











Hallo, hier spricht Ihr leitender Ingenieur von Eptahub. Eine der häufigsten Fragen, die mir gestellt wird, egal ob von einem neuen Designer oder einem erfahrenen Einkäufer, lautet: “Was genau …?“ Ist ”WIG-Schweißen, und warum ist es so teuer?“ Das ist eine berechtigte Frage, besonders wenn man sieht, dass es in einer Zeichnung für eine scheinbar einfache Verbindung vorgeschrieben ist.
Beginnen wir mit der direkten Antwort. WIG-Schweißen steht für Wolfram-Inertgas.
Das ist zwar die wörtliche Bedeutung, sagt aber nichts darüber aus, warum es die bevorzugte Methode für die Luft- und Raumfahrt, Reinstsysteme und alle Anwendungen ist, bei denen Fehler inakzeptabel sind. Für einen Ingenieur bedeutet WIG-Schweißen: Kontrolle, Reinheit, Und Präzision. Wenn MIG-Schweißen die vielseitige und effiziente Kartuschenpistole der Metallverarbeitung ist, dann ist WIG-Schweißen das Skalpell des Chirurgen. Es ist langsamer, erfordert immenses Können und ist teurer, aber bei korrekter Ausführung liefert es eine Schweißnaht von unvergleichlicher Qualität und Festigkeit.
Die offizielle, branchenübliche Bezeichnung für das Verfahren, die von der American Welding Society (AWS) festgelegt wurde, lautet: Gas-Wolfram-Lichtbogenschweißen (GTAW). In Zeichnungen und Spezifikationen werden die Begriffe TIG und GTAW oft synonym verwendet, bezeichnen aber ein und dasselbe Verfahren.
Entschlüsselung des Akronyms: Wolfram, Edelgas und der Lichtbogen
Um TIG zu verstehen, muss man die Bedeutung jedes einzelnen Wortes im Namen kennen. Der Prozess ist ein schönes, wenn auch komplexes Zusammenspiel dreier Elemente.
1. Das “T” steht für Wolfram.
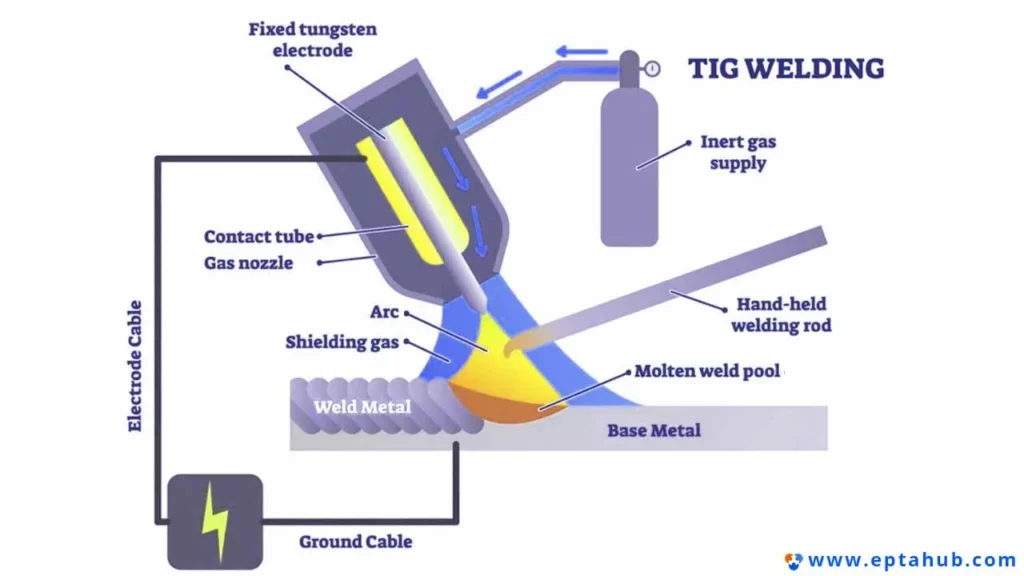
Das Herzstück des WIG-Schweißverfahrens ist das nicht verbrauchbare Wolframelektrode. Dies ist der größte Unterschied zu anderen gängigen Lichtbogenschweißverfahren wie MIG oder Stabelektrodenschweißen.
