











Dalam tempoh 12 tahun saya menguruskan prototaip pantas dan rantaian bekalan pengeluaran besar-besaran di eptahub.com, tiada apa yang lebih mengecewakan saya daripada seorang pelanggan yang bertanya, “"Bolehkah kita cetak 3D sahaja ini?"”
Bagi seorang jurutera mekanikal, "percetakan 3D" adalah kata kunci yang tidak berguna dan bertaraf pengguna. Ia setara dengan bertanya kepada pakar bedah sama ada mereka boleh "menggunakan pisau". Pisau yang mana? Pisau bedah atau gergaji tulang?
Dalam sektor pembuatan perindustrian, kami tidak menggunakan istilah percetakan 3D; kami menggunakan Pembuatan Aditif (AM). Apabila anda bertanya, “"Berapakah jenis pembuatan bahan tambahan yang ada?"”, jawapannya bukanlah soal pendapat atau penjenamaan korporat. Jawapannya tepat tujuh.
Pihak berkuasa global mengenai perkara ini ialah ASTM F42 – pembuatan bahan tambahan jawatankuasa. Mereka menanggalkan semua akronim pemasaran proprietari daripada Stratasys, 3D Systems dan EOS, dan mengkategorikan secara matematik setiap teknologi tambahan di bumi berdasarkan fizik asas dan perubahan keadaannya.
Jika anda tidak mengetahui perbezaan antara tindak balas fotopolimerisasi dan kolam leburan pemendapan tenaga terarah, anda akan memilih teknologi yang salah, bahagian anda akan gagal teruk di bawah beban, dan anda akan membazirkan puluhan ribu dolar.
Matriks Kejuruteraan ASTM F42: 7 Kategori
Sebelum kita mendalami fizik termodinamik setiap proses, anda mesti menghafal piawaian global. Di bawah ialah matriks kejuruteraan ketat yang mentakrifkan 7 jenis pembuatan bahan tambahan, akronim industri lazimnya dan keadaan materialnya.
| Kategori ASTM F42 | Akronim Biasa / Nama Dagangan | Keadaan Bahan Utama | Perubahan Fasa / Mekanisme Penggabungan | Aplikasi Kejuruteraan Utama |
|---|---|---|---|---|
| 1. Penyemperitan Bahan | FDM, FFF | Wayar Polimer Pepejal | Cairan Terma (Penyemperitan) | Jig pantas, lekapan, prototaip struktur kos rendah. |
| 2. Gabungan Katil Serbuk | SLS, DMLS, SLM, EBM | Serbuk Polimer atau Logam | Sintering Laser/Alur Elektron | Aeroangkasa, implan perubatan, geometri dalaman yang kompleks. |
| 3. Fotopolimerisasi Vat | SLA, DLP, MSLA | Resin Fotopolimer Cecair | Penyembuhan Fotokimia Cahaya UV | Mikro-fluidik, penjajar gigi, acuan toleransi tinggi. |
| 4. Pencucuhan Bahan | PolyJet, DOD | Titisan Cecair | Pengawetan Cahaya UV / Penyejukan Terma | Model anatomi atau estetik pelbagai bahan, penuh warna. |
| 5. Penjetan Pengikat | MBJ, Jet Pengikat Pasir | Serbuk (Logam, Pasir) | Agen Pengikat Kimia Cecair | Bahagian logam hijau isipadu tinggi, acuan tuangan pasir yang besar. |
| 6. Pemendapan Tenaga Terarah | DED, LENS, EBAM | Dawai atau Serbuk Logam | Kolam Cairan Laser/Plasma | Membaiki bilah turbin yang besar, menambah ciri pada bahagian CNC. |
| 7. Laminasi Lembaran | LOM, UAM | Kertas Pepejal, Kerajang Logam | Kimpalan / Pelekat Ultrasonik | Pembuatan hibrid, memasukkan elektronik ke dalam logam. |
Jenis 1: Penyemperitan Bahan (Garis Asas)
Apabila orang awam memikirkan contoh pembuatan bahan tambahan, mereka sentiasa memikirkan Penyemperitan Bahan (biasanya dikenali sebagai FDM).
- Fizik: Filamen termoplastik pepejal (seperti ABS, Polikarbonat atau Nilon Serat Karbon) ditolak melalui muncung yang dipanaskan. Mesin melukis keratan rentas 2D, menaikkan paksi Z dan memendapkan lapisan seterusnya di atas.
