











За 12 лет работы в eptahub.com, где я занимаюсь управлением цепочками поставок в сфере быстрого прототипирования и массового производства, ничто не раздражает меня больше, чем вопрос клиента:, “А можно просто распечатать это на 3D-принтере?”
Для инженера-механика “3D-печать” — это бесполезное, бытовое модное словечко. Это все равно что спросить хирурга, умеет ли он “использовать нож”. Какой нож? Скальпель или пилу для костей?
В секторе промышленного производства мы не используем термин «3D-печать»; мы используем другой термин. Аддитивное производство (АМ). Когда вы спросите, “Сколько существует видов аддитивного производства?”, Ответ не зависит от мнения или корпоративного бренда. Ответ — ровно семь.
Мировым авторитетом в этой области является ASTM F42 – аддитивное производство комитет. Они отбросили все фирменные маркетинговые аббревиатуры Stratasys, 3D Systems и EOS и математически классифицировали все аддитивные технологии на Земле на основе их фундаментальных физических принципов и изменений состояния.
Если вы не знаете разницы между реакцией фотополимеризации и осаждением расплава методом направленного энергетического осаждения, вы выберете неправильную технологию, ваша деталь выйдет из строя под нагрузкой, и вы потратите десятки тысяч долларов впустую.
Инженерная матрица ASTM F42: 7 категорий
Прежде чем мы углубимся в термодинамическую физику каждого процесса, необходимо запомнить общепринятый стандарт. Ниже приведена строгая инженерная матрица, определяющая... 7 типов аддитивного производства, их распространенные отраслевые аббревиатуры и их материальные состояния.
| Категория ASTM F42 | Распространенные аббревиатуры / Торговые названия | Состояние первичного материала | Механизм фазового перехода / слияния | Основное инженерное применение |
|---|---|---|---|---|
| 1. Экструзия материала | FDM, FFF | Твердополимерная проволока | Термоплавление (экструзия) | Быстроизготавливаемые шаблоны, приспособления, недорогие конструкционные прототипы. |
| 2. Спекание порошкового слоя | SLS, DMLS, SLM, EBM | Полимерный или металлический порошок | Лазерное/электронно-лучевое спекание | Аэрокосмическая отрасль, медицинские имплантаты, сложные внутренние геометрические формы. |
| 3. Фотополимеризация в ванне | SLA, DLP, MSLA | Жидкая фотополимерная смола | Фотохимическое отверждение под воздействием УФ-излучения | Микрофлюидика, зубные элайнеры, высокоточные формы. |
| 4. Струйная подача материала | ПолиДжет, Министерство обороны США | Жидкие капли | УФ-отверждение / Термическое охлаждение | Многокомпонентные полноцветные анатомические или эстетические модели. |
| 5. Струйная печать связующим веществом | MBJ, струйная обработка песком и связующим веществом | Порошок (металл, песок) | Жидкий химический связующий агент | Массивные партии необработанных металлических деталей, массивные формы для литья в песчаные формы. |
| 6. Направленное энергетическое осаждение | DED, LENS, EBAM | Металлическая проволока или порошок | Лазерно-плазменная плавка в ванне | Ремонт массивных лопаток турбин, добавление дополнительных элементов к деталям, изготовленным на станках с ЧПУ. |
| 7. Ламинирование листов | ЛОМ, УАМ | Плотная бумага, металлическая фольга | Ультразвуковая сварка / Клеи | Гибридное производство, встраивание электроники в металл. |
Тип 1: Экструзия материала (базовый вариант)
Когда широкая публика думает о примеры аддитивного производства, Они неизменно имеют в виду экструзию материалов (широко известную как FDM).
- Физика: Твердая термопластичная нить (например, ABS, поликарбонат или нейлон с углеродным волокном) проталкивается через нагретое сопло. Машина рисует двухмерное поперечное сечение, поднимает ось Z и наносит следующий слой сверху.
- Реальность инженерного дела: Несмотря на свою дешевизну и доступность, это принципиально... анизотропный. Поскольку деталь изготавливается методом послойного нанесения полурасплавленного пластика, ось Z (связь между слоями) является очень слабым звеном в конструкции. На eptahub.com мы никогда не используем экструзию материалов для сосудов под давлением или компонентов, подверженных многонаправленным сдвиговым нагрузкам. Мы используем ее почти исключительно для изготовления производственных шаблонов, приспособлений для выравнивания и базовой проверки форм-фактора.
