











Bonjour, je suis votre ingénieur senior chez Eptahub. L'une des questions les plus fréquentes qui me sont posées, que ce soit par un nouveau designer ou un spécialiste des achats expérimenté, est : “ Qu'est-ce que… » est ” Le soudage TIG, et pourquoi est-il si cher ? » C'est une question légitime, surtout lorsqu'on le voit spécifié sur un plan pour ce qui semble être un joint simple.
Commençons par la réponse directe. TIG représente Gaz inerte de tungstène.
Bien que ce soit le sens littéral, cela ne vous dit rien sur les raisons pour lesquelles il s'agit de la méthode privilégiée dans l'aérospatiale, les systèmes de haute pureté et toute application où l'échec est inacceptable. Pour un ingénieur, le soudage TIG signifie contrôle, pureté, et précision. Si le soudage MIG est au monde de la métallurgie le pistolet à calfeutrer polyvalent et efficace, le soudage TIG est le scalpel du chirurgien. Plus lent, exigeant une grande maîtrise et plus coûteux, il offre, lorsqu'il est correctement exécuté, une soudure d'une qualité et d'une résistance inégalées.
Le nom officiel et normalisé du procédé, désigné par l'American Welding Society (AWS), est Soudage à l'arc sous gaz tungstène (GTAW). Vous verrez souvent les termes TIG et GTAW utilisés indifféremment sur les dessins et dans les spécifications, mais ils désignent exactement le même procédé.
Décryptage de l'acronyme : tungstène, gaz inerte et arc électrique
Pour comprendre le procédé TIG, il faut saisir le rôle de chaque mot qui le compose. Ce procédé repose sur une interaction complexe, quoique subtile, entre trois éléments.
1. Le “ T ” signifie tungstène.
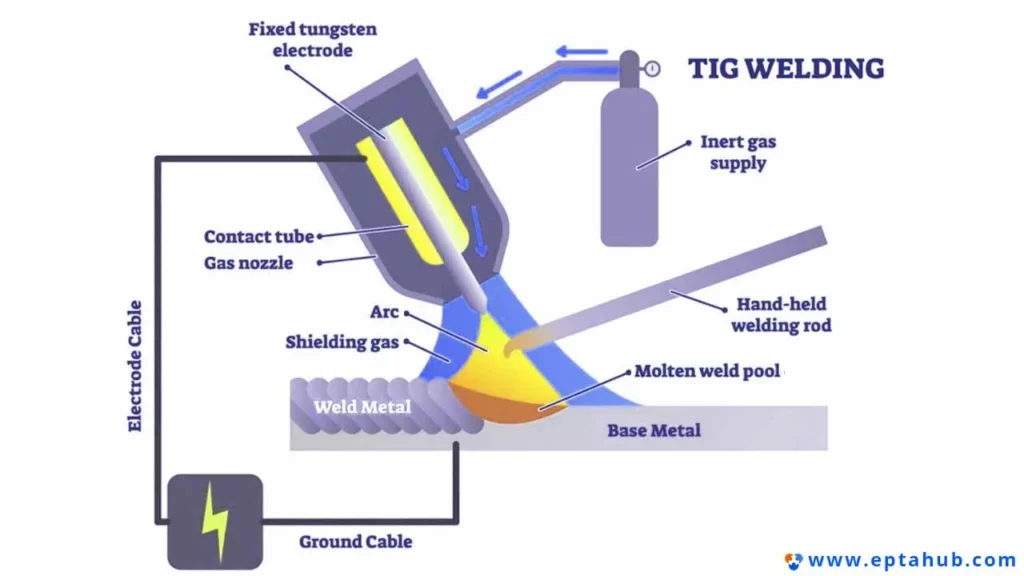
Le cœur du procédé TIG est le électrode de tungstène non consommable. C’est là le principal élément de différenciation par rapport aux autres procédés de soudage à l’arc courants comme le MIG ou le soudage à l’électrode enrobée.
