











Olá novamente. É o seu engenheiro da Eptahub. Se você já olhou para uma moldura de janela de alumínio, um trilho com ranhura em T para uma bancada de trabalho ou as aletas complexas de um dissipador de calor e se perguntou como um perfil tão complexo e contínuo é feito, você estava olhando para uma extrusão.
O conceito básico da extrusão é tão simples quanto espremer pasta de dente de um tubo. Mas nessa simplicidade reside um poderoso processo de fabricação que nos permite criar seções transversais incrivelmente complexas a um custo relativamente baixo, especialmente em grande escala. Tenho utilizado a extrusão para solucionar desafios de design que vão desde gabinetes eletrônicos personalizados até estruturas leves.
No entanto, a diferença entre uma peça extrudada de alta qualidade e baixo custo e uma peça problemática e cara muitas vezes reside na compreensão das nuances do processo. Este guia foi elaborado para quem precisa tomar decisões inteligentes: o engenheiro de projeto que define as tolerâncias e o gerente de compras que seleciona o produto final.
Vamos abordar os seguintes tópicos:
- Os mecanismos principais: Como funciona a extrusão em nível físico.
- Os principais métodos: Extrusão direta versus indireta e as principais diferenças entre elas.
- O papel da temperatura: Uma análise prática da extrusão a quente versus a extrusão a frio.
- Projeto para Fabricação (DFM): As “regras de ouro” para projetar perfis que sejam fáceis de produzir e com menor probabilidade de falhar.
- Seleção de materiais: Por que o alumínio é o melhor e quais são as suas opções.
- Um guia passo a passo para elaborar uma solicitação de cotação (RFQ) perfeita para componentes extrudados.
Vamos passar um tarugo por uma matriz.
Moldando metal como pasta de dente
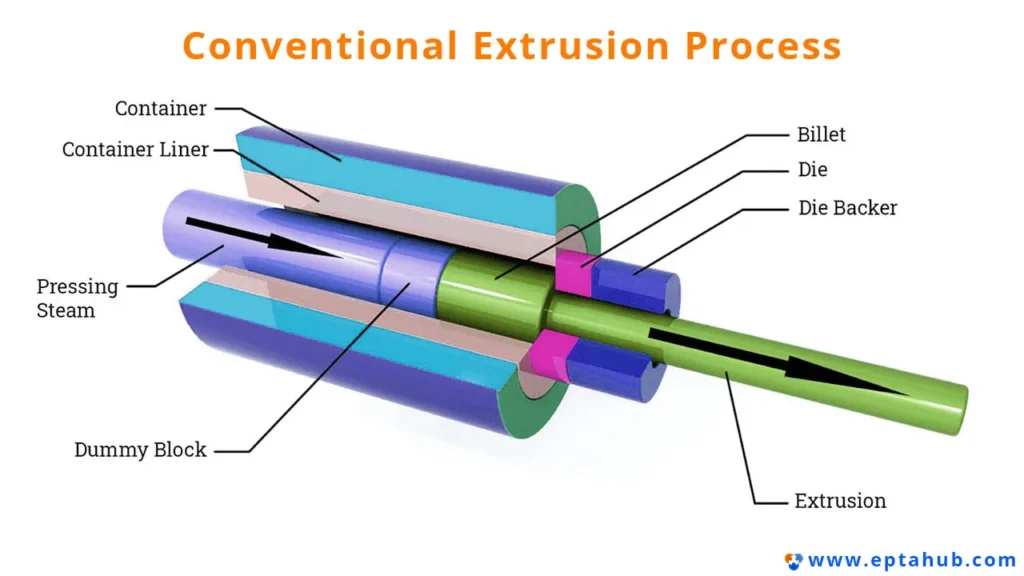
Em termos mais simples, a extrusão é um processo de compressão no qual um material é forçado a fluir através de uma matriz, uma ferramenta com um perfil transversal específico. O material emerge do outro lado da matriz como uma peça contínua e alongada com o mesmo perfil da abertura da matriz.
Os principais intervenientes neste processo são:
- O bilhete: Esta é a matéria-prima, um bloco sólido ou cilindro do material a ser extrudado (por exemplo, alumínio, cobre, plástico).
- O contêiner: Uma câmara de paredes espessas que mantém o tarugo sob pressão.
