











こんにちは、Eptahubのシニアエンジニアです。製造現場と設計レビュー会議で12年間働いてきた中で、製造プロセスの中には誰もが理解しているものもあれば、誤解や迷信が蔓延しているものもあることを実感してきました。ろう付けはまさに後者のカテゴリーに属します。.
多くのエンジニアは、ろう付けを一種の「超強力はんだ」あるいは「強度の劣る溶接」と捉えています。このような誤解は、より軽量で強度が高く、コスト効率の良いアセンブリを開発する機会を逃すことにつながります。一方で、仕様が不適切なろう付け接合は、現場での壊滅的な故障の根本原因となる可能性もあります。.
このガイドは、ろう付けを隠れた技術から引き出し、信頼性が高く、予測可能で、非常に汎用性の高い接合技術としてあなたのツールキットに加えるための私の試みです。私たちはろう付けを定義するだけではありません。それを分解し、すべてのコンポーネントとすべてのステップを見て、 設計に必要な実践的な知識 そのためには、そして同様に重要なのは、それを効果的に調達することです。.

エンジニアの視点から、以下の内容を取り上げます。
- ろう付けの物理学: 辞書を超えて毛細管現象と卑金属がなぜ毛細管現象を起こすのかを理解しましょう しないで 溶ける。.
- 関節の構造: 主要な3つの要素、すなわち卑金属、溶加材、フラックスについて深く掘り下げます。.
- 手順を追って説明するガイド: ろう付け作業を成功させるための6つの重要な段階と、そこで最も問題が発生しやすい箇所。.
- ろう付け、溶接、はんだ付けの比較: 常に正しい判断を下せるよう、分かりやすく実用的な比較を提供します。.
- 工業用ろう付け方法の紹介: 熟練した職人の手によるトーチ加工から、真空炉のハイテク精密加工まで。.
- 成功のためのデザイン: 強度、信頼性、製造性を兼ね備えた接合部をいかにして作製するか。.
- 自信を持って調達する: 正確な見積もりを取得し、曖昧さを排除するための見積依頼書(RFQ)作成に関する詳細なチェックリスト。.
まずは、揺るぎない土台を築くことから始めましょう。.
基本原理:ろう付けの仕組み
ろう付けの本質は、充填金属を融点以上に加熱し、2つ以上の密着した部品の間に分配する金属接合プロセスです。 毛細管現象. これは、理解しておくべき最も重要な概念です。.
アメリカ溶接協会(AWS)が定めた、譲歩できない3つの条件を詳しく見ていきましょう。
- 卑金属は加熱されるが、決して溶融しない。. これがろう付けと溶接の根本的な違いです。溶接では、母材の端を溶かして融合させ、一体の連続した部品を作ります。一方、ろう付けでは、母材の完全性が維持されます。つまり、母材同士を結合させる高強度の冶金的な「接着剤」を作り出すのです。この低温での接合が、ろう付けの多くの重要な利点、特に歪みが少ないという利点の源となっています。.
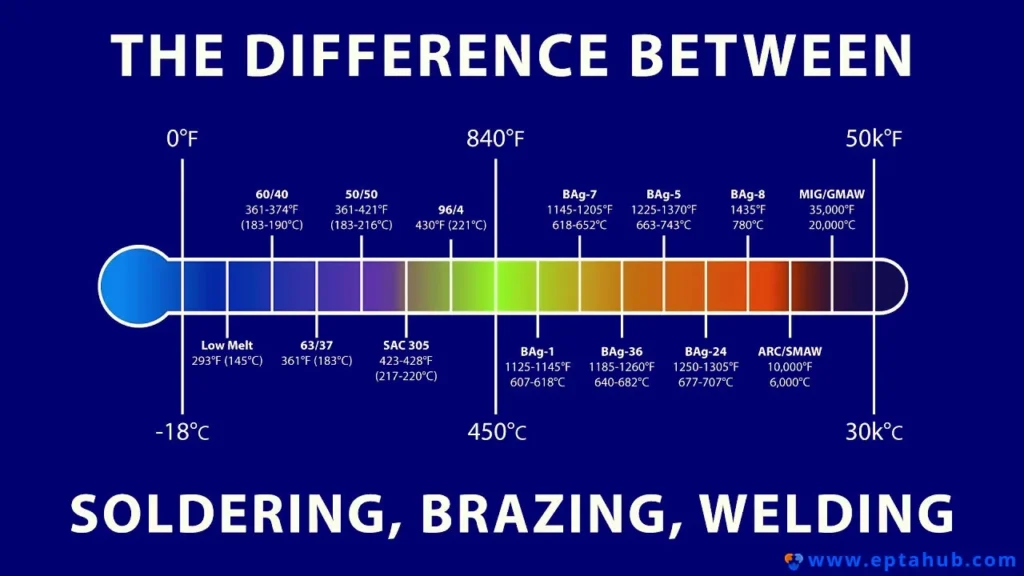
- 溶加材は450℃(840°F)以上で溶融する。. この温度閾値は、ろう付けと、より低温で行われるはんだ付けを区別する、恣意的ではあるものの広く受け入れられている境界線である。ろう付けに使用される合金は、銀、銅、ニッケル、さらには金合金といった、非常に強度の高い接合部を形成する、高度な工学材料である。.
