











ถ้าคุณเดินเข้าไปในโรงงาน EPTAHUB และถามพนักงานระดับล่างคนหนึ่ง, “เครื่องกัด CNC ทำอะไรได้บ้าง?”, พวกเขาอาจจะบอกคุณว่า..., “มันใช้ตัดโลหะได้”
ถ้าคุณถามผม ซึ่งเป็นวิศวกรการผลิตที่ใช้เวลา 12 ปีที่ผ่านมาในการคำนวณเวลาการผลิตและเสนอราคาชิ้นส่วนอากาศยาน คำตอบของผมจะแตกต่างออกไปเล็กน้อย: เครื่องกัด CNC เปลี่ยนวัตถุดิบให้กลายเป็นผลิตภัณฑ์ที่มีความแม่นยำสูงและได้ผลลัพธ์ที่สม่ำเสมอ.
ในวงการฮาร์ดแวร์แบบ B2B มีความไม่สอดคล้องกันอย่างมากระหว่างวิศวกรที่ออกแบบไฟล์ CAD ในสำนักงานติดแอร์ กับทีมจัดซื้อที่พยายามซื้อชิ้นส่วนเหล่านั้น เราเห็นคำขอใบเสนอราคา (RFQ) ทุกวัน ที่นักออกแบบร้องขอรูปทรงเรขาคณิตที่ซับซ้อนซึ่งต้องใช้เครื่องกัด 5 แกนราคา 500,000 ดอลลาร์สหรัฐ ในขณะที่การออกแบบใหม่แบบง่ายๆ จะช่วยให้เราสามารถใช้งานได้บนเครื่องกัด 3 แกนพื้นฐานในราคาที่ถูกกว่ามาก.
เพื่อหยุดยั้งการสูญเปล่าของเงินทุนของบริษัท คุณจำเป็นต้องเข้าใจอย่างถ่องแท้ว่าเกิดอะไรขึ้นภายในตัวเครื่อง คุณต้องเข้าใจว่า... กระบวนการกัด CNC.
CNC Milling หมายถึงอะไร?
เพื่อให้เข้าใจเครื่องจักรนี้ คุณต้องถอดรหัสคำย่อเสียก่อน. CNC milling ย่อมาจากอะไร?
- CNC (ระบบควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์): ในทศวรรษ 1960 ช่างเครื่องต้องหมุนวงล้อด้วยมือเพื่อเลื่อนเครื่องมือตัดไปบนโลหะ แต่ในปัจจุบัน คอมพิวเตอร์จะอ่านโปรแกรม (เรียกว่า G-Code) และสั่งการมอเตอร์เซอร์โวให้เคลื่อนชิ้นส่วนเครื่องจักรด้วยความแม่นยำระดับไมโครสโคป.

- การโม่: นี่คือกระบวนการทางกลเฉพาะของการผลิตแบบตัดเฉือน (Subtractive Manufacturing) ในการกัดขึ้นรูป ชิ้นงานดิบ (ชิ้นงาน) จะถูกยึดไว้อย่างแน่นหนาในปากกาจับชิ้นงานเหล็กขนาดใหญ่ เครื่องมือตัด (ดอกกัด) จะหมุนด้วยความเร็วสูงมาก (โดยทั่วไป 10,000 ถึง 30,000 รอบต่อนาที) และเจาะเข้าไปในโลหะที่หยุดนิ่ง ตัดเฉือนเศษวัสดุออกไปจนเหลือเพียงรูปทรงสุดท้าย.

การตรวจสอบความถูกต้องของแหล่งที่มา: นิยามพื้นฐานของการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์และกระบวนการกัดขึ้นรูปด้วยการตัดเฉือนนั้นได้รับการกำหนดมาตรฐานและบันทึกไว้อย่างเป็นสากลแล้ว คู่มือเครื่องจักรกล (คู่มืออ้างอิงฉบับสมบูรณ์สำหรับอุตสาหกรรมเครื่องกล).
วัตถุประสงค์หลักของเครื่องจักร CNC
เมื่อผู้จัดการฝ่ายจัดซื้อค้นหา “จุดประสงค์หลักของคืออะไร” เครื่องจักร CNC?”, คำตอบโดยสรุปนั้นมาจากสามเสาหลักทางอุตสาหกรรม:
- ค่าความคลาดเคลื่อน (ความแม่นยำ): เครื่องกัด CNC คุณภาพสูงที่ EPTAHUB สามารถรักษาค่าความคลาดเคลื่อนได้ถึง +/- 0.0005 นิ้ว (ประมาณเศษส่วนของความกว้างของเส้นผมมนุษย์) คุณไม่สามารถทำได้เช่นนี้ด้วยการหล่อ และแน่นอนว่าคุณไม่สามารถทำได้ด้วยการพิมพ์ 3 มิติ.
- ความสมบูรณ์ของวัสดุ: แตกต่างจากการพิมพ์ 3 มิติ (ซึ่งหลอมและซ้อนพลาสติกหรือโลหะ ทำให้เกิดจุดอ่อนระหว่างชั้น) การกัด CNC จะตัดจากบล็อกโลหะแข็งที่ผ่านการอัดขึ้นรูปหรือตีขึ้นรูป (เช่น อลูมิเนียม 6061-T6 หรือไทเทเนียมเกรด 5) ชิ้นส่วนที่ได้จึงยังคงรักษาความแข็งแรงดึงและความแข็งแรงครากดั้งเดิมของวัสดุไว้ได้ถึง 100%.
