











สวัสดีอีกครั้งครับ ผมวิศวกรจาก Eptahub ครับ หากคุณเคยเห็นกรอบหน้าต่างอะลูมิเนียม รางตัวทีสำหรับโต๊ะทำงาน หรือครีบที่ซับซ้อนของฮีทซิงค์ แล้วสงสัยว่ารูปทรงที่ซับซ้อนและต่อเนื่องเช่นนี้เกิดขึ้นได้อย่างไร นั่นแหละคือตัวอย่างของการขึ้นรูปด้วยการอัดรีด (Extrusion).
หลักการพื้นฐานของการอัดขึ้นรูปนั้นเรียบง่ายเหมือนกับการบีบยาสีฟันออกจากหลอด แต่ความเรียบง่ายนั้นกลับซ่อนกระบวนการผลิตที่ทรงพลัง ซึ่งช่วยให้เราสร้างรูปทรงที่มีหน้าตัดซับซ้อนได้อย่างเหลือเชื่อในราคาที่ค่อนข้างต่ำ โดยเฉพาะอย่างยิ่งในระดับอุตสาหกรรม ผมได้ใช้การอัดขึ้นรูปเพื่อแก้ปัญหาด้านการออกแบบต่างๆ ตั้งแต่กล่องหุ้มอุปกรณ์อิเล็กทรอนิกส์แบบกำหนดเองไปจนถึงโครงสร้างน้ำหนักเบา.
อย่างไรก็ตาม ความแตกต่างระหว่างชิ้นส่วนขึ้นรูปด้วยการอัดรีดที่มีคุณภาพสูงและคุ้มค่า กับชิ้นส่วนที่มีปัญหาและราคาแพง มักขึ้นอยู่กับความเข้าใจในรายละเอียดปลีกย่อยของกระบวนการ คู่มือนี้จัดทำขึ้นสำหรับผู้ที่ต้องการตัดสินใจอย่างชาญฉลาด นั่นคือ วิศวกรออกแบบที่กำหนดค่าความคลาดเคลื่อน และผู้จัดการฝ่ายจัดซื้อที่จัดหาผลิตภัณฑ์ขั้นสุดท้าย.
เราจะกล่าวถึงหัวข้อต่อไปนี้:
- กลไกหลัก: กระบวนการอัดรีดทำงานอย่างไรในระดับกายภาพ.
- วิธีการหลัก: การอัดรีดโดยตรงเทียบกับการอัดรีดโดยอ้อม และความแตกต่างที่สำคัญระหว่างทั้งสองแบบ.
- บทบาทของอุณหภูมิ: การเปรียบเทียบการอัดขึ้นรูปด้วยความร้อนและความเย็นในเชิงปฏิบัติ.
- การออกแบบเพื่อการผลิต (DFM): “กฎทอง” สำหรับการออกแบบโปรไฟล์ที่ผลิตได้ง่ายและมีโอกาสล้มเหลวน้อยลง.
- การเลือกวัสดุ: ทำไมอะลูมิเนียมถึงเป็นตัวเลือกที่ดีที่สุด และคุณมีตัวเลือกอะไรบ้าง.
- คู่มือทีละขั้นตอน เพื่อสร้างเอกสารขอใบเสนอราคา (RFQ) ที่สมบูรณ์แบบสำหรับชิ้นส่วนขึ้นรูปด้วยการอัดรีด.
มาลองดันแท่งโลหะผ่านแม่พิมพ์กันดู.
การขึ้นรูปโลหะให้เหมือนยาสีฟัน