- 溶加材は毛細管現象によって流動する。. これが魔法です。毛細管現象とは、液体が重力に逆らって狭い空間に引き込まれる性質のことです。ペーパータオルに水が吸い上げられるのと同じ現象です。ろう付けでこの現象が起こるためには、2つのことが不可欠です。表面が非常にきれいであること、そして部品間の隙間(「接合クリアランス」)が正確に制御されていることです。溶融したろう材が高温の母材表面を濡らし、表面張力によって接合部の奥深くまで引き込まれることで、完全かつ均一な接合が実現します。.
これら3つの条件が満たされると、単に密閉されているだけでなく、構造的にも健全なろう付け接合部が完成します。多くの場合、適切に設計されたろう付け接合部は、母材金属そのものよりも強度が高くなることがあります。.
ろう付け接合部の構造:3つの重要な要素
ろう付け接合部は、3つの要素から構成されるシステムです。これらの要素のいずれかに不具合が生じると、システム全体が機能しなくなります。.
卑金属
これらは接合する部品です。ろう付けの最大の強みは、さまざまな異種金属を接合できることであり、これは溶接では困難または不可能な場合が多いです。よく見られるベース金属は、 エプタハブ 含む:
- 鋼材: 炭素鋼、合金鋼(4140など)、ステンレス鋼(304、316)はいずれも容易にろう付けできる。.
- 銅および銅合金: これには純銅、真鍮、青銅などが含まれます。これらはろう付けが最も容易な材料の一つです。.
- ニッケル合金: モネルやインコネルなどの材料は、高温環境や腐食性環境で使用される用途において、ろう付けされることが多い。.
- 炭化物: ろう付けの代表的な用途としては、切削工具や摩耗部品において、タングステンカーバイド製のチップを鋼製の工具シャンクに接合することが挙げられる。.
重要なのは、母材金属の特性を把握することです。ろう付け温度は、母材金属の熱処理状態や加工硬化状態に影響を与える可能性があるからです。.
充填金属
これは溶融して接合部に流れ込む合金です。単一の材料ではなく、溶加材には数十種類の標準配合があり、それぞれ融点、強度、延性、耐食性、コストが独自の組み合わせで設計されています。これらは通常、「BAg-7」や「BCuP-5」などのAWS分類で指定されます。.
主な家族構成は以下のとおりです。
- 銀系充填剤(BAgシリーズ): これらは最も汎用性が高く、広く使用されている合金です。融点が比較的低く、流動性に優れ、ほとんどの金属(鋼、銅、ニッケル)に対して強固で延性のある接合部を形成します。銀の含有量は、コストを大きく左右する要因です。.
- 銅系充填剤(BCuシリーズ): このグループには、純銅および銅リン合金が含まれる。.
- 純銅(BCu-1): 主に還元雰囲気下での鋼材の炉内ろう付けに使用されます。非常にコスト効率に優れています。.
- 銅リン(BCuPシリーズ): HVACおよび配管業界において、銅同士の接合に欠かせない主力製品です。リンがフラックス剤として機能するため、銅同士の接合には別途フラックスは不要です。. 重大な警告: これらの充填剤は 一度もない 鉄(鋼)合金やニッケル合金には使用しないでください。脆いリン化物を形成し、接合部の破損を引き起こす可能性があります。.
- アルミニウム-シリコン系充填剤(BAlSi系): アルミニウム合金のろう付け専用に使用されます。融点範囲が非常に狭く、アルミニウム母材の融点よりわずかに低いため、極めて精密な温度制御が必要です。.
- ニッケル系充填剤(BNiシリーズ): 航空宇宙エンジンや腐食環境下で使用されるステンレス鋼の接合など、高温・高強度が求められる用途に使用されます。高温下でも優れた強度保持力を発揮します。.
- 金系充填剤(BAuシリーズ): これらは、最高の信頼性、耐酸化性、延性が求められる航空宇宙および医療用途で使用される、特殊で高価な充填材です。.
フラックス
表面が完全にきれいでないと、ろう材が表面を濡らさず、接合部が破損します。フラックスは、良好なろう付けを実現するための化学的な保険のようなものです。フラックスは、加熱前に接合部に塗布する化合物で、次の3つの重要な役割を果たします。
- 表面の酸化物を溶解します。. 洗浄直後の部品にも、目に見えない薄い酸化膜が付着している。フラックスは、部品が加熱される過程でこの酸化膜を化学的に除去する。.
- 再酸化を防ぎます。. 部品が空気中で加熱されると、より厚い新たな酸化物層が形成されようとする。フラックス層が接合部を大気から遮断する。.
- 濡れ性を高める。. フラックスは、酸化物のないきれいな表面を提供することで、溶融した溶加材が広がり、接合部にスムーズに流れ込むのを助けます。.
フラックスにはペースト状、粉末状、液体状があり、母材、ろう材、ろう付け温度範囲に合わせて選ぶ必要があります。例えば、銀ろう付け用のフラックスはアルミニウムろう付けには使用できません。ろう付け後は、残留フラックスを完全に除去することが絶対に不可欠です。ほとんどのフラックスは腐食性があり、時間の経過とともに接合部を侵食する可能性があるためです。.