- Que signifie “ non consommable ” ? En soudage MIG (soudage à l'arc sous protection gazeuse) et en soudage à l'électrode enrobée (soudage à l'arc avec électrode enrobée), l'électrode est le métal d'apport. Il s'agit d'un fil ou d'une baguette qui fond pour former la soudure. En soudage TIG, le rôle de l'électrode de tungstène est uniquement de créer et de maintenir un arc électrique très stable. Elle n'est pas censée fondre.
- Pourquoi le tungstène ? Le tungstène possède le point de fusion le plus élevé de tous les métaux purs, à un niveau stupéfiant. 3 422 °C (6 192 °F). Cela lui permet de résister à la chaleur intense de l'arc de soudage (pouvant dépasser 6 000 °C) sans fondre. La pointe est affûtée, permettant au soudeur de concentrer précisément l'arc et la chaleur sur une zone très réduite de la pièce à souder.
- Types de tungstène : Tous les tungstènes ne se valent pas. Les ingénieurs peuvent être amenés à consulter des spécifications exigeant différents types, identifiés par une bande de couleur :
- Tungstène pur (vert) : Utilisée pour le soudage à courant alternatif sur aluminium, elle forme une pointe nette et arrondie.
- 2% Thorié (Rouge) : Le vieux industrie Cette méthode est couramment utilisée pour le soudage en courant continu sur acier. Elle offre un excellent amorçage d'arc, mais sa radioactivité soulève des risques pour la santé. De nombreux ateliers l'ont abandonnée.
- 2% Lanthaned (Bleu) : L'électrode polyvalente la plus courante aujourd'hui. Elle est particulièrement performante pour le soudage en courant alternatif et continu, offre une excellente stabilité d'arc et est non radioactive, ce qui en fait un choix plus sûr et plus polyvalent.
2. “ IG ” signifie gaz inerte
Le métal en fusion est très réactif. Au contact de l'air, l'oxygène, l'azote et la vapeur d'eau présents se combinent rapidement avec le bain de fusion, formant des oxydes et des nitrures. Cette contamination engendre une soudure fragile, poreuse et peu résistante. Le rôle du gaz inerte est de créer une bulle protectrice autour de la zone de soudure.
- Que signifie “ inerte ” ? Les gaz de protection utilisés en soudage TIG sont des gaz rares, c'est-à-dire qu'ils sont chimiquement inertes. Ils ne se combinent ni avec le bain de fusion ni avec l'électrode de tungstène chaude.
- Gaz courants :
- Argon (Ar) : Le gaz de protection TIG le plus courant. Plus lourd que l'air, il assure une excellente protection même à faible débit. Il produit un arc stable et silencieux et est idéal pour le soudage de l'acier, de l'acier inoxydable et de l'aluminium, quelle que soit leur épaisseur.
- Hélium (He) : Plus léger que l'air et doté d'une conductivité thermique supérieure, l'arc électrique produit une chaleur plus intense, assurant une pénétration plus profonde. Il est fréquemment utilisé pour les fortes épaisseurs d'aluminium ou de cuivre, ou mélangé à de l'argon pour adapter les caractéristiques de l'arc.
Le gaz traverse la torche TIG et s'échappe par une buse en céramique qui entoure l'électrode de tungstène. Ceci garantit que l'arc, l'électrode et le bain de fusion sont complètement isolés de l'atmosphère.
3. L'arc et le processus
Voici comment ces éléments s'assemblent entre les mains d'un opérateur compétent :
- Nettoyage méticuleux : La première étape consiste toujours à nettoyer. Le soudage TIG est extrêmement sensible aux contaminants. Toute trace d'huile, de peinture, de rouille, ou même une épaisse couche d'oxyde sur le métal de base doit être complètement éliminée.