- Realiti Kejuruteraan: Walaupun murah dan mudah diakses, ia pada asasnya anisotropik. Oleh kerana bahagian ini dibina dengan menyusun garisan plastik separa cair, paksi Z (ikatan antara lapisan) merupakan titik lemah struktur yang besar. Di eptahub.com, kami tidak pernah menggunakan Penyemperitan Bahan untuk bekas tekanan atau komponen yang tertakluk kepada daya ricih berbilang arah. Kami menggunakannya hampir secara eksklusif untuk jig garisan pembuatan, lekapan penjajaran dan pengesahan faktor bentuk asas.
Jenis 2: Gabungan Katil Serbuk (Kuasa Industri)
Jika anda sedang menyelidik jenis pembuatan bahan tambahan logam atau mencari bahagian polimer yang sangat berfungsi, Powder Bed Fusion (PBF) ialah raja yang tidak dipertikaikan di kilang.
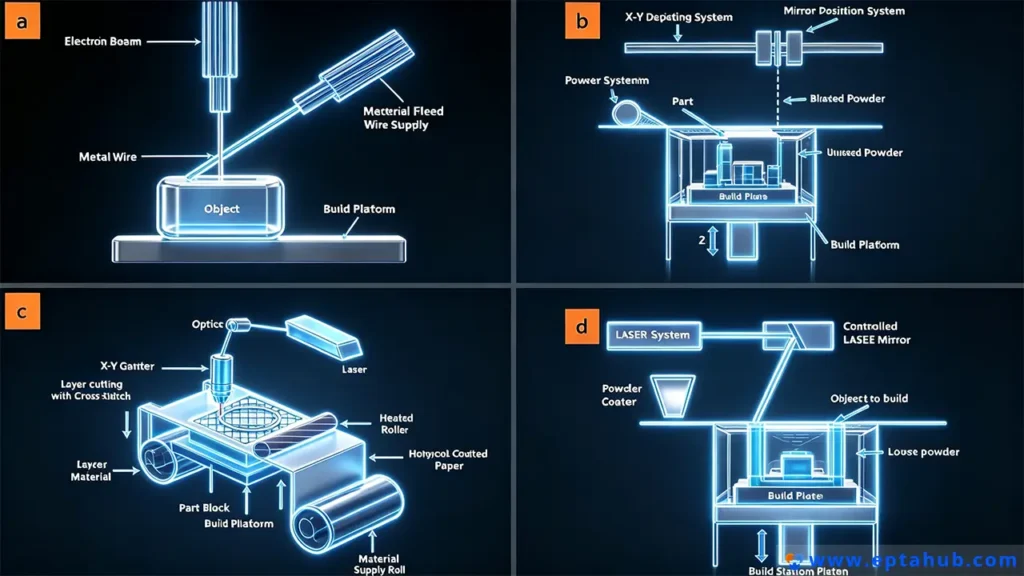
- Fizik: Bilah recoater menyebarkan lapisan serbuk mikroskopik (biasanya setebal 20 hingga 50 mikron) merentasi plat binaan. Laser berwatt tinggi (atau pancaran elektron) menyala, menjejaki keratan rentas model CAD. Tenaga haba laser serta-merta mencairkan serbuk, menggabungkannya menjadi jisim pepejal. Lapisan akan menurun, lapisan serbuk baharu akan tersebar, dan proses itu berulang.
- Realiti Kejuruteraan: Untuk polimer, kami menggunakan Sintering Laser Selektif (SLS) dengan Nilon (PA12). Untuk logam, kami menggunakan Sintering Laser Logam Langsung (DMLS) dengan Titanium, Inconel atau Aluminium.
- Kelebihan Utama: PBF sepenuhnya berdikari. Oleh kerana bahagian tersebut dibina di dalam kek serbuk yang tidak disinter yang padat, anda tidak perlu mencetak struktur sokongan. Ini membolehkan jurutera mereka bentuk geometri dalaman yang sangat kompleks—seperti saluran penyejukan konformal di dalam acuan suntikan atau struktur kekisi di dalam kurungan aeroangkasa—yang tidak boleh dihasilkan menggunakan pemesinan CNC 5 paksi tradisional.
Jenis 3: Fotopolimerisasi Vat (Ketepatan Aras Mikron)
Apabila toleransi dimensi dan kemasan permukaan mengatasi semua keperluan mekanikal yang lain, kita meninggalkan peleburan haba dan beralih kepada fotokimia.