- Was bedeutet “nicht verbrauchbar”? Beim MIG-Schweißen (Metall-Inertgas-Schweißen) und beim Stabelektroden-Schweißen (Lichtbogenhandschweißen) ist die Elektrode das Schweißzusatzmaterial selbst. Es handelt sich um einen Draht oder Stab, der schmilzt und Teil der Schweißnaht wird. Beim WIG-Schweißen hingegen besteht die Aufgabe der Wolframelektrode ausschließlich darin, einen hochstabilen Lichtbogen zu erzeugen und aufrechtzuerhalten. Sie schmilzt nicht.
- Warum Wolfram? Wolfram hat den höchsten Schmelzpunkt aller reinen Metalle, nämlich einen atemberaubenden Wert. 3.422 °C (6.192 °F). Dadurch kann es der intensiven Hitze des Schweißlichtbogens (die 6.000 °C überschreiten kann) standhalten, ohne zu schmelzen. Die Spitze ist spitz zulaufend, sodass der Schweißer den Lichtbogen und die Hitze präzise auf einen sehr kleinen Bereich des Werkstücks fokussieren kann.
- Wolframarten: Wolfram ist nicht gleich Wolfram. Ingenieure stoßen in Spezifikationen möglicherweise auf Anforderungen für verschiedene Wolframtypen, die durch ein Farbband gekennzeichnet sind:
- Reines Wolfram (Grün): Wird zum Wechselstromschweißen von Aluminium verwendet und bildet eine saubere, kugelförmige Schweißspitze.
- 2% Thoriert (Rot): Das Alte Industrie Standard für das Gleichstromschweißen von Stählen. Es bietet zwar eine ausgezeichnete Zündung, ist aber radioaktiv und birgt daher Gesundheitsrisiken. Viele Betriebe haben dieses Verfahren daher abgeschafft.
- 2% Lanthanted (Blau): Die heute am häufigsten verwendete Allzweckelektrode. Sie eignet sich hervorragend für Wechsel- und Gleichstromschweißen, bietet eine hohe Lichtbogenstabilität und ist nicht radioaktiv, was sie zur sichereren und vielseitigeren Wahl macht.
2. Das “IG” steht für Inertgas.
Geschmolzenes Metall ist hochreaktiv. Bei Kontakt mit der Atmosphäre reagieren Sauerstoff, Stickstoff und Wasserdampf der Luft rasch mit dem Schmelzbad und bilden Oxide und Nitride. Diese Verunreinigung führt zu einer spröden, porösen und schwachen Schweißnaht. Die Aufgabe des Schutzgases besteht darin, eine Schutzblase um die Schweißzone zu bilden.
- Was bedeutet “inert”? Die beim WIG-Schweißen verwendeten Schutzgase sind Edelgase, d. h. sie sind chemisch reaktionsträge. Sie verbinden sich weder mit dem Schmelzbad noch mit der heißen Wolframelektrode.
- Häufig vorkommende Gase:
- Argon (Ar): Das gebräuchlichste Schutzgas beim WIG-Schweißen. Es ist schwerer als Luft und bietet daher auch bei geringeren Durchflussmengen eine hervorragende Schutzwirkung. Es erzeugt einen stabilen, leisen Lichtbogen und eignet sich ideal zum Schweißen von Stahl, Edelstahl und Aluminium in den meisten Materialstärken.
- Helium (He): Leichter als Luft und mit höherer Wärmeleitfähigkeit. Dies führt zu einem heißeren Lichtbogen, der eine tiefere Durchdringung ermöglicht. Es wird häufig für dickere Aluminium- oder Kupferquerschnitte verwendet oder mit Argon gemischt, um die Lichtbogeneigenschaften anzupassen.
Das Gas strömt durch den WIG-Brenner und tritt durch eine Keramikdüse aus, die die Wolframelektrode umschließt. Dadurch wird sichergestellt, dass der Lichtbogen, die Elektrode und das Schmelzbad vollständig von der Atmosphäre isoliert sind.
3. Der Bogen und der Prozess
So greifen diese Elemente in den Händen eines erfahrenen Bedieners ineinander:
- Sorgfältige Reinigung: Der erste Schritt ist immer die Reinigung. WIG-Schweißen reagiert äußerst empfindlich auf Verunreinigungen. Öl, Farbe, Rost oder auch eine dicke Oxidschicht auf dem Grundwerkstoff müssen vollständig entfernt werden.
- Die Ausgangslage: Der Schweißer wählt die richtige Wolframelektrode aus, schärft sie und stellt die Stromstärke (Wärme) und die Gasdurchflussrate der Maschine entsprechend den Vorgaben ein. Material Art und Dicke.