通常、フラックスをスキップできるのは、 炉内ろう付け 制御された雰囲気(真空や純粋な水素など)では、雰囲気自体が酸化を防ぐ。.
ろう付け工程のステップバイステップ解説:6つの段階を順を追って解説
完璧なろう付け接合は、規律正しく順序立てられた工程の賜物です。ろう付け部品を調達するエンジニアにとって、これらの工程を理解することは、コストと品質がどこに反映されているかを把握する上で役立ちます。.
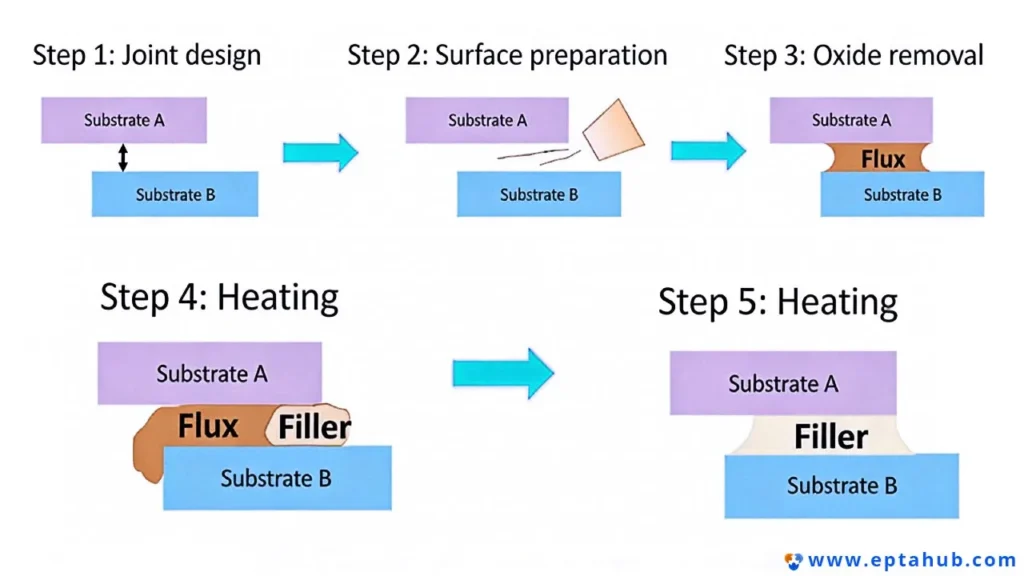
ステージ1:適切な接合部の設計
成功か失敗かはCAD画面から始まります。ろう付けは毛細管現象に依存するため、部品間の隙間、つまり 関節クリアランス―は最も重要な設計パラメータです。.
- クリアランスの黄金律: ほとんどの一般的なろう材の場合、ろう付け温度での理想的な接合クリアランスは 0.025 mm~0.127 mm (0.001″~0.005″).
- なぜこの価格帯なのか?
- きつすぎる(0.025 mm未満): 溶融した充填金属が接合部に浸透しにくくなり、空隙が生じる。.
- 緩すぎる(>0.127 mm): 毛細管現象の力が失われるため、充填材が隙間を完全に埋めることができず、結果として厚みのある鋳型のような構造となり、接合部の強度が低下します。.
- 熱膨張が鍵となる: クリアランスは指定されていることを覚えておいてください ろう付け温度で. 異なる2つの材料(例えば、鋼鉄製のピンを銅製のブロックに接合する場合)を接合する際には、それぞれの熱膨張係数の違いを考慮する必要があります。銅は加熱時に鋼鉄よりも大きく膨張します。目標とする高温時のクリアランスを確保するためには、室温での「冷間」クリアランスを計算する必要があります。.
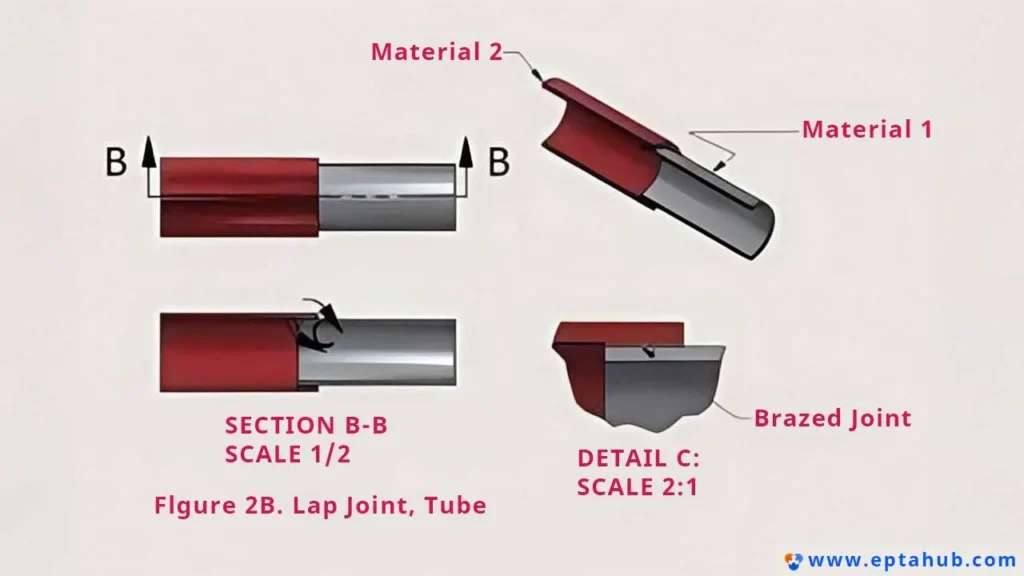
- 関節の種類: 最も一般的なタイプは 重ね継ぎ, 一方の部材がもう一方の部材に重なる部分。これによりろう付けのための表面積が大きくなり、強度が最大化されます。弱い部材と同じ強度を持つ接合部を作るための経験則として、最も薄い部材の厚さの少なくとも3倍の重ね合わせ長さが必要です。 突き合わせ接合 (端から端まで)接続する方法はよりシンプルですが、接続面積がはるかに小さく、一般的に強度が劣ります。.
