











Hallo, ich bin leitender Ingenieur bei Eptahub. In meinen zwölf Jahren Erfahrung in der Fertigung und in Designbesprechungen habe ich festgestellt, dass manche Fertigungsprozesse allgemein bekannt sind, während andere von Mythen und Missverständnissen umgeben sind. Das Hartlöten gehört eindeutig in die zweite Kategorie.
Viele Ingenieure betrachten es als eine Art “Superlot” oder eine “schwächere Schweißverbindung”. Dieses Missverständnis kann dazu führen, dass Chancen für die Entwicklung leichterer, stabilerer und kostengünstigerer Baugruppen verpasst werden. Andererseits kann eine schlecht spezifizierte Lötverbindung die Ursache für katastrophale Ausfälle im Feld sein.
Dieser Leitfaden ist mein Versuch, das Hartlöten aus dem Schatten zu holen und es als zuverlässige, berechenbare und unglaublich vielseitige Verbindungstechnik in Ihr Werkzeugset aufzunehmen. Wir werden es nicht nur definieren, sondern es bis ins kleinste Detail analysieren, jede Komponente und jeden Schritt betrachten und Ihnen die nötigen Kenntnisse vermitteln. praktisches Wissen, das Sie für die Konstruktion benötigen dafür und, genauso wichtig, um es effektiv zu beschaffen.

Folgendes werden wir aus der Sicht eines Ingenieurs behandeln:
- Die Physik des Hartlötens: Wir werden über den Wörterbuchtext hinausgehen, um die Kapillarwirkung und die Gründe dafür zu verstehen, warum unedle Metalle nicht schmelzen.
- Die Anatomie des Gelenks: Ein genauer Blick auf die drei Hauptakteure: Basismetalle, Schweißzusatzwerkstoffe und Flussmittel.
- Eine Schritt-für-Schritt-Anleitung: Die sechs kritischen Phasen eines erfolgreichen Lötprozesses und wo am häufigsten Fehler auftreten.
- Hartlöten vs. Schweißen vs. Weichlöten: Ein klarer, praktischer Vergleich, der Ihnen hilft, jedes Mal die richtige Entscheidung zu treffen.
- Ein Überblick über industrielle Lötverfahren: Von der geschickten Hand mit dem Schweißbrenner bis zur hochtechnischen Präzision eines Vakuumofens.
- Design für den Erfolg: Wie man Verbindungen herstellt, die stark, zuverlässig und herstellbar sind.
- Sicher einkaufen: Eine detaillierte Checkliste für die Erstellung einer Angebotsanfrage, die Ihnen genaue Angebote liefert und Unklarheiten beseitigt.
Beginnen wir damit, ein solides Fundament zu schaffen.
Das Kernprinzip: Wie das Hartlöten tatsächlich funktioniert
Im Kern ist Hartlöten ein Metallverbindungsverfahren, bei dem ein Füllmetall über seinen Schmelzpunkt erhitzt und zwischen zwei oder mehr eng anliegenden Teilen verteilt wird. Kapillarwirkung. Dies ist das mit Abstand wichtigste Konzept, das es zu verstehen gilt.
Lassen Sie uns die drei von der American Welding Society (AWS) festgelegten, nicht verhandelbaren Bedingungen im Detail betrachten:
- Die unedlen Metalle werden erhitzt, aber niemals geschmolzen. Das ist der grundlegende Unterschied zwischen Hartlöten und Schweißen. Beim Schweißen werden die Kanten der Grundwerkstoffe durch Verschmelzen zu einem einzigen, durchgehenden Werkstück verbunden. Beim Hartlöten hingegen bleibt die Integrität der Grundwerkstoffe erhalten. Es entsteht im Prinzip ein hochfester, metallurgischer “Klebstoff”, der die Grundwerkstoffe miteinander verbindet. Diese niedrigere Temperatur ist die Ursache vieler Vorteile des Hartlötens, insbesondere der geringen Verformung.
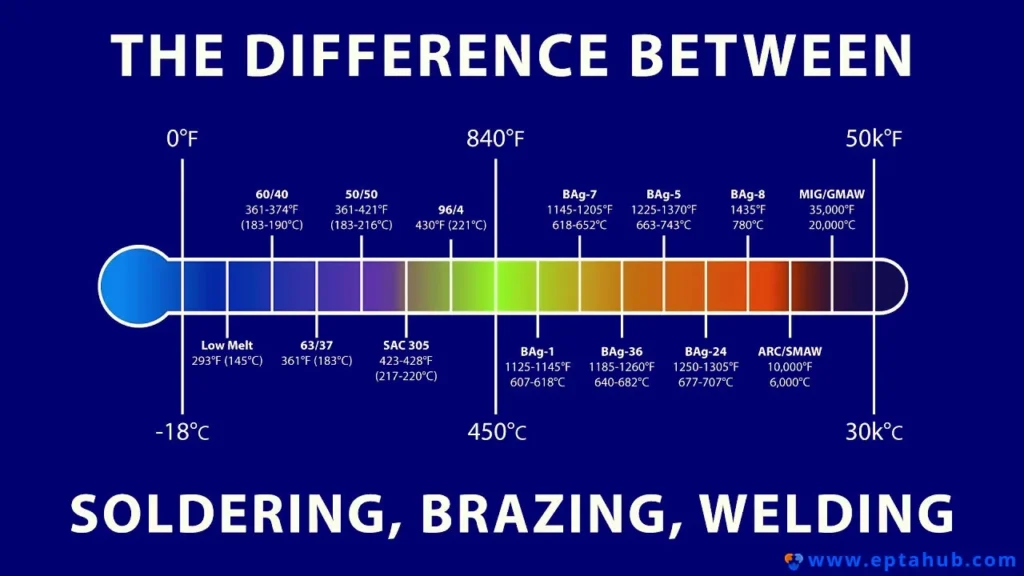
- Das Schweißzusatzmaterial schmilzt oberhalb von 450°C (840°F). Diese Temperaturschwelle stellt die willkürliche, aber allgemein anerkannte Grenze zwischen Hartlöten und Weichlöten dar. Die beim Hartlöten verwendeten Legierungen sind hochwertige Werkstoffe – Legierungen auf Silber-, Kupfer-, Nickel- und sogar Goldbasis –, die Verbindungen mit sehr hoher Festigkeit erzeugen.