- Den Bogen schlagen: Der Schweißer positioniert den Schweißbrenner über der Schweißnaht. Moderne WIG-Maschinen Verwenden Sie eine Hochfrequenz-Zündung ohne Berührung. Ein Impuls hochfrequenter Hochspannung ionisiert das Gas zwischen der Wolframspitze und dem Werkstück und erzeugt so einen Pfad für den Schweißstrom, ohne dass die Elektrode das Metall berührt.
- Die Pfütze bilden: Der intensive Lichtbogen schmilzt ein kleines, kontrolliertes Schmelzbad des Grundwerkstoffs. Hier liegt die Kunst – die Lichtbogenlänge und die Schweißgeschwindigkeit so zu steuern, dass ein gleichmäßiges Schmelzbad entsteht.
- Hinzufügen von Schweißzusatzwerkstoff (Die “Zweihand”-Technik): Anders als beim MIG-Schweißen, bei dem das Schweißgut automatisch durch die Pistole zugeführt wird, taucht der WIG-Schweißer mit der anderen Hand manuell einen separaten, dünnen Schweißdraht in den vorderen Rand des Schmelzbades ein. Dies erfordert eine hervorragende Hand-Augen-Koordination. unabhängige Steuerung der Wärme (Stromstärke) und der Zugabe von Schweißzusatzwerkstoff. Das ist der Schlüssel zur Präzision des WIG-Schweißens.
- Beendigung: Am Ende des Schweißvorgangs reduziert der Schweißer die Stromstärke, um den Endkrater zu füllen und Risse zu vermeiden. Das Schutzgas strömt nach dem Erlöschen des Lichtbogens noch einige Sekunden weiter (Nachgas), um das noch heiße Wolfram und das erstarrende Schmelzbad vor Verunreinigungen zu schützen.
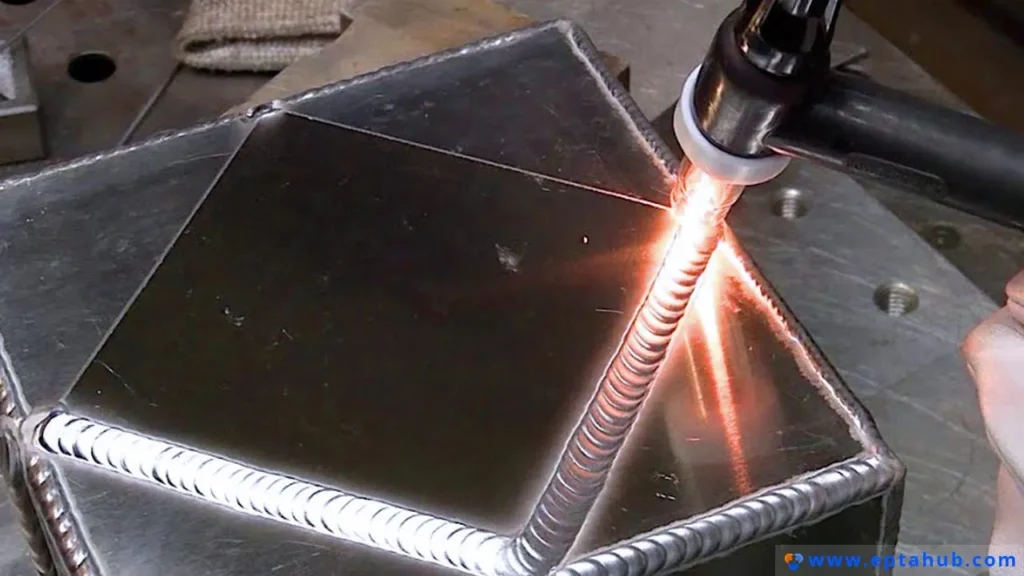
Das Ergebnis dieses sorgfältigen Prozesses ist eine saubere, präzise und oft schöne Schweißnaht mit einem charakteristischen “Stapel von Zehncentstücken”-Aussehen.
Warum WIG-Schweißen? Die drei wichtigsten Vorteile.
Wenn Sie als Ingenieur oder Einkäufer eine Zeichnung freigeben, die GTAW vorschreibt, bezahlen Sie für diese drei besonderen Vorteile:
1. Unübertroffene Präzision und Kontrolle
Da die Wärmequelle (der Wolframlichtbogen) vom Schweißzusatzwerkstoff getrennt ist, hat der Bediener die volle Kontrolle. Er kann genau so viel Wärme zuführen, dass zwei dünne Metallstücke ohne jeglichen Zusatzwerkstoff miteinander verschmolzen werden (eine “autogene Schweißung”), oder er kann Material in einem verschlissenen Bauteil punktgenau aufbauen. Diese Präzision ist mit anderen Verfahren nicht möglich.
