating necessary sacrificial support structures.
- Machine Setup: This is a heavily regulated physical step. For metal AM, this involves purging the build chamber with inert Argon gas to displace oxygen and prevent catastrophic explosive combustion of the titanium powder.
- The Build Phase: The automated process of the machine depositing material layer by layer.
- Part Removal: Industrial parts do not just snap off. Metal parts are chemically welded to a thick titanium build plate. We must use Wire EDM (Electrical Discharge Machining) to slice the parts off the plate.
- Post-Processing (The Hidden Cost): This is where amateur operations fail. High-end AM parts require heat treatment to relieve internal thermal stresses, Hot Isostatic Pressing (HIP) to collapse microscopic internal voids, and manual machining to remove support structures.
- Application and Inspection: We do not trust visual inspections. Critical AM parts must undergo CMM (Coordinate Measuring Machine) dimensional probing and Industrial CT Scanning to guarantee zero internal defects before they are certified for use.
What are the 6 Types of Manufacturing Processes?
To properly implement AM, you must know where it fits into global production. A smart engineer does not force a 3D printer to do a stamping press’s job. If you ask, “What are the 6 types of manufacturing processes?”, here is the global taxonomy we use to audit supply chains:
- Additive (AM): Building up material (e.g., DMLS, FDM, SLA). Best for high complexity, low volume.
- Subtractive (Machining): Removing material from a solid block (e.g., 5-Axis CNC Milling, Turning). Best for supreme dimensional accuracy and surface finish.
- Formative (Molding/Forging): Forcing material into a shape (e.g., Литье под давлением, Stamping, Drop Forging). Best for ultra-high volume mass production (100k+ units).
- Casting: Pouring liquid material into a mold cavity (e.g., Литье под давлением, Sand Casting). Best for massive, complex, heavy metal parts (engine blocks).
- Joining: Combining parts (e.g., Welding, Brazing, Adhesives).
- Finishing: Altering the surface (e.g., Anodizing, Порошковая покраска, Passivation).
The Engineer’s Verdict: Stop Guessing, Start Engineering
When clients search for “What are the 7 main types of 3D printing?”, they are usually looking for a shortcut. There are no shortcuts in industrial manufacturing.
If you attempt to use an FDM printer to manufacture a hydraulic manifold, someone will get injured. If you use a DMLS metal printer to create a simple alignment jig, you will bankrupt your project budget.
Do not rely on a generic additive manufacturing process pdf you downloaded from a marketing blog. Print out the ASTM F42 matrix. Pin it to your wall. Memorize the material states and phase-change physics. At eptahub.com, we require every junior engineer to master these seven categories before they are allowed to generate a single purchase order. Match the physics of the machine to the mechanical requirements of your part, and you will achieve manufacturing dominance.
Engineer’s FAQ: Troubleshooting Additive Manufacturing
At eptahub.com, our engineering inbox is constantly flooded with questions from procurement teams trying to navigate the complexities of 3D printing. Here are the brutal engineering truths to the most common questions.
Q1: Which of the 7 types of additive manufacturing produces the strongest parts?
It depends entirely on the material state. For metals, Powder Bed Fusion (DMLS/SLM) is the strongest, producing parts that are 99.9% dense with mechanical properties often matching or exceeding cast aluminum or titanium. For polymers, if you need pure tensile strength, specialized Material Extrusion (FDM) machines that embed continuous strands of Carbon Fiber or Kevlar into the thermoplastic matrix will drastically outperform standard resin-based SLA parts.
Q2: Why is my additive manufacturing quote so much more expensive than injection molding?
You are calculating the ROI incorrectly. Additive manufacturing has zero tooling costs, but high unit costs. Injection molding has massive tooling costs (10,000+forthesteelmold)butmicroscopicunitcosts(0.10 per part). If you are ordering 50 parts, AM is vastly cheaper. If you are ordering 50,000 parts, AM will bankrupt you. You must use AM for low-volume, high-complexity production, not mass manufacturing of simple plastic shells.
Q3: Can I use Обработка на станках с ЧПУ on a 3D-printed metal part?
Absolutely. In fact, it is mandatory for high-precision engineering. We call this Near-Net Shape Manufacturing. Additive metal parts (via PBF or DED) have relatively rough surface finishes (typically Ra 5 to 15 µm). If a part requires a hyper-precise bearing press-fit, we 3D print the overall complex geometry, leave 0.5mm of extra material on the critical bearing hole, and then put the printed part into a 5-axis CNC mill to machine that specific hole to a perfect ±0.005mm tolerance.
Q4: Is it true that SLA (Vat Photopolymerization) parts shrink over time?
Yes. SLA resins are UV-curable photopolymers. After they leave the printer, they are still chemically active. If left exposed to ambient sunlight, the polymer chains will continue to cross-link. Over a period of weeks or months, the part will slowly shrink, warp, and become incredibly brittle. SLA is for быстрое прототипирование and tooling patterns, not long-term structural end-use.
Ссылки
To truly master the 7 categories of Additive Manufacturing, you must look beyond just mechanical standards and explore open-source knowledge bases, industry market reports, and aerospace engineering labs.
-
- Wikipedia: Additive Manufacturing Portal
While mechanical engineers rely on ISO standards for factory production, the Wikipedia AM portal is arguably the most rapidly updated, aggressively peer-reviewed open-source repository for the history and evolution of these 7 technologies. It brilliantly tracks the expiration of core patents (like FDM and SLA) that triggered the modern 3D printing boom.
Связь: Wikipedia – Additive Manufacturing - The Wohlers Report
Often referred to as the “Bible of 3D Printing.” This is not a mechanical standard, but an annual, exhaustive industry report. It tracks exactly which of the 7 AM technologies are dominating the global market, the cost analysis of raw metal powders, and the adoption rates of Binder Jetting in the automotive sector.
Связь: Wohlers Associates - NASA Marshall Space Flight Center (MSFC) – Additive Manufacturing Standard
If you want to know how to print parts that survive the vacuum of space, look here. NASA heavily utilizes Directed Energy Deposition (DED) and Powder Bed Fusion (PBF) for rocket engine nozzles. Their public standards for inspecting and qualifying 3D-printed metal parts are the most rigorous on the planet.
Связь: NASA Technical Reports Server (NTRS)
- Wikipedia: Additive Manufacturing Portal