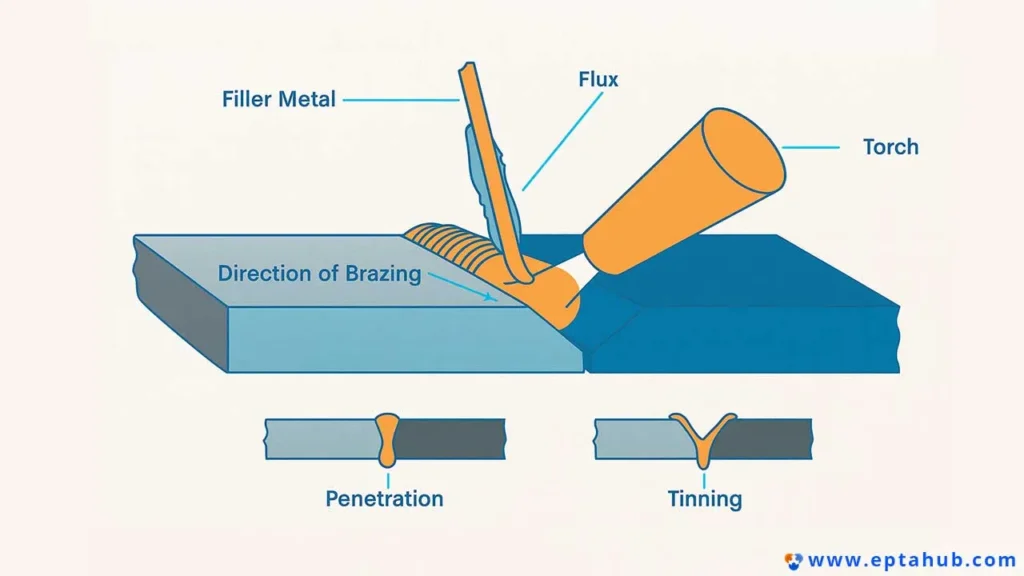
- Das Füllmetall fließt durch Kapillarwirkung. Das ist der Zauber. Kapillarwirkung ist die Tendenz einer Flüssigkeit, sich selbst entgegen der Schwerkraft in einen kleinen Raum zu ziehen. Es ist dasselbe Phänomen, das Wasser in einem Papiertuch nach oben zieht. Damit dies beim Hartlöten funktioniert, sind zwei Dinge entscheidend: Die Oberflächen müssen außergewöhnlich sauber sein und der Spalt zwischen den Teilen (das “Füllspiel”) muss präzise kontrolliert werden. Das geschmolzene Lot benetzt die heißen Grundmetalloberflächen, und die Oberflächenspannung zieht es tief in die Fügestelle, wodurch eine vollständige und gleichmäßige Verbindung gewährleistet wird.
Sind diese drei Bedingungen erfüllt, entsteht eine Lötverbindung, die nicht nur dicht, sondern auch statisch tragfähig ist. In vielen Fällen kann eine fachgerecht ausgeführte Lötverbindung sogar fester sein als die Grundmetalle selbst.
Die Anatomie einer Lötverbindung: Die drei Schlüsselelemente
Jede Lötverbindung ist ein System aus drei Elementen. Ein Versagen eines dieser Elemente führt zum Versagen des gesamten Systems.
Die unedlen Metalle
Dies sind die Bauteile, die Sie verbinden. Die größte Stärke des Hartlötens liegt in seiner Fähigkeit, eine Vielzahl unterschiedlicher Metalle zu verbinden – etwas, das beim Schweißen oft schwierig oder unmöglich ist. Gängige Grundmetalle, die wir bei Eptahub enthalten:
- Stähle: Kohlenstoffstahl, legierter Stahl (wie 4140) und Edelstähle (304, 316) lassen sich alle problemlos löten.
- Kupfer und Kupferlegierungen: Dazu gehören reines Kupfer, Messing und Bronze. Sie zählen zu den am einfachsten zu lötenden Materialien.
- Nickellegierungen: Werkstoffe wie Monel und Inconel werden häufig für Anwendungen bei hohen Temperaturen oder in korrosiven Umgebungen hartgelötet.
- Karbide: Eine klassische Anwendung des Hartlötens ist das Verbinden einer Wolframkarbidspitze mit einem Stahlwerkzeugschaft für Schneidwerkzeuge oder Verschleißteile.
Entscheidend ist die Kenntnis der Eigenschaften der Grundmetalle, da die Löttemperatur deren Wärmebehandlung oder Kaltverfestigungszustand beeinflussen kann.
Die Schweißzusätze
Dies ist die Legierung, die schmilzt und in die Fuge fließt. Es handelt sich nicht um ein einzelnes Material; Schweißzusatzwerkstoffe sind in Dutzenden von Standardzusammensetzungen erhältlich, jede mit einer einzigartigen Kombination aus Schmelztemperatur, Festigkeit, Duktilität, Korrosionsbeständigkeit und Kosten. Sie werden typischerweise durch eine AWS-Klassifizierung wie “BAg-7” oder “BCuP-5” spezifiziert.
Hier sind die wichtigsten Familien:
- Silberbasierte Füllstoffe (BAg-Serie): Dies sind die vielseitigsten und am weitesten verbreiteten Legierungen. Sie weisen relativ niedrige Schmelzpunkte und ausgezeichnete Fließeigenschaften auf und bilden feste, duktile Verbindungen mit den meisten Metallen (Stählen, Kupfer, Nickel). Der Silbergehalt ist ein wesentlicher Kostenfaktor.
- Kupferbasierte Füllstoffe (BCu-Serie): Zu dieser Gruppe gehören reines Kupfer und Kupfer-Phosphor-Legierungen.
- Reines Kupfer (BCu-1): Wird hauptsächlich zum Hartlöten von Stahl im Ofen unter reduzierender Atmosphäre verwendet. Es ist sehr kostengünstig.
- Kupfer-Phosphor (BCuP-Serie): Das bewährte Mittel zum Verbinden von Kupfer mit Kupfer in der Heizungs-, Lüftungs- und Klimatechnik sowie in der Sanitärinstallation. Der enthaltene Phosphor dient als Flussmittel, sodass für Kupfer-Kupfer-Verbindungen kein separates Flussmittel benötigt wird. Wichtiger Warnhinweis: Diese Füllstoffe sollten niemals Sie sollten nicht auf Eisenwerkstoffen (Stahl) oder Nickellegierungen verwendet werden, da diese spröde Phosphide bilden und zu Verbindungsfehlern führen können.
- Aluminium-Silizium-Füllstoffe (BAlSi-Serie): Sie werden speziell zum Hartlöten von Aluminiumlegierungen verwendet. Sie haben einen sehr engen Schmelzbereich, knapp unterhalb des Schmelzpunktes der Aluminium-Grundmetalle, was eine extrem präzise Temperaturregelung erfordert.
- Nickelbasierte Füllstoffe (BNi-Serie): Sie werden für Hochtemperatur- und Hochfestigkeitsanwendungen eingesetzt, beispielsweise in Triebwerken für die Luft- und Raumfahrt oder zum Verbinden von Edelstählen, die korrosiven Umgebungen ausgesetzt sind. Sie weisen eine ausgezeichnete Festigkeitsbeständigkeit bei hohen Temperaturen auf.