- La mise en place : Le soudeur sélectionne l'électrode de tungstène appropriée, l'affûte et règle l'ampérage (chaleur) et le débit de gaz de la machine en fonction de matériel type et épaisseur.
- Frapper l'Arc : Le soudeur positionne la torche au-dessus du joint. Machines TIG modernes Utiliser un amorçage sans contact à haute fréquence. Une brève décharge électrique à haute tension et haute fréquence ionise le gaz entre la pointe de tungstène et la pièce à souder, créant ainsi un chemin pour le courant de soudage sans que l'électrode n'entre jamais en contact avec le métal.
- Formation de la flaque : L'arc électrique intense fait fondre une petite quantité de métal de base de manière contrôlée. C'est là que réside le savoir-faire : maîtriser la longueur de l'arc et la vitesse de déplacement pour maintenir un bain de fusion homogène.
- Ajout de métal d'apport (la technique “ à deux mains ”) : Contrairement au soudage MIG où le métal d'apport est automatiquement alimenté par la torche, le soudeur TIG utilise son autre main pour tremper manuellement une fine baguette de métal d'apport dans le bord du bain de fusion. Cela exige une coordination œil-main exceptionnelle. Cela permet également au soudeur contrôle indépendant de la chaleur (ampérage) et de l'ajout de métal d'apport. C'est là le secret de la précision du soudage TIG.
- Terminaison: À la fin de la soudure, le soudeur réduit progressivement l'intensité du courant pour combler le cratère final et éviter ainsi les fissures. Le gaz inerte continue de circuler pendant quelques secondes après l'extinction de l'arc (phénomène appelé “ post-gaz ”) afin de protéger le tungstène encore chaud et le bain de fusion en cours de solidification de toute contamination.
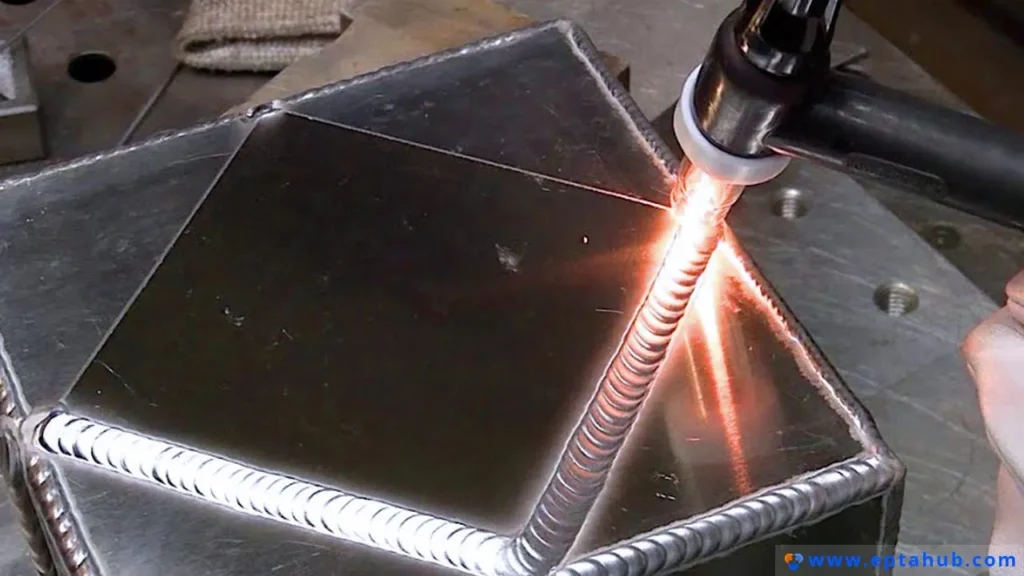
Le résultat de ce processus méticuleux est un cordon de soudure propre, précis et souvent esthétique, avec un aspect caractéristique de “ pile de pièces de dix cents ”.