- O aríete (ou desentupidor): Um pistão que aplica imensa pressão na parte traseira do tarugo, forçando-o para a frente.
- O Dado: Um disco de aço temperado com um recorte no perfil final desejado. Este é o coração da operação e onde a verdadeira "mágica" acontece.
O processo é simples: o tarugo (frequentemente pré-aquecido) é colocado no recipiente. O pistão empurra o tarugo com milhares de toneladas de força contra a matriz. A imensa pressão força o material a deformar-se plasticamente e a fluir através da abertura da matriz, emergindo como o perfil final. A longa extrusão é então resfriada, esticada para aliviar as tensões internas e cortada nos comprimentos desejados.
Extrusão direta versus indireta: qual método é utilizado?
Embora o conceito seja simples, existem duas maneiras principais de realizá-lo: direta ou indiretamente. A escolha afeta a força necessária, as ferramentas e a qualidade do produto final.
Extrusão direta (extrusão frontal)
Este é o método mais antigo e mais comum. Na extrusão direta, o tarugo desliza para a frente em relação à parede do recipiente à medida que o pistão o empurra em direção à matriz estacionária.
- Analogia: Pense em uma seringa comum. Você empurra o êmbolo (o pistão), que força o líquido (o bloco) através das paredes do corpo da seringa (o recipiente) e para fora pela agulha (o disco).
- Prós: Ferramentas e configuração de prensa mais simples. Um processo versátil e bem compreendido.
- Contras: A principal desvantagem é o imenso atrito gerada à medida que o tarugo desliza ao longo das paredes do recipiente. Isso requer uma força significativamente maior, e essa força varia conforme o tarugo fica mais curto, o que pode levar a propriedades não uniformes.
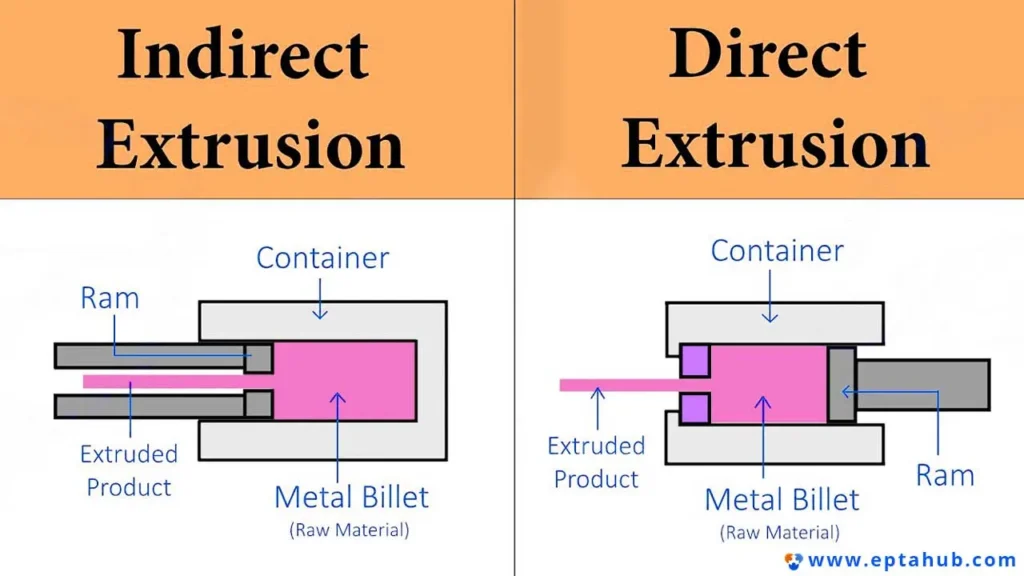
Extrusão indireta (extrusão reversa)
Nesse método mais avançado, a matriz é montada na parte frontal de um pistão oco. O pistão empurra a matriz. em O tarugo, que é mantido imóvel no recipiente. O material flui para trás através da matriz e para fora pelo pistão oco.
- Analogia: Imagine uma seringa sem tampa. Você segura o êmbolo imóvel e empurra a seringa. barril sobre ele. O líquido escorre por um orifício no êmbolo.
- Prós: O atrito é praticamente eliminado., O que significa que é necessária menos força e que a força permanece constante. Isso leva a propriedades mecânicas mais uniformes e menos desperdício.