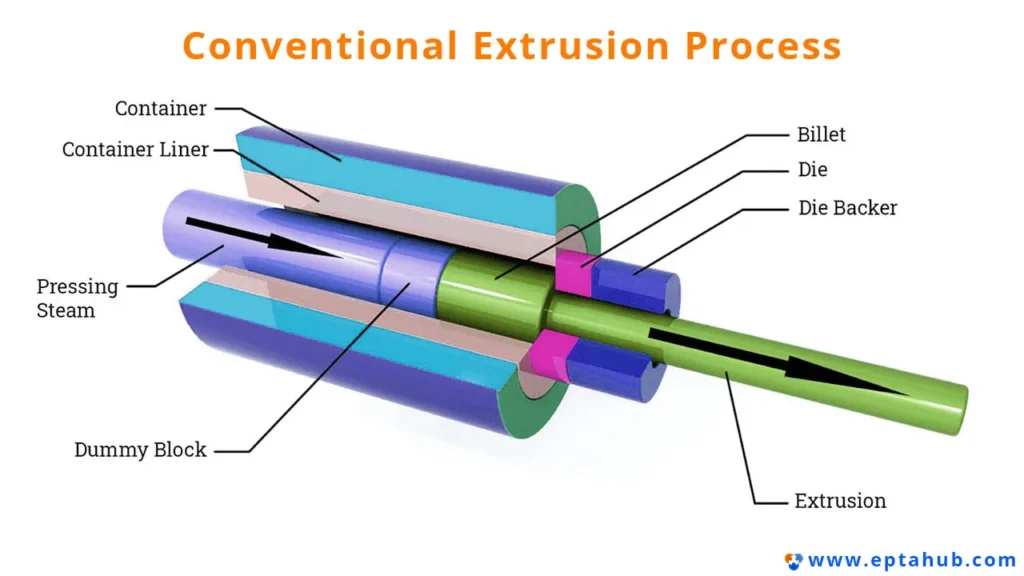
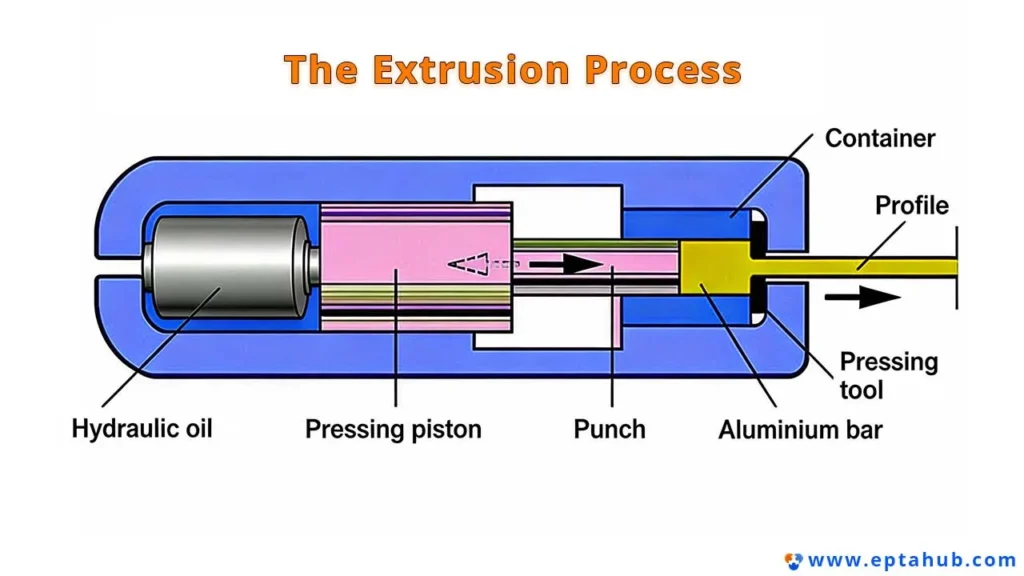
กล่าวโดยง่ายที่สุด การอัดรีดคือกระบวนการอัดวัสดุให้ไหลผ่านแม่พิมพ์ ซึ่งเป็นเครื่องมือที่มีรูปทรงหน้าตัดเฉพาะ วัสดุจะออกมาจากอีกด้านหนึ่งของแม่พิมพ์เป็นชิ้นยาวต่อเนื่องที่มีรูปทรงเดียวกับช่องเปิดของแม่พิมพ์.
ผู้ที่มีบทบาทสำคัญในกระบวนการนี้ ได้แก่:
- เดอะบิลเล็ต: นี่คือวัตถุดิบตั้งต้น เป็นแท่งหรือทรงกระบอกแข็งของวัสดุที่จะนำไปขึ้นรูปด้วยการอัดรีด (เช่น อลูมิเนียม ทองแดง พลาสติก).
- ตู้คอนเทนเนอร์: ห้องที่มีผนังหนาซึ่งกักเก็บแท่งโลหะไว้ภายใต้แรงดัน.
- ตัวดันลูกสูบ (หรือตัวดัน): ลูกสูบที่ออกแรงดันมหาศาลไปที่ด้านหลังของแท่งโลหะ บังคับให้แท่งโลหะเคลื่อนที่ไปข้างหน้า.
- ลูกเต๋า: แผ่นเหล็กกล้าชุบแข็งที่มีช่องเจาะเป็นรูปทรงสุดท้ายที่ต้องการ นี่คือหัวใจสำคัญของการทำงาน และเป็นจุดที่ "ความมหัศจรรย์" ที่แท้จริงเกิดขึ้น.
กระบวนการนี้ไม่ซับซ้อน: แท่งโลหะ (มักจะถูกอุ่นไว้ก่อน) จะถูกวางลงในภาชนะ ลูกสูบจะดันแท่งโลหะด้วยแรงหลายพันตันไปที่แม่พิมพ์ แรงดันมหาศาลจะทำให้วัสดุเกิดการเปลี่ยนรูปพลาสติกและไหลผ่านช่องเปิดของแม่พิมพ์ กลายเป็นรูปทรงสุดท้าย จากนั้นชิ้นงานที่ขึ้นรูปยาวจะถูกทำให้เย็นลง ยืดออกเพื่อลดความเครียดภายใน และตัดให้ได้ความยาวที่ต้องการ.
การอัดรีดโดยตรงเทียบกับการอัดรีดโดยอ้อม: ใช้วิธีใด?
แม้ว่าแนวคิดจะเรียบง่าย แต่มีสองวิธีหลักในการทำให้สำเร็จ ได้แก่ วิธีโดยตรงและวิธีโดยอ้อม การเลือกวิธีใดวิธีหนึ่งจะส่งผลต่อแรงที่ต้องใช้ เครื่องมือ และคุณภาพของผลิตภัณฑ์ขั้นสุดท้าย.
การอัดรีดโดยตรง (การอัดรีดไปข้างหน้า)
นี่เป็นวิธีการที่เก่าแก่ที่สุดและใช้กันอย่างแพร่หลายที่สุด ในการอัดขึ้นรูปโดยตรง แท่งโลหะจะเลื่อนไปข้างหน้าสัมพันธ์กับผนังภาชนะ ขณะที่ลูกสูบดันแท่งโลหะเข้าหาแม่พิมพ์ที่อยู่กับที่.