- ความสามารถในการผลิตซ้ำ (การผลิตจำนวนมาก): เมื่อตรวจสอบความถูกต้องของ G-Code แล้ว เครื่องจักรจะผลิตชิ้นส่วนหมายเลข 1 และชิ้นส่วนหมายเลข 10,000 ให้เหมือนกันทุกประการ.
การใช้งานหลัก 5 ประเภท (ประเภทของการกัดขึ้นรูปด้วยเครื่อง CNC)
หากคุณลองดูชิ้นส่วนยึดโครงสร้างทางอากาศยานที่ซับซ้อน คุณจะเห็นว่ามันถูกสร้างขึ้นด้วยการเคลื่อนไหวเพียงครั้งเดียว แต่ถูกสร้างขึ้นผ่านกระบวนการที่แตกต่างกันหลายขั้นตอน ประเภทของการดำเนินการกัด CNC. ในฐานะผู้ซื้อ คุณจำเป็นต้องเข้าใจขั้นตอนทั้งห้าขั้นตอน เพราะแต่ละขั้นตอนต้องใช้เครื่องมือที่แตกต่างกัน และส่งผลให้ระยะเวลาในการเสนอราคาขั้นสุดท้ายเพิ่มขึ้นในปริมาณที่แตกต่างกัน.
1. การกัดหน้าชิ้นงาน (การกำหนดจุดอ้างอิง)
เมื่อเราซื้อแท่งอลูมิเนียมหรือเหล็กดิบจากโรงงาน แท่งเหล่านั้นจะไม่เรียบสนิท มันจะโค้งงอ มีรอยขีดข่วน และหยาบกร้าน ขั้นตอนแรกที่เราทำคือการกัดผิวหน้า เราใช้เครื่องมือที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ (โดยทั่วไปกว้าง 2 ถึง 4 นิ้ว) ที่มีเม็ดมีดคาร์ไบด์ และทำการกัดไปบนผิวหน้าของแท่งดิบ ซึ่งจะทำให้ได้พื้นผิวที่เรียบสนิทเหมือนกระจก.
- คุณค่าทางวิศวกรรม: พื้นผิวเรียบนี้จะกลายเป็น "จุดอ้างอิง" (จุดศูนย์) สำหรับมิติอื่นๆ ทั้งหมดในแบบร่าง CAD ของคุณ.
2. การกัดขึ้นรูป (การตัดตามขอบ)
เมื่อด้านบนเรียบแล้ว เราจำเป็นต้องตัดรูปทรงภายนอกของชิ้นส่วนของคุณ เราใช้ดอกกัดปลาย (endmill) ในการตัดตามขอบด้านนอกของแบบจำลอง CAD โดยค่อยๆ ลดระดับลงเล็กน้อยในแต่ละครั้ง จนกระทั่งถึงด้านล่างของวัสดุ.
- กับดักต้นทุน: หากนักออกแบบของคุณสร้างชิ้นส่วนที่มีความสูง 3 นิ้ว แต่แบบกำหนดให้เราต้องทำการวัดรูปทรงของชิ้นส่วนนั้นด้วย ทั้งหมด สำหรับการตัดผนังด้านนอกตลอดแนว เราต้องใช้เครื่องมือตัดที่ยาวมาก เครื่องมือยาวจะสั่นสะเทือน (สั่น) ซึ่งทำให้เราต้องเดินเครื่องช้าลง เวลาการทำงานของเครื่องที่ช้าลงหมายถึงต้นทุนต่อชิ้นที่สูงขึ้น.
3. การกัดขึ้นรูปช่อง (เครื่องมือที่กินวัสดุมาก)
ถ้าชิ้นส่วนของคุณมีลักษณะเหมือนกล่องตื้นๆ กล่องหุ้ม หรือถาด เราจะต้องเจาะด้านในให้เป็นโพรง กระบวนการนี้เรียกว่าการเจาะโพรง (Pocketing) EPTAHUB, โดยปกติแล้ว การเจาะช่องจะกินเวลาส่วนใหญ่ของรอบการทำงาน.
เพื่อให้การทำงานมีประสิทธิภาพ เราใช้เทคนิคที่เรียกว่า HEM (High-Efficiency Machining) แทนที่จะทำการตัดช้าๆ ด้วยแรงมาก เราจะใช้เครื่องมือด้วยความเร็วสูงมาก แต่ทำการตัดเฉือนโลหะเป็นชิ้นบางๆ วิธีนี้จะช่วยป้องกันไม่ให้เครื่องมือหัก และถ่ายเทความร้อนทั้งหมดไปยังเศษโลหะแทนที่จะเป็นชิ้นงาน.
- การตรวจสอบความถูกต้องของแหล่งที่มา: การตัดเฉือนประสิทธิภาพสูง (High-Efficiency Machining หรือ HEM) และการคำนวณการลดความหนาของเศษวัสดุ เป็นกลยุทธ์เส้นทางการตัดเฉือนที่เป็นมาตรฐานอุตสาหกรรม ซึ่งได้รับการรับรองจากผู้ผลิตเครื่องมือตัดชั้นนำ เช่น ฮาร์วีย์ ทูล และ แซนด์วิก โคโรแมนท์.