- Contras: As ferramentas são mais complexas e o tamanho do perfil é limitado pelo diâmetro interno do pistão oco.
Tabela 1: Extrusão direta versus indireta — uma comparação para engenheiros
| Recurso | Extrusão direta (mais comum) | Extrusão indireta |
|---|---|---|
| Atrito | Alto (o tarugo se move contra a parede do contêiner) | Baixo (o tarugo está estacionário em relação ao recipiente) |
| Força necessária | Alto e variável | Mais baixos e mais consistentes |
| Estrutura do Grão | Pode ser menos uniforme ao longo do comprimento. | Mais uniforme e consistente |
| Ideal para | Perfis padrão, formas sólidas, aplicações de baixo custo. | Perfis de alta precisão, formas ocas complexas, ligas sensíveis ao atrito. |
Extrusão a quente versus extrusão a frio: o papel da temperatura
A temperatura em que ocorre a extrusão tem um impacto enorme no processo e nas propriedades do produto final.
Extrusão a quente
Este é, de longe, o tipo mais comum de extrusão, especialmente para ligas de alumínio e cobre. O processo é realizado em temperaturas elevadas, bem acima da temperatura de recristalização do material (para o alumínio, esta geralmente varia entre 350-500°C / 660-930°F).
- Por que fazer isso com calor? O aquecimento do tarugo torna o material macio e dúctil. Isso reduz drasticamente a força necessária para empurrá-lo através da matriz e permite a criação de seções transversais muito intrincadas e complexas.
- Principais compensações: Esse processo permite formas extremamente complexas, mas resulta em um produto com qualidade inferior. acabamento de superfície (devido à oxidação) e tolerâncias dimensionais mais amplas (devido à contração térmica).
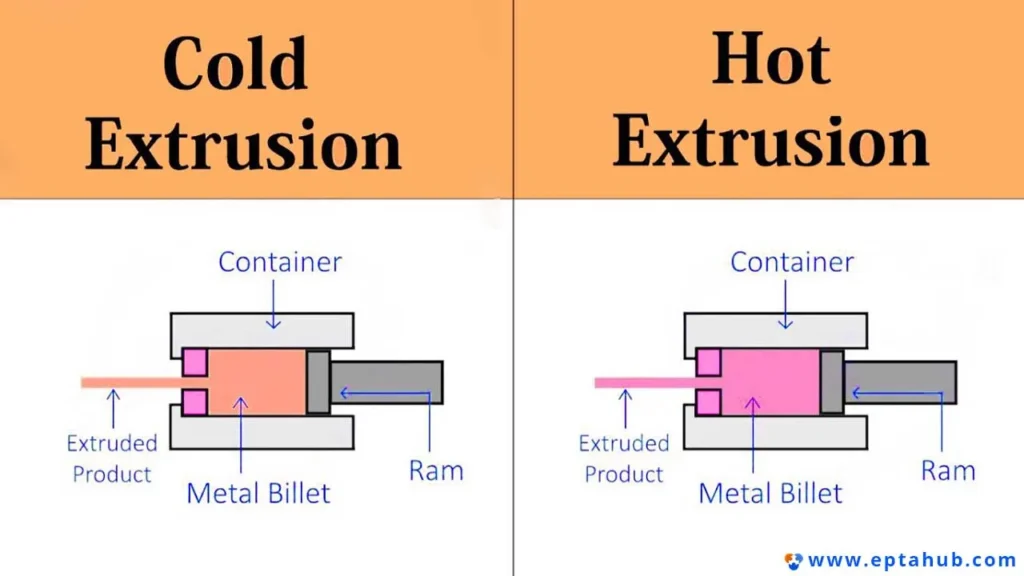
Extrusão a frio
A extrusão a frio é realizada à temperatura ambiente ou próxima dela. Como o material não é amolecido pelo calor, é necessária uma força imensa para deformá-lo.
- Por que fazer isso a frio? O principal benefício reside no efeito sobre as propriedades do material. O processo é uma forma de trabalho a frio, que leva a endurecimento por deformação. A parte final é significativamente mais forte e mais dura do que a matéria-prima.
- Principais compensações: Esse processo proporciona um excelente acabamento superficial, tolerâncias rigorosas e propriedades mecânicas aprimoradas. No entanto, requer força considerável e é limitado a formatos mais simples.