Pourquoi choisir le soudage TIG ? Les trois principaux avantages
Lorsque vous, en tant qu'ingénieur ou acheteur, approuvez un dessin qui spécifie le soudage GTAW, vous payez pour ces trois avantages distincts :
1. Précision et contrôle inégalés
Comme la source de chaleur (l'arc de tungstène) est indépendante du métal d'apport, l'opérateur dispose d'un contrôle total. Il peut ainsi appliquer la chaleur nécessaire pour fusionner deux fines pièces de métal sans apport (soudure autogène) ou pour renforcer une pièce usée avec une précision extrême. Un tel niveau de contrôle est impossible avec d'autres procédés.
2. Qualité et pureté supérieures des soudures
L'association d'un arc électrique stable et propre et d'une protection gazeuse inerte très efficace permet d'obtenir une soudure d'une pureté exceptionnelle. Contrairement au soudage à l'électrode enrobée, il n'y a pas de laitier (couche d'impuretés de flux) susceptible de se retrouver piégé dans la soudure. Les projections (petites gouttelettes de métal en fusion), fréquentes avec le soudage MIG, sont quasi inexistantes. Il en résulte une soudure non seulement esthétique, mais aussi dense et exempte de défauts qui compromettent sa résistance et son intégrité.
3. Une polyvalence exceptionnelle pour tous les métaux
Avec les bons réglages de machine (CA/CC) et le bon métal d'apport, le soudage TIG permet d'assembler une plus large gamme de métaux et d'alliages que tout autre procédé. Cela inclut :
- Aciers inoxydables
- Aciers au carbone et aciers alliés
- Aluminium
- Magnésium
- Titane
- Cuivre et bronze
- Alliages de nickel (Inconel, Monel)
Tableau 1 : Soudage TIG vs. MIG vs. soudage à l’électrode enrobée – Comparaison par un ingénieur
| Fonctionnalité | TIG (GTAW) | MIG (GMAW) | Bâton (SMAW) |
|---|---|---|---|
| Nom du processus | Soudage à l'arc sous gaz tungstène | Soudage à l'arc sous gaz métal | Soudage à l'arc métallique protégé |
| Principe fondamental | Électrode en tungstène non consommable, tige de remplissage manuelle. | Électrode à fil consommable alimentée en continu. | Électrode en tige à revêtement de flux consommable. |
| Qualité de la soudure | Le plus haut – Très pur, sans éclaboussures, sans scories. | Haut – Bonne qualité, mais risque d'éclaboussures. | Bien – Les inclusions de scories représentent un risque, ainsi que de fortes projections. |
| Précision et contrôle | Le plus haut – “Le scalpel du chirurgien.” | Moyen – “ Viser et déclencher ”. Idéal pour la production. | Faible – Difficile à contrôler sur des matériaux minces. |
| Vitesse | le plus lent | Rapide | Lent |
| Coût (main-d'œuvre et équipement) | Haut | Moyen | Faible |
| Niveau de compétence de l'opérateur | Très élevé | Faible à moyen | Moyen à élevé |
| Idéal pour | Matériaux minces, alliages exotiques, travail de haute pureté, passes de fonderie. | Production et fabrication, des matériaux plus épais. | Réparations sur site, matériaux sales, structures en acier épaisses. |
Le grand fossé : Soudage TIG AC vs DC
Une source d'alimentation pour soudage TIG peut fournir du courant de deux manières. Comprendre laquelle utiliser est la première et la plus importante étape pour mettre au point une procédure de soudage correcte.