4. การเจาะและการตอกเกลียว (การทำรู)
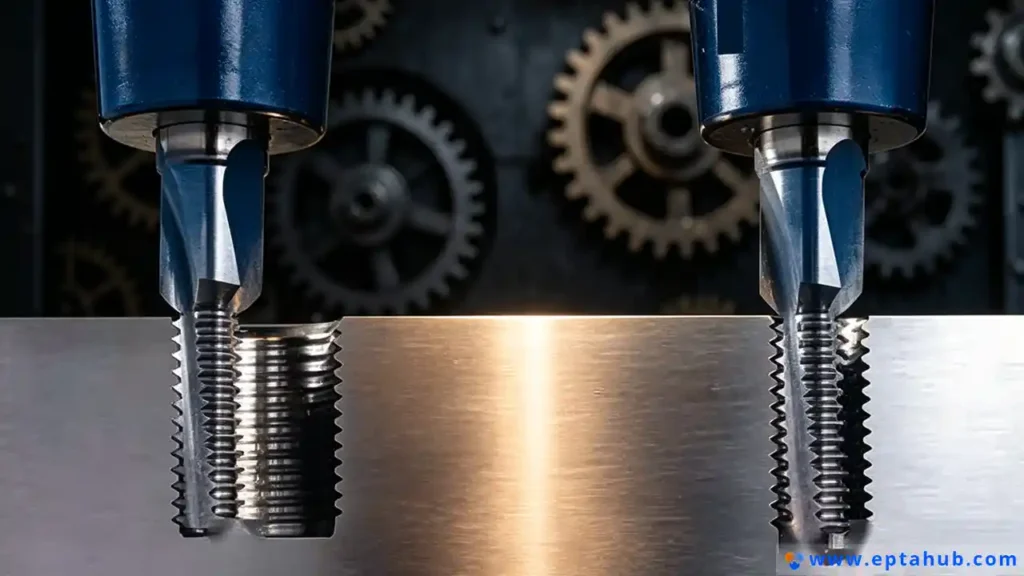
นี่คือสิ่งที่มันเป็นจริงๆ เครื่องจักรจะใช้ดอกสว่านเจาะรูลงในชิ้นส่วน จากนั้นจะใช้ดอกต๊าป (เครื่องมือทำเกลียว) ตัดเกลียวภายในเพื่อให้สามารถขันประกอบชิ้นส่วนเข้าด้วยกันได้.
- เคล็ดลับจาก DFM สำหรับผู้ซื้อ: ห้ามออกแบบรูเกลียวที่ลึกเกิน 3 เท่าของเส้นผ่านศูนย์กลางของสลักเกลียว (เช่น สลักเกลียวขนาด 1/4 นิ้ว ไม่ควรเจาะลึกเกิน 0.75 นิ้ว) การเจาะรูลึกเกินไปเป็นสาเหตุหลักที่ทำให้เครื่องมือเสียหาย ซึ่งจะทำให้เครื่องจักรหยุดทำงานและส่งผลให้ต้นทุนการติดตั้งสูงขึ้น.
5. การกัดขึ้นรูปพื้นผิว 3 มิติ (การขึ้นรูปตามรูปทรงที่ซับซ้อน)
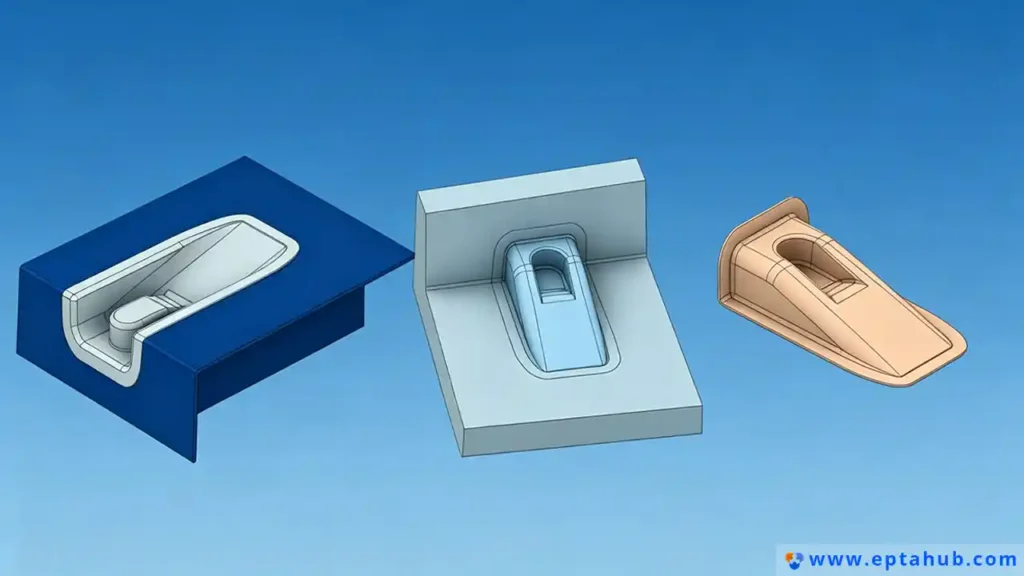
หากคุณกำลังผลิต แม่พิมพ์ฉีดพลาสติก, หรือวัสดุปลูกถ่ายทางการแพทย์เฉพาะทางที่เข้ากับกระดูกมนุษย์ พื้นผิวจะไม่เรียบ แต่เป็นเส้นโค้งมนแบบธรรมชาติสามมิติ เราใช้ "ดอกกัดปลายทรงกลม" (เครื่องมือที่มีปลายทรงกลม) และสั่งให้เครื่องจักรเคลื่อนที่ในแกน X, Y และ Z พร้อมกัน เครื่องมือจะค่อยๆ ขยับไปทีละเศษเสี้ยวของนิ้ว (ส่วนใหญ่ประมาณ 0.005 นิ้วต่อครั้ง) เพื่อกวาดไปตามรูปทรงเรขาคณิตอย่างช้าๆ.