2. Überragende Schweißnahtqualität und -reinheit
Die Kombination aus einem stabilen, sauber brennenden Lichtbogen und einem hochwirksamen Schutzgas erzeugt eine Schweißnaht von außergewöhnlicher Reinheit. Im Gegensatz zum Stabelektrodenschweißen bildet sich keine Schlacke (eine Schicht aus Flussmittelverunreinigungen), die sich in der Schweißnaht festsetzen könnte. Auch Schweißspritzer (kleine Tropfen geschmolzenen Metalls), wie sie beim MIG-Schweißen häufig vorkommen, entstehen praktisch nicht. Das Ergebnis ist eine Schweißnaht, die nicht nur optisch ansprechend, sondern auch dicht und frei von Fehlern ist, welche Festigkeit und Integrität beeinträchtigen.
3. Höchste Vielseitigkeit bei verschiedenen Metallen
Mit den richtigen Maschineneinstellungen (Wechsel-/Gleichstrom) und dem passenden Zusatzwerkstoff lassen sich mit dem WIG-Schweißen mehr Metalle und Legierungen verbinden als mit jedem anderen Schweißverfahren. Dazu gehören:
- Edelstahl
- Kohlenstoff- und legierte Stähle
- Aluminium
- Magnesium
- Titan
- Kupfer und Bronze
- Nickellegierungen (Inconel, Monel)
Tabelle 1: WIG-, MIG- und Elektrodenschweißen – Ein Vergleich aus der Sicht eines Ingenieurs
| Besonderheit | WIG (GTAW) | MIG (GMAW) | Stock (SMAW) |
|---|---|---|---|
| Prozessname | Wolfram-Inertgasschweißen | Metall-Schutzgasschweißen | Lichtbogenschweißen |
| Kernprinzip | Nicht verbrauchbare Wolframelektrode, manueller Fülldraht. | Kontinuierlich zugeführte, verbrauchbare Drahtelektrode. | Verbrauchbare, flussmittelbeschichtete Stabelektrode. |
| Schweißqualität | Höchste – Sehr rein, keine Spritzer, keine Schlacke. | Hoch – Gute Qualität, aber es besteht die Gefahr von Spritzern. | Gut – Es besteht die Gefahr von Schlackeneinschlüssen und starkem Spritzen. |
| Präzision und Kontrolle | Höchste – “Das Skalpell des Chirurgen.” | Medium – “Draufhalten und abdrücken.” Gut für die Produktion. | Niedrig – Bei dünnen Materialien schwer zu kontrollieren. |
| Geschwindigkeit | Langsamste | Schnell | Langsam |
| Kosten (Arbeit & Ausrüstung) | Hoch | Medium | Niedrig |
| Bedienerqualifikationsniveau | Sehr hoch | Niedrig bis mittel | Mittel bis Hoch |
| Am besten geeignet für | Dünne Werkstoffe, exotische Legierungen, hochreine Bearbeitung, Wurzelbearbeitungen. | Produktion, dickere Materialien. | Feldreparaturen, verschmutzte Materialien, massive Stahlkonstruktionen. |
Die große Kluft: Wechselstrom- vs. Gleichstrom-WIG-Schweißen
Eine WIG-Schweißstromquelle kann den Strom auf zwei Arten abgeben. Zu verstehen, welche Art verwendet werden muss, ist der erste und wichtigste Schritt für ein korrektes Schweißverfahren.
Gleichstrom (DC) – Das Arbeitstier
Im Gleichstrommodus fließt der Strom in eine konstante Richtung. Beim WIG-Schweißen ist dies fast immer der Fall. DCEN (Gleichstromelektrode negativ).
- So funktioniert es: Die Wolframelektrode ist mit dem Minuspol und das Werkstück mit dem Pluspol verbunden. Dadurch fließen die Elektronen von der Spitze der Wolframelektrode über den Lichtbogen in das Werkstück.
- Der Effekt: Dieser unidirektionale Elektronenfluss konzentriert etwa 70% der Lichtbogenwärme direkt auf das Werkstück. Dadurch entsteht ein tiefes, schmales Einbrandprofil. Die Wolframelektrode, die nur 30% der Wärme aufnimmt, bleibt kühler und behält ihre scharfe, spitze Spitze.