ステージ2:表面を念入りに清掃する
もう一度言います。 ろう付けの失敗のほとんどは、洗浄不良に起因する。. 接合する面は、油、グリース、切削油、汚れ、スケール、酸化物などが一切付着していない状態にする必要があります。溶加材は、汚染された表面には接着しません。.
- 化学洗浄: これは最初のステップで、有機汚染物質を除去することを目的としています。溶剤、蒸気脱脂、またはアルカリ洗浄液を使用して、油分やグリースを除去します。.
- 機械洗浄: この工程は、酸化物やスケールを除去するためのものです。研磨布による研磨、ワイヤーブラシ(ステンレス鋼製のブラシを使用し、炭素鋼製のブラシは絶対に使用しないでください)、またはグリットブラストが一般的な方法です。これにより、フラックスとフィラーを塗布する準備が整った、新鮮で活性な表面が作られます。.
ステージ3:フラックスを塗布して組み立てる
清掃後、接合部にはできるだけ早くフラックスを塗布してください。両方の部品に薄く均一に塗布します。フラックスは、部品の組み立てと加熱時に部品を保護します。.
次に、部品を組み立てます。理想的な設計は 自己固定, ピン、肩部、または圧入を用いて、部品を正しい位置合わせと適切なクリアランスで保持します。外部治具が必要な場合は、アセンブリとの接触を最小限に抑えるように設計し、部品にろう付けされない材料(ステンレス鋼やセラミックなど)で作る必要があります。.
フィラー 金属 この段階では、ワイヤーリング、シム、またはペーストの形で充填材があらかじめ配置されることが多い。これにより、適切な量の充填材が確保され、特に炉内ろう付けや誘導ろう付けにおいて、より再現性の高いプロセスが可能になる。.
事例研究:HVACコイルアセンブリからの漏水
- シナリオ: 業務用エアコンの製造メーカーが、蒸発器コイルの最終圧力試験において高い故障率に悩まされていた。コイルは、2枚の大きな鋼管に数百本の銅管をろう付けして作られていた。約5個に1個の割合で、緩やかな漏れが発生していた。.
- 最初の仮定: 手動トーチろう付けラインの作業員たちは、技術の未熟さを理由に非難されていた。経営陣は、自動ろう付け装置への大規模な投資を検討していた。.
- 私たちの調査: 設備投資を行う前に、工程監査を依頼されました。私たちは最初から最後まで工程を視察しました。作業員のスキルは高く、接合部の設計も良好で、フラックスの塗布も適切でした。問題は最終加熱工程ではなく、その前の段階でした。仕入先から届いた銅管は光沢があり、きれいでした。しかし、鋼管板はレーザーカットされており、各穴の周りに薄くて丈夫な、ほとんど目に見えない酸化層ができていました。ろう付け前の洗浄工程は、溶剤による拭き取りを一度行うだけでした。.
- 根本原因: 溶剤は油分は除去していたものの、鋼材表面の酸化層には全く効果がなかった。加熱中、フラックスはこの厚い酸化層を分解しようとして消費され、溶加材を注入した際に接合部を保護するものが何も残らなかった。溶加材は鋼材を適切に濡らすことができず、微小な空隙が断続的に発生し、これが漏れの原因となった。.
- シンプルな解決策: 溶剤拭き取りの直後に、新たな工程を導入しました。作業員がシンプルな回転式研磨ブラシを使って、鋼管板の各穴の内側を素早く研磨しました。この作業は1穴あたり10秒未満で完了し、酸化物のないきれいな表面が得られました。.
- 結果: 漏洩率は1週間以内に20%から0.5%未満にまで減少しました。同社は不必要な自動化を避け、工程の最も基本的なステップである適切な洗浄を改善することで、数百万ドルのコスト削減を実現しました。この事例は、工程を深く理解することで、複雑な問題をシンプルで的を絞った解決策で解決できることを示す好例です。.
ステージ4:アセンブリを均一に加熱する
さあ、いよいよ加熱の段階です。目的は、ろう付け温度まで、組み立てた部品全体を均一に加熱することです。具体的な加熱方法(トーチ、炉、誘導加熱など)によって加熱方法は異なりますが、原理は同じです。.