- Fizik: Platform binaan turun ke dalam tong resin fotopolimer cecair toksik. Laser UV (SLA) atau skrin projektor UV digital (DLP) memancarkan cahaya ke atas melalui bahagian bawah tong. Apabila cahaya UV mengenai resin, ia mencetuskan tindak balas fotokimia, serta-merta menghubungkan silang monomer cecair ke dalam lapisan polimer pepejal.
- Realiti Kejuruteraan: Ini adalah salah satu yang tertua kaedah pembuatan bahan tambahan, tetapi ia kekal yang paling tepat. Kita boleh mencapai ketinggian lapisan 10 mikron (0.01mm).
- Kelemahannya: Fotopolimer terkenal dengan kerapuhannya. Tambahan pula, kerana ia reaktif terhadap cahaya UV, jika anda meninggalkan bahagian SLA di luar di bawah sinar matahari, ia akan terus bercantum silang, menjadi sangat rapuh, dan akhirnya berkecai. Kami menggunakan ini semata-mata untuk ujian mikro-bendalir, corak induk tuangan pelaburan berketepatan tinggi, dan pemodelan estetik di mana permukaan licin kaca adalah wajib.
Kajian Kes Kejuruteraan: Manifold Hidraulik Tekanan Tinggi
Untuk memahami mengapa mengetahui jenis proses pembuatan bahan tambahan adalah penting untuk mencegah kegagalan bencana, mari kita kaji analisis kegagalan yang saya jalankan untuk pembekal aeroangkasa Tahap-2 yang ingin menggunakan rangkaian pembuatan eptahub.com.
Senario: Pelanggan ingin mereka bentuk semula manifold hidraulik aluminium yang kompleks. Untuk menjimatkan berat, pasukan kejuruteraan reka bentuk mereka telah mengosongkan blok tersebut, mewujudkan saluran bendalir dalaman yang kompleks dan menyapu untuk menghapuskan persilangan dalaman 90 darjah yang keras yang disebabkan oleh penggerudian lubang dalam tradisional.
Jurutera junior yang ditugaskan untuk projek itu mendongak kelebihan pembuatan bahan tambahan, melihat bahawa Penjetan Pengikat (Jenis 5) sangat berkesan kos dan pantas untuk logam, dan telah memesan 50 prototaip dalam 316L Keluli Tahan Karat.

Kegagalan: Alat ganti telah tiba, kelihatan sempurna dari segi geometri. Juruteknik memasang manifold pertama pada rig ujian dan menekan bendalir hidraulik kepada 3,000 PSI.
Dalam beberapa saat, manifold mula "memerahkan" bendalir hidraulik terus melalui dinding keluli pepejal. Bahagian itu tidak meletup; ia hanya bocor seperti span.
Punca Kejuruteraan:
Jurutera junior itu tidak memahami fizik kategori AM yang dipilih.
Penjetan Pengikat tidak mencairkan logam. Ia menggunakan kepala inkjet untuk menyembur gam cecair ke atas serbuk logam, menghasilkan bahagian "hijau" yang rapuh. Bahagian tersebut kemudiannya diletakkan di dalam relau pensinteran untuk membakar gam dan menggabungkan logam. Walau bagaimanapun, proses ini secara semula jadi meninggalkan lompang mikroskopik dalam bahan tersebut. Bahagian Binder Jetted standard hanya mempunyai ketumpatan kira-kira 95% hingga 97%. Ia benar-benar berliang. Di bawah 3,000 PSI, bendalir hidraulik mudah menemui laluan melalui lompang mikroskopik tersebut.
Pembaikan:
Kami telah membuang keseluruhan kumpulan tersebut. Saya segera memindahkan fail CAD ke Gabungan Katil Serbuk (DMLS) jabatan.
DMLS menggunakan laser gentian 400-watt untuk mencapai pencairan metalurgi sepenuhnya pada lapisan serbuk. Bahagian yang terhasil adalah setumpat 99.9%, dengan struktur butiran mekanikal yang sama dengan, atau kadangkala lebih baik daripada, logam tuang.
Kami mencetak manifold menggunakan DMLS Aluminium (AlSi10Mg). Kami memasangnya pada rig, memberi tekanan kepada 4,500 PSI, dan menahannya selama 24 jam. Tiada penurunan tekanan. Tiada kebocoran.
Pembuatan bahan tambahan bukanlah sihir. Ia adalah sains bahan yang ketat. Jika anda memilih kategori yang salah daripada senarai ASTM F42, hukum fizik akan memusnahkan reka bentuk anda.