Тип 2: Порошковая плавка в слое (промышленный лидер)
Если вы проводите исследование виды аддитивного производства металлов Если вы ищете высокофункциональные полимерные детали, то технология порошковой послойной плавки (PBF) — бесспорный лидер в производственной сфере.
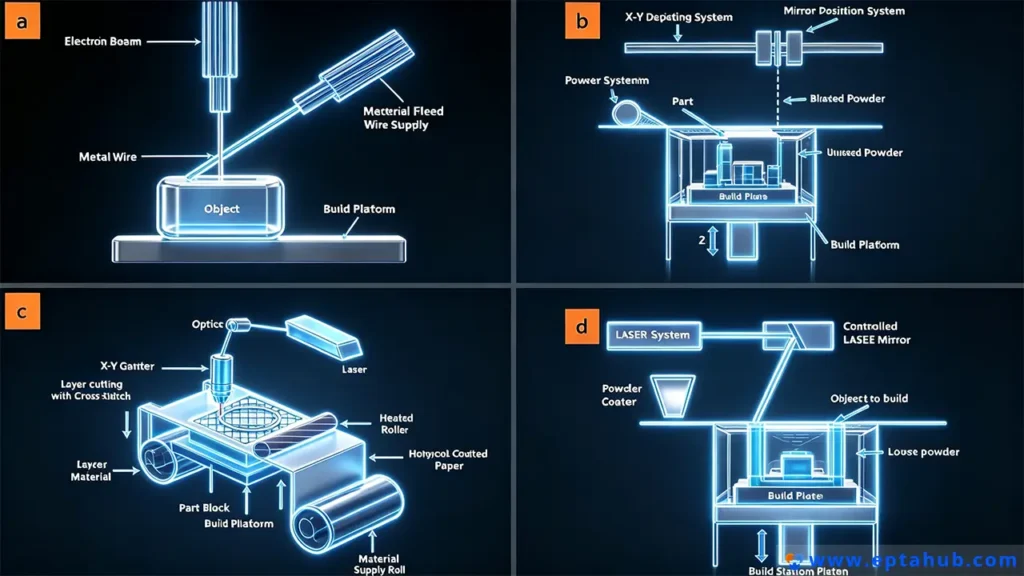
- Физика: Устройство для нанесения порошка распределяет микроскопический слой порошка (обычно толщиной от 20 до 50 микрон) по рабочей платформе. Мощный лазер (или электронный луч) направляет луч вниз, прослеживая поперечное сечение CAD-модели. Тепловая энергия лазера мгновенно расплавляет порошок, сплавляя его в твердую массу. Платформа опускается, наносится новый слой порошка, и процесс повторяется.
- Реальность инженерного дела: Для полимеров мы используем Селективное лазерное спекание (SLS) с нейлоном (PA12). Для металлов мы используем Прямое лазерное спекание металла (DMLS) с титаном, инконелем или алюминием.
- Главное преимущество: PBF полностью самодостаточный. Поскольку деталь изготавливается внутри плотного слоя неспеченного порошка, нет необходимости печатать опорные конструкции. Это позволяет инженерам проектировать невероятно сложные внутренние геометрические формы, например, конформные каналы охлаждения внутри. литьевые формы или решетчатые конструкции внутри аэрокосмических кронштейнов, которые никогда не могли бы быть изготовлены с использованием традиционной 5-осевой обработки на станках с ЧПУ.
Тип 3: Фотополимеризация в ванне (точность на микронном уровне)
Когда допуски на размеры и отделка поверхности Отбросив все остальные механические требования, мы отказываемся от термического плавления и обращаемся к фотохимии.
- Физика: Рабочая платформа опускается в ванну с токсичной жидкой фотополимерной смолой. Ультрафиолетовый лазер (SLA) или цифровой УФ-проектор (DLP) направляет луч света вверх через дно ванны. Когда ультрафиолетовый свет попадает на смолу, он запускает фотохимическую реакцию, мгновенно сшивая жидкие мономеры в твердый полимерный слой.
- Реальность инженерного дела: Это один из старейших. аддитивные методы производства, но при этом он остается самым точным. Мы можем достичь высоты слоя в 10 микрон (0,01 мм).