- Goldbasierte Füllstoffe (BAu-Serie): Hierbei handelt es sich um spezielle, kostspielige Füllstoffe, die in der Luft- und Raumfahrt sowie in medizinischen Anwendungen eingesetzt werden, wo höchste Zuverlässigkeit, Oxidationsbeständigkeit und Duktilität erforderlich sind.
Der Fluss
Sind die Oberflächen nicht absolut sauber, kann das Lötmetall sie nicht benetzen, und die Verbindung wird fehlschlagen. Flussmittel ist die chemische Versicherung für eine gute Lötverbindung. Es handelt sich um eine Substanz, die vor dem Erhitzen auf die Fügestelle aufgetragen wird und drei wichtige Funktionen erfüllt:
- Es löst Oberflächenoxide auf. Selbst ein frisch gereinigtes Bauteil weist eine dünne, unsichtbare Oxidschicht auf. Flussmittel entfernen diese Schicht chemisch beim Erhitzen des Bauteils.
- Es verhindert die Reoxidation. Beim Erhitzen des Bauteils an der Luft bilden sich neue, dickere Oxidschichten. Eine Flussmittelschicht schützt den Fügebereich vor der Atmosphäre.
- Es fördert die Benetzung. Durch die Bereitstellung einer sauberen, oxidfreien Oberfläche trägt das Flussmittel dazu bei, dass sich das geschmolzene Füllmetall gleichmäßig verteilt und reibungslos in die Fuge fließt.
Flussmittel gibt es als Paste, Pulver und Flüssigkeit und sie müssen auf die Grundmetalle, das Lötmetall und den Löttemperaturbereich abgestimmt sein. Beispielsweise ist ein Flussmittel, das für das Silberlöten von Stahl entwickelt wurde, nicht für das Löten von Aluminium geeignet. Nach dem Löten ist es unbedingt erforderlich, alle Flussmittelreste zu entfernen, da die meisten Arten korrosiv sind und die Lötstelle mit der Zeit angreifen können.
Die einzige Zeit, in der man den Fluss normalerweise überspringen kann, ist während Ofenlöten in einer kontrollierten Atmosphäre (wie einem Vakuum oder reinem Wasserstoff), wo die Atmosphäre selbst die Oxidation verhindert.
Der Lötprozess Schritt für Schritt: Eine Übersicht der sechs Phasen
Eine perfekte Lötverbindung ist das Ergebnis eines disziplinierten, sequenziellen Prozesses. Als Ingenieur, der eine gelötete Baugruppe beschafft, hilft Ihnen das Verständnis dieser Schritte dabei, zu erkennen, wo Kosten und Qualität ihren Ursprung haben.
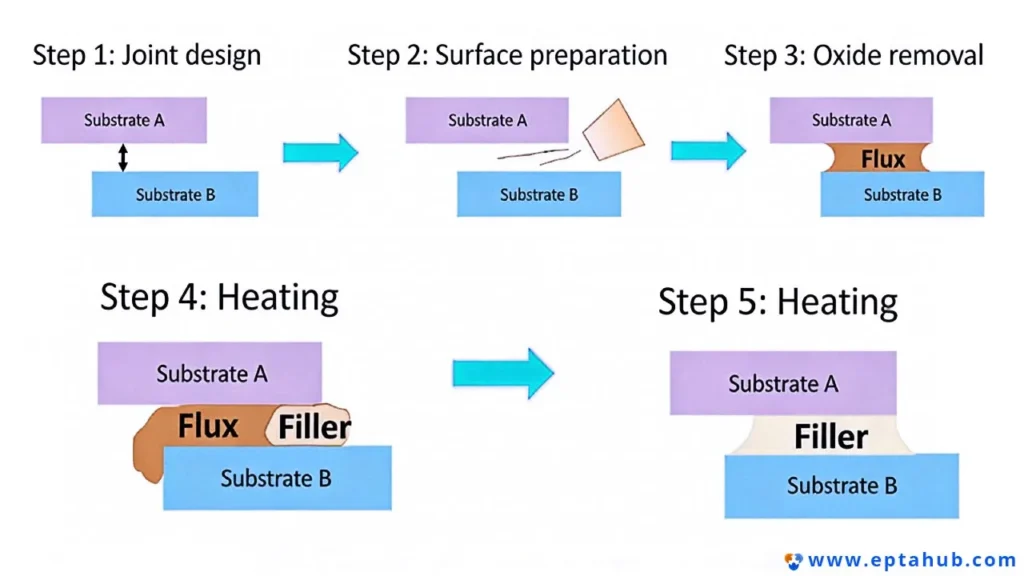
Phase 1: Eine geeignete Verbindung entwerfen
Erfolg oder Misserfolg beginnt bereits am CAD-Bildschirm. Da das Hartlöten auf Kapillarwirkung beruht, ist der Spalt zwischen den Teilen – der Gelenkspiel—ist der wichtigste Konstruktionsparameter.
- Die goldene Regel der Räumung: Für die meisten gebräuchlichen Lötmetalle beträgt der ideale Nahtspalt bei Löttemperatur: 0,025 mm bis 0,127 mm (0,001″ bis 0,005″).
- Warum gerade diese Preisspanne?
- Zu eng (<0,025 mm): Das geschmolzene Füllmetall dringt nur schwer in die Fuge ein, wodurch Hohlräume entstehen.
- Zu locker (>0,127 mm): Die Kapillarkraft geht verloren. Das Füllmaterial kann den Spalt nicht vollständig ausfüllen, und die resultierende Verbindung weist aufgrund einer dicken, gussartigen Struktur eine geringe Festigkeit auf.
- Die Wärmeausdehnung ist entscheidend: Beachten Sie, dass dieser Abstand festgelegt ist. bei Löttemperatur. Beim Verbinden zweier unterschiedlicher Materialien (z. B. eines Stahlstifts mit einem Kupferblock) müssen deren unterschiedliche Wärmeausdehnungskoeffizienten berücksichtigt werden. Kupfer dehnt sich beim Erhitzen stärker aus als Stahl. Der Spalt bei Raumtemperatur muss so berechnet werden, dass der gewünschte Spalt bei warmer Temperatur erreicht wird.