- Wann man es verwendet: DCEN ist die Standard zum Schweißen von Metallen, die nicht besitzen eine dicke, feuerfeste Oxidschicht. Dazu gehören:
- Edelstahl
- Kohlenstoffstahl
- Titan
- Kupfer
- Nickellegierungen
Wechselstrom (AC) – Der Aluminiumspezialist
Im Wechselstrombetrieb ändert der Strom dutzende Male pro Sekunde schnell seine Richtung, indem er von der Elektrode zum Werkstück und dann wieder zurück zur Elektrode fließt.
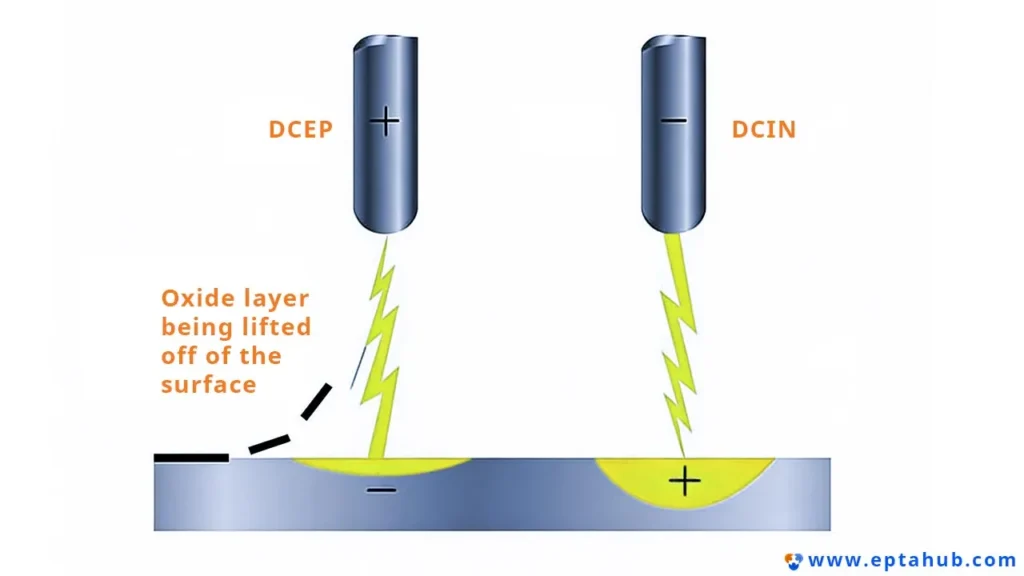
- So funktioniert es: Der Stromzyklus ist in zwei Hälften unterteilt: die Hälfte mit der negativen Elektrode (EN) und die Hälfte mit der positiven Elektrode (EP).
- Während der EN Hälfte, Es verhält sich genau wie DCEN und sorgt für Wärme und Eindringen in das Werkstück.
- Während der EP-Hälfte, Der Elektronenfluss kehrt sich um. Die Elektronen fließen nun vom Werkstück zum Wolfram. Dies hat einen bemerkenswerten Effekt, der als … bekannt ist. “Reinigungswirkung”.” Die vom Werkstück ausströmenden Ionen bombardieren die Oberfläche und entfernen physikalisch die zähe, bei hohen Temperaturen entstehende Oxidschicht, die sich auf Metallen wie Aluminium und Magnesium bildet.
- Wann man es verwendet: Wechselstrom ist zum Schweißen absolut unerlässlich:
- Aluminium
- Magnesium
- Erweiterte Steuerungsmöglichkeiten (Balance und Frequenz): Moderne WIG-Schweißgeräte ermöglichen eine präzise Steuerung der Wechselstrom-Wellenform.
- AC-Balance: Dies steuert das Verhältnis von EN- zu EP-Zeit. Mehr EN-Zeit führt zu tieferem Eindringen. Mehr EP-Zeit bewirkt eine intensivere Reinigung, erhitzt aber auch die Wolframelektrode stärker. Eine typische Einstellung liegt bei etwa 70–801 TP3T EN.
- Wechselstromfrequenz: Dies steuert, wie oft pro Sekunde der Strom geschaltet wird (gemessen in Hz). Eine höhere Frequenz erzeugt einen engeren, fokussierteren Lichtbogen, was höhere Schweißgeschwindigkeiten und eine bessere Kontrolle bei dünnen Materialien ermöglicht.