- Недостаток: Фотополимеры, как известно, очень хрупкие. Кроме того, поскольку они реагируют на ультрафиолетовое излучение, если оставить деталь, изготовленную методом SLA, на солнце, она продолжит образовывать поперечные связи, станет сверххрупкой и в конечном итоге разрушится. Мы используем это исключительно для микрофлюидных испытаний, высокоточных мастер-моделей для литья по выплавляемым моделям и эстетического моделирования, где необходима идеально гладкая поверхность.
Пример из практики инженерного проектирования: гидравлический коллектор высокого давления
Чтобы понять, почему знание типы процессов аддитивного производства Это крайне важно для предотвращения катастрофических отказов, поэтому давайте рассмотрим анализ отказов, который я провел для поставщика второго уровня в аэрокосмической отрасли, желающего использовать производственную сеть eptahub.com.
Сценарий: Заказчик хотел перепроектировать сложный алюминиевый гидравлический коллектор. Для снижения веса команда инженеров-конструкторов выдолбила блок, создав сложные внутренние каналы для жидкости, чтобы устранить резкие внутренние пересечения под углом 90 градусов, возникающие при традиционном глубоком сверлении.
Младший инженер, назначенный на этот проект, поднял глаза. преимущества аддитивного производства, увидел, что Струйная печать связующим веществом (Тип 5) оказался очень экономичным и быстрым в обработке металлов, и было заказано 50 прототипов из стали 316L. Нержавеющая сталь.

Провал: Детали прибыли, выглядя геометрически идеальными. Техники установили первый коллектор на испытательный стенд и создали давление гидравлической жидкости до 3000 PSI.
В считанные секунды коллектор начал “потеть”, пропуская гидравлическую жидкость прямо через твердые стальные стенки. Деталь не взорвалась; она просто протекала, как губка.
Первопричина с инженерной точки зрения:
Младший инженер не понимал физику выбранной категории аддитивного производства.
Струйная печать связующим веществом Этот метод не плавит металл. Он использует струйную головку для распыления жидкого клея на металлический порошок, создавая хрупкую “сырую” деталь. Затем деталь помещается в печь для спекания, чтобы выжечь клей и сплавить металл. Однако этот процесс неизбежно оставляет микроскопические пустоты в материале. Стандартная деталь, изготовленная методом струйной печати связующим веществом, имеет плотность всего около 951-971 тонн в час. Она буквально пористая. При давлении ниже 3000 фунтов на квадратный дюйм гидравлическая жидкость легко находит пути сквозь эти микроскопические пустоты.
Решение:
Мы забраковали всю партию. Я немедленно перенёс CAD-файл в нашу компанию. Технология послойного спекания порошка (DMLS) отделение.
Технология DMLS использует волоконный лазер мощностью 400 Вт для достижения полного металлургического расплавления порошкового слоя. Полученная деталь имеет плотность 99,91 TP3T и механическую зернистую структуру, равную, а иногда и превосходящую структуру литого металла.
Мы напечатали коллекторы из алюминия, полученного методом DMLS (AlSi10Mg). Мы установили их на установку, накачали до 4500 PSI и выдерживали это давление в течение 24 часов. Падение давления нулевое. Утечек нет.
Аддитивное производство — это не магия. Это строгая материаловедение. Если вы выберете неправильную категорию из списка ASTM F42, законы физики разрушат вашу конструкцию.
Тип 4: Струйная подача материала (Чудо многокомпонентных материалов)
Когда клиент, использующий медицинское оборудование, обращается в eptahub.com и просит показать примеры аддитивного производства Для создания единой непрерывной детали, позволяющей имитировать как человеческую кость, так и мягкую сердечную ткань, мы используем технологию струйной печати материалами (Material Jetting).
- Физика: Представьте себе стандартный настольный струйный принтер для двухмерной печати, но вместо чернил CMYK он распыляет микроскопические капли жидкого фотополимера на рабочую платформу. Сразу за печатающей головкой находится массив мощных УФ-светильников, которые мгновенно затвердевают капли, превращая их в твердый пластик, прежде чем будет нанесен следующий слой.
- Реальность инженерного дела: Главное преимущество технологии Material Jetting (например, Stratasys PolyJet) заключается в возможности смешивать различные смолы на лету на уровне вокселей (трехмерных пикселей). Можно напечатать жесткий корпус, который плавно переходит в гибкую резиновую оболочку без какой-либо сборки или клея.