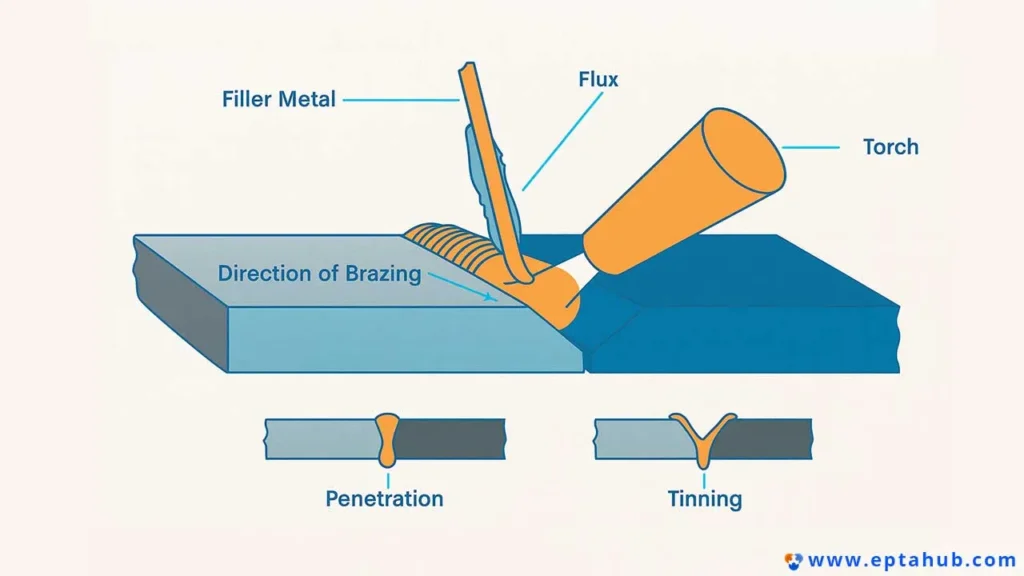
トーチを使用する際は、接合部全体を均一に加熱するために、2つの部品のうち厚い方の部品に炎を当ててください。母材を加熱すると、母材が溶加材を溶かします。炎を当てすぎないでください。 充填材に直接 よくある間違いは、フィラーが十分に熱くない接合部にフィラーを溶かしてしまうことで、接着不良の原因となります。.
手順5:溶加材の塗布(事前に配置されていない場合)
接合部が適切な温度に達したら(フラックスが透明で水っぽくなることで示されることが多い)、ろう材を接合部の端に注入します。温度と条件が適切であれば、毛細管現象によって溶融したろう材が瞬時に接合部全体に行き渡ります。反対側には明るく光沢のあるフィレットが現れ、これはろう付けが成功したことを示す良い視覚的な指標となります。.
ステージ6:冷却、清掃、点検
充填材が流れ込んだ後、組み立て品を冷却する必要があります。多くの材料では空冷で十分です。一部の合金では水冷が使用できますが、他の合金では熱衝撃や亀裂のリスクがあります。.
部品が冷えたら、最後の重要なステップは 残留フラックスをすべて除去する. 前述のとおり、ほとんどのフラックスは腐食性があります。最も一般的な方法は、お湯に浸してからブラシで磨くことです。その後、最終部品を目視で検査し、接合部全体にフィレットが完全に形成されているかを確認します。仕様で要求されている場合は、圧力試験、漏れ試験、またはX線などの非破壊検査を実施します。.
大論争:ろう付け vs. 溶接 vs. はんだ付け
私がデザイナーと最も頻繁に交わす会話の一つは、これら3つの主要な接合方法の中からどれを選ぶべきかを彼らに判断してもらうことです。設計サイクルの早い段階で適切な選択をすることで、後々の時間、費用、そして苦労を大幅に節約できます。これらはすべて金属を接合するのですが、温度、強度、そして母材への影響という点で、それぞれ全く異なる性質を持っています。.
それでは、それらを並べて詳細に分析してみましょう。.
表1:ろう付け、溶接、はんだ付けの比較 – 技術者向け技術比較
| 特徴 | はんだ付け | ろう付け | 溶接 |
|---|---|---|---|
| 温度の定義 | 溶加材が溶ける 450℃(840°F)未満. | 溶加材が溶ける 450℃(840°F)以上. | 熱を 卑金属の融点. |
| 卑金属への影響 | 基材金属は溶融しない。熱の影響は最小限である。. | 卑金属は溶かされない。. 熱サイクルは重要であり、熱処理に影響を与える可能性があるが、溶融と凝固に伴うストレスを回避する。. | 卑金属を溶かして融合させる。. これにより連続的な構造が形成されるが、同時に大きな熱応力、歪み、および大きな熱影響部(HAZ)が生じる。. |
| 結果として得られる関節の強度 | 低い。. 一般的に15~150MPa(2,000~22,000psi)の範囲である。低温で強度が低い合金に依存している。. | 高い。. 一般的に、275~825 MPa(40,000~120,000 psi)の範囲です。適切に設計された接合部は、母材金属よりも強度が高い場合がよくあります。. | 最高。. 接合部の強度は、通常、母材金属の強度と同等かそれ以上である。. |
| 毛細管現象 | はい、継ぎ目を埋めるのに使います。. | はい、これが主なメカニズムです 接合部全体に溶加材を均一に分散させるため。. | いいえ。. 溶加材(使用する場合)は接合部に直接注入される。このプロセスは毛細管現象ではなく、溶融に基づいている。. |
| 異種金属の接合 | 良い。. 銅と真鍮のように融点が大きく異なる金属の接合に最適です。. | 素晴らしい。. これはろう付けの大きな利点です。鋼と銅、超硬合金と鋼、アルミニウムと銅を接合する際の定番の接合方法です。. | 困難であり、しばしば不可能である。. 金属学的不適合は、溶融線に脆い金属間化合物を生成し、接合部の破損を引き起こす可能性がある。特殊な技術とバターリング層が必要となる。. |
| 熱による歪みと応力 | 非常に低い。. 発熱量が最小限であるため、繊細な部品や熱に弱い部品に最適です。. | 低い。. 溶接よりも均一に、かつ低温で熱を加えることができる。特に炉内ろう付けは、アセンブリ全体を制御された速度で加熱することで、歪みを最小限に抑えることができる。. | 高い。. アークや炎による局所的な強烈な熱は、急激な温度勾配を生み出し、著しい反り、歪み、および高い残留応力を引き起こすため、溶接後の熱処理が必要となる場合がある。. |