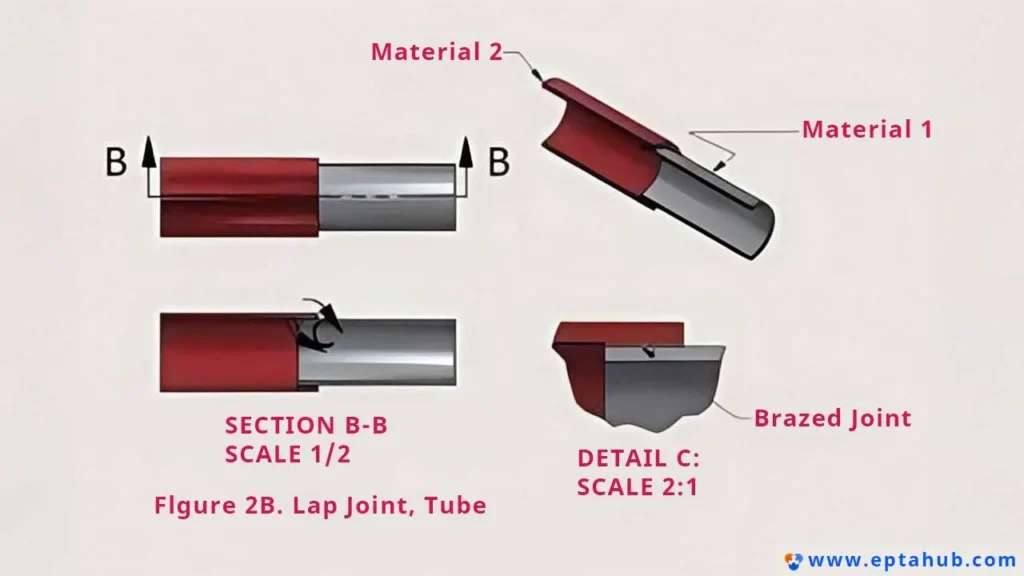
- Gelenktypen: Der häufigste Typ ist ein Überlappungsverbindung, wobei sich die beiden Teile überlappen. Dadurch entsteht eine große Lötfläche, was die Festigkeit maximiert. Als Faustregel gilt: Für eine Verbindung, die so fest ist wie das schwächere Bauteil, sollte die Überlappungslänge mindestens dem Dreifachen der Dicke des dünnsten Bauteils entsprechen. Stoßverbindung Die Verbindung von Ende zu Ende ist einfacher, bietet aber eine viel kleinere Klebefläche und ist im Allgemeinen schwächer.
Phase 2: Oberflächen sorgfältig reinigen
Ich wiederhole es noch einmal: Die meisten Lötfehler lassen sich auf mangelhafte Reinigung zurückführen. Die zu verbindenden Oberflächen müssen vollständig frei von Öl, Fett, Kühlschmierstoffen, Schmutz, Zunder und Oxiden sein. Das Schweißzusatzwerkstoff haftet nicht auf einer verunreinigten Oberfläche.
- Chemische Reinigung: Dies ist der erste Schritt, der der Entfernung organischer Verunreinigungen dient. Lösungsmittel, Dampfentfettung oder alkalische Reinigungslösungen werden eingesetzt, um Öle und Fette zu entfernen.
- Mechanische Reinigung: In diesem Schritt werden Oxide und Zunder entfernt. Gängige Methoden hierfür sind Schleifen mit Schleifpapier, Drahtbürsten (mit einer Edelstahlbürste, niemals mit einer Kohlenstoffstahlbürste) oder Sandstrahlen. Dadurch entsteht eine frische, aktive Oberfläche, die für Flussmittel und Füllstoff bereit ist.
Schritt 3: Flussmittel auftragen und zusammenbauen
Nach der Reinigung sollte Flussmittel so schnell wie möglich auf die Fügefläche aufgetragen werden. Tragen Sie eine dünne, gleichmäßige Schicht auf beide Bauteile auf. Das Flussmittel schützt die Teile beim Zusammenbau und der anschließenden Erhitzung.
Die Komponenten werden anschließend zusammengebaut. Die Konstruktion sollte idealerweise folgende Kriterien erfüllen: selbstfixierend, Die Teile werden mithilfe von Stiften, Schultern oder Presspassungen in der korrekten Ausrichtung und mit dem richtigen Spielraum fixiert. Falls externe Vorrichtungen erforderlich sind, sollten diese so konstruiert sein, dass sie den Kontakt mit der Baugruppe minimieren und aus einem Material (wie Edelstahl oder Keramik) bestehen, das sich nicht mit den Teilen verlötet.
Der Füller Metall Das Füllmaterial wird in diesem Stadium häufig in Form eines Drahtrings, einer Unterlegscheibe oder einer Paste vorab aufgebracht. Dadurch wird sichergestellt, dass die richtige Menge an Füllmaterial vorhanden ist und ein reproduzierbarer Prozess ermöglicht wird, insbesondere beim Ofen- oder Induktionslöten.
Fallstudie: Die undichte Verdampfer-Baugruppe der Klimaanlage
- Das Szenario: Ein Hersteller von gewerblichen Klimaanlagen verzeichnete bei der abschließenden Druckprüfung seiner Verdampferregister eine hohe Ausfallrate. Die Register bestanden aus Hunderten von Kupferrohren, die in zwei große Stahlrohrplatten eingelötet waren. Etwa jede fünfte Baugruppe wies ein langsames Leck auf.
- Die Ausgangsannahme: Den Bedienern der manuellen Lötanlage wurde mangelhafte Technik vorgeworfen. Das Management erwog eine massive Investition in automatisierte Lötzellen.
- Unsere Untersuchung: Wir wurden beauftragt, den Prozess vor der Investition zu prüfen. Wir haben die gesamte Produktionslinie von Anfang bis Ende begleitet. Die Bediener waren hochqualifiziert, die Lötverbindungen waren gut konstruiert und das Flussmittel korrekt aufgetragen. Das Problem lag nicht im letzten Erhitzungsschritt, sondern vorher. Die vom Lieferanten gelieferten Kupferrohre waren blank und sauber. Die Stahlrohrböden hingegen waren lasergeschnitten und wiesen um jede Bohrung eine dünne, zähe, fast unsichtbare Oxidschicht auf. Die Vorreinigung vor dem Löten beschränkte sich auf ein einziges Abwischen mit Lösungsmittel.
- Die eigentliche Ursache: Das Lösungsmittel entfernte zwar das Öl, hatte aber keinerlei Wirkung auf die Oxidschicht des Stahls. Beim Erhitzen wurde das Flussmittel allein durch den Versuch, diese dicke Oxidschicht aufzulösen, verbraucht, sodass beim Einbringen des Schweißzusatzwerkstoffs kein Schutz mehr für die Schweißnaht vorhanden war. Der Schweißzusatzwerkstoff konnte den Stahl nicht richtig benetzen, was zu winzigen, unregelmäßigen Lufteinschlüssen führte – der Ursache für die Leckagen.
- Die einfache Lösung: Unmittelbar nach der Reinigung mit Lösungsmitteln führten wir einen neuen Arbeitsschritt ein. Ein Mitarbeiter raute die Innenseite jeder Bohrung in den Stahlrohrböden mit einer einfachen rotierenden Schleifbürste kurz an. Dies dauerte weniger als 10 Sekunden pro Bohrung und ergab eine frische, oxidfreie Oberfläche.