- Ограничение: Как и полимеризация в ванне (тип 3), это полимеры, отверждаемые УФ-излучением. Они сильно подвержены фотодеградации с течением времени и обладают низкими температурами термической деформации. Они предназначены для гиперреалистичного прототипирования и изготовления оснастки, а не для конечных механических деталей.
Тип 5: Струйная печать связующим веществом (скрытый потенциал массового производства)
Мы обсуждали технологию струйной печати связующим веществом (Binder Jetting) в контексте ее катастрофического разрушения в коллекторах высокого давления из-за пористости. Однако игнорировать ее — значит пренебрегать одним из самых мощных методов. преимущества аддитивного производства в массовом производстве.
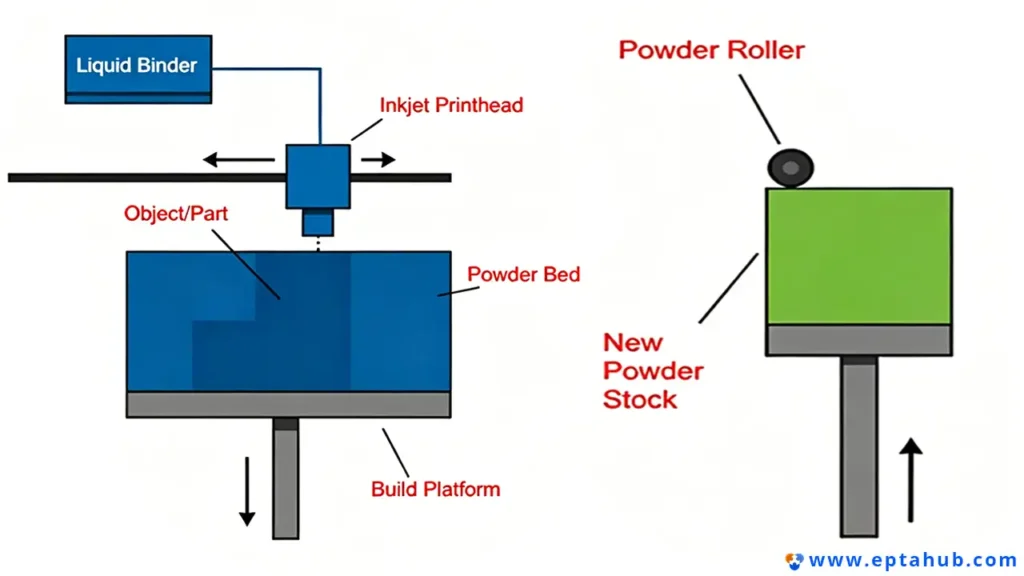
- Физика: Валик распределяет слой порошка (металла, песка или керамики). По нему проходит струйная печатающая головка, избирательно нанося жидкое связующее вещество (клей) для сплавления частиц порошка. В процессе печати не используется лазер и не происходит термического плавления.
- Реальность инженерного дела: Благодаря отсутствию лазерного плавления, в процессе печати не возникают термические напряжения или деформация. В один технологический объем можно поместить тысячи деталей.
- Реальное промышленное применение: Пока струйная печать металлического связующего Для достижения высокой плотности требуются сложные печи для спекания после печати., струйная обработка песком и связующим веществом Это революционное решение для литейной промышленности. Вместо того чтобы тратить 10 недель и 10 миллионов долларов на изготовление деревянной модели для литья металла, мы печатаем массивные, сложные песчаные формы с помощью цифровой печати, используя кварцевый песок и фурановую смолу. Затем мы заливаем расплавленное железо непосредственно в напечатанный на 3D-принтере песок. Именно так создаются прототипы современных блоков автомобильных двигателей.
Тип 6: Направленное энергетическое осаждение (гибридный аддитивно-субтрактивный метод)
Если вы изучите самые экстремальные варианты виды аддитивного производства металлов, Здесь вы найдете технологию направленного энергетического осаждения (DED). Она используется не для печати настольных безделушек, а для ремонта многомиллионной аэрокосмической инфраструктуры.