| 代表的な用途 | 電子部品(プリント基板)、低圧配管、ステンドグラス、宝飾品。. | 航空宇宙用燃料パイプ、空調設備、超硬切削工具、熱交換器、自転車フレーム、楽器。. | 構造用鋼フレーム、圧力容器、自動車シャーシ、造船、パイプライン、重機製造。. |
エンジニアの意思決定概要:
- 溶接を選択するタイミング: 最大限の接合強度が必要な場合、数ミリメートルを超える厚い部材を接合する場合、そして同種または同一の金属を使用する場合は、溶接を選択してください。橋梁や圧力容器の主要構造部品であれば、溶接が最適な解決策となります。ただし、大きな熱変形と残留応力への対応に備えておく必要があります。.
- ろう付けを選択するタイミング: 強度が高く、漏れのない接合部が必要で、以下の条件のいずれか、または複数に該当する場合は、ろう付けを選択してください。
- あなたは参加しています 異種金属.
- 必要がある 熱による歪みを最小限に抑える 精密組立において。.
- あなたは参加しています 薄肉セクション それは溶接によって破壊されるだろう。.
- アセンブリの形状が複雑であるか、 複数の関節 それは炉の中で同時に製造することができる。.
- この部品には 清潔で整ったジョイント 後処理は一切行っていません。.
- はんだ付けを選択するタイミング: 低応力・低温用途には、はんだ付けを選択してください。プリント基板上の部品を接合する場合や、構造に関係のない継ぎ目を封止する場合、はんだ付けは最小限の熱入力で十分な接合強度を提供します。.
武器の選択:工業用ろう付け方法の概観
組立品の加熱方法は、極めて重要な工程変数です。加熱方法の選択は、接合部の品質から生産コスト、生産速度に至るまで、あらゆる面に影響を与えます。.
トーチろう付け
これは最も一般的な手動方式です。作業者は、通常は酸素アセチレンまたは天然ガスと空気の混合ガスを燃料とする手持ち式のトーチを使用して、部品を加熱し、溶加材を流し込みます。.
- 長所: 汎用性が高く、初期投資が少なく、持ち運びも容易で、修理作業や試作品製作に最適です。熟練した作業員であれば、他の方法では固定が難しい複雑な形状のろう付けも可能です。.
- 短所: オペレーターのスキルに極めて依存する。. 過熱はよくあるリスクであり、母材金属を損傷したり、溶加材合金中の元素を蒸発させたりする可能性があります。部品ごとに一貫性を保つことは難しい場合があります。一般的には、 大量生産.
- 最適な用途: 少量生産の組立品、大型または形状が特殊な部品、現場での修理、および試作品製作。.
炉内ろう付け
この方法では、充填材を予め配置したアセンブリ全体を炉に装填します。その後、炉内に制御された雰囲気を充填し、事前にプログラムされた正確なサイクルで加熱します。.
- 雰囲気が鍵となる: 雰囲気は酸化を防ぎ、フラックスの必要性をなくします。一般的な雰囲気には以下のようなものがあります。
- 真空: 最高レベルの純度環境を提供し、チタンなどの反応性金属や、清浄度が極めて重要な医療・航空宇宙部品に最適です。.
- 水素/還元雰囲気: 鋼鉄、銅、ニッケルなどの金属表面の酸化物を化学的に「還元」(洗浄)する活性雰囲気。 大量生産 きれいな部品の。.
- 長所: 極めてクリーンで高品質かつ均一な接合部を実現します。均一な加熱により熱による歪みを最小限に抑えます。数百個、数千個の部品、あるいは数百箇所の接合部を持つ単一部品を、1回のサイクルでろう付けできます。再現性と制御性に優れています。.
- 短所: 設備投資コストが高い。部品は炉の高温ゾーン内に収まる必要がある。サイクルタイムが長いため、単発の作業には適さない。.
- 最適な用途: 大量生産品、複雑な多関節アセンブリ(熱交換器など)、医療・航空宇宙部品、および極めて高い清浄度を必要とする部品。.
誘導ろう付け
誘導ろう付けは、特注の銅コイルに高周波交流電流を流すことで行われます。これにより強力な電磁場が発生し、コイル内に置かれた導電性部品が急速に加熱されます。.
- 長所: 非常に高速でエネルギー効率に優れています。加熱は局所的で正確かつ再現性が高く、自動化に最適です。熱影響部が非常に小さくなります。.