- ความเป็นจริง: การสร้างพื้นผิว 3 มิติใช้เวลานานหลายชั่วโมง หากชิ้นส่วนของคุณไม่จำเป็นต้องมีพื้นผิวโค้งด้วยเหตุผลด้านอากาศพลศาสตร์หรือสรีรศาสตร์ ก็ควรลบออก การใช้พื้นผิวเรียบ 2 มิติจะช่วยลดต้นทุนต่อหน่วยลงครึ่งหนึ่ง.
การกัด CNC เทียบกับการกลึง
จุดที่ทีมจัดซื้อจัดหามักสับสนกันบ่อยมากในการค้นหาผู้ขายรายใหม่ คือความแตกต่างระหว่างการกัดและการกลึง การค้นหาข้อมูลเกี่ยวกับเรื่องนี้จึงเป็นสิ่งสำคัญ “การกัด CNC เทียบกับการกลึง” โดยปกติแล้วจะได้คำตอบที่เป็นเชิงวิชาการมากเกินไป.
นี่คือความเป็นจริงของการผลิตในโรงงานแบบ B2B:
- การกัด CNC (เครื่องกัด): วัตถุดิบถูกยึดไว้ด้วยน็อตและ ไม่ขยับ. เครื่องมือตัด การหมุน. เราใช้เครื่องกัดสำหรับชิ้นส่วนสี่เหลี่ยมจัตุรัส บล็อกสี่เหลี่ยมผืนผ้า ตัวยึดที่ซับซ้อนสำหรับอุตสาหกรรมการบินและอวกาศ และกล่องหุ้มอุปกรณ์อิเล็กทรอนิกส์.
- การกลึง CNC (เครื่องกลึง): วัตถุดิบจะถูกจับยึดไว้ในหัวจับ และ หมุนด้วยความเร็วสูง (เหมือนกับวงล้อของช่างปั้นหม้อ) เครื่องมือตัดถูกยึดไว้ด้วยน็อตและ ไม่หมุน; มันเพียงแค่ดันเข้าไปในโลหะที่กำลังหมุนเพื่อกลึงให้เรียบ เราใช้เครื่องกลึงสำหรับชิ้นส่วนทรงกระบอก เช่น เพลา หมุด แหวนรองแบบสั่งทำพิเศษ และหน้าแปลนกลมสำหรับอุตสาหกรรมการบินและอวกาศ.
ทำไมเรื่องนี้ถึงสำคัญสำหรับคุณ?
โดยทั่วไปแล้ว การกลึงจะเร็วกว่าและถูกกว่าการกัดเสมอ หากคุณออกแบบชิ้นส่วนทรงกระบอก เราสามารถกลึงมันบนเครื่องกลึงได้ใน 45 วินาที ด้วยต้นทุน 3.00 ดอลลาร์สหรัฐ แต่ถ้าคุณออกแบบชิ้นส่วนทรงกระบอกเดียวกันนั้น แต่เพิ่มหน้าแปลนสี่เหลี่ยมที่ด้านล่าง มันจะไม่สามารถกลึงบนเครื่องกลึงมาตรฐานได้อีกต่อไป จะต้องย้ายไปใช้เครื่องกัดแทน ซึ่งเวลาในการทำงาน 45 วินาทีก็จะเพิ่มขึ้นเป็น 6 นาที และต้นทุนก็จะเพิ่มขึ้นเป็น 18.00 ดอลลาร์สหรัฐ.
ควรออกแบบชิ้นงานสำหรับเครื่องกลึงเสมอหากรูปทรงเรขาคณิตเอื้ออำนวย แต่ถ้าเป็นรูปทรงที่ซับซ้อนหรือไม่สมมาตร ควรส่งไปทำที่เครื่องกัด.
ข้อเสียของการกัดขึ้นรูปด้วยเครื่อง CNC มีอะไรบ้าง?
เมื่อผมให้คำปรึกษาแก่ผู้ก่อตั้งบริษัทฮาร์ดแวร์ที่พยายามเปลี่ยนจากการผลิตต้นแบบด้วยเครื่องพิมพ์ 3 มิติไปสู่การผลิตจำนวนมาก พวกเขามักจะมองว่า... การตัดเฉือนด้วยเครื่อง CNC ในฐานะที่เป็นวิธีการผลิตที่สมบูรณ์แบบที่สุด แม้ว่าการกัดด้วยเครื่อง CNC จะให้ความแม่นยำและความแข็งแรงของวัสดุที่ไม่มีใครเทียบได้ แต่ก็ไม่ใช่เวทมนตร์.
ในฐานะผู้จัดการฝ่ายจัดซื้อ คุณต้องเข้าใจข้อจำกัดต่างๆ— ข้อเสียของการกัด CNC—ก่อนที่คุณจะตัดสินใจจัดสรรงบประมาณ.
1. ค่าใช้จ่ายในการติดตั้งเริ่มต้นและค่าใช้จ่ายในการวิจัยและพัฒนา (NRE) สูง (ค่าปรับแบบ "ครั้งเดียว")
การกัดขึ้นรูปด้วยเครื่อง CNC ไม่ใช่กระบวนการ "พิมพ์ตามสั่ง" ก่อนที่จะมีการตัดชิ้นงานโลหะแม้แต่ชิ้นเดียว โปรแกรมเมอร์จะต้องนำเข้าไฟล์ CAD ของคุณ เขียนเส้นทางการตัดด้วย CAM เลือกเครื่องมือตัดจริง โหลดเครื่องมือลงในแท่นหมุนของเครื่อง กำหนดความยาวของเครื่องมือ ตัดชิ้นงานดิบด้วยเลื่อยสายพาน และตั้งค่าปากกาจับชิ้นงาน.