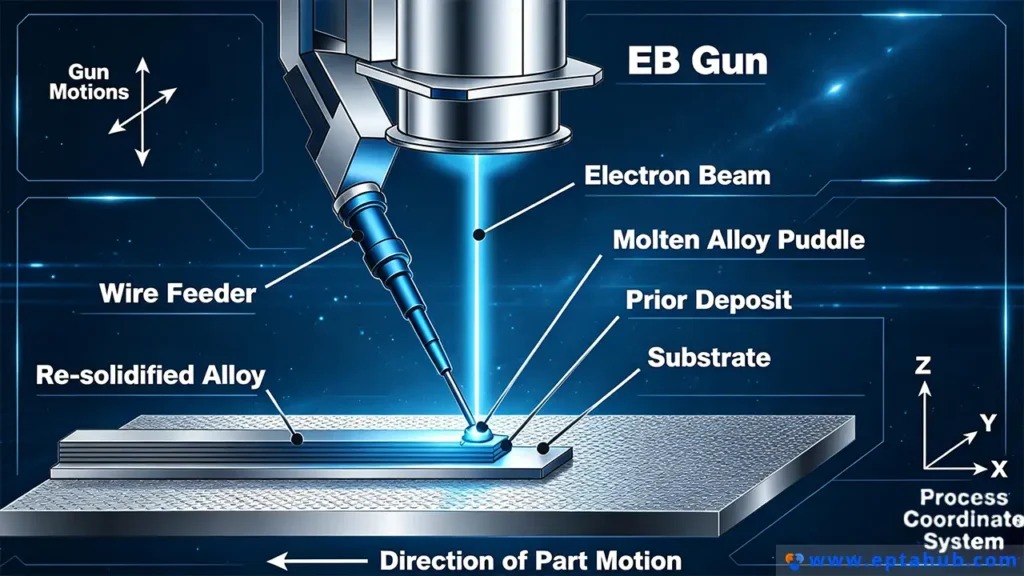
- Физика: Технология DED работает совершенно иначе, чем технология порошковой послойной печати. Многоосевой роботизированный манипулятор или шпиндель станка с ЧПУ оснащены коаксиальным соплом. Это сопло одновременно направляет мощный лазерный луч (для создания расплавленной ванны на поверхности металлической подложки) и подает металлический порошок (или металлическую проволоку) непосредственно в эту расплавленную ванну.
- Реальность инженерного дела: Обычно мы не используем технологию DED для печати деталей с нуля. Мы применяем её для добавления материала к уже имеющимся компонентам, изготовленным на станках с ЧПУ.
- Применение в реальном мире: Когда титановая лопатка турбины реактивного двигателя изнашивается после 10 000 летных часов, ее замена обходится в 10 0 ... фрезерование на станках с ЧПУ режущий инструмент для обработки детали с целью восстановления до заводских допусков.
Тип 7: Листовое ламинирование (исключение холодного процесса)
Последняя категория в ASTM F42 – аддитивное производство Matrix — это листовое ламинирование, невероятно специфический, но структурно уникальный процесс.
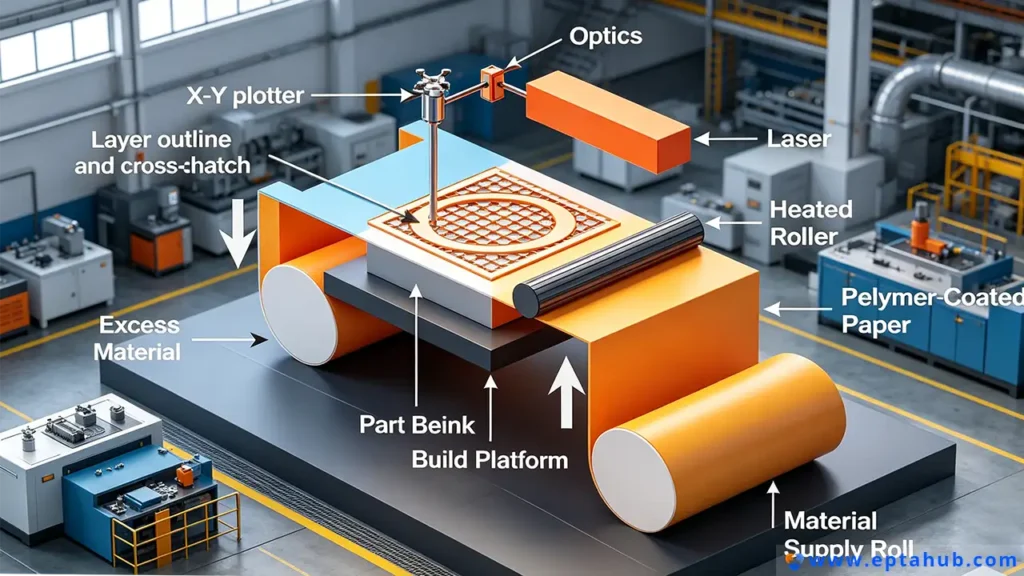
- Физика: Листы материала (бумаги, полимерной пленки или металлической фольги) укладываются непрерывным слоем. металлический лист Ламинирование (часто называемое ультразвуковым аддитивным производством – UAM) предполагает соединение металлических фольг с помощью высокочастотных ультразвуковых колебаний под экстремальным давлением, что создает твердотельную металлургическую связь без расплавления металла. Затем фрезерный станок с ЧПУ вырезает контур слоя.