- การเปรียบเทียบ: นึกถึงเข็มฉีดยามาตรฐาน คุณดันลูกสูบ (แกนดัน) ซึ่งจะดันของเหลว (แท่งโลหะ) ผ่านผนังของกระบอกฉีดยา (ภาชนะ) และออกมาทางเข็ม (แม่พิมพ์).
- ข้อดี: เครื่องมือและการตั้งค่าเครื่องอัดที่ง่ายกว่า กระบวนการที่ใช้งานได้หลากหลายและเข้าใจง่าย.
- ข้อเสีย: ข้อเสียเปรียบที่สำคัญคือขนาดที่ใหญ่มาก แรงเสียดทาน เกิดจากการที่แท่งโลหะทั้งหมดเลื่อนไปตามผนังภาชนะ ซึ่งต้องใช้แรงมากกว่าเดิมอย่างมาก และแรงนี้จะแปรผันไปตามความยาวของแท่งโลหะที่สั้นลง ซึ่งอาจส่งผลให้คุณสมบัติของโลหะไม่สม่ำเสมอ.
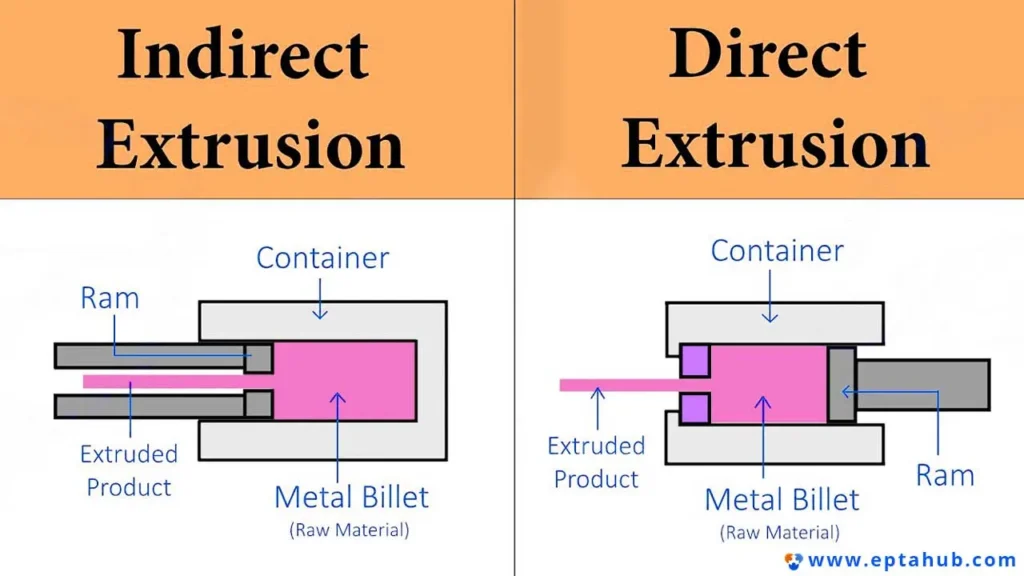
การอัดรีดทางอ้อม (การอัดรีดแบบย้อนกลับ)
ในวิธีการที่ทันสมัยกว่านี้ แม่พิมพ์จะถูกติดตั้งไว้ที่ด้านหน้าของแท่งทรงกระบอกกลวง แท่งทรงกระบอกจะดันแม่พิมพ์ เข้าไปข้างใน แท่งโลหะซึ่งถูกยึดไว้กับที่ในภาชนะ วัสดุจะไหลย้อนกลับผ่านแม่พิมพ์และออกมาทางลูกสูบกลวง.
- การเปรียบเทียบ: ลองนึกภาพเข็มฉีดยาที่ไม่มีฝาปิด คุณจับลูกสูบให้คงที่แล้วดันเข็มฉีดยาเข้าไป ถัง ของเหลวจะไหลออกมาทางรูที่ลูกสูบ.
- ข้อดี: แรงเสียดทานแทบจะหมดไป, ซึ่งหมายความว่าใช้แรงน้อยลงและแรงคงที่ ส่งผลให้คุณสมบัติทางกลมีความสม่ำเสมอมากขึ้นและลดของเสียลง.
- ข้อเสีย: เครื่องมือที่ใช้มีความซับซ้อนมากขึ้น และขนาดของรูปทรงถูกจำกัดด้วยเส้นผ่านศูนย์กลางภายในของลูกสูบกลวง.