Courant continu (CC) – Le cheval de bataille
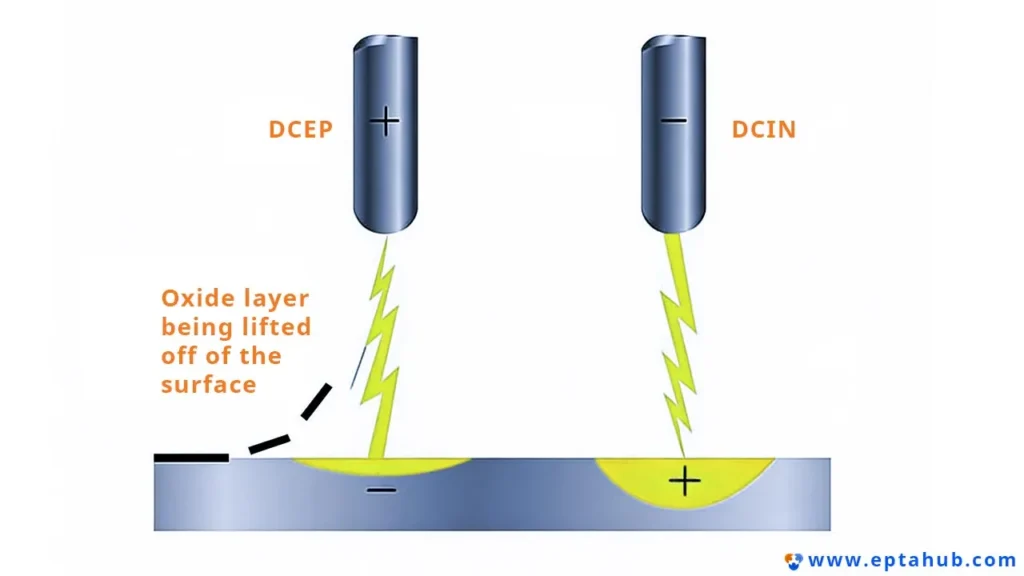
En mode courant continu, le courant électrique circule dans une direction constante. Pour le soudage TIG, c'est presque toujours le cas. DCEN (Électrode négative du courant continu).
- Comment ça marche : L'électrode de tungstène est reliée à la borne négative et la pièce à usiner à la borne positive. Les électrons circulent ainsi de l'extrémité de l'électrode de tungstène, traversent l'arc électrique et pénètrent dans la pièce à usiner.
- L'effet : Ce flux unidirectionnel d'électrons concentre environ 70 % de la chaleur de l'arc directement sur la pièce. Il en résulte une pénétration profonde et étroite. L'électrode de tungstène, ne recevant que 30 % de la chaleur, fonctionne à une température plus basse et conserve une pointe acérée.
- Quand l'utiliser : DCEN est le standard pour souder tout métal qui pas possèdent une couche d'oxyde épaisse et réfractaire. Cela inclut :
- Acier inoxydable
- Acier au carbone
- Titane
- Cuivre
- Alliages de nickel
CA (courant alternatif) – Le spécialiste de l'aluminium
En mode AC, le courant électrique change rapidement de direction, circulant de l'électrode à la pièce puis de la pièce à l'électrode, des dizaines de fois par seconde.
- Comment ça marche : Le cycle de courant est divisé en deux moitiés : la moitié électrode négative (EN) et la moitié électrode positive (EP).
- Pendant le EN moitié, il se comporte exactement comme le DCEN, fournissant chaleur et pénétration dans la pièce à usiner.
- Pendant le EP moitié, Le flux d'électrons s'inverse. Les électrons circulent désormais de la pièce à usiner vers le tungstène. Ceci produit un effet remarquable connu sous le nom de “ Action nettoyante. ” Les ions provenant de la pièce à usiner bombardent la surface et éliminent physiquement la couche d'oxyde résistante à haute température qui se forme sur les métaux comme l'aluminium et le magnésium.
- Quand l'utiliser : Le courant alternatif est absolument indispensable pour le soudage :
- Aluminium
- Magnésium
- Commandes avancées (balance et fréquence) : Les postes de soudage TIG modernes offrent un contrôle précis de la forme d'onde du courant alternatif.
- Solde CA : Ce paramètre contrôle le rapport entre le temps d'EN et le temps d'EP. Un temps d'EN plus long permet une pénétration plus profonde. Un temps d'EP plus long permet un nettoyage plus agressif, mais chauffe également davantage l'électrode de tungstène. Un réglage typique se situe autour de 70-80% EN.