Tabelle 2: Zusammenfassung des WIG-Schweißens mit Wechselstrom vs. Gleichstrom
| Besonderheit | DC (Gleichstrom, Elektrode negativ) | Wechselstrom (AC) |
|---|---|---|
| Primäre Verwendung | Stähle, Edelstahl, Titan, Kupfer | Aluminium, Magnesium |
| Elektronenfluss | Ein Weg: von Wolfram zum Werkstück | Kehrt mehrmals pro Sekunde die Richtung um. |
| Wärmeverteilung | ~70% in das Werkstück | Ausgewogen zwischen Werkstück und Elektrode |
| Hauptmerkmal | Tiefe, schmale Penetration | Reinigungswirkung (entfernt Oxide) und mäßige Penetration |
| Wolframspitzenform | Scharfe, spitze Spitze | Leicht abgerundete oder kugelförmige Spitze |
| Visueller Bogen | Ruhiger, stabiler, fokussierter Kegel | Lauterer, aktiverer Bogen |
Eine materialspezifische Meisterklasse
Wenden wir dieses Wissen auf reale technische Werkstoffe an.
Aluminium schweißen
Aluminium stellt eine doppelte Herausforderung dar: seine hohe Wärmeleitfähigkeit und seine hartnäckige Oxidschicht.
- Das Oxidproblem: Wie in unserem Schmelzpunkt von Aluminium Aluminiumoxid (Al₂O₃) schmilzt bei über 2072 °C (3762 °F), während das darunter liegende Aluminium nur bei etwa 660 °C (1220 °F) schmilzt. Beim Schweißen mit Gleichstrom (DC) schmilzt ein Aluminiumbad unter einer festen Oxidschicht. Das WIG-Schweißverfahren mit Wechselstrom ist die Lösung, indem die Reinigungswirkung des EP-Zyklus genutzt wird, um diese Oxidschicht direkt vor dem Schweißbad aufzubrechen.
- Das thermische Problem: Aluminium leitet Wärme sehr schnell von der Schweißzone ab. Daher ist eine deutlich höhere Stromstärke erforderlich als bei einem gleich großen Stahlstück. Auch die Wärmeregulierung ist entscheidend: Zu wenig Wärme führt zu einer unvollständigen Schweißung (“Kaltschweißung”), während zu viel Hitze bei einem dünnen Werkstück zu Verformungen oder sogar zum vollständigen Wegschmelzen führen kann.
Schweißen von Edelstahl
Die größte Herausforderung beim Schweißen von Edelstahl besteht nicht im Schmelzen, sondern im Erhalt seiner Korrosionsbeständigkeit.

- Das Korrosionsproblem (Sensibilisierung): Das Chrom im Edelstahl bildet dessen passive, korrosionsbeständige Schicht. Wird das Metall jedoch zu lange einer Temperatur zwischen etwa 425 °C und 815 °C ausgesetzt, verbindet sich das Chrom mit dem Kohlenstoff der Legierung und bildet Chromcarbide an den Korngrenzen. Dadurch wird dem umliegenden Material Chrom entzogen, wodurch es anfällig für Rost und Korrosion wird. Dieser Vorgang wird als “Sensibilisierung” bezeichnet.”
- Die TIG-Lösung: Die präzise Wärmekontrolle beim WIG-Schweißen bietet optimalen Schutz vor Sensibilisierung. Der fokussierte Gleichstromlichtbogen ermöglicht dem Schweißer ein schnelles Schweißen mit minimalem Wärmeeintrag in die Umgebung (die Wärmeeinflusszone, WEZ). Dadurch wird die Verweildauer der WEZ im kritischen Sensibilisierungsbereich minimiert.
- Das Reinheitsproblem (Rückspülung): Beim Durchschweißen von Edelstahlrohren wird auch die Innenseite der Schweißnaht erhitzt. Bleibt sie ungeschützt, reagiert sie mit der Luft und bildet eine dunkle, krustige Oxidschicht (Verkokung). Dies beeinträchtigt nicht nur die Korrosionsbeständigkeit, sondern schafft in hygienischen Anwendungen auch Spalten, in denen sich Bakterien ansiedeln können. Die Lösung ist RückspülungDas Innere des Rohrs wird mit inertem Argongas gefüllt, um die Rückseite der Schweißnaht während des Schweißvorgangs zu schützen. Bei Anwendungen mit hohen Reinheitsanforderungen ist eine Rückspülung unerlässlich.