ตารางที่ 1: การอัดรีดโดยตรงเทียบกับการอัดรีดโดยอ้อม—การเปรียบเทียบในมุมมองของวิศวกร
| คุณสมบัติ | การอัดรีดโดยตรง (วิธีที่พบมากที่สุด) | การอัดรีดทางอ้อม |
|---|---|---|
| แรงเสียดทาน | สูง (แท่งโลหะเคลื่อนที่ชนผนังตู้คอนเทนเนอร์) | ต่ำ (แท่งโลหะอยู่นิ่งเมื่อเทียบกับภาชนะบรรจุ) |
| กำลังที่ต้องการ | สูงและแปรผันได้ | ต่ำกว่าและสม่ำเสมอกว่า |
| โครงสร้างเมล็ดพืช | อาจไม่สม่ำเสมอตลอดความยาว | มีความสม่ำเสมอและเป็นระเบียบมากขึ้น |
| เหมาะสำหรับ | รูปทรงมาตรฐาน รูปทรงตัน การใช้งานที่ต้นทุนต่ำกว่า. | รูปทรงที่มีความแม่นยำสูง รูปทรงกลวงที่ซับซ้อน โลหะผสมที่ไวต่อแรงเสียดทาน. |
การอัดขึ้นรูปด้วยความร้อนเทียบกับการอัดขึ้นรูปด้วยความเย็น: บทบาทของอุณหภูมิ
อุณหภูมิที่ใช้ในการขึ้นรูปด้วยการอัดรีดมีผลกระทบอย่างมากต่อกระบวนการและคุณสมบัติของผลิตภัณฑ์ขั้นสุดท้าย.
การอัดขึ้นรูปด้วยความร้อน
นี่เป็นวิธีการอัดรีดแบบที่พบได้บ่อยที่สุด โดยเฉพาะอย่างยิ่งสำหรับโลหะผสมอะลูมิเนียมและทองแดง กระบวนการนี้ดำเนินการที่อุณหภูมิสูงกว่าอุณหภูมิการตกผลึกใหม่ของวัสดุมาก (สำหรับอะลูมิเนียม โดยทั่วไปจะอยู่ในช่วง 350-500°C / 660-930°F).
- ทำไมต้องทำให้ร้อน? การให้ความร้อนแก่แท่งโลหะทำให้วัสดุอ่อนตัวและยืดหยุ่นได้ ซึ่งจะช่วยลดแรงที่ต้องใช้ในการดันแท่งโลหะผ่านแม่พิมพ์ลงอย่างมาก และช่วยให้สามารถสร้างรูปทรงตัดขวางที่ซับซ้อนและละเอียดอ่อนได้.
- ข้อควรพิจารณาที่สำคัญ: กระบวนการนี้ช่วยให้สามารถสร้างรูปทรงที่ซับซ้อนมากได้ แต่ผลลัพธ์ที่ได้จะไม่สมบูรณ์แบบนัก การตกแต่งพื้นผิว (เนื่องจากการออกซิเดชัน) และความคลาดเคลื่อนของขนาดที่กว้างขึ้น (เนื่องจากการหดตัวจากความร้อน).
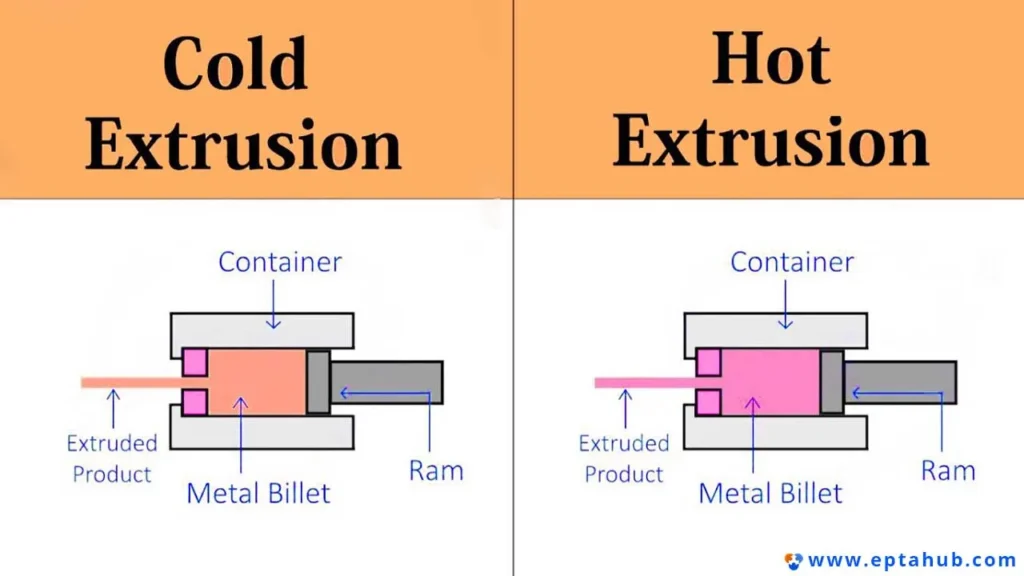
การอัดรีดเย็น
การอัดขึ้นรูปเย็นดำเนินการที่อุณหภูมิห้องหรือใกล้เคียง เนื่องจากวัสดุไม่อ่อนตัวลงด้วยความร้อน จึงต้องใช้แรงมหาศาลในการทำให้เสียรูป.
- ทำไมต้องทำแบบเย็น? ประโยชน์หลักคือผลกระทบต่อคุณสมบัติของวัสดุ กระบวนการนี้เป็นรูปแบบหนึ่งของการขึ้นรูปเย็น ซึ่งนำไปสู่ การแข็งตัวของความเครียด. ชิ้นส่วนสุดท้ายมีความแข็งแรงและทนทานกว่าวัสดุตั้งต้นอย่างเห็นได้ชัด.