- Fréquence du courant alternatif : Cela détermine la fréquence de commutation du courant (mesurée en Hz). Une fréquence plus élevée produit un arc plus court et plus précis, permettant des vitesses de déplacement plus rapides et un meilleur contrôle sur les matériaux fins.
Tableau 2 : Synthèse du soudage TIG AC/DC
| Fonctionnalité | Courant continu (électrode négative) | CA (Courant alternatif) |
|---|---|---|
| Utilisation principale | Aciers, acier inoxydable, titane, cuivre | Aluminium, magnésium |
| Flux d'électrons | Une voie possible : du tungstène à la pièce à usiner | Inverse sa direction plusieurs fois par seconde |
| Distribution de la chaleur | ~70% dans la pièce | Équilibre entre la pièce et l'électrode |
| Caractéristique clé | Pénétration profonde et étroite | Action de nettoyage (élimine les oxydes) et pénétration modérée |
| Forme de pointe en tungstène | Pointe acérée | Extrémité légèrement arrondie ou sphérique |
| Arc visuel | Cône silencieux, stable et focalisé | Arc plus fort et plus actif |
Masterclass spécifique au matériau
Appliquons ces connaissances aux matériaux d'ingénierie du monde réel.
Soudage de l'aluminium
L'aluminium présente un double défi : sa conductivité thermique élevée et sa couche d'oxyde tenace.
- Le problème de l'oxyde : Comme nous l'avons évoqué dans notre Point de fusion de l'aluminium Le guide indique que l'oxyde d'aluminium (Al₂O₃) fond à plus de 2072 °C (3762 °F), tandis que l'aluminium sous-jacent fond à seulement ~660 °C (1220 °F). Si vous essayez de le souder en courant continu, vous obtiendrez une flaque d'aluminium fondue sous une couche d'oxyde solide. Le procédé TIG avec Le courant alternatif est la solution, en utilisant l'action nettoyante du cycle EP pour briser cette couche d'oxyde juste devant le bain de fusion.
- Le problème thermique : L'aluminium dissipe très rapidement la chaleur de la zone de soudure. Cela exige un ampérage bien plus élevé que pour une pièce d'acier de dimensions similaires. Le contrôle de la chaleur est donc crucial : une chaleur insuffisante empêchera la fusion de la soudure (effet “ repli à froid ”), tandis qu'une chaleur excessive sur une pièce fine risque de la déformer ou de la faire fondre complètement.
Soudage de l'acier inoxydable
Le principal défi lors du soudage de l'acier inoxydable n'est pas de le faire fondre, mais de préserver sa résistance à la corrosion.

- Le problème de la corrosion (sensibilisation) : Le chrome contenu dans l'acier inoxydable est responsable de la formation de sa couche passive, résistante à la corrosion. Cependant, si le métal est maintenu trop longtemps à des températures comprises entre 425 °C et 815 °C environ (de 800 °F à 1500 °F), le chrome se combine au carbone de l'alliage pour former des carbures de chrome aux joints de grains. Ce phénomène prive la zone environnante de chrome, la rendant ainsi vulnérable à la rouille et à la corrosion. On parle alors de “ sensibilisation ”.”
- La solution TIG : Le contrôle précis de la chaleur par soudage TIG constitue une protection optimale contre la sensibilisation. L'arc continu focalisé permet au soudeur de réaliser la soudure rapidement, en minimisant l'apport de chaleur excessif dans la zone affectée thermiquement (ZAT). Ceci réduit au minimum le temps pendant lequel la ZAT se trouve dans la plage de températures critiques de sensibilisation.