Seleção de Materiais: Por Que o Alumínio é o Rei
Embora seja possível extrudar plásticos, cobre, latão e até mesmo aço (com grande dificuldade), alumínio é o material de extrusão por excelência. Mais de 70% de todos os produtos metálicos extrudados são feitos de ligas de alumínio.
Por que o alumínio é tão perfeito para extrusão?
- Excelente extrudabilidade: Possui um ponto de fusão relativamente baixo e é muito dúctil quando quente, o que facilita sua passagem por matrizes complexas.
- Alta relação resistência/peso: Isso o torna ideal para aplicações estruturais onde o peso é uma preocupação.
- Resistência natural à corrosão: O alumínio forma instantaneamente uma camada de óxido resistente e transparente que o protege do ambiente. Essa proteção pode ser ainda mais reforçada com a anodização.
Ligas de alumínio comuns para extrusão:
- Alumínio 6063: A liga de extrusão mais comum. Oferece excelente acabamento superficial, alta resistência à corrosão e é facilmente anodizada. É o padrão para aplicações arquitetônicas e estéticas.
- Alumínio 6061: Um nível acima em resistência em comparação com o 6063. É uma liga estrutural versátil usada em tudo, desde estruturas de máquinas até componentes aeroespaciais. O acabamento superficial é muito bom, embora não tão impecável quanto o do 6063.
Projetando perfis inteligentes: regras essenciais para a fabricação (DFM)
O custo e a qualidade da sua peça extrudada são amplamente determinados durante a fase de projeto. Um perfil bem projetado funciona sem problemas. Um perfil mal projetado causa problemas para a extrusora e aumenta seus custos. Como engenheiro que analisa esses projetos diariamente, estas são as regras que considero em primeiro lugar.
- Regra 1: Busque uma espessura de parede uniforme. Esta é a regra de ouro. Um perfil com paredes de espessura consistente resfriará a uma taxa uniforme, minimizando deformações e tensões internas. Se você tiver uma seção espessa conectada a uma seção fina, a parte fina resfriará e encolherá mais rapidamente, podendo distorcer todo o perfil.
- Regra 2: Evite cantos vivos. Cantos internos e externos agudos concentram a tensão na matriz, levando ao desgaste prematuro e à falha. Eles também impedem o fluxo suave do metal. Sempre adicione raios generosos (um mínimo de 0,5 a 1,0 mm é um bom ponto de partida).
- Regra 3: Mantenha a simetria. Perfis simétricos são mais fáceis de extrudar porque a pressão e o fluxo de metal estão equilibrados. Formas assimétricas podem criar forças desiguais na matriz, dificultando a obtenção de tolerâncias rigorosas.
- Regra 4: Entenda que os espaços vazios adicionam custo. Perfis maciços são extrudados através de uma matriz de placa simples. Perfis ocos (como um tubo quadrado) requerem uma matriz muito mais complexa, do tipo "aranha" ou "portal", onde o metal se separa e se solda novamente em uma câmara antes de sair. Essas matrizes são mais caras para fabricar e manter. Se você conseguir realizar seu projeto com um perfil oco, será mais barato.
- Regra 5: Atenção à proporção da tela. Evite elementos extremamente longos, finos e sem suporte. Uma aleta muito alta e fina em um dissipador de calor é muito mais difícil de extrudar sem distorção do que uma mais curta e espessa. Uma relação altura/espaço de 10:1 é um limite prático comum a ser considerado.
Estudo de caso: Projetando um dissipador de calor personalizado para uma luminária de LED
- O desafio: Um cliente estava desenvolvendo um sistema de alta potência. iluminação LED industrial O protótipo inicial, que utilizava um dissipador de calor padrão, superaquecia, causando a falha prematura dos LEDs. Eles precisavam de uma solução personalizada que maximizasse a área de superfície para resfriamento dentro de um gabinete compacto.
- Por que a extrusão? As aletas longas, finas e complexas necessárias para um dissipador de calor de alto desempenho são impossíveis de serem usinadas de forma economicamente viável. A extrusão foi o único processo de fabricação possível.
- Nosso processo de design (aplicando DFM):
- Seleção de materiais: Nós escolhemos Alumínio 6063-T5. O aço 6063 foi selecionado por sua excelente condutividade térmica e por sua capacidade de ser extrudado em perfis com aletas finas e de alta relação de aspecto. A têmpera T5 (envelhecimento artificial) proporciona boa estabilidade dimensional.