- ข้อควรพิจารณาที่สำคัญ: กระบวนการนี้ให้ผิวสำเร็จที่ยอดเยี่ยม ความคลาดเคลื่อนที่แม่นยำ และคุณสมบัติทางกลที่ดีขึ้น อย่างไรก็ตาม กระบวนการนี้ต้องการแรงมหาศาลและจำกัดเฉพาะรูปทรงที่เรียบง่ายเท่านั้น.
การเลือกใช้วัสดุ: ทำไมอลูมิเนียมถึงเป็นตัวเลือกที่ดีที่สุด
แม้ว่าคุณจะสามารถขึ้นรูปพลาสติก ทองแดง ทองเหลือง และแม้แต่เหล็กได้ (แต่ทำได้ยากมาก), อะลูมิเนียม อะลูมิเนียมอัลลอยเป็นวัสดุขึ้นรูปด้วยการอัดรีดที่สำคัญที่สุด โดยกว่า 701,000 ตันของผลิตภัณฑ์โลหะขึ้นรูปด้วยการอัดรีดทั้งหมดผลิตจากอะลูมิเนียมอัลลอย.
เหตุใดอลูมิเนียมจึงเหมาะอย่างยิ่งสำหรับการขึ้นรูปด้วยการอัดรีด?
- คุณสมบัติการขึ้นรูปด้วยการอัดรีดที่ยอดเยี่ยม: โลหะชนิดนี้มีจุดหลอมเหลวค่อนข้างต่ำและมีความยืดหยุ่นสูงเมื่อร้อน ทำให้สามารถขึ้นรูปผ่านแม่พิมพ์ที่ซับซ้อนได้ง่าย.
- อัตราส่วนความแข็งแรงต่อน้ำหนักสูง: จึงเหมาะอย่างยิ่งสำหรับการใช้งานโครงสร้างที่น้ำหนักเป็นสิ่งสำคัญ.
- ความต้านทานการกัดกร่อนตามธรรมชาติ: อะลูมิเนียมจะเกิดชั้นออกไซด์ที่แข็งแรงและโปร่งใสขึ้นทันที ซึ่งช่วยปกป้องอะลูมิเนียมจากสภาพแวดล้อม และสามารถเพิ่มประสิทธิภาพได้อีกด้วยกระบวนการอะโนไดซ์.
โลหะผสมอะลูมิเนียมทั่วไปสำหรับการขึ้นรูปด้วยการอัดรีด:
- อะลูมิเนียม 6063: เป็นโลหะผสมที่ใช้ในการขึ้นรูปด้วยการอัดรีดที่พบได้ทั่วไป มีผิวเรียบเนียนดีเยี่ยม ทนทานต่อการกัดกร่อนสูง และสามารถชุบอะโนไดซ์ได้ง่าย จึงเป็นมาตรฐานสำหรับการใช้งานด้านสถาปัตยกรรมและการตกแต่ง.
- อะลูมิเนียม 6061: มีความแข็งแรงมากกว่า 6063 เป็นโลหะผสมโครงสร้างอเนกประสงค์ที่ใช้ในทุกอย่างตั้งแต่โครงเครื่องจักรไปจนถึงชิ้นส่วนอากาศยาน พื้นผิวมีความเรียบเนียนดีมาก แม้จะไม่เรียบเนียนเท่ากับ 6063 ก็ตาม.
การออกแบบโปรไฟล์อัจฉริยะ: กฎสำคัญสำหรับการผลิต (DFM)
ต้นทุนและคุณภาพของชิ้นส่วนที่ขึ้นรูปด้วยการอัดรีดนั้นส่วนใหญ่ถูกกำหนดไว้ในขั้นตอนการออกแบบ รูปทรงที่ออกแบบมาอย่างดีจะทำงานได้อย่างราบรื่น ส่วนรูปทรงที่ออกแบบมาไม่ดีจะทำให้เกิดปัญหาสำหรับเครื่องอัดรีดและเพิ่มต้นทุนให้กับคุณ ในฐานะวิศวกรที่ตรวจสอบการออกแบบเหล่านี้ทุกวัน นี่คือกฎที่ผมมองหาเป็นอันดับแรก.
- กฎข้อที่ 1: พยายามให้ความหนาของผนังสม่ำเสมอ. นี่คือกฎทองคำ โปรไฟล์ที่มีผนังหนาสม่ำเสมอจะเย็นตัวลงในอัตราที่สม่ำเสมอ ลดการบิดเบี้ยวและความเครียดภายใน หากคุณมีส่วนที่หนาเชื่อมต่อกับส่วนที่บาง ส่วนที่บางจะเย็นตัวและหดตัวเร็วกว่า ซึ่งอาจทำให้โปรไฟล์ทั้งหมดเสียรูปทรงได้.
- กฎข้อที่ 2: หลีกเลี่ยงมุมแหลมคม. มุมแหลมทั้งด้านในและด้านนอกเป็นจุดรวมความเค้นในแม่พิมพ์ ทำให้เกิดการสึกหรอและเสียหายก่อนกำหนด นอกจากนี้ยังขัดขวางการไหลของโลหะอย่างราบรื่น ควรเพิ่มรัศมีให้มากพอเสมอ (อย่างน้อย 0.5-1.0 มม. เป็นจุดเริ่มต้นที่ดี).