- Реальность инженерного дела: Поскольку UAM — это “холодный” процесс (он никогда не достигает температура плавления Инженеры могут приостановить процесс, встроить в металлические слои чувствительную электронику, волоконную оптику или датчики, а затем продолжить сварку металла поверх них. Это позволяет создавать “умные” металлические детали с полностью встроенными, герметично закрытыми телеметрическими датчиками.
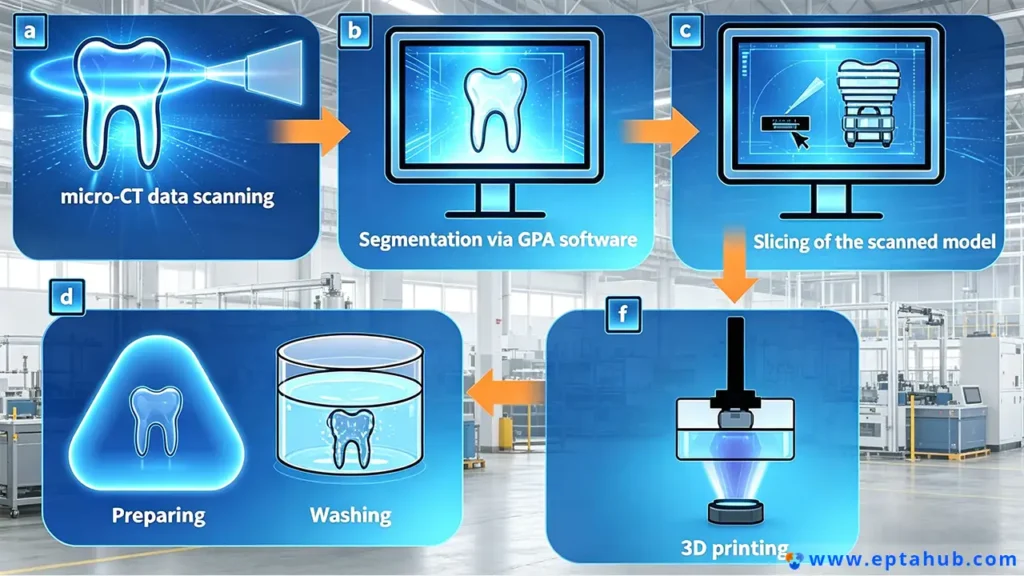
Производственный конвейер: Каковы 8 этапов аддитивного производства?
Понимание этих 7 технологий — лишь половина дела. Часто задаваемый вопрос от начинающих специалистов по закупкам, переходящих на 3D-печать, звучит так: “Каковы 8 этапов аддитивного производства?”
На сайте eptahub.com простое нажатие кнопки “Печать” не приводит к созданию функциональной промышленной детали. Аддитивное производство — это строгий линейный конвейер. Если разорвать эту цепочку, деталь выйдет из строя.
- Создание CAD-моделей: Вы не можете использовать поверхностные модели (например, из Maya или Blender). Вам необходимо создавать математически замкнутые модели твердых тел с помощью параметрического программного обеспечения (SolidWorks, NX, Catia).
- Преобразование STL/3MF: CAD-модель преобразуется в сетку. Критически важное инженерное правило: Если при экспорте настройки отклонения хорды будут слишком свободными, круглые отверстия будут напечатаны в виде ломаных многоугольников.