กระบวนการทั้งหมดนี้ (การติดตั้งและการออกแบบทางวิศวกรรมที่ไม่เกิดขึ้นซ้ำ) อาจใช้เวลาตั้งแต่ 2 ถึง 6 ชั่วโมง หากอัตราค่าแรงในโรงงานอยู่ที่ 100 ดอลลาร์สหรัฐต่อชั่วโมง คุณจะมีค่าใช้จ่ายด้านแรงงานสะสม 600 ดอลลาร์สหรัฐก่อนที่เครื่องจักรจะเริ่มทำงานด้วยซ้ำ.
- บทเรียนจากธุรกิจ B2B: หากคุณสั่งซื้อเพียงชิ้นเดียว ต้นทุนของชิ้นนั้นจะอยู่ที่ 600 ดอลลาร์สหรัฐฯ บวกกับค่าใช้เวลาเครื่องจักร แต่ถ้าคุณสั่งซื้อ 1,000 ชิ้น ค่าใช้จ่ายในการตั้งค่า 600 ดอลลาร์สหรัฐฯ จะลดลงเหลือเพียง 0.60 ดอลลาร์สหรัฐฯ ต่อชิ้น การกัดขึ้นรูปด้วยเครื่อง CNC มีต้นทุนสูงมากสำหรับการผลิตในปริมาณน้อยมาก แต่จะประหยัดอย่างเหลือเชื่อเมื่อผลิตในปริมาณมาก.
2. ข้อจำกัดทางเรขาคณิต (ปัญหาของมุมด้านใน)
เนื่องจากการกัดขึ้นรูปด้วยเครื่อง CNC ใช้เครื่องมือทรงกระบอกหมุนเพื่อกำจัดโลหะ, เป็นไปไม่ได้ในทางกายภาพที่จะตัดมุมภายในที่คมกริบและเป็นมุมฉาก 90 องศาได้อย่างสมบูรณ์แบบ.
ลองนึกภาพการพยายามดันเหรียญกลมๆ เข้าไปในมุมห้องสี่เหลี่ยมดูสิ จะมีช่องว่างที่ไม่สามารถเติมเต็มได้เสมอ ในการกัดขึ้นรูปด้วยเครื่อง CNC นั้น ช่องว่างหรือมุมภายในทุกช่องจะมีรัศมีที่สอดคล้องกับขนาดของเครื่องมือตัด.
หากนักออกแบบ CAD ของคุณยืนยันที่จะให้มุมภายในคมกริบอย่างสมบูรณ์แบบ เราจำเป็นต้องใช้กระบวนการเพิ่มเติม เช่น EDM (การตัดเฉือนด้วยไฟฟ้า) หรือการเจาะรู ซึ่งจะทำให้ต้นทุนของชิ้นส่วนของคุณเพิ่มขึ้นเป็นสองเท่าทันที.
3. ปริมาณของเสียจากวัสดุสูง (ลักษณะการลดปริมาณวัสดุ)
การกัดขึ้นรูปด้วยเครื่อง CNC เป็นกระบวนการตัดเฉือน ในการผลิตชิ้นส่วนยึดสำหรับอุตสาหกรรมการบินและอวกาศที่มีน้ำหนัก 2 ปอนด์ เราอาจต้องเริ่มต้นด้วยแท่งอลูมิเนียมตันที่มีน้ำหนัก 10 ปอนด์ เรากำลังเปลี่ยนวัตถุดิบราคาแพงถึง 8 ปอนด์ให้กลายเป็นเศษวัสดุ แม้ว่าเศษวัสดุเหล่านั้นจะสามารถนำไปรีไซเคิลได้ แต่คุณก็ยังต้องจ่ายต้นทุนเริ่มต้นสำหรับน้ำหนักของวัตถุดิบนั้นอยู่ดี หากคุณกำลังทำการกัดขึ้นรูปวัสดุพิเศษ เช่น อินโคเนล หรือไทเทเนียมเกรด 5 ของเสียจากวัสดุนี้อาจส่งผลกระทบอย่างรุนแรงต่อต้นทุนต่อหน่วยของคุณ.
การตรวจสอบความถูกต้องของแหล่งที่มา: ข้อจำกัดทางเรขาคณิตของเครื่องมือตัดแบบหมุน (ปัญหาเรื่องรัศมีภายใน) และของเสียจากวัสดุจำนวนมากที่เกี่ยวข้องกับการผลิตแบบตัดเฉือน เป็นกฎพื้นฐานของวิศวกรรมเครื่องกล ซึ่งสอนอยู่ในหลักสูตร DFM (Design for Manufacturing) ทุกหลักสูตรทั่วโลก รวมถึงมาตรฐานที่เผยแพร่โดย ASME (สมาคมวิศวกรเครื่องกลแห่งอเมริกา).
การใช้งานเครื่องกัด CNC เรียนรู้ได้ง่ายหรือไม่?
การค้นหาใน Google ที่พบบ่อยในกลุ่มผู้ประกอบการ ผู้จัดการที่พยายามนำการผลิตเข้ามา ส่วนประกอบภายในองค์กร ได้แก่: “การเรียนรู้การกัด CNC นั้นง่ายหรือไม่?” และ “การทำงานกับเครื่องกัด CNC เป็นอาชีพที่ดีหรือไม่?”