- Projeto de Aletas (Regra 5 do DFM): Inicialmente, os engenheiros queriam aletas extremamente finas e altas. Realizamos uma simulação de fluxo e os alertamos de que, além de uma certa relação altura/espaço (em torno de 10:1), as aletas se tornariam difíceis de extrudar sem distorção e proporcionariam retornos decrescentes em termos de resfriamento. Optamos, então, por uma aleta ligeiramente mais curta e larga, mais robusta para fabricar.
- Espessura da base (Regra 1 do DFM): Garantimos que a base do dissipador de calor fosse espessa e uniforme para promover uma dispersão de calor homogênea e fornecer uma base estável para as aletas durante o processo de extrusão.
- Furos de montagem: Em vez de usinar furos de montagem posteriormente, projetamos "ressaltos para parafusos" diretamente no perfil de extrusão. Tratam-se de canais circulares que podem ser perfurados e rosqueados em uma operação secundária simples, economizando um tempo de usinagem significativo.
- O resultado: O dissipador de calor extrudado final apresentou desempenho 30% superior à solução padrão, resolvendo o problema de superaquecimento. Ao aplicar os princípios de DFM (Design for Manufacturing) desde o início, criamos um perfil que não só era termicamente eficiente, como também economicamente viável para produção em larga escala.
Como obter fornecedores de perfis extrudados: como elaborar a solicitação de cotação perfeita.
Um pacote de solicitação de cotação (RFQ) claro e completo é a melhor maneira de obter orçamentos rápidos e precisos. Veja o que seu parceiro de extrusão precisa encontrar.
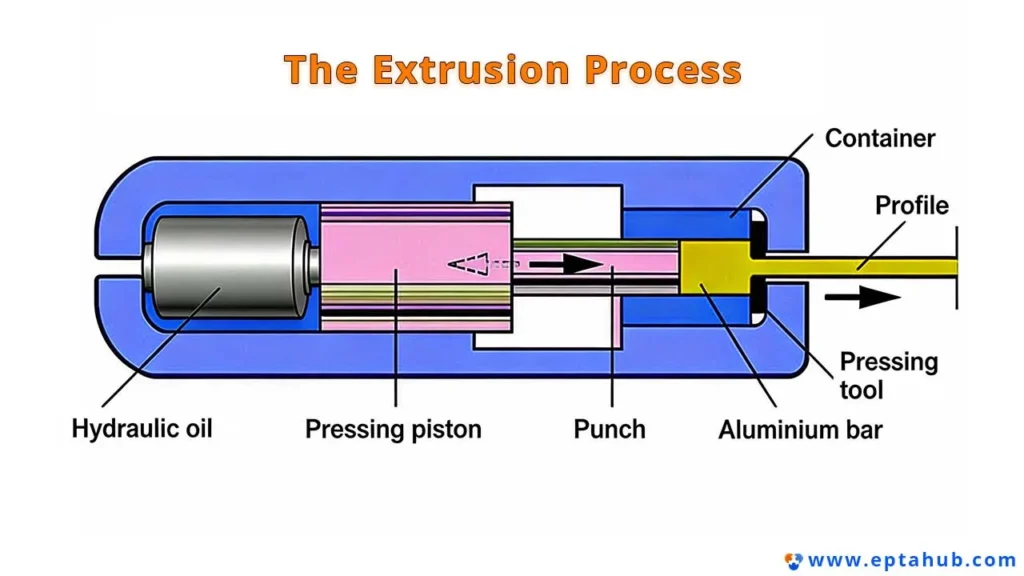
Tabela 2: Lista de verificação da solicitação de cotação para componentes extrudados
| Categoria | Informações a fornecer | Por que isso é crucial para o seu fornecedor? |
|---|---|---|
| 1. Desenho de Perfil / CAD | • Um desenho 2D (PDF ou DXF) Mostrando a seção transversal com todas as dimensões e tolerâncias críticas claramente marcadas. | Esta é a única fonte de verdade para o formato do perfil. Usamos isso para projetar a matriz e para o controle de qualidade. |
| 2. Liga e têmpera | • Especifique a liga e a têmpera exatas. (ex.: “Alumínio 6061-T6” ou “Alumínio 6063-T5”). | Isso é inegociável. A liga determina as propriedades do material (resistência, acabamento, resistência à corrosão) e a têmpera define seu estado final após o tratamento térmico. "Alumínio" não é uma especificação suficiente. |
| 3. Tolerâncias | • Indique as tolerâncias comerciais padrão ou especifique tolerâncias mais rigorosas para características críticas. Seja realista. | As tolerâncias padrão de extrusão são mais amplas do que as tolerâncias de usinagem. Manter tolerâncias desnecessariamente restritas aumenta significativamente o custo e a complexidade. |
| 4. Comprimento e quantidade | • Comprimentos de corte: “Corte com uma precisão de 2000 mm ± 1 mm”. • Quantidade total: “Orçamento para 500 metros” ou “Orçamento para 250 peças de 2 metros cada”. |
O preço depende muito do volume total (peso) do pedido, pois isso determina a quantidade de tarugos que produzimos. Os custos de preparação da matriz são amortizados ao longo da produção total. |