- กฎข้อที่ 3: รักษาความสมมาตรไว้. รูปทรงสมมาตรนั้นง่ายต่อการขึ้นรูปด้วยแรงดัน เนื่องจากแรงดันและการไหลของโลหะมีความสมดุล ส่วนรูปทรงที่ไม่สมมาตรอาจทำให้เกิดแรงที่ไม่สม่ำเสมอต่อแม่พิมพ์ ทำให้ควบคุมค่าความคลาดเคลื่อนได้ยากขึ้น.
- กฎข้อที่ 4: เข้าใจว่าช่องว่างจะเพิ่มต้นทุน. โปรไฟล์ตันจะถูกขึ้นรูปโดยใช้แม่พิมพ์แผ่นแบบง่ายๆ ส่วนโปรไฟล์กลวง (เช่น ท่อสี่เหลี่ยม) ต้องใช้แม่พิมพ์แบบ "แมงมุม" หรือ "ช่องหน้าต่าง" ที่ซับซ้อนกว่ามาก ซึ่งโลหะจะแยกตัวและเชื่อมต่อกันใหม่ในห้องก่อนที่จะออกมา แม่พิมพ์เหล่านี้มีราคาแพงกว่าในการผลิตและบำรุงรักษา หากคุณสามารถออกแบบโดยใช้โปรไฟล์แบบเปิดได้ ต้นทุนจะถูกกว่า.
- กฎข้อที่ 5: คำนึงถึงอัตราส่วนภาพ. ควรหลีกเลี่ยงชิ้นส่วนที่ยาวและบางมากโดยไม่มีส่วนรองรับ ครีบระบายความร้อนที่สูงและบางมากนั้นยากต่อการขึ้นรูปโดยไม่ให้เกิดการบิดเบี้ยวมากกว่าครีบที่สั้นและหนากว่า อัตราส่วนความสูงต่อช่องว่างที่ 10:1 เป็นข้อจำกัดที่ใช้ได้จริงและควรคำนึงถึง.
กรณีศึกษา: การออกแบบแผ่นระบายความร้อนแบบกำหนดเองสำหรับโคมไฟ LED
- ความท้าทาย: ลูกค้ารายหนึ่งกำลังพัฒนาอุปกรณ์กำลังสูง ไฟ LED อุตสาหกรรม อุปกรณ์ดังกล่าว ต้นแบบแรกของพวกเขาซึ่งใช้ฮีทซิงค์แบบสำเร็จรูปนั้นเกิดความร้อนสูงเกินไป ทำให้ LED เสียหายก่อนกำหนด พวกเขาจึงต้องการโซลูชันแบบกำหนดเองที่เพิ่มพื้นที่ผิวสำหรับการระบายความร้อนให้มากที่สุดภายในกรอบที่จำกัด.
- ทำไมต้องใช้กระบวนการอัดรีด? ครีบระบายความร้อนที่มีลักษณะยาว บาง และซับซ้อน ซึ่งจำเป็นสำหรับฮีทซิงค์ประสิทธิภาพสูงนั้น ไม่สามารถผลิตด้วยเครื่องจักรได้อย่างคุ้มค่า การอัดขึ้นรูปจึงเป็นกระบวนการผลิตเดียวที่ทำได้.
- กระบวนการออกแบบของเรา (การประยุกต์ใช้ DFM):
- การเลือกวัสดุ: เราเลือก อะลูมิเนียม 6063-T5. เลือกใช้เหล็กกล้าไร้สนิม 6063 เนื่องจากมีคุณสมบัติการนำความร้อนที่ดีเยี่ยม และสามารถขึ้นรูปเป็นโปรไฟล์ที่มีครีบระบายความร้อนบางและมีอัตราส่วนความยาวต่อความกว้างสูงได้ นอกจากนี้ การอบชุบความร้อนแบบ T5 (การบ่มเทียม) ยังช่วยให้มีเสถียรภาพทางมิติที่ดีอีกด้วย.
- การออกแบบครีบ (กฎ DFM ข้อ 5): ในตอนแรก วิศวกรต้องการครีบระบายความร้อนที่บางและสูงมาก เราจึงทำการจำลองการไหลและแนะนำพวกเขาว่า หากอัตราส่วนความสูงต่อช่องว่างสูงเกินกว่าระดับหนึ่ง (ประมาณ 10:1) การขึ้นรูปครีบโดยไม่ให้เกิดการบิดเบี้ยวจะทำได้ยาก และประสิทธิภาพในการระบายความร้อนจะลดลง เราจึงเลือกใช้ครีบที่สั้นกว่าและกว้างกว่าเล็กน้อย ซึ่งมีความแข็งแรงทนทานกว่าในการผลิต.
- ความหนาของฐาน (กฎ DFM ข้อ 1): เราตรวจสอบให้แน่ใจว่าฐานของแผ่นระบายความร้อนมีความหนาและสม่ำเสมอ เพื่อส่งเสริมการกระจายความร้อนอย่างทั่วถึง และเพื่อให้เป็นฐานที่มั่นคงสำหรับครีบระบายความร้อนในระหว่างกระบวนการขึ้นรูปด้วยการอัดรีด.
- รูยึด: แทนที่จะเจาะรูยึดในภายหลัง เราได้ออกแบบ "ช่องสำหรับสกรู" ลงในโปรไฟล์การขึ้นรูปโดยตรง ช่องเหล่านี้เป็นร่องวงกลมที่สามารถเจาะและทำเกลียวได้ในขั้นตอนที่สองอย่างง่าย ๆ ซึ่งช่วยประหยัดเวลาในการผลิตได้อย่างมาก.