- Le problème de la pureté (purge en arrière) : Lors du soudage à pleine pénétration d'un tube ou d'un tuyau en acier inoxydable, l'intérieur de la soudure est également exposé à la chaleur. Sans protection, il réagit avec l'air et forme une couche d'oxyde sombre et croûteuse (“ carbonatation ” ou “ cokage ”). Ce phénomène compromet non seulement la résistance à la corrosion, mais crée également, dans les applications sanitaires, des interstices propices à la prolifération bactérienne. La solution est : purge arrièreLe remplissage de l'intérieur du tuyau avec du gaz argon inerte permet de protéger la face arrière de la soudure pendant sa formation. Pour toute application exigeant une haute pureté, le remplissage par l'arrière est indispensable.
Étude de cas : Le skid pharmaceutique contaminé
- Le scénario : Une entreprise pharmaceutique a confié à un atelier de fabrication la construction d'une série d'unités de traitement mobiles. Ces unités comportaient des réseaux complexes de tubes en acier inoxydable 316L pour le transport d'eau de haute pureté et de produit. Les plans techniques précisaient clairement : “ Toutes les soudures doivent être réalisées par soudage TIG, à pleine pénétration et sous purge arrière. ”

- L'erreur : L'atelier de fabrication avait du retard et un budget dépassé. Pour accélérer la production de certains des plus grands cadres de support non critiques, un responsable a autorisé les soudeurs à utiliser le MIG (GMAW) Le procédé MIG a été utilisé à la place du TIG. Le MIG est nettement plus rapide. Cependant, ils n'ont pas réussi à revenir au TIG pour la dernière section de tube, la soudant avec une torche MIG.
- Le résultat : Visuellement, de l'extérieur, la soudure MIG paraissait acceptable après meulage et polissage. Cependant, une inspection interne à l'endoscope a révélé une tout autre réalité. L'intérieur de la soudure MIG était rugueux, avec une texture granuleuse et d'importantes projections. Il ne présentait pas le profil lisse et affleurant d'une racine de soudure TIG. De plus, le procédé MIG étant plus chaud et moins bien contrôlé, la zone affectée thermiquement (ZAT) était beaucoup plus étendue.
- L'échec : Lors de la mise en service du système, le processus de contrôle qualité rigoureux de l'entreprise a détecté une prolifération bactérienne après un cycle de nettoyage. La source de la contamination a été identifiée : la section de tuyauterie soudée au MIG. La surface interne rugueuse de la soudure avait créé des microfissures (microfissures) impossibles à nettoyer et à désinfecter correctement, offrant ainsi un environnement propice à la colonisation bactérienne. L'ensemble du système, d'une valeur de plusieurs dizaines de milliers de dollars, a dû être mis au rebut.
- La leçon inévitable : Pour les applications exigeant une pureté absolue — qu'elles soient sanitaires, semi-conducteurs ou aérospatiales — la soudure Le processus est une conception critique Le procédé TIG a été choisi non pas pour son esthétique, mais pour le profil de soudure interne lisse, net et sans aspérités qu'il permet, essentiel à la facilité de nettoyage. La tentative de gagner quelques heures de main-d'œuvre a entraîné la perte totale du produit fini.
Comment spécifier les soudures TIG dans votre demande de devis ?
Lorsque vous envoyez une demande de devis, l'ambiguïté est votre pire ennemie. Utilisez cette liste de vérification pour vous assurer que votre fournisseur comprenne parfaitement vos attentes.
- Spécifiez le processus et la norme : Indiquez clairement : “ Le soudage sera effectué par le procédé de soudage à l’arc sous gaz tungstène (GTAW/TIG). ” Le cas échéant, faites référence à une norme industrielle (par exemple, AWS D1.1 pour l’acier de construction, AWS D1.2 pour l’aluminium, AWS D1.6 pour l’acier inoxydable).
- Définition des matériaux et du métal d'apport : Ne vous contentez pas de spécifier le matériau de base ; indiquez également l’alliage du métal d’apport. Par exemple : “ Matériau de base : acier inoxydable 304L. Métal d’apport : ER308L. ”
- Indiquez le type et la taille de la soudure : Utilisez des symboles de soudure standard sur vos dessins pour indiquer s'il s'agit d'une soudure d'angle, d'une soudure en V, etc., et précisez la taille.