- 短所: 装置の初期費用は高額になる可能性がある。誘導コイルは部品の形状に合わせて個別に設計する必要があり、その分、工具費用も増加する。.
- 最適な用途: 継手をチューブに取り付けたり、超硬チップを工具本体にろう付けしたりするなど、接合部の形状が単純な小型から中型の部品を、大量かつ再現性よく生産する。.
ろう付け溶接とろう付けの違いについての注記
この用語はしばしば混乱を招きます。標準的なろう付け接合では、毛細管現象を利用して非常に狭い隙間を埋めますが、, ろう付け溶接 これは全く異なるものです。トーチ溶接に似た手作業の工程ですが、母材の融点よりも低い温度で真鍮または青銅の溶加棒を使用します。.
- 主な違い: ろう付け溶接 毛細管現象を利用しない. これは、TIG溶接や酸素アセチレン溶接と同様に、隙間やV溝を埋めたり、大きなフィレットを作成したりするために使用されます。作業者は表面に「錫メッキ」を施し、その後、溶加材を層状に重ねていきます。.
- 応用: 鋳鉄部品の補修に最もよく用いられるのは、低温での溶接により鋳鉄溶接に伴う割れの問題を回避できるためです。図面にV溝があり、真鍮フィラーが指定されている場合は、毛細管ろう付けではなく、ろう付け溶接である可能性が高いです。.
自信を持って調達を行う:完璧な見積依頼書(RFQ)を作成する方法
貴社からの見積依頼書(RFQ)を受け取ったエンジニアとして、一つ申し上げたいことがあります。貴社の技術資料の質は、見積書の質、ひいては部品の品質に直接影響します。曖昧さは、優れた製造の敵です。曖昧なRFQでは、私たちは推測に基づいて判断せざるを得ず、結果として、未知のリスクをカバーするために見積額を水増しするか、質問事項をお送りする間、見積書の提出を遅らせることになります。.
ケーススタディ2:曖昧なセンサーハウジングの見積依頼
- 見積依頼書: センサーアセンブリ5,000個の注文を受けました。図面には316ステンレス鋼製のハウジングとコバール製のピンが描かれていました。メモには「ピンをハウジングにろう付けすること。1×10⁻⁸ cc/sec Heの気密性を確保する必要がある」とだけ書かれていました。“
- 危険信号: これは典型的な「危険なほど不完全な」仕様書だ。.
- 溶加材の指定なし: コバールに気密シールを施す場合、高信頼性の金錫合金(AuSn)またはより一般的な銀銅共晶合金(BAg-8)が使用される可能性があります。コスト差は非常に大きく、充填材のコストだけでも最大10倍もの差が生じる可能性があります。.
- プロセス上の制約なし: 最高の清浄度を得るためには、真空炉でのろう付けが適切でしょうか?それとも、より経済的な水素炉でも構いませんか?また、ろう付け後にめっき処理が必要で、そのめっき処理が特定のろう材と相性が悪い可能性はありますか?
- 共同承認なし: 個々の部品図面には、ピンとハウジング間のろう付け前のクリアランスが明記されていませんでした。そのため、設計上、適切な毛細管現象が確保できるかどうかも分かりませんでした。.
- 結果: 見積もりを出すことができませんでした。詳細な質問リストを持って顧客のエンジニアに再度問い合わせる必要がありました。見積もりプロセスは3日間遅れました。彼らの設計では低コストの銀充填材を想定していましたが、気密性の要件が非常に厳しかったため、金ベースの充填材の方が信頼性が高かったことが判明しました。このため、顧客側で慌ただしいテストと再認証作業が発生しました。詳細な初期仕様書があれば、コストと性能要件のこの不一致を最初から特定できたはずです。.
これを避けるために、以下の情報を含めて見積依頼書を作成してください。.