- ผลลัพธ์: แผ่นระบายความร้อนแบบอัดขึ้นรูปขั้นสุดท้ายมีประสิทธิภาพดีกว่าโซลูชันเดิมถึง 30% ช่วยแก้ปัญหาความร้อนสูงเกินไปได้ โดยการนำหลักการออกแบบเพื่อการผลิต (DFM) มาใช้ตั้งแต่เริ่มต้น เราได้สร้างรูปทรงที่ไม่เพียงแต่มีประสิทธิภาพทางความร้อนเท่านั้น แต่ยังคุ้มค่าต่อการผลิตในปริมาณมากอีกด้วย.
วิธีการจัดหาชิ้นส่วนขึ้นรูป: การสร้างใบขอใบเสนอราคาที่สมบูรณ์แบบ
เอกสารขอใบเสนอราคา (RFQ) ที่ชัดเจนและครบถ้วน คือวิธีที่ดีที่สุดในการได้รับใบเสนอราคาที่รวดเร็วและแม่นยำ นี่คือสิ่งที่คู่ค้าด้านการผลิตชิ้นส่วนพลาสติกของคุณจำเป็นต้องเห็น.
ตารางที่ 2: รายการตรวจสอบ RFQ สำหรับชิ้นส่วนขึ้นรูปด้วยการอัดรีด
| หมวดหมู่ | ข้อมูลที่ต้องแจ้ง | เหตุใดจึงมีความสำคัญอย่างยิ่งสำหรับซัพพลายเออร์ของคุณ |
|---|---|---|
| 1. แบบร่างโปรไฟล์ / CAD | • ภาพวาด 2 มิติ (PDF หรือ DXF) แสดงภาพตัดขวางพร้อมระบุขนาดที่สำคัญและค่าความคลาดเคลื่อนไว้อย่างชัดเจน. | นี่คือแหล่งข้อมูลที่ถูกต้องที่สุดสำหรับรูปทรงของชิ้นงาน เราใช้ข้อมูลนี้ในการออกแบบแม่พิมพ์และควบคุมคุณภาพ. |
| 2. โลหะผสมและการอบชุบ | • ระบุชนิดของโลหะผสมและกรรมวิธีอบชุบให้ชัดเจน (เช่น “อลูมิเนียม 6061-T6” หรือ “อลูมิเนียม 6063-T5”). | เรื่องนี้ต่อรองไม่ได้ โลหะผสมเป็นตัวกำหนดคุณสมบัติของวัสดุ (ความแข็งแรง ผิวสำเร็จ ความต้านทานการกัดกร่อน) และกรรมวิธีอบชุบความร้อนเป็นตัวกำหนดสถานะสุดท้ายของวัสดุหลังการอบชุบ การระบุแค่ "อะลูมิเนียม" นั้นไม่เพียงพอ. |
| 3. ค่าความคลาดเคลื่อน | • ระบุค่าความคลาดเคลื่อนมาตรฐานทางการค้า หรือระบุค่าความคลาดเคลื่อนที่เข้มงวดกว่าสำหรับชิ้นส่วนสำคัญ ควรมีความสมเหตุสมผล. | ค่าความคลาดเคลื่อนมาตรฐานของการอัดขึ้นรูปนั้นกว้างกว่าค่าความคลาดเคลื่อนของการกลึง การรักษาค่าความคลาดเคลื่อนที่แคบเกินความจำเป็นจะเพิ่มต้นทุนและความซับซ้อนอย่างมาก. |
| 4. ความยาวและปริมาณ | • ตัดตามความยาว: “ตัดให้ได้ขนาด 2000 มม. ± 1 มม.”. • ปริมาณรวม: “ขอราคาสำหรับ 500 เมตร” หรือ “ขอราคาสำหรับ 250 ชิ้น ชิ้นละ 2 เมตร”. |
ราคาขึ้นอยู่กับปริมาณ (น้ำหนัก) รวมของคำสั่งซื้อเป็นอย่างมาก เนื่องจากปริมาณน้ำหนักจะเป็นตัวกำหนดจำนวนแท่งโลหะที่เราจะผลิต ค่าใช้จ่ายในการตั้งค่าแม่พิมพ์จะถูกคิดเฉลี่ยตลอดการผลิต. |
| 5. การดำเนินงานขั้นที่สอง | • โปรดระบุให้ชัดเจนหากคุณต้องการการประมวลผลเพิ่มเติมใดๆ เช่น... การเจาะ, การตอกเกลียว, การตัดเฉือนด้วยเครื่อง CNC, หรือการตัดเฉียง. | ขั้นตอนการผลิตเหล่านี้แยกกัน ทำให้ต้นทุนและระยะเวลานำส่งเพิ่มขึ้น เราจำเป็นต้องทราบว่าเรากำลังเสนอราคาเฉพาะวัตถุดิบในการขึ้นรูป หรือชิ้นส่วนสำเร็จรูป. |
| 6. ข้อกำหนดด้านการตกแต่ง | • ระบุลักษณะพื้นผิวที่ต้องการ: ผิวสำเร็จแบบมิลล์ (ตามการอัดขึ้นรูป), อะโนไดซ์ (ระบุประเภทและสี เช่น “อะโนไดซ์ใส ประเภท II คลาส 1”) หรือ เคลือบผง (ระบุสี). | การตกแต่งผิวเป็นขั้นตอนสำคัญที่มีผลต่อรูปลักษณ์ ความทนทาน และต้นทุน การชุบอะโนไดซ์ยังส่งผลต่อขนาดเล็กน้อย ซึ่งต้องนำมาพิจารณาด้วย. |
คำถามที่พบบ่อย (FAQ)
ถาม: ตัวอย่างของการอัดขึ้นรูปคืออะไร?