- Das Ergebnis: Die Leckrate sank innerhalb einer Woche von 201 TP3T auf unter 0,51 TP3T. Das Unternehmen sparte Millionen, indem es auf unnötige Automatisierung verzichtete und stattdessen den grundlegendsten Prozessschritt optimierte: die ordnungsgemäße Reinigung. Dieser Fall veranschaulicht perfekt, wie ein tiefes Prozessverständnis komplexe Probleme mit einfachen, zielgerichteten Lösungen beheben kann.
Schritt 4: Baugruppe gleichmäßig erwärmen
Jetzt wird erhitzt. Ziel ist es, die Baugruppe großflächig und gleichmäßig auf die Löttemperatur zu erhitzen. Die konkrete Methode – Brenner, Ofen, Induktion – bestimmt, wie dies geschieht, das Prinzip bleibt jedoch gleich.
Beim Schweißen mit einem Schweißbrenner sollte die Flamme auf das dickere der beiden Bauteile gerichtet werden, um die gesamte Fügezone gleichmäßig zu erhitzen. Die Grundmetalle werden erhitzt und schmelzen dadurch das Schweißzusatzwerkstoff. Die Flamme darf niemals direkt auf das Werkstück gerichtet werden. direkt auf das Schweißzusatzwerkstoff Ein häufiger Fehler ist es, den Füllstoff auf eine Fuge zu schmelzen, die nicht heiß genug ist, damit er fließt, was zu einer schlechten Verbindung führt.
Schritt 5: Schweißzusatz auftragen (falls nicht bereits vorhanden)
Sobald die Baugruppe die richtige Temperatur erreicht hat (was sich oft dadurch zeigt, dass das Flussmittel klar und flüssig wird), wird das Lötmetall an die Nahtkante eingeführt. Sind Temperatur und Bedingungen optimal, zieht die Kapillarwirkung das geschmolzene Lötmetall sofort durch die gesamte Naht. Häufig bildet sich auf der anderen Seite eine helle, glänzende Lötnaht, ein gutes visuelles Zeichen für eine erfolgreiche Lötung.
Phase 6: Kühlen, Reinigen und Prüfen
Nach dem Aushärten des Füllmaterials muss die Baugruppe abgekühlt werden. Bei vielen Werkstoffen genügt Luftkühlung. Abschrecken in Wasser ist für einige Legierungen möglich, birgt bei anderen jedoch die Gefahr von Thermoschock und Rissbildung.
Sobald das Teil abgekühlt ist, besteht der letzte und entscheidende Schritt darin, Entfernen Sie alle Flussmittelreste.. Wie bereits erwähnt, sind die meisten Flussmittel korrosiv. Das Einweichen in heißem Wasser mit anschließendem Bürsten ist die gängigste Methode. Das fertige Bauteil wird dann visuell auf eine vollständige Nahtzugabe geprüft und, falls in der Spezifikation gefordert, einer Druckprüfung, Dichtheitsprüfung oder zerstörungsfreien Prüfung wie z. B. Röntgenprüfung unterzogen.
Die große Debatte: Hartlöten vs. Schweißen vs. Weichlöten
Eines der häufigsten Gespräche, die ich mit Designern führe, dreht sich darum, ihnen bei der Entscheidung zwischen diesen drei grundlegenden Fügeverfahren zu helfen. Die richtige Wahl früh im Designprozess kann später enorm viel Zeit, Geld und Ärger ersparen. Sie alle verbinden Metall, unterscheiden sich aber hinsichtlich Temperatur, Festigkeit und Auswirkungen auf die Grundmaterialien deutlich.
Lasst uns sie in einer detaillierten Aufschlüsselung nebeneinanderstellen.
Tabelle 1: Hartlöten vs. Schweißen vs. Weichlöten – Ein technischer Vergleich für Ingenieure
| Besonderheit | Löten | Hartlöten | Schweißen |
|---|---|---|---|
| Definition der Temperatur | Füllmetall schmilzt unter 450 °C (840 °F). | Füllmetall schmilzt über 450 °C (840 °F). | Erhitzt sich bis zum Schmelzpunkt der unedlen Metalle. |
| Auswirkungen auf unedle Metalle | Die unedlen Metalle schmelzen nicht. Der thermische Effekt ist minimal. | Unedle Metalle werden nicht geschmolzen. Der thermische Zyklus ist von Bedeutung und kann Wärmebehandlungen beeinflussen, vermeidet aber die Spannungen des Schmelzens und Erstarrens. | Unedle Metalle werden eingeschmolzen und miteinander verschmolzen. Dadurch entsteht zwar eine durchgehende Struktur, es kommt jedoch zu erheblichen thermischen Spannungen, Verformungen und einer großen Wärmeeinflusszone (WEZ). |
| Resultierende Gelenkfestigkeit | Niedrig. Typischerweise liegt der Druckbereich zwischen 15 und 150 MPa (2.000 bis 22.000 psi). Es werden schwache, niedrigtemperaturbeständige Legierungen verwendet. | Hoch. Die typische Zugfestigkeit liegt zwischen 275 und 825 MPa (40.000 bis 120.000 psi). Eine gut konstruierte Verbindung ist oft fester als die Grundwerkstoffe. | Höchste. Die Festigkeit der Verbindung ist typischerweise gleich oder größer als die der Grundmetalle. |
| Kapillarwirkung | Ja, es diente zum Füllen der Fuge. | Ja, das ist der Hauptmechanismus. zum Verteilen des Füllmetalls in der gesamten Fuge. | NEIN. Das Zusatzmetall (falls verwendet) wird direkt in die Fügestelle eingebracht. Das Verfahren beruht auf Schmelzen, nicht auf Kapillarfluss. |
| Verbinden ungleicher Metalle | Gut. Hervorragend geeignet zum Verbinden von Metallen mit sehr unterschiedlichen Schmelzpunkten, wie beispielsweise Kupfer und Messing. | Exzellent. Dies ist ein wesentlicher Vorteil des Hartlötens. Es ist das Standardverfahren zum Verbinden von Stahl mit Kupfer, Hartmetall mit Stahl oder Aluminium mit Kupfer. | Schwierig und oft unmöglich. Metallurgische Inkompatibilität kann zur Bildung spröder intermetallischer Verbindungen an der Schmelzlinie führen und somit das Versagen der Verbindung verursachen. Spezielle Verfahren und Schmierschichten sind erforderlich. |
| Thermische Verformung und Spannung | Sehr niedrig. Durch die minimale Wärmezufuhr eignet es sich ideal für empfindliche und wärmeempfindliche Bauteile. | Niedrig. Die Wärme wird gleichmäßiger und bei niedrigerer Temperatur als beim Schweißen zugeführt. Insbesondere das Ofenlöten minimiert Verformungen, indem die gesamte Baugruppe kontrolliert erhitzt wird. | Hoch. Die intensive, lokal begrenzte Hitze eines Lichtbogens oder einer Flamme erzeugt steile Temperaturgradienten, die zu erheblichen Verformungen, Verzerrungen und hohen Eigenspannungen führen, die eine Wärmebehandlung nach dem Schweißen erforderlich machen können. |
| Typische Anwendungen | Elektronik (Leiterplatten), Niederdruck-Rohrleitungen, Buntglas, Schmuck. | Treibstoffleitungen für die Luft- und Raumfahrt, Klimaanlagen, Hartmetall-Schneidwerkzeuge, Wärmetauscher, Fahrradrahmen, Musikinstrumente. | Stahlkonstruktionen, Druckbehälter, Fahrzeugchassis, Schiffbau, Rohrleitungen, Fertigung von Schwermaschinen. |
Zusammenfassung der Entscheidungsfindung des Ingenieurs:
- Wann man sich für das Schweißen entscheiden sollte: Schweißen ist die optimale Wahl, wenn maximale Festigkeit der Verbindung erforderlich ist, dicke Bauteile (über einige Millimeter) verbunden werden und ähnliche oder identische Metalle verwendet werden. Bei tragenden Bauteilen von Brücken oder Druckbehältern ist Schweißen die beste Lösung. Beachten Sie jedoch, dass mit erheblichen thermischen Verformungen und Eigenspannungen zu rechnen ist.