Jenis 4: Penjatuhan Bahan (Keajaiban Berbilang Bahan)
Apabila pelanggan peranti perubatan menghubungi eptahub.com dan meminta untuk melihat contoh pembuatan bahan tambahan yang boleh mensimulasikan tulang manusia dan tisu jantung lembut dalam satu bahagian berterusan, kami menggunakan Material Jetting.
- Fizik: Bayangkan pencetak inkjet desktop 2D standard, tetapi bukannya menjerumuskan dakwat CMYK, ia menjerumuskan titisan mikroskopik fotopolimer cecair ke platform binaan. Sebaik sahaja mengekori kepala cetak ialah susunan cahaya UV yang kuat yang serta-merta mengawet titisan menjadi plastik pepejal sebelum lapisan seterusnya dimendapkan.
- Realiti Kejuruteraan: Kelebihan utama Material Jetting (seperti Stratasys PolyJet) ialah keupayaannya untuk mencampurkan resin yang berbeza dengan pantas pada tahap voxel (piksel 3D). Anda boleh mencetak perumah tegar yang beralih dengan lancar menjadi acuan getah fleksibel tanpa sebarang pemasangan atau pelekat.
- Kekangan: Seperti Fotopolimerisasi Vat (Jenis 3), ini adalah polimer yang diawet UV. Ia sangat tertakluk kepada fotodegradasi dari semasa ke semasa dan mempunyai suhu pesongan terma yang rendah. Ia adalah untuk prototaip dan perkakasan hiper-realistik, bukan bahagian mekanikal untuk kegunaan akhir.
Jenis 5: Pengikat Jetting (Pengeluaran Besar-besaran)
Kami telah membincangkan tentang Binder Jetting mengenai kegagalannya yang dahsyat sebagai manifold tekanan tinggi disebabkan oleh keliangan. Walau bagaimanapun, mengabaikannya adalah sama seperti mengabaikan salah satu yang paling berkuasa. kelebihan pembuatan bahan tambahan dalam pengeluaran besar-besaran.
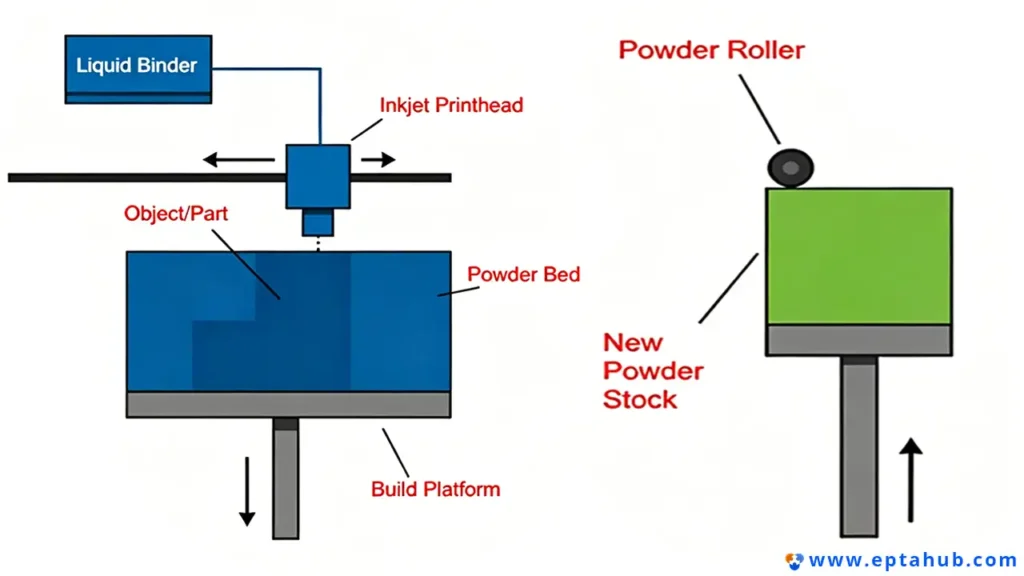
- Fizik: Penggelek menyebarkan lapisan serbuk (logam, pasir atau seramik). Kepala inkjet melintas, secara selektif memendapkan agen pengikat cecair (gam) untuk menggabungkan zarah serbuk bersama-sama. Tiada laser dan tiada pencairan haba semasa fasa percetakan.
- Realiti Kejuruteraan: Oleh kerana tiada pencairan laser, tiada tekanan haba atau lengkungan semasa pencetakan. Anda boleh membungkus beribu-ribu bahagian ke dalam satu volum binaan.