- Exigences de l'État en matière de qualité et d'inspection : C'est crucial.
- Visuel: “ Toutes les soudures doivent être exemptes de fissures, de porosités et de caniveaux, conformément à la section 6 de la norme AWS D1.6. ”
- CND : Si l'assemblage est critique, exigez un contrôle non destructif. “ Toutes les soudures à pleine pénétration doivent être contrôlées par ressuage (norme 100%) ” (ou par radiographie, etc.). Attention : ce contrôle engendre des coûts importants.
- Inclure les instructions spéciales : C'est ici que vous ajoutez les détails essentiels.
- “ Les soudures à pleine pénétration sur tubes en acier inoxydable nécessitent une purge à l'argon. ”
- “ Nettoyage et passivation après soudage requis pour tous les composants en acier inoxydable. ”
- “ Aucune décoloration visible des soudures n'est autorisée sur les surfaces cosmétiques exposées. ”
FAQ
Q : Que signifie l’aspect “ pile de pièces de dix cents ” sur une soudure TIG ?
A : Cet effet de vaguelettes caractéristique est le résultat visuel de la technique du soudeur. Chaque “ dime ” est une flaque de métal solidifié créée lorsqu'il trempe manuellement la baguette d'apport, avance légèrement la torche et répète l'opération. Un empilement régulier et uniforme de ces « dimes » est la marque d'une main experte et sûre.
Q : Une soudure TIG est-elle plus résistante qu'une soudure MIG ?
R : Pas nécessairement. Une soudure correctement exécutée par l'un ou l'autre procédé peut satisfaire aux exigences de résistance du métal de base. Cependant, les soudures TIG sont généralement plus résistantes. pureté et présentent moins de défauts tels que la porosité ou le manque de fusion. Cela signifie qu'elles sont plus susceptibles d'atteindre leur pleine résistance théorique et d'avoir une meilleure durée de vie en fatigue, ce qui les rend plus performantes. fiable pour les applications critiques.
Q : Peut-on utiliser le procédé TIG pour souder des métaux très épais ?
A : Oui, mais c'est très lent et peu efficace. Pour les pièces épaisses (par exemple, supérieures à 12 mm), on utilise généralement le soudage TIG pour la passe de fond initiale, cruciale, afin de garantir une pénétration complète et une bonne qualité de soudure à la base du joint. Ensuite, le reste du joint est réalisé par un procédé plus rapide et à plus haut rendement, comme le soudage MIG ou le soudage à l'arc avec fil fourré.
Conclusion : TIG est un investissement dans la certitude
Le procédé TIG (Tungsten Inert Gas) est bien plus qu'un simple acronyme. Il représente un choix d'ingénierie délibéré, privilégiant la qualité, la précision et la fiabilité à la rapidité et au coût. Du courant alternatif qui nettoie l'aluminium à l'arc continu focalisé qui préserve l'intégrité de l'acier inoxydable, chaque aspect du procédé TIG est étudié avec soin. Le processus est conçu pour le contrôle.
Lorsque vous spécifiez le soudage TIG sur un dessin, vous exprimez une exigence d'excellence. Vous demandez à un artisan qualifié d'appliquer la précision chirurgicale de son savoir-faire à votre pièce. En comprenant le procédé, ses applications et en définissant clairement vos attentes, vous vous assurez que cet investissement dans la fiabilité se traduise par des performances et une longévité optimales pour votre produit final. Eptahub, C’est à ce niveau de détail que nous travaillons chaque jour pour combler le fossé entre l’intention de conception et la réalité de la fabrication.
Références
AWS D1.6/D1.6M:2017, “ Code de soudage des structures – Acier inoxydable ”.