- Подготовка файла (нарезка): Сетка импортируется в CAM-программное обеспечение, ориентируется для оптимальной прочности по оси Z и преобразуется в G-код (траектории движения инструмента) с одновременным созданием необходимых вспомогательных опорных конструкций.
- Настройка оборудования: Это строго регламентированный физический этап. В случае аддитивного производства из металла он включает в себя продувку рабочей камеры инертным аргоном для вытеснения кислорода и предотвращения катастрофического взрывного возгорания титанового порошка.
- Этап строительства: Автоматизированный процесс послойного нанесения материала на станок.
- Снятие детали: Промышленные детали не просто отламываются. Металлические детали химически привариваются к толстой титановой рабочей пластине. Мы должны использовать Электроэрозионная обработка проволокой (Электроэрозионная обработка) для снятия деталей с пластины.
- Постобработка (скрытые издержки): Именно здесь терпят неудачу непрофессиональные операции. Для изготовления высококачественных деталей методом аддитивного производства требуется термообработка для снятия внутренних термических напряжений, горячее изостатическое прессование (ГИП) для разрушения микроскопических внутренних пустот и ручная механическая обработка для удаления опорных конструкций.
- Применение и проверка: Мы не доверяем визуальному контролю. Критически важные детали, изготовленные методом аддитивного производства, должны пройти проверку размеров с помощью координатно-измерительной машины (КИМ) и промышленного компьютерного томографа (КТ), чтобы гарантировать отсутствие внутренних дефектов, прежде чем они будут сертифицированы для использования.
Какие существуют 6 типов производственных процессов?
Для правильного внедрения аддитивного производства необходимо понимать его место в глобальном производстве. Грамотный инженер не будет заставлять 3D-принтер выполнять работу штамповочного пресса. Если вы спросите..., “Какие существуют 6 типов производственных процессов?”, Вот глобальная таксономия, которую мы используем для аудита цепочек поставок:
- Добавка (АМ): Наплавка материалов (например, DMLS, FDM, SLA). Лучше всего подходит для сложных проектов с небольшими объемами производства.
- Обработка материалов (механическая обработка): Удаление материала из цельного блока (например, 5-осевое фрезерование с ЧПУ, токарная обработка). Идеально подходит для достижения высочайшей точности размеров и качества поверхности.
- Формовочные работы (литье/ковка): Придание материалу нужной формы под давлением (например, Литье под давлением, (штамповка, ковка). Идеально подходит для сверхбольшого массового производства (более 100 000 единиц).
- Кастинг: Заливка жидкого материала в полость пресс-формы (например, Литье под давлением, (литье в песчаные формы). Лучше всего подходит для массивных, сложных, тяжелых металлических деталей (блоков цилиндров двигателей).
- Присоединение: Соединение деталей (например, сварка, пайка, склеивание).
- Завершение: Изменение поверхности (например, анодирование)., Порошковая покраска, Пассивация).
Вывод инженера: хватит гадать, начинайте проектировать.
Когда клиенты ищут “Какие существуют 7 основных типов 3D-печати?”, Обычно они ищут кратчайший путь. В промышленном производстве кратчайших путей нет.
Если вы попытаетесь изготовить гидравлический коллектор с помощью FDM-принтера, кто-нибудь получит травму. Если вы используете металлопринтер DMLS для создания простого кондукторного приспособления, вы разорите бюджет своего проекта.
Не полагайтесь на универсальные решения. процесс аддитивного производства pdf Вы скачали матрицу ASTM F42 из маркетингового блога. Распечатайте её. Прикрепите к стене. Запомните состояния материалов и физику фазовых переходов. На eptahub.com мы требуем, чтобы каждый начинающий инженер освоил эти семь категорий, прежде чем ему будет разрешено оформить хотя бы один заказ на закупку. Сопоставьте физику работы машины с механическими требованиями к вашей детали, и вы добьетесь превосходства в производстве.
Часто задаваемые вопросы для инженеров: Устранение неполадок в аддитивном производстве
На сайте eptahub.com наш электронный ящик для инженеров постоянно завален вопросами от отделов закупок, пытающихся разобраться в сложностях 3D-печати. Вот суровая инженерная правда на самые распространенные вопросы.
В1: Какой из 7 типов аддитивного производства позволяет получить самые прочные детали?