- Aplikasi Perindustrian Sebenar: Sementara itu jet pengikat logam memerlukan relau sintering pasca-cetakan yang kompleks untuk mencapai ketumpatan tinggi, Jet Pengikat Pasir sedang merevolusikan industri faundri. Daripada membelanjakan $50,000 dan 10 minggu untuk menghasilkan corak kayu bagi tuangan logam, kami mencetak secara digital acuan pasir yang besar dan kompleks secara langsung menggunakan pasir silika dan resin furan. Kemudian kami menuangkan besi cair terus ke dalam pasir yang dicetak 3D. Beginilah cara blok enjin automotif moden diprototaip.
Jenis 6: Pemendapan Tenaga Terarah (Hibrid Aditif-Penolak)
Jika anda mengkaji yang paling ekstrem jenis pembuatan bahan tambahan logam, anda akan menemui Pemendapan Tenaga Terarah (DED). Ini tidak digunakan untuk mencetak perhiasan desktop; ia digunakan untuk membaiki infrastruktur aeroangkasa bernilai berjuta-juta dolar.
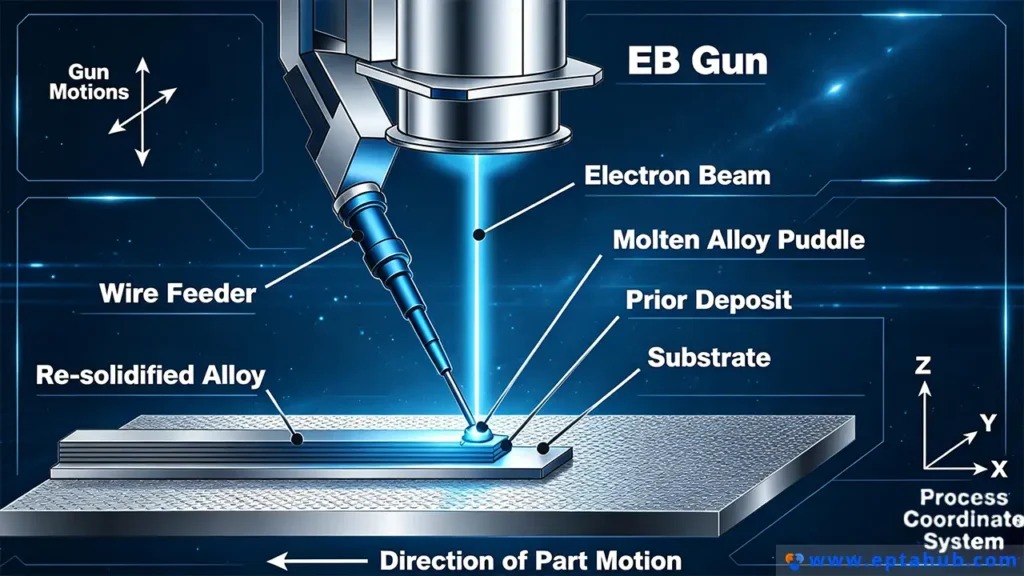
- Fizik: DED beroperasi dengan sangat berbeza daripada katil serbuk. Lengan robot berbilang paksi atau gelendong CNC dilengkapi dengan muncung sepaksi. Muncung ini secara serentak meletupkan laser berkuasa tinggi (untuk mencipta kolam leburan pada permukaan substrat logam) sambil meniup serbuk logam (atau memasukkan wayar logam) terus ke dalam kolam leburan tersebut.
- Realiti Kejuruteraan: Kami biasanya tidak menggunakan DED untuk mencetak bahagian dari awal. Kami menggunakannya untuk menambah bahan pada komponen mesin CNC sedia ada.
- Aplikasi Dunia Nyata: Apabila bilah turbin enjin jet titanium haus selepas 10,000 jam penerbangan, ia menelan belanja $30,000 untuk menggantikannya. Dengan menggunakan sistem DED, kita boleh mengimbas bilah yang haus, menggunakan laser untuk meletakkan titanium baharu dengan tepat ke tepi yang haus, dan kemudian menggunakan standard Pengilangan CNC pemotong untuk memesinnya kembali kepada toleransi OEM.
Jenis 7: Laminasi Lembaran (Pengecualian Proses Sejuk)
Kategori terakhir dalam astm f42 – pembuatan bahan tambahan matriks ialah Laminasi Helaian, satu proses yang sangat khusus tetapi unik dari segi struktur.