ในวงการเทคโนโลยีสมัยใหม่มีความเข้าใจผิดที่อันตรายอย่างหนึ่ง คือ เนื่องจากเครื่อง CNC ถูกควบคุมด้วยคอมพิวเตอร์ ใครๆ ก็สามารถเดินเข้าไปกดปุ่มสีเขียวแล้วผลิตชิ้นส่วนได้ นี่เป็นความเข้าใจผิดอย่างสิ้นเชิง.
ผู้ปฏิบัติงาน เทียบกับ ช่างเครื่อง เทียบกับ โปรแกรมเมอร์
เพื่อให้เข้าใจว่าการเรียนรู้นั้นยากเพียงใด คุณต้องเข้าใจลำดับชั้นของงานในโรงงานเสียก่อน:
- ผู้กดปุ่ม (ผู้ปฏิบัติงาน): การเรียนรู้วิธีการใส่ชิ้นงานโลหะเข้าไปในปากจับ ปิดประตู และกดปุ่มสีเขียว “เริ่มรอบการทำงาน” นั้นง่ายมาก คุณสามารถสอนนักเรียนมัธยมปลายให้ทำสิ่งนี้ได้ภายในสามวัน อย่างไรก็ตาม หากเครื่องจักรส่งเสียงแปลกๆ หรือเครื่องมือชำรุด ผู้ใช้งานก็ไม่รู้ว่าจะซ่อมอย่างไร.
- ช่างประกอบเครื่องจักร: การเรียนรู้วิธีอ่านแบบแปลนที่ซับซ้อน เลือกอุปกรณ์จับยึดชิ้นงานที่เหมาะสม กำหนดตำแหน่งของปากกาจับชิ้นงานให้ตรงอย่างสมบูรณ์แบบภายในระยะคลาดเคลื่อน 0.0001 นิ้ว และปรับค่าชดเชยของเครื่องมือเพื่อให้ชิ้นส่วนอยู่ในเกณฑ์ที่กำหนด ต้องใช้เวลาฝึกงานอย่างทุ่มเท 2 ถึง 5 ปี.
- โปรแกรมเมอร์ CAM: การเรียนรู้ที่จะวิเคราะห์แบบจำลอง CAD 3 มิติ คำนวณความเร็วและอัตราการป้อน (RPM และอัตราการป้อน) ที่แม่นยำสำหรับโลหะชนิดต่างๆ และเขียนเส้นทางการตัดด้วย G-Code ที่จะตัดชิ้นส่วนได้อย่างมีประสิทธิภาพโดยไม่ทำให้เครื่องจักรราคา 500,000 ดอลลาร์สหรัฐฯ เสียหาย ต้องใช้ประสบการณ์ด้านวิศวกรรมอย่างเข้มข้นเป็นเวลา 5 ถึง 10 ปี.
ดังนั้น การเรียนรู้การทำชิ้นงานด้วยเครื่อง CNC นั้นง่ายหรือไม่? ไม่เลย การทำชิ้นงานด้วยเครื่อง CNC อย่างแท้จริงนั้นเป็นการประยุกต์ใช้ฟิสิกส์ คุณต้องเกี่ยวข้องกับโลหะวิทยา พลศาสตร์ความร้อน การสั่นสะเทือนแบบฮาร์มอนิก (การสั่นไหว) และตรีโกณมิติขั้นสูง เส้นทางการเรียนรู้ที่ยากลำบากนี้เองที่เป็นเหตุผลว่าทำไมช่างเครื่อง CNC ที่มีทักษะจึงได้รับค่าตอบแทนสูง และทำไมการนำการกัดขึ้นรูปด้วยเครื่อง CNC มาทำเองภายในองค์กรจึงมักเป็นหายนะทางการเงินสำหรับสตาร์ทอัพที่ประเมินความสามารถของบุคลากรต่ำเกินไป.
นี่คือเหตุผลที่บริษัทผู้ผลิตฮาร์ดแวร์พึ่งพา... EPTAHUB. คุณไม่ได้จ่ายเงินเพียงแค่เพื่อเข้าถึงเครื่องจักรของเราเท่านั้น แต่คุณกำลังจ่ายเงินเพื่อประสบการณ์ด้านวิศวกรรมที่สั่งสมมาหลายสิบปี ซึ่งจำเป็นต่อการทำให้เครื่องจักรเหล่านั้นทำงานได้อย่างไร้ที่ติ.
กรณีศึกษา EPTAHUB: ต้นทุนของการออกแบบที่เกินความจำเป็น
เพื่อรวบรวมแนวคิดทั้งหมดเหล่านี้เข้าด้วยกัน ลองมาดูสถานการณ์ในโลกแห่งความเป็นจริงที่แสดงให้เห็นถึงความจริงข้อนี้ ต้นทุนการกัด CNC และความสำคัญของการเข้าใจกระบวนการ.
เมื่อปีที่แล้ว บริษัทด้านระบบอัตโนมัติหุ่นยนต์แห่งหนึ่งได้เข้ามา EPTAHUB พร้อมกับคำขอเสนอราคา (RFQ) สำหรับโครงสร้างหลักจำนวน 500 ชิ้น สำหรับหุ่นยนต์คลังสินค้าอัตโนมัติ.