- Wann sollte man Hartlöten wählen? Hartlöten ist die richtige Wahl, wenn eine starke, dichte Verbindung erforderlich ist und eine oder mehrere der folgenden Bedingungen erfüllt sind:
- Sie treten bei ungleiche Metalle.
- Du musst Minimierung thermischer Verzerrungen bei einer Präzisionsbaugruppe.
- Sie treten bei dünnwandige Abschnitte Das würde durch das Schweißen zerstört werden.
- Die Geometrie der Baugruppe ist komplex oder hat mehrere Gelenke die gleichzeitig in einem Ofen hergestellt werden können.
- Für dieses Teil wird ein/e benötigt saubere, ordentliche Verbindung ohne Nachbearbeitung.
- Wann man löten sollte: Löten eignet sich für Anwendungen mit geringer Belastung und niedrigen Temperaturen. Beim Verbinden von Bauteilen auf einer Leiterplatte oder beim Abdichten einer nicht tragenden Naht bietet Löten eine ausreichende Verbindung bei minimalem Wärmeeintrag.
Die Wahl der richtigen Waffe: Ein Überblick über industrielle Lötverfahren
Die Art der Erwärmung einer Baugruppe ist eine entscheidende Prozessvariable. Die Wahl des Erwärmungsverfahrens beeinflusst alles, von der Qualität der Verbindung bis hin zu den Produktionskosten und der Produktionsgeschwindigkeit.
Schweißen mit dem Schweißbrenner
Dies ist die gebräuchlichste manuelle Methode. Ein Bediener verwendet einen Handbrenner, der typischerweise mit Autogenschweißen oder einem Erdgas-Luft-Gemisch betrieben wird, um die Teile zu erhitzen und das Schweißgut fließen zu lassen.
- Vorteile: Äußerst vielseitig, geringe Investitionskosten, tragbar und hervorragend geeignet für Reparaturen oder die Fertigung von Einzelprototypen. Ein erfahrener Bediener kann komplexe Geometrien löten, die mit anderen Verfahren schwer zu fixieren sind.
- Nachteile: Extrem abhängig von den Fähigkeiten des Bedieners. Überhitzung ist ein häufiges Risiko, das die Grundmetalle beschädigen oder Elemente der Fülllegierung verdampfen lassen kann. Die Gleichmäßigkeit der Bauteilqualität kann eine Herausforderung darstellen. Es ist im Allgemeinen nicht geeignet für Großserienproduktion.
- Ideal für: Kleinserienfertigung, große oder unhandlich geformte Teile, Reparaturen vor Ort und Prototypenbau.
Ofenlöten
Bei diesem Verfahren wird die gesamte Baugruppe mit dem bereits eingebrachten Schweißzusatzwerkstoff in einen Ofen geladen. Anschließend wird der Ofen mit einer kontrollierten Atmosphäre gefüllt und in einem präzisen, vorprogrammierten Zyklus erhitzt.
- Die Atmosphäre ist entscheidend: Die Atmosphäre verhindert Oxidation, wodurch der Einsatz von Flussmitteln überflüssig wird. Gängige Atmosphären sind:
- Vakuum: Bietet ein Umfeld höchster Reinheit, ideal für reaktive Metalle wie Titan oder für medizinische und Luftfahrtkomponenten, bei denen Reinheit von größter Bedeutung ist.
- Wasserstoff/Reduzierende Atmosphäre: Eine aktive Atmosphäre, die Oberflächenoxide von Metallen wie Stahl, Kupfer und Nickel chemisch reduziert (reinigt). Hervorragend geeignet für Großserienproduktion aus sauberen Teilen.
- Vorteile: Erzeugt außergewöhnlich saubere, hochwertige und gleichmäßige Lötverbindungen. Die gleichmäßige Erwärmung minimiert thermische Verformungen. Ermöglicht das Löten von Hunderten oder Tausenden von Teilen – oder eines einzelnen Teils mit Hunderten von Lötstellen – in einem einzigen Arbeitsgang. Hohe Wiederholgenauigkeit und präzise Steuerbarkeit.
- Nachteile: Hohe Investitionskosten für die Anlagen. Die Teile müssen in die Heißzone des Ofens passen. Aufgrund der langen Zykluszeiten nicht für Einzelaufträge geeignet.
- Ideal für: Großserienfertigung, komplexe Mehrgelenkbaugruppen (wie Wärmetauscher), medizinische und Luft- und Raumfahrtkomponenten sowie Teile, die höchste Reinheit erfordern.
Induktionslöten
Beim Induktionslöten wird ein hochfrequenter Wechselstrom durch eine speziell entwickelte Kupferspule geleitet. Dadurch entsteht ein starkes elektromagnetisches Feld, das die darin befindliche leitende Baugruppe schnell erhitzt.
- Vorteile: Extrem schnell und energieeffizient. Die Erwärmung erfolgt lokal, präzise und hochgradig reproduzierbar, wodurch sie sich ideal für die Automatisierung eignet. Es entsteht eine sehr kleine Wärmeeinflusszone.
- Nachteile: Die Anschaffungskosten der Ausrüstung können hoch sein. Die Induktionsspulen müssen für jede spezifische Teilegeometrie individuell angefertigt werden, was die Werkzeugkosten erhöht.