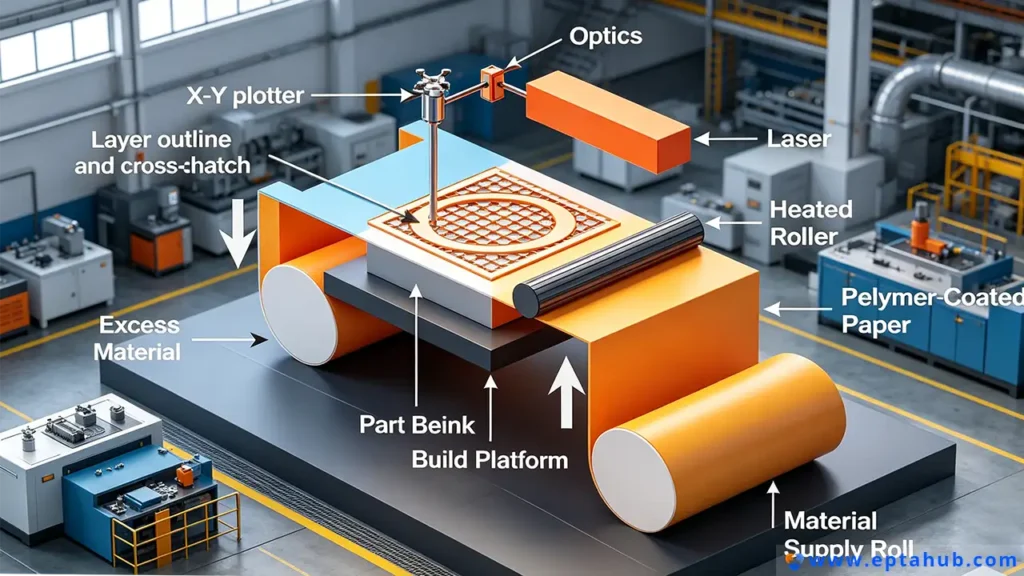
- Fizik: Helaian bahan (kertas, kerajang polimer atau kerajang logam) disusun secara berterusan. Lembaran logam Laminasi (sering dipanggil Pembuatan Bahan Tambahan Ultrasonik – UAM), kerajang logam diikat bersama menggunakan getaran ultrasonik frekuensi tinggi di bawah tekanan yang melampau, yang menghasilkan ikatan metalurgi keadaan pepejal tanpa mencairkan logam. Penghala CNC kemudian memotong kontur lapisan.
- Realiti Kejuruteraan: Kerana UAM adalah proses "sejuk" (ia tidak pernah sampai ke takat lebur (logam), jurutera boleh menghentikan proses tersebut, membenamkan elektronik sensitif, gentian optik atau sensor ke dalam lapisan logam, dan kemudian meneruskan kimpalan logam di atasnya. Ini menghasilkan bahagian logam "pintar" dengan sensor telemetri yang terbenam sepenuhnya dan tertutup rapat.
Saluran Paip Kilang: Apakah 8 Langkah dalam Pembuatan Aditif?
Memahami 7 teknologi ini hanyalah separuh daripada segalanya. Satu pertanyaan biasa daripada pegawai perolehan junior yang beralih kepada percetakan 3D ialah: “"Apakah 8 langkah dalam pembuatan bahan tambahan?"”
Di eptahub.com, hanya menekan "Print" tidak menghasilkan bahagian perindustrian yang berfungsi. Pembuatan aditif ialah saluran paip linear yang ketat. Jika anda memutuskan rantaian tersebut, bahagian tersebut akan gagal.
- Penjanaan CAD: Anda tidak boleh menggunakan model permukaan (seperti model daripada Maya atau Blender). Anda mesti merekayasa model CAD Solid Body yang tertutup secara matematik menggunakan perisian parametrik (SolidWorks, NX, Catia).
- Penukaran STL/3MF: Model CAD ditukar menjadi jaringan. Peraturan Kejuruteraan Kritikal: Jika tetapan sisihan korda anda terlalu longgar semasa eksport ini, lubang bulat akan dicetak sebagai poligon bergerigi.
- Penyediaan Fail (Penghirisan): Mesh diimport ke dalam perisian CAM, diorientasikan untuk kekuatan paksi-Z yang optimum, dan diterjemahkan ke dalam Kod-G (laluan alatan) sambil menjana struktur sokongan pengorbanan yang diperlukan.
- Persediaan Mesin: Ini merupakan langkah fizikal yang dikawal selia dengan ketat. Bagi AM logam, ini melibatkan pembersihan ruang binaan dengan gas Argon lengai untuk menggantikan oksigen dan mencegah pembakaran serbuk titanium yang meletup dan dahsyat.
- Fasa Pembinaan: Proses automatik mesin yang memendapkan bahan lapisan demi lapisan.