Fallstudie: Die kontaminierte Pharmapalette
- Das Szenario: Ein Pharmaunternehmen beauftragte eine Fertigungsfirma mit dem Bau mehrerer mobiler Prozessanlagen. Diese Anlagen bestanden aus komplexen Netzwerken von Edelstahlrohren (316L) zum Transport von hochreinem Wasser und Produkt. Die Konstruktionszeichnungen gaben eindeutig vor: “Alle Schweißnähte sind als WIG-Schweißen mit vollständigem Durchschweißen und Spülung von hinten auszuführen.”

- Der Fehler: Die Fertigungshalle war im Verzug und hatte das Budget überschritten. Um die Produktion einiger größerer, nicht kritischer Stützrahmen zu beschleunigen, erlaubte ein Manager den Schweißern, die MIG (GMAW) MIG-Schweißen ist deutlich schneller als WIG-Schweißen. Allerdings wurde für den letzten Abschnitt der Prozessrohrleitung nicht wieder auf WIG umgestellt, sondern mit einem MIG-Schweißbrenner geschweißt.
- Das Ergebnis: Optisch machte die MIG-Schweißnaht nach dem Schleifen und Polieren einen akzeptablen Eindruck. Eine innere Inspektion mit einem Endoskop ergab jedoch ein anderes Bild. Die Innenseite der MIG-Schweißnaht war rau, mit einer traubenartigen Textur und deutlichen Schweißspritzern. Sie wies nicht das glatte, ebene Profil einer WIG-Schweißwurzel auf. Da das MIG-Schweißen zudem ein heißeres und weniger kontrolliertes Verfahren ist, war die Wärmeeinflusszone (WEZ) deutlich größer.
- Das Scheitern: Nach der Inbetriebnahme der Anlage stellte das Unternehmen im Rahmen seiner strengen Qualitätskontrolle nach einem Reinigungszyklus Bakterienwachstum im System fest. Die Ursache konnte auf den MIG-geschweißten Rohrabschnitt zurückgeführt werden. Die raue Innenfläche der Schweißnaht hatte mikroskopisch kleine Spalten (Bio-Spalten) gebildet, die sich nicht ordnungsgemäß reinigen und desinfizieren ließen und somit einen idealen Nährboden für Bakterien boten. Die gesamte Anlage im Wert von mehreren zehntausend Dollar musste verschrottet werden.
- Die unausweichliche Lektion: Für Anwendungen, die Reinheit erfordern – sei es im Sanitärbereich, in der Halbleiterindustrie oder in der Luft- und Raumfahrt – ist die Schweißnaht Der Prozess ist ein entscheidender Designaspekt. WIG-Schweißen wurde nicht aufgrund seiner Optik gewählt, sondern wegen des glatten, sauberen und spaltfreien Schweißnahtprofils, das für die Reinigung unerlässlich ist. Der Versuch, einige Arbeitsstunden einzusparen, führte zum Totalverlust des Endprodukts.
Wie spezifiziert man WIG-Schweißnähte in seiner Angebotsanfrage?
Bei Angebotsanfragen ist Unklarheit kontraproduktiv. Nutzen Sie diese Checkliste, um sicherzustellen, dass Ihr Lieferant Ihre Erwartungen genau kennt.
- Spezifizieren Sie den Prozess und den Standard: Geben Sie es klar an: “Die Schweißarbeiten sind im Wolfram-Inertgas-Schweißverfahren (WIG/GTAW) durchzuführen.” Geben Sie gegebenenfalls eine Branchennorm an (z. B. AWS D1.1 für Baustahl, AWS D1.2 für Aluminium, AWS D1.6 für Edelstahl).
- Werkstoffe und Schweißzusatzwerkstoffe definieren: Geben Sie nicht nur das Grundmaterial an, sondern auch die Legierung des Schweißzusatzwerkstoffs. Beispiel: “Grundmaterial: Edelstahl 304L. Schweißzusatzwerkstoff: ER308L.”
- Schweißnahttyp und -größe angeben: Verwenden Sie in Ihren Zeichnungen Standard-Schweißsymbole, um anzugeben, ob es sich um eine Kehlnaht, eine Stumpfnaht usw. handelt, und geben Sie die Größe an.
- Staatliche Qualitäts- und Inspektionsanforderungen: Das ist von entscheidender Bedeutung.