- Ideal für: Serienfertigung von kleinen bis mittelgroßen Teilen mit einfacher Verbindungsgeometrie, wie z. B. das Anbringen von Armaturen an Rohre oder das Hartmetallspitzenlöten an Werkzeugkörper.
Eine Anmerkung zum Hartlöten im Vergleich zum Hartlöten
Dieser Begriff sorgt oft für Verwirrung. Während bei einer herkömmlichen Lötverbindung die Kapillarwirkung genutzt wird, um einen sehr schmalen Spalt zu füllen, Hartlöten ist eine ganz andere Sache. Es ist ein manuelles Verfahren, ähnlich dem Brennerschweißen, jedoch mit einem Schweißdraht aus Messing oder Bronze bei einer Temperatur unterhalb des Schmelzpunktes des Grundmetalls.
- Hauptunterschied: Hartlöten nutzt keine Kapillarwirkung. Es dient zum Füllen von Spalten und V-Nuten sowie zum Herstellen großer Kehlnähte, ähnlich wie beim WIG- oder Autogenschweißen. Der Schweißer trägt zunächst eine Schutzschicht auf die Oberfläche auf und trägt dann Schicht für Schicht Zusatzwerkstoff auf.
- Anwendung: Es wird am häufigsten zur Reparatur von Gusseisenteilen verwendet, da die niedrigere Eingangstemperatur die beim Schweißen von Gusseisen auftretenden Rissprobleme vermeidet. Wenn Ihre Zeichnung eine V-Naht aufweist und ein Messing-Füllmaterial vorsieht, handelt es sich wahrscheinlich um ein Hartlötverfahren und nicht um ein Kapillarlötverfahren.
Sicher einkaufen: So erstellen Sie eine wasserdichte Angebotsanfrage
Als zuständiger Ingenieur für Ihre Angebotsanfrage kann ich Ihnen Folgendes sagen: Die Qualität Ihrer technischen Unterlagen bestimmt direkt die Qualität Ihres Angebots und letztendlich die Qualität Ihrer Bauteile. Unklarheiten sind Gift für eine gute Fertigung. Eine vage Angebotsanfrage zwingt uns zu Annahmen, was bedeutet, dass wir entweder den Angebotspreis erhöhen müssen, um unbekannte Risiken abzudecken, oder dass wir die Angebotserstellung verzögern müssen, um Ihnen eine Liste mit Fragen zu senden.
Fallstudie 2: Die mehrdeutige Angebotsanfrage für Sensorgehäuse
- Die Angebotsanfrage: Wir erhielten eine Anfrage für 5.000 Einheiten einer Sensorbaugruppe. Die Zeichnung zeigte ein Gehäuse aus Edelstahl 316 und einen Kovar-Stift. Der Begleittext lautete lediglich: “Stift an Gehäuse löten. Muss hermetisch bis zu einem Heliumdurchfluss von 1 × 10⁻⁸ cm³/s abgedichtet sein.”
- Die Warnsignale: Dies ist eine klassische “gefährlich unvollständige” Spezifikation.
- Kein Zusatzwerkstoff angegeben: Für eine hermetische Abdichtung auf Kovar könnte man eine hochzuverlässige Gold-Zinn-Legierung (AuSn) oder ein gängigeres Silber-Kupfer-Eutektikum (BAg-8) verwenden. Der Kostenunterschied ist enorm – allein bei den Füllmaterialkosten kann er bis zu zehnmal höher sein.
- Keine Prozessbeschränkungen: Sollte das Bauteil für höchste Reinheit im Vakuumofen gelötet werden? Oder ist ein wirtschaftlicherer Wasserstoffofen ausreichend? Ist nach dem Löten eine Beschichtung erforderlich, die mit bestimmten Lötmetallen inkompatibel sein könnte?
- Kein Gelenkspiel: Die Zeichnungen der einzelnen Bauteile enthielten keine Angaben zum Vorlötspiel zwischen Stift und Gehäuse. Wir konnten daher nicht feststellen, ob die Konstruktion überhaupt einen ausreichenden Kapillarfluss ermöglichen würde.
- Das Ergebnis: Wir konnten kein Angebot erstellen. Wir mussten uns mit einer detaillierten Fragenliste an den Ingenieur des Kunden wenden. Der Angebotsprozess verzögerte sich um drei Tage. Es stellte sich heraus, dass deren Konstruktion von einem kostengünstigen Silberfüllstoff ausging, die Anforderungen an die Dichtheit jedoch so hoch waren, dass ein Goldfüllstoff zuverlässiger gewesen wäre. Dies führte zu hektischen Tests und einer erneuten Qualifizierung seitens des Kunden. Eine detaillierte Spezifikation von Anfang an hätte diese Diskrepanz zwischen Kosten- und Leistungsanforderungen aufgedeckt.
Um dies zu vermeiden, erstellen Sie Ihr Angebotsanfragepaket mit den folgenden Informationen.