| 5. Operações Secundárias | • Indique claramente se necessita de algum processamento adicional, como por exemplo: perfuração, rosqueamento, usinagem CNC, ou cortando em esquadria. | Essas são etapas de fabricação separadas que aumentam o custo e o prazo de entrega. Precisamos saber se estamos cotando apenas a extrusão bruta ou uma peça acabada. |
| 6. Requisitos de acabamento | • Especifique o acabamento de superfície desejado: Acabamento de fábrica (como extrudado), Anodizado (especifique o tipo e a cor, por exemplo, “Anodizado transparente, Tipo II, Classe 1”), ou Revestimento em pó (especifique a cor). | O acabamento é uma etapa crucial que afeta a aparência, a durabilidade e o custo. A anodização também afeta ligeiramente as dimensões, o que deve ser levado em consideração. |
Perguntas frequentes (FAQ)
P: Qual é um exemplo de extrusão?
A: Você vê perfis extrudados em todos os lugares. Exemplos comuns incluem: esquadrias de alumínio para janelas e portas, perfis estruturais com ranhuras em T (como o perfil 80/20), caixas elétricas, dissipadores de calor para eletrônicos, tubos e canos, corrimãos e acabamentos arquitetônicos.
P: O que é extrusão em termos simples?
A: É um processo de fabricação que cria objetos com um perfil transversal fixo, pressionando o material através de uma matriz com o formato desejado. A analogia mais simples é espremer a massa em uma prensa de biscoitos ou a pasta de dente de um tubo.
P: Qual é o tipo mais comum de extrusão?
UM: Extrusão direta a quente de ligas de alumínio da série 6000 (como 6063 e 6061) é de longe o tipo mais comum de extrusão de metal Apresentado em todo o mundo.
P: Qual é a diferença entre extrusão e moldagem por injeção?
A: A extrusão cria um perfil contínuo e linear de uma única seção transversal (como um tubo ou um trilho), que é então cortado no comprimento desejado. Moldagem por injeção A moldagem cria peças tridimensionais discretas (como uma engrenagem de plástico ou uma capa de celular) injetando material fundido em um molde fechado. Pense na extrusão como formas 2D transformadas em 3D, enquanto a moldagem cria formas totalmente tridimensionais em uma única etapa.
Conclusão: Uma base para a manufatura moderna
A extrusão é um processo fundamental que permite aos engenheiros criar perfis complexos, leves e resistentes de uma forma que nenhum outro processo consegue. Sua capacidade de posicionar o metal precisamente onde é necessário — e somente onde é necessário — a torna uma solução elegante para uma incrível variedade de desafios estruturais e térmicos.
Ao compreender os fundamentos do processo, projetar com foco na fabricação e fornecer uma especificação técnica clara, você pode desbloquear todo o potencial da extrusão. Você pode criar peças que não são apenas funcionais e confiáveis, mas também altamente econômicas. Aqui na [Nome da Empresa], você encontrará tudo isso e muito mais. Eptahub, Vivemos e respiramos esse processo, ajudando nossos clientes a transformar um simples tarugo na espinha dorsal de seu próximo grande produto.
Referências
1.ASTM B221-21, “Especificação padrão para barras, varetas, fios, perfis e tubos extrudados de alumínio e liga de alumínio”, ASTM International. https://www.astm.org/b0221-21.html
2. Tecnologia de extrusão para fundações com perfis de alumínio (ET Foundation). https://www.etfoundation.org/