ปัญหา: แนวคิดแบบ “CAD บนเดสก์ท็อป”
ทีมวิศวกรรมของลูกค้าได้ออกแบบตัวถังให้เป็นบล็อกอลูมิเนียม 6061-T6 ขนาดใหญ่ชิ้นเดียว ชิ้นส่วนนี้มีความยาว 24 นิ้ว กว้าง 18 นิ้ว และมีช่องว่างลึกอยู่ทั้งหกด้าน.
เนื่องจากชิ้นงานมีรายละเอียดซับซ้อนบนทั้งหกด้าน จึงจำเป็นต้องใช้เครื่องกัด CNC แบบ 5 แกน นอกจากนี้ เนื่องจากชิ้นงานเริ่มต้นจากแท่งอลูมิเนียมขนาดใหญ่หนัก 150 ปอนด์ ต้นทุนวัสดุจึงสูงมาก เราต้องใช้เวลาถึง 14 ชั่วโมงในการกัดเศษอลูมิเนียมหนัก 130 ปอนด์ออกไป เพื่อให้ได้โครงอลูมิเนียมหนักเพียง 20 ปอนด์.
ราคาเสนอเบื้องต้นสำหรับชิ้นส่วนนี้อยู่ที่ 2,800 ดอลลาร์สหรัฐต่อหน่วย ทีมจัดซื้อของลูกค้าปฏิเสธราคาดังกล่าว โดยระบุว่าจะทำให้โครงการล้มละลาย.
วิธีแก้ปัญหา: DFM และการประกอบ
ทีมวิศวกรรมของเราที่ EPTAHUB เข้ามาดำเนินการปรับปรุง DFM (Design for Manufacturing) ครั้งใหญ่ เราให้ความรู้แก่ลูกค้าเกี่ยวกับหลักการต่างๆ ที่กล่าวถึงในคู่มือนี้.
แทนที่จะใช้เครื่องกัด 5 แกนในการขึ้นรูปชิ้นงานขนาดใหญ่ชิ้นเดียว เราได้ออกแบบโครงตัวถังใหม่โดยใช้แผ่นเรียบสี่แผ่นแยกกัน ซึ่งสามารถยึดเข้าด้วยกันได้ด้วยสลักเกลียว.
- การลดระดับเครื่อง: เนื่องจากชิ้นส่วนต่างๆ เป็นแผ่นเรียบ 2 มิติแล้ว เราจึงไม่จำเป็นต้องใช้เครื่องจักร 5 แกนราคา 500,000 ดอลลาร์สหรัฐ เราสามารถใช้เครื่องกัดแนวตั้ง 3 แกนความเร็วสูงมาตรฐานของเราได้ ซึ่งมีค่าใช้จ่ายต่อชั่วโมงต่ำกว่ามาก.
- ประหยัดวัสดุ: เราซื้อแผ่นอลูมิเนียมที่มีความหนามาตรฐานมาใช้ ปริมาณของเสียจากวัสดุลดลงจาก 130 ปอนด์ เหลือเพียง 15 ปอนด์เท่านั้น.
- ความเร็วในการทำงาน: เราใช้กระบวนการกัดหน้าและกัดโปรไฟล์แบบมาตรฐาน โดยใช้เครื่องมือขนาดใหญ่และแข็งแรง ส่งผลให้เวลาในการทำงานลดลงอย่างมาก.
ผลลัพธ์
ด้วยการทำความเข้าใจว่าเครื่องกัด CNC กำจัดวัสดุอย่างไร เราจึงลดเวลาการผลิตลงได้ 75%.
ต้นทุนต่อหน่วยของชุดประกอบสี่แผ่นลดลงจาก 2,800 ดอลลาร์สหรัฐ เหลือเพียง 485 ดอลลาร์สหรัฐ เราส่งมอบสินค้าได้สำเร็จจำนวน 500 หน่วย ช่วยให้ลูกค้าประหยัดค่าใช้จ่ายในการผลิตได้มากกว่า 1,150,000 ดอลลาร์สหรัฐ.
คำถามที่พบบ่อย: คำถามเกี่ยวกับการทำงานของเครื่องกัด CNC
1. ค่าใช้จ่ายเฉลี่ยของเครื่อง CNC คือเท่าไร?
นี่เป็นคำถามที่พบบ่อยที่สุด แต่ก็เป็นคำถามที่ตอบยากที่สุดในวงการผลิต การกัดขึ้นรูปด้วยเครื่อง CNC ไม่ได้คิดราคาตามน้ำหนัก แต่คิดราคาตามเวลา หากคุณมีบล็อกอลูมิเนียมธรรมดาที่มีรูเจาะสี่รู ราคาอาจอยู่ที่ 15 ดอลลาร์สหรัฐ แต่หากคุณมีใบพัดเครื่องบินไทเทเนียมที่ซับซ้อนซึ่งต้องใช้เวลาในการกัดขึ้นรูป 5 แกนนาน 12 ชั่วโมง ราคาอาจสูงถึง 4,000 ดอลลาร์สหรัฐ วิธีเดียวที่จะได้ราคาที่แม่นยำคือการส่งไฟล์ STEP ไปให้ EPTAHUB สำหรับการวิเคราะห์เวลาวงจรอย่างเป็นทางการ.
2. เครื่องกัด CNC สามารถตัดเหล็กกล้าชุบแข็งได้หรือไม่?