Это полностью зависит от состояния материала. В случае металлов, Технология порошковой лазерной плавки (DMLS/SLM) Это самый прочный материал, позволяющий производить детали с плотностью 99,91 TP3T, механические свойства которого часто соответствуют или превосходят свойства литого алюминия или титана. Для полимеров, если необходима высокая прочность на растяжение, требуются специализированные материалы. Экструзия материала (FDM) Станки, в которых непрерывные нити углеродного волокна или кевлара внедряются в термопластичную матрицу, значительно превосходят по характеристикам стандартные детали, изготовленные методом SLA-печати на основе смолы.
В2: Почему стоимость аддитивного производства намного выше, чем стоимость литья под давлением?
Вы неправильно рассчитываете рентабельность инвестиций. Аддитивное производство имеет нулевые затраты на оснастку, но высокие удельные затраты. Литье под давлением имеет огромные затраты на оборудование (10 000+ за стальную форму), но микроскопические удельные затраты ((0,10 за деталь). Если вы заказываете 50 деталей, аддитивное производство значительно дешевле. Если вы заказываете 50 000 деталей, аддитивное производство вас разорит. Аддитивное производство следует использовать для мелкосерийного производства высокой сложности, а не для массового изготовления простых пластиковых оболочек.
В3: Могу ли я использовать Обработка на станках с ЧПУ на металлической детали, напечатанной на 3D-принтере?
Безусловно. Более того, это обязательное условие для высокоточной техники. Мы называем это так: Изготовление изделий, близких к окончательной форме. Детали, изготовленные методом аддитивного производства из металла (PBF или DED), имеют относительно шероховатую поверхность (обычно Ra от 5 до 15 мкм). Если для детали требуется сверхточная запрессовка подшипника, мы печатаем на 3D-принтере всю сложную геометрию, оставляем 0,5 мм дополнительного материала в критическом отверстии для подшипника, а затем обрабатываем напечатанную деталь на 5-осевом фрезерном станке с ЧПУ, чтобы довести это конкретное отверстие до идеального допуска ±0,005 мм.
Вопрос 4: Правда ли, что детали, изготовленные методом SLA (фотополимеризация в ванне), со временем уменьшаются в размерах?
Да. Смолы для SLA — это фотополимеры, отверждаемые УФ-излучением. После выхода из принтера они остаются химически активными. При воздействии солнечного света полимерные цепи продолжают сшиваться. В течение нескольких недель или месяцев деталь будет постепенно сжиматься, деформироваться и становиться невероятно хрупкой. SLA предназначен для быстрое прототипирование и схем использования инструментов, а не долгосрочного структурного конечного использования.
Ссылки
Чтобы по-настоящему освоить 7 категорий аддитивного производства, необходимо выйти за рамки одних лишь механических стандартов и изучить базы знаний с открытым исходным кодом, отраслевые рыночные отчеты и лаборатории аэрокосмической техники.
-
- Википедия: Портал аддитивного производства
В то время как инженеры-механики полагаются на стандарты ISO для заводского производства, портал Википедии, посвященный аддитивному производству, является, пожалуй, самым быстро обновляемым и активно рецензируемым открытым репозиторием, посвященным истории и эволюции этих 7 технологий. Он блестяще отслеживает истечение срока действия основных патентов (таких как FDM и SLA), которые положили начало буму современной 3D-печати.
Связь: Википедия – Аддитивное производство - Отчет Волерса
Этот документ часто называют “Библией 3D-печати”. Это не механический стандарт, а ежегодный исчерпывающий отраслевой отчет. В нем точно отслеживается, какие из 7 технологий аддитивного производства доминируют на мировом рынке, проводится анализ стоимости сырьевых металлических порошков и оцениваются темпы внедрения технологии струйной печати связующим веществом в автомобильной промышленности.
Связь: Ассоциация Волерс - Центр космических полетов имени Маршалла НАСА (MSFC) – Стандарт аддитивного производства
Если вы хотите узнать, как печатные детали Те, что выдерживают вакуум космического пространства, смотрите здесь. NASA активно использует направленное энергетическое осаждение (DED) и спекание порошкового слоя (PBF) для сопел ракетных двигателей. Их общедоступные стандарты проверки и квалификации металлических деталей, напечатанных на 3D-принтере, являются самыми строгими в мире.
Связь: Сервер технических отчетов НАСА (NTRS)
- Википедия: Портал аддитивного производства