表2:ろう付け組立品に関する技術者向け見積依頼チェックリスト
| カテゴリ | 提供すべき情報 | サプライヤーにとってなぜ重要なのか |
|---|---|---|
| 1. 完成図面および模型 | • 2D組立図(PDF): 最終組み立て状態を示します。. • 2Dコンポーネント図面(PDF): ろう付けを行う前に、各部品ごとに個別に点検してください。. • 3Dモデル(STEP形式): 議会の。. |
組立図は「何」を示している。部品図は、 ろう付け前の寸法 そして重要な 関節クリアランス 私たちは達成する必要がある。. |
| 2. 精密な材料仕様 | ・各部品の材質と規格を正確に指定してください(例:「304ステンレス鋼、ASTM A240」および「無酸素銅、UNS C10100」)。曖昧な表現は避けてください。. | これは譲れない条件です。ろう材の選択、フラックス、熱膨張計算、ろう付け雰囲気など、すべてこの条件によって決まります。「鋼」は材料仕様ではありません。. |
| 3.ろう付け用溶加材の指示 | ・溶加材は標準的な表記(例:「AWS BAg-7」)を用いて指定してください。. ・形状を指定してください(例:「0.8mmワイヤーリング」または「ペースト」)。. |
これは接合部の特性とコストを左右する最大の要因です。ご不明な点がある場合は、性能要件(次の項目を参照)をお知らせいただければ、弊社が最適な合金をご提案いたします。. |
| 4. 重要な性能仕様 | • 強さ: “「接合部はXのせん断荷重に耐えなければならない。」” • 圧力/漏れ防止性能: “「X圧力下で漏れがないこと」または「X漏れ率まで密閉されていること」。” • サービス環境: “「動作温度X℃」、「海水への曝露」” |
これがあなたのデザインの「理由」です。ジョイントに何が必要かを教えてくれます。 する. この情報に基づいて、お客様が選択されたフィラーの種類を検証したり、より優れた、費用対効果の高い代替案をご提案したりすることができます。. |
| 5. 接合位置とフィレット | ・図面には、ろう付けする接合部を明確に示してください。. ・最終的なフィレのサイズに関する要件があれば記載してください(例:「滑らかで連続したフィレが必要です」)。. |
ろう付け箇所を推測させるようなことはしないでください。すみ肉の要件は、使用する溶加材の量やろう付け後の洗浄工程に影響を与える可能性があります。. |
| 6.ろう付け後の要件 | • クリーニング: “「フラックス残渣はすべて除去しなければならない。」” • 後処理: 機械加工、メッキ、塗装などの後続工程があれば、すべて明記してください。. • 検査: 圧力試験、浸透探傷試験、X線検査など、必要な非破壊検査を指定してください。. |
これらの工程は、コストと納期に大きな影響を与えます。ろう付け後にニッケルメッキを施す必要がある場合、メッキの化学組成と適合する溶加材を選択する必要があります。. |
| 7. 文書化と品質 | ・適合証明書(CoC)、母材および溶加材の材料証明書、または検査報告書が必要かどうかを明記してください。. | Eptahubでは、完全なドキュメントを提供できますが、これは計画が必要な事務手続きです。貴社の品質システムが本当に必要とするものだけをリクエストしてください。. |
よくある質問(FAQ)
Q:HVACにおけるろう付けとは何ですか?
A: HVACシステムでは、ろう付けは 銅管を接合する標準的な方法 冷媒配管用。使用される溶加材は、ほぼ例外なく銅リン合金(BCuP-5など)です。リンは銅のフラックス剤として作用するため、銅同士の接合には外部フラックスは不要です。これにより、現場技術者にとって作業がクリーンかつ効率的になります。これらの接合部は強度が高く、高圧冷媒を漏れなく封じ込めることができるという重要な特長を備えています。.
Q:ろう付けできない金属は何ですか?
A:ろう付けは汎用性の高い接合方法ですが、一部の金属には問題があります。マグネシウムとその合金は反応性が高いため、一般的にろう付けには適していません。鉛、錫、亜鉛など、ろう付け温度範囲よりも融点が低い金属は、当然ろう付けできません。アルミニウムはろう付け可能ですが、特殊なフラックスと非常に厳密な温度制御が必要となるため、専門的な工程となります。.
Q:ろう付けは母材の強度を弱めますか?
A:可能です。これは設計上の重要な考慮事項です。ろう付け温度は、冷間加工または熱処理された母材金属を焼きなまし(軟化)させるのに十分な高さです。例えば、硬化処理された4140鋼に継手をろう付けすると、接合部周辺の硬度と強度が低下します。この熱影響部(HAZ)は、溶接の場合よりも一般的に柔らかく幅も広くなりますが、高い残留応力は発生しません。.
Q:ろう付けは溶接よりも強度が高いですか?
A: 絶対的な接合強度という点では、いいえ。母材を融合させる適切な溶接は、母材と同等かそれ以上の強度を持つ接合部を作り出します。しかし、これはしばしば誤解を招く比較です。適切に設計されたろう付け接合部は非常に強く、接合される母材の一方よりも強い場合がよくあります。主要な重荷重構造要素を伴わない用途では、ろう付け接合部は十分な強度を提供し、さらに歪みが少なく、異種金属を接合できるという利点もあります。.
結論:エンジニアリングキットに欠かせないツール
ろう付けは妥協の産物ではありません。それは、従来は不可能だった設計や材料の組み合わせを可能にする、精密で信頼性が高く、強力なエンジニアリングプロセスです。医療機器の繊細で気密性の高い部品から、削岩機の頑丈な超硬刃まで、ろう付けは私たちの技術世界を支える重要な接合部を作り出しています。.
毛細管現象、表面清浄度、熱制御といった基本原理を理解し、明確かつ詳細な仕様を提供することで、このプロセスを自信を持って活用できます。単純な締結や融着にとどまらず、洗練された、効率的で堅牢なアセンブリを構築することが可能になります。.
ここEptahubでは、長年にわたりこのプロセスを磨き上げてきました。お客様のデザインを完璧なろう付けで実現する準備が整いましたら、私たちにお任せください。お客様のニーズを的確に理解し、最適なソリューションをご提案いたします。.
参考文献
- AWS A3.0M/A3.0:2020, 「標準溶接用語と定義」、米国溶接協会。. https://pubs.aws.org/p/1623/a30ma302020-standard-welding-terms-and-definitions-including-terms-for-adhesive-bonding-brazing-soldering-thermal-cutting-and-thermal-spraying
- AWSろう付けハンドブック、第5版, アメリカ溶接協会。. https://pubs.aws.org/p/124/brazing-handbook-5th-edition