A: คุณจะเห็นชิ้นส่วนขึ้นรูปด้วยการอัดรีดได้ทั่วไป ตัวอย่างที่พบได้บ่อย ได้แก่ วงกบหน้าต่างและประตูอะลูมิเนียม โครงสร้างเหล็กแบบ T-slot (เช่น 80/20) ตู้ไฟฟ้า แผ่นระบายความร้อนสำหรับอุปกรณ์อิเล็กทรอนิกส์ ท่อและข้อต่อ ราวบันได และชิ้นส่วนตกแต่งทางสถาปัตยกรรม.
ถาม: การอัดขึ้นรูปคืออะไร อธิบายง่ายๆ ก็คืออย่างไร?
A: มันเป็นกระบวนการผลิตที่สร้างวัตถุที่มีรูปทรงหน้าตัดคงที่ โดยการดันวัสดุผ่านแม่พิมพ์ที่มีรูปทรงตามต้องการ เปรียบเทียบได้ง่ายที่สุดก็คือ การบีบแป้งผ่านเครื่องกดคุกกี้ หรือการบีบยาสีฟันออกจากหลอด.
ถาม: การอัดขึ้นรูปชนิดใดที่พบได้บ่อยที่สุด?
เอ: การอัดขึ้นรูปโดยตรงด้วยความร้อนของโลหะผสมอลูมิเนียมซีรีส์ 6000 (เช่น 6063 และ 6061) เป็นประเภทที่พบได้บ่อยที่สุด การอัดขึ้นรูปโลหะ แสดงทั่วโลก.
ถาม: การอัดรีดและ... แตกต่างกันอย่างไร? การฉีดขึ้นรูป?
A: กระบวนการอัดรีด (Extrusion) สร้างชิ้นงานที่มีรูปทรงต่อเนื่องเป็นเส้นตรง มีหน้าตัดเดียว (เช่น ท่อหรือรางรถไฟ) จากนั้นจึงตัดให้ได้ความยาวตามต้องการ. การฉีดขึ้นรูป การอัดรีดสร้างชิ้นส่วนสามมิติที่แยกจากกัน (เช่น เฟืองพลาสติกหรือเคสโทรศัพท์) โดยการฉีดวัสดุหลอมเหลวเข้าไปในแม่พิมพ์ปิด ลองนึกภาพการอัดรีดเป็นการดึงรูปทรงสองมิติให้เป็นสามมิติ ในขณะที่การขึ้นรูปสร้างรูปทรงสามมิติที่สมบูรณ์ในครั้งเดียว.
สรุป: รากฐานของการผลิตสมัยใหม่
การอัดขึ้นรูปเป็นกระบวนการพื้นฐานที่ช่วยให้วิศวกรสามารถสร้างรูปทรงที่ซับซ้อน น้ำหนักเบา และแข็งแรงได้อย่างที่กระบวนการอื่นทำไม่ได้ ความสามารถในการวางโลหะได้อย่างแม่นยำในจุดที่ต้องการเท่านั้น ทำให้เป็นวิธีการแก้ปัญหาที่ยอดเยี่ยมสำหรับความท้าทายด้านโครงสร้างและความร้อนที่หลากหลาย.
ด้วยการทำความเข้าใจพื้นฐานของกระบวนการ การออกแบบโดยคำนึงถึงความสามารถในการผลิต และการระบุข้อกำหนดทางเทคนิคที่ชัดเจน คุณจะสามารถปลดล็อกศักยภาพสูงสุดของการอัดขึ้นรูปได้ คุณสามารถสร้างชิ้นส่วนที่ไม่เพียงแต่ใช้งานได้ดีและเชื่อถือได้ แต่ยังประหยัดต้นทุนได้อย่างมาก ที่นี่ เอปตาฮับ, เราทุ่มเทและใส่ใจในกระบวนการนี้อย่างเต็มที่ โดยช่วยให้ลูกค้าของเราเปลี่ยนแท่งโลหะธรรมดาให้กลายเป็นแกนหลักของผลิตภัณฑ์ที่ยอดเยี่ยมชิ้นต่อไปของพวกเขา.
เอกสารอ้างอิง
1.ASTM B221-21, “มาตรฐานข้อกำหนดสำหรับแท่ง ลวด โปรไฟล์ และท่ออลูมิเนียมและโลหะผสมอลูมิเนียมที่ขึ้นรูปด้วยการอัดรีด” ASTM International. https://www.astm.org/b0221-21.html
2. มูลนิธิเทคโนโลยีการอัดรีดสำหรับโปรไฟล์อลูมิเนียม (ET Foundation). https://www.etfoundation.org/