- Penyingkiran Bahagian: Bahagian industri tidak mudah tertanggal. Bahagian logam dikimpal secara kimia pada plat binaan titanium yang tebal. Kita mesti menggunakannya EDM Wayar (Pemesinan Nyahcas Elektrik) untuk memotong bahagian-bahagian daripada plat.
- Pemprosesan Pasca (Kos Tersembunyi): Di sinilah operasi amatur gagal. Bahagian AM mewah memerlukan rawatan haba untuk melegakan tekanan haba dalaman, Penekanan Isostatik Panas (HIP) untuk meruntuhkan lompang dalaman mikroskopik dan pemesinan manual untuk membuang struktur sokongan.
- Permohonan dan Pemeriksaan: Kami tidak mempercayai pemeriksaan visual. Bahagian AM yang kritikal mesti menjalani pemeriksaan dimensi CMM (Mesin Pengukur Koordinat) dan Pengimbasan CT Industri untuk menjamin sifar kecacatan dalaman sebelum ia diperakui untuk digunakan.
Apakah 6 Jenis Proses Pembuatan?
Untuk melaksanakan AM dengan betul, anda mesti tahu di mana ia sesuai dengan pengeluaran global. Jurutera pintar tidak memaksa pencetak 3D untuk melakukan kerja mesin setem. Jika anda bertanya, “"Apakah 6 jenis proses pembuatan?"”, berikut ialah taksonomi global yang kami gunakan untuk mengaudit rantaian bekalan:
- Aditif (AM): Bahan binaan (cth., DMLS, FDM, SLA). Terbaik untuk kerumitan tinggi, isipadu rendah.
- Tolak (Pemesinan): Mengeluarkan bahan daripada blok pepejal (cth., Pengilangan CNC 5-Paksi, Pemutaran). Terbaik untuk ketepatan dimensi dan kemasan permukaan yang tertinggi.
- Formatif (Pengacuan/Penempaan): Memaksa bahan ke dalam bentuk (contohnya, Acuan Suntikan, (Setem, Tempaan Jatuh). Terbaik untuk pengeluaran besar-besaran volum ultra tinggi (100k+ unit).
- Pemutus: Menuang bahan cecair ke dalam rongga acuan (cth., Tuangan Mati, (, Tuangan Pasir). Terbaik untuk bahagian logam berat yang besar, kompleks dan berat (blok enjin).
- Menyertai: Menggabungkan bahagian-bahagian (cth., Kimpalan, Memateri, Pelekat).
- Penamat: Mengubah permukaan (cth., Anodizing, Salutan Serbuk, Pasivasi).
Keputusan Jurutera: Berhenti Meneka, Mulakan Kejuruteraan
Apabila pelanggan mencari “"Apakah 7 jenis utama percetakan 3D?"”, mereka biasanya mencari jalan pintas. Tiada jalan pintas dalam pembuatan perindustrian.
Jika anda cuba menggunakan pencetak FDM untuk mengeluarkan manifold hidraulik, seseorang akan cedera. Jika anda menggunakan pencetak logam DMLS untuk mencipta jig penjajaran mudah, anda akan mufliskan bajet projek anda.
Jangan bergantung pada ubat generik proses pembuatan bahan tambahan pdf yang anda muat turun daripada blog pemasaran. Cetak matriks ASTM F42. Sematkannya pada dinding anda. Hafal keadaan bahan dan fizik perubahan fasa. Di eptahub.com, kami mewajibkan setiap jurutera junior menguasai tujuh kategori ini sebelum mereka dibenarkan menjana satu pesanan pembelian. Padankan fizik mesin dengan keperluan mekanikal bahagian anda, dan anda akan mencapai dominasi pembuatan.
Soalan Lazim Jurutera: Penyelesaian Masalah Pembuatan Aditif
Di eptahub.com, peti masuk kejuruteraan kami sentiasa dibanjiri dengan soalan daripada pasukan perolehan yang cuba menavigasi kerumitan percetakan 3D. Berikut adalah kebenaran kejuruteraan yang kejam kepada soalan yang paling biasa.
S1: Antara 7 jenis pembuatan bahan tambahan, yang manakah menghasilkan bahagian yang paling kuat?
Ia bergantung sepenuhnya pada keadaan bahan. Bagi logam, Gabungan Katil Serbuk (DMLS/SLM) adalah yang terkuat, menghasilkan bahagian yang padat 99.9% dengan sifat mekanikal yang selalunya sepadan atau melebihi aluminium tuangan atau titanium. Untuk polimer, jika anda memerlukan kekuatan tegangan tulen, khusus Penyemperitan Bahan (FDM) Mesin yang membenamkan untaian Gentian Karbon atau Kevlar yang berterusan ke dalam matriks termoplastik akan mengatasi bahagian SLA berasaskan resin standard secara drastik.