- Visuell: “Alle Schweißnähte müssen frei von Rissen, Porosität und Hinterschneidungen gemäß AWS D1.6 Abschnitt 6 sein.”
- Zerstörungsfreie Prüfung: Ist die Verbindung kritisch, ist eine zerstörungsfreie Prüfung vorzuschreiben. “Alle Vollschweißungen an der Kehlnaht sind einer Eindringprüfung nach 100% zu unterziehen.” (Alternativ: Röntgenprüfung usw.). Beachten Sie, dass dies mit erheblichen Mehrkosten verbunden ist.
- Besondere Anweisungen hinzufügen: Hier fügen Sie wichtige Details hinzu.
- “Für vollständige Durchschweißungen an Edelstahlrohren ist eine Argon-Rückspülung erforderlich.”
- “Nach dem Schweißen ist eine Reinigung und Passivierung aller Edelstahlbauteile erforderlich.”
- “Sichtbare Schweißnahtverfärbungen auf freiliegenden kosmetischen Oberflächen sind nicht zulässig.”
Häufig gestellte Fragen
F: Was bedeutet das “Stapel von Zehn-Cent-Stücken” auf einer WIG-Schweißnaht?
A: Dieser typische Welleneffekt ist das sichtbare Ergebnis der Schweißtechnik. Jede einzelne dieser “Zitronenkugeln” ist ein erstarrtes Schmelzbad, das entsteht, wenn der Schweißdraht manuell eingetaucht, der Brenner leicht vorwärts bewegt und der Vorgang wiederholt wird. Ein gleichmäßiger, gleichmäßiger Stapel dieser Kugeln ist das Kennzeichen einer geübten und ruhigen Hand.
F: Ist eine WIG-Schweißnaht fester als eine MIG-Schweißnaht?
A: Nicht unbedingt. Eine fachgerecht ausgeführte Schweißung kann, unabhängig vom Verfahren, die Festigkeitsanforderungen des Grundwerkstoffs erfüllen. WIG-Schweißungen weisen jedoch im Allgemeinen eine höhere Festigkeit auf. Reinheit und weisen weniger Defekte wie Porosität oder mangelnde Verschmelzung auf. Das bedeutet, dass sie mit größerer Wahrscheinlichkeit ihre volle theoretische Festigkeit erreichen und eine bessere Dauerfestigkeit aufweisen, was sie widerstandsfähiger macht. zuverlässig für kritische Anwendungen.
F: Kann man mit WIG sehr dickes Metall schweißen?
A: Ja, aber es ist sehr langsam und ineffizient. Bei dicken Bauteilen (z. B. > 12,5 mm) ist es üblich, für die erste, kritische Wurzellage das WIG-Schweißen zu verwenden, um eine vollständige Durchschweißung und Reinheit am Schweißnahtgrund zu gewährleisten. Anschließend wird die restliche Schweißnaht mit einem schnelleren Verfahren mit höherer Abschmelzleistung wie dem MIG- oder Fülldrahtschweißen aufgefüllt.
Fazit: TIG ist eine Investition in Sicherheit.
WIG, oder Wolfram-Inertgas-Schweißen, ist weit mehr als nur eine Abkürzung. Es steht für eine bewusste Ingenieursentscheidung. Es ist die Wahl, Qualität, Präzision und Zuverlässigkeit über Geschwindigkeit und Kosten zu stellen. Vom Wechselstrom, der Aluminium reinigt, bis zum fokussierten Gleichstrombogen, der die Integrität von Edelstahl schützt – jeder Aspekt des WIG-Schweißens ist darauf ausgerichtet. Der Prozess ist so konzipiert zur Kontrolle.
Wenn Sie GTAW in einer Zeichnung angeben, kommunizieren Sie damit eine Anforderung an höchste Qualität. Sie verlangen von einem erfahrenen Fachmann, der mit chirurgischer Präzision an Ihrem Bauteil arbeitet. Indem Sie den Prozess, seine Anwendungsbereiche und die klare Definition Ihrer Erwartungen verstehen, stellen Sie sicher, dass sich diese Investition in Sicherheit in der Leistung und Langlebigkeit Ihres Endprodukts auszahlt. Eptahub, Dies ist der Detaillierungsgrad, mit dem wir täglich arbeiten, um die Lücke zwischen Designabsicht und Fertigungsrealität zu schließen.
Referenzen
AWS D1.6/D1.6M:2017, “Schweißnormen für Stahlkonstruktionen – Edelstahl”.