ใช่แล้ว ในขณะที่คนส่วนใหญ่มักเชื่อมโยงการตัดเฉือนด้วยเครื่อง CNC กับงานที่อ่อนนุ่มกว่า โลหะเช่นอะลูมิเนียม หรือทองเหลือง เครื่องกัด CNC สมัยใหม่ที่ติดตั้งแกนหมุนที่แข็งแรงและดอกกัดปลายเซรามิกหรือคาร์ไบด์เคลือบแบบพิเศษ สามารถ "กัดแข็ง" เหล็กกล้าเครื่องมือ (เช่น D2 หรือ H13) ที่มีความแข็งเกิน 55 HRC (Rockwell Hardness) ได้อย่างง่ายดาย นี่คือวิธีการ แม่พิมพ์ฉีดพลาสติก ผลิตขึ้น.
3. “การตั้งค่า” ในการกัด CNC คืออะไร?
“การตั้งค่า” หมายถึงทิศทางการวางชิ้นส่วนในเครื่องจักร เครื่องกัด 3 แกนมาตรฐานสามารถตัดได้เฉพาะด้านบนของวัสดุเท่านั้น หากชิ้นส่วนของคุณมีรูที่ด้านล่าง เครื่องจักรจะต้องหยุดทำงาน ผู้ปฏิบัติงานต้องเปิดประตู คลายแคลมป์ชิ้นส่วน พลิกกลับด้าน แคลมป์ใหม่ และเรียกใช้โปรแกรมที่สอง นี่เรียกว่า “การตั้งค่าครั้งที่ 2” ทุกครั้งที่มนุษย์ต้องสัมผัสชิ้นส่วนเพื่อพลิกกลับด้าน ต้นทุนต่อหน่วยของคุณก็จะเพิ่มขึ้น การออกแบบที่ดีจะช่วยลดขั้นตอนการตั้งค่าให้น้อยที่สุด.
4. เหตุใดการกัดขึ้นรูปด้วยเครื่อง CNC จึงต้องใช้สารหล่อเย็น?
เมื่อคุณลากเครื่องมือคาร์ไบด์ผ่านเหล็กกล้าแข็งด้วยความเร็ว 10,000 รอบต่อนาที แรงเสียดทานจะสร้างความร้อนมหาศาล หากปล่อยไว้โดยไม่ควบคุม ความร้อนนี้จะเชื่อมเศษโลหะเข้ากับเครื่องมือ ทำให้เครื่องมือหักทันที เครื่องจักรจะฉีดส่วนผสมของน้ำและน้ำมันสังเคราะห์ (สารหล่อเย็น) ด้วยแรงดันสูงเข้าไปในบริเวณการตัด ซึ่งมีจุดประสงค์สองประการ คือ ช่วยระบายความร้อนให้กับเครื่องมืออย่างรวดเร็ว และชะล้างเศษโลหะออกจากร่องอย่างแรง เพื่อป้องกันไม่ให้เครื่องมือตัดซ้ำอีก.
สรุป: เลิกเดา หันมาออกแบบทางวิศวกรรม
ความเข้าใจ เครื่องกัด CNC ทำงานอย่างไร นี่ไม่ใช่แค่แบบฝึกหัดทางวิชาการเท่านั้น สำหรับผู้จัดการฝ่ายจัดซื้อ ผู้ก่อตั้งบริษัทฮาร์ดแวร์ และผู้บริหารห่วงโซ่อุปทาน มันเป็นทักษะสำคัญในการอยู่รอดทางการเงิน.
ทุกรายละเอียดในโปรแกรม CAD ที่ทีมของคุณออกแบบ ไม่ว่าจะเป็นช่องลึกทุกช่อง มุมแหลมคมภายในทุกมุม หรือการเลือกใช้วัสดุแปลกใหม่ ล้วนส่งผลต่อเวลาการทำงานของแกนหมุน การสึกหรอของเครื่องมือ และต้นทุนในโรงงานโดยตรง.
ยุคของการโยนไฟล์ CAD ไปให้โรงงานผลิตชิ้นส่วนเครื่องจักรแล้วหวังว่าจะได้ราคาดีนั้นจบลงแล้ว เพื่อความอยู่รอดในตลาดฮาร์ดแวร์ B2B สมัยใหม่ คุณต้องออกแบบโดยเฉพาะสำหรับกระบวนการกัดขึ้นรูป คุณต้องยอมรับเครื่องมือมาตรฐาน ลดขั้นตอนการตั้งค่าให้น้อยที่สุด และใช้ระนาบอ้างอิงแบบเรียบ.
หากซัพพลายเออร์ปัจจุบันของคุณส่งใบเสนอราคาสูงเกินจริงโดยไม่ชี้แจง "เหตุผล" แสดงว่าคุณกำลังร่วมงานกับคู่ค้าที่ไม่เหมาะสม.
ที่ EPTAHUB, เราไม่ได้แค่กดปุ่มแล้วตัดโลหะ เราเชื่อมช่องว่างระหว่างสำนักงานวิศวกรรมของคุณกับโรงงานของเรา เราวิเคราะห์ไฟล์ CAD ของคุณ ใช้หลักการ DFM อย่างเข้มงวด และปรับเส้นทางการตัดให้เหมาะสม เพื่อให้แน่ใจว่าเมื่อเครื่องกัด CNC ของเราเริ่มทำงาน จะสร้างมูลค่าสูงสุดให้กับห่วงโซ่อุปทานของคุณ.
อย่าปล่อยให้การออกแบบที่ไม่ได้รับการปรับแต่งอย่างเหมาะสมมากำหนดงบประมาณของคุณ ส่งไฟล์ 3 มิติของคุณไปที่ EPTAHUB วันนี้ ให้ทีมวิศวกรของเราสาธิตให้คุณเห็นว่าการกัด CNC นั้นทำงานอย่างไรอย่างถูกต้อง.