S2: Mengapakah sebut harga pembuatan bahan tambahan saya jauh lebih mahal daripada pengacuan suntikan?
Anda mengira ROI secara salah. Pembuatan bahan tambahan telah kos perkakasan sifar, tetapi kos unit yang tinggi. Pengacuan suntikan mempunyai kos perkakas yang besar (10,000+ untuk acuan keluli) tetapi kos unit mikroskopik((0.10 setiap bahagian). Jika anda memesan 50 bahagian, AM jauh lebih murah. Jika anda memesan 50,000 bahagian, AM akan memufliskan anda. Anda mesti menggunakan AM untuk pengeluaran isipadu rendah dan kerumitan tinggi, bukan pembuatan besar-besaran cangkerang plastik ringkas.
S3: Bolehkah saya menggunakan Pemesinan CNC pada bahagian logam bercetak 3D?
Sudah tentu. Malah, ia adalah wajib untuk kejuruteraan ketepatan tinggi. Kami memanggilnya Pembuatan Bentuk Hampir Bersih. Bahagian logam tambahan (melalui PBF atau DED) mempunyai kemasan permukaan yang agak kasar (biasanya Ra 5 hingga 15 µm). Jika sesuatu bahagian memerlukan padanan tekan galas hiper-tepat, kami mencetak 3D geometri kompleks keseluruhan, meninggalkan 0.5mm bahan tambahan pada lubang galas kritikal, dan kemudian memasukkan bahagian yang dicetak ke dalam kilang CNC 5 paksi untuk memproses lubang khusus tersebut kepada toleransi ±0.005mm yang sempurna.
S4: Adakah benar bahagian SLA (Fotopolimerisasi VAT) mengecut dari semasa ke semasa?
Ya. Resin SLA ialah fotopolimer yang boleh diawet UV. Selepas ia meninggalkan pencetak, ia masih aktif secara kimia. Jika dibiarkan terdedah kepada cahaya matahari sekitar, rantai polimer akan terus bercantum silang. Dalam tempoh beberapa minggu atau bulan, bahagian tersebut akan perlahan-lahan mengecut, melengkung dan menjadi sangat rapuh. SLA adalah untuk prototaip pantas dan corak perkakas, bukan penggunaan akhir struktur jangka panjang.
Rujukan
Untuk benar-benar menguasai 7 kategori Pembuatan Aditif, anda mesti melihat melangkaui sekadar piawaian mekanikal dan meneroka pangkalan pengetahuan sumber terbuka, laporan pasaran industri dan makmal kejuruteraan aeroangkasa.
-
- Wikipedia: Portal Pembuatan Aditif
Walaupun jurutera mekanikal bergantung pada piawaian ISO untuk pengeluaran kilang, portal Wikipedia AM boleh dikatakan sebagai repositori sumber terbuka yang paling pantas dikemas kini dan disemak semula secara agresif oleh rakan sebaya untuk sejarah dan evolusi 7 teknologi ini. Ia menjejaki dengan cemerlang tempoh tamat tempoh paten teras (seperti FDM dan SLA) yang mencetuskan ledakan percetakan 3D moden.
Pautan: Wikipedia – Pembuatan Aditif - Laporan Wohlers
Sering dirujuk sebagai "Bible of 3D Printing". Ini bukanlah standard mekanikal, tetapi laporan industri tahunan yang lengkap. Ia menjejaki dengan tepat teknologi 7 AM yang mana yang mendominasi pasaran global, analisis kos serbuk logam mentah dan kadar penggunaan Binder Jetting dalam sektor automotif.
Pautan: Wohlers Associates - Pusat Penerbangan Angkasa Marshall NASA (MSFC) – Standard Pembuatan Aditif
Jika anda ingin tahu bagaimana untuk bahagian cetak yang terselamat dalam vakum angkasa lepas, lihat di sini. NASA banyak menggunakan Pemendapan Tenaga Terarah (DED) dan Gabungan Katil Serbuk (PBF) untuk muncung enjin roket. Piawaian awam mereka untuk memeriksa dan melayakkan bahagian logam bercetak 3D adalah yang paling ketat di planet ini.
Pautan: Pelayan Laporan Teknikal NASA (NTRS)
- Wikipedia: Portal Pembuatan Aditif