Tabelle 2: Checkliste für die Angebotsanfrage des Ingenieurs für gelötete Baugruppen
| Kategorie | Zu liefernde Informationen | Warum es für Ihren Lieferanten von entscheidender Bedeutung ist |
|---|---|---|
| 1. Vollständige Zeichnungen und Modelle | • 2D-Montagezeichnung (PDF): Die Endmontage wird gezeigt. • 2D-Komponentenzeichnungen (PDF): Für jedes einzelne Teil vor dem Hartlöten. • 3D-Modell (STEP): Der Versammlung. |
Die Montagezeichnung zeigt uns das “Was”. Die Bauteilzeichnungen sind entscheidend, weil sie das „Was“ zeigen müssen. Abmessungen vor dem Löten und die kritische Gelenkspiel das müssen wir erreichen. |
| 2. Genaue Materialspezifikationen | • Geben Sie für jede Komponente das genaue Material und die Norm an (z. B. “Edelstahl 304, ASTM A240” und “Sauerstofffreies Kupfer, UNS C10100”). Vermeiden Sie ungenaue Bezeichnungen. | Dies ist nicht verhandelbar. Es bestimmt die Wahl des Lötmetalls, des Flussmittels, die Berechnungen zur Wärmeausdehnung und die Lötatmosphäre. “Stahl” ist keine Materialspezifikation. |
| 3. Lötzusatzmaterial | • Geben Sie das Schweißzusatzmetall unter Verwendung einer Standardbezeichnung an (z. B. “AWS BAg-7”). • Geben Sie die Form an (z. B. “0,8 mm Drahtring” oder “Paste”). |
Dies ist der wichtigste Faktor für die Eigenschaften und Kosten von Verbindungen. Wenn Sie sich unsicher sind, geben Sie bitte Ihre Leistungsanforderungen an (siehe nächster Punkt), damit wir Ihnen eine Legierung empfehlen können. |
| 4. Wichtige Leistungsmerkmale | • Stärke: “Die Verbindung muss der Scherkraft X standhalten.” • Druck-/Dichtheitsprüfung: “Muss bei X Druck leckagefrei sein” oder “Hermetisch bis zu einer Leckrate von X”.” • Serviceumgebung: “Betriebstemperatur von X°C”, “Kontakt mit Salzwasser”.” |
Das ist der “Warum” hinter Ihrem Design. Es erklärt uns, was die Verbindung leisten muss. Tun. Mithilfe dieser Informationen können wir Ihre Wahl des Füllmaterials bestätigen oder Ihnen eine bessere, kostengünstigere Alternative vorschlagen. |
| 5. Gelenkposition & Filetierung | • Geben Sie in der Zeichnung deutlich an, welche Verbindungen gelötet werden sollen. • Beachten Sie alle Anforderungen an die endgültige Filetgröße (z. B. “Glattes, durchgehendes Filet erforderlich”). |
Lassen Sie uns nicht raten, wo das Lötmaterial hinkommt. Die Anforderungen an die Kehlnaht können die Menge des verwendeten Lötmetalls und den Reinigungsprozess nach dem Löten beeinflussen. |
| 6. Anforderungen nach dem Löten | • Reinigung: “Sämtliche Flussmittelrückstände müssen entfernt werden.” • Nachbearbeitung: Geben Sie alle nachfolgenden Arbeitsschritte wie Zerspanung, Beschichtung oder Lackierung an. • Inspektion: Geben Sie alle erforderlichen zerstörungsfreien Prüfverfahren an, wie z. B. Druckprüfung, Farbeindringprüfung oder Röntgenprüfung. |
Diese Schritte haben erhebliche Auswirkungen auf Kosten und Lieferzeiten. Wenn ein Bauteil nach dem Hartlöten vernickelt werden muss, muss ein mit der Beschichtungschemie kompatibles Lot ausgewählt werden. |
| 7. Dokumentation & Qualität | • Geben Sie an, ob Sie ein Konformitätszertifikat (CoC), Materialzertifizierungen für die Grund- und Zusatzwerkstoffe oder Inspektionsberichte benötigen. | Bei Eptahub können wir Ihnen die vollständige Dokumentation zur Verfügung stellen, dies ist jedoch ein administrativer Schritt, der eingeplant werden muss. Fordern Sie nur das an, was Ihr Qualitätssystem tatsächlich erfordert. |
Häufig gestellte Fragen (FAQ)
F: Was versteht man unter Hartlöten in der Klimatechnik?
A: In HLK-Systemen ist Hartlöten die Standardverfahren zum Verbinden von Kupferrohren Für Kältemittelleitungen wird fast immer eine Kupfer-Phosphor-Legierung (z. B. BCuP-5) als Schweißzusatz verwendet. Der Phosphor wirkt als Flussmittel auf Kupfer, sodass bei Kupfer-Kupfer-Verbindungen kein externes Flussmittel benötigt wird. Dies ermöglicht einen sauberen und effizienten Arbeitsablauf für die Monteure. Die Verbindungen sind robust und vor allem dicht, um Kältemittel unter hohem Druck sicher zu halten.
F: Welche Metalle lassen sich nicht hartlöten?
A: Hartlöten ist zwar vielseitig, doch manche Metalle bereiten Probleme. Magnesium und seine Legierungen lassen sich aufgrund ihrer hohen Reaktivität im Allgemeinen nicht hartlöten. Metalle mit Schmelzpunkten unterhalb des Hartlötbereichs, wie Blei, Zinn oder Zink, können natürlich nicht hartgelötet werden. Aluminium lässt sich zwar hartlöten, erfordert aber spezielle Flussmittel und eine sehr genaue Temperaturkontrolle, was es zu einem Spezialverfahren macht.
F: Wird durch Hartlöten das Grundmetall geschwächt?
A: Ja, das ist möglich und ein wichtiger Konstruktionsaspekt. Die Löttemperatur ist hoch genug, um kaltverformte oder wärmebehandelte Grundwerkstoffe zu glühen (zu erweichen). Lötet man beispielsweise ein Formteil auf ein Stück gehärteten 4140-Stahl, verliert die Zone um die Lötstelle an Härte und Festigkeit. Diese Wärmeeinflusszone (WEZ) ist typischerweise weicher und breiter als beim Schweißen, weist aber keine hohen Eigenspannungen auf.
F: Ist Hartlöten fester als Schweißen?
A: Hinsichtlich der absoluten Festigkeit der Verbindung: Nein. Eine fachgerecht ausgeführte Schweißnaht, die die Grundwerkstoffe miteinander verschmilzt, erzeugt eine Verbindung, die so fest oder sogar fester als das Grundmaterial ist. Dieser Vergleich ist jedoch oft irreführend. Eine gut konstruierte Lötverbindung ist extrem fest – oft fester als einer der verbundenen Grundwerkstoffe. Für Anwendungen gemäß 95%, die keine primären, hochbelastbaren Strukturbauteile betreffen, bietet eine Lötverbindung mehr als ausreichend Festigkeit und zusätzlich die Vorteile geringer Verformung und der Verbindung unterschiedlicher Metalle.
Fazit: Ein unverzichtbares Werkzeug in Ihrem Ingenieurskoffer
Hartlöten ist kein Kompromiss. Es ist ein präzises, zuverlässiges und leistungsstarkes Fertigungsverfahren, das Konstruktionen und Materialkombinationen ermöglicht, die sonst unmöglich wären. Von den empfindlichen, hermetisch abgedichteten Bauteilen in medizinischen Geräten bis hin zu den robusten Hartmetallzähnen eines Gesteinsbohrers – Hartlöten schafft die Verbindungen, die unsere technologische Welt zusammenhalten.
Durch das Verständnis der Kernprinzipien – Kapillarwirkung, Oberflächenreinheit und Temperaturkontrolle – und die Bereitstellung klarer, detaillierter Spezifikationen können Sie dieses Verfahren sicher anwenden. Sie können über einfaches Befestigen und Verschmelzen hinausgehen und elegante, effiziente und robuste Baugruppen herstellen.
Wir bei Eptahub haben jahrelange Erfahrung in diesem Verfahren. Wenn Sie Ihre Konstruktion in eine perfekt gelötete Realität umsetzen möchten, sind wir für Sie da.
Referenzen
- AWS A3.0M/A3.0:2020, “Standard Welding Terms and Definitions”, American Welding Society. https://pubs.aws.org/p/1623/a30ma302020-standard-welding-terms-and-definitions-including-terms-for-adhesive-bonding-brazing-soldering-thermal-cutting-and-thermal-spraying
- AWS-Handbuch zum Hartlöten, 5. Auflage, Amerikanische Schweißgesellschaft. https://pubs.aws.org/p/124/brazing-handbook-5th-edition







