











Здравствуйте, это ваш старший инженер из Eptahub. Один из самых частых вопросов, которые мне задают, будь то от начинающего дизайнера или опытного специалиста по закупкам, — “Что именно вам нужно?» является ”Сварка TIG, и почему она такая дорогая?» Это вполне резонный вопрос, особенно когда видишь её в спецификации для, казалось бы, простого соединения.
Начнём с прямого ответа. TIG означает Вольфрамовый инертный газ.
Хотя это и буквальное значение, оно ничего не говорит о том, почему это предпочтительный метод для аэрокосмической отрасли, систем высокой чистоты и любых применений, где отказ недопустим. Для инженера TIG означает контроль, чистота, и точность. Если MIG-сварка — это универсальный и эффективный пистолет для герметизации металла, то TIG-сварка — это хирургический скальпель. Она медленнее, требует огромного мастерства и стоит дороже, но при правильном выполнении результат — сварной шов непревзойденного качества и прочности.
Официальное, общепринятое в отрасли название этого процесса, установленное Американским сварочным обществом (AWS), — это... Газо-вольфрамовая дуговая сварка (GTAW). На чертежах и в спецификациях термины TIG и GTAW используются взаимозаменяемо, но на самом деле они обозначают один и тот же процесс.
Расшифровка аббревиатуры: вольфрам, инертный газ и дуга.
Чтобы понять TIG, нужно понять роль каждого слова в его названии. Этот процесс представляет собой прекрасное, хотя и сложное, взаимодействие трех элементов.
1. Буква “Т” означает вольфрам.
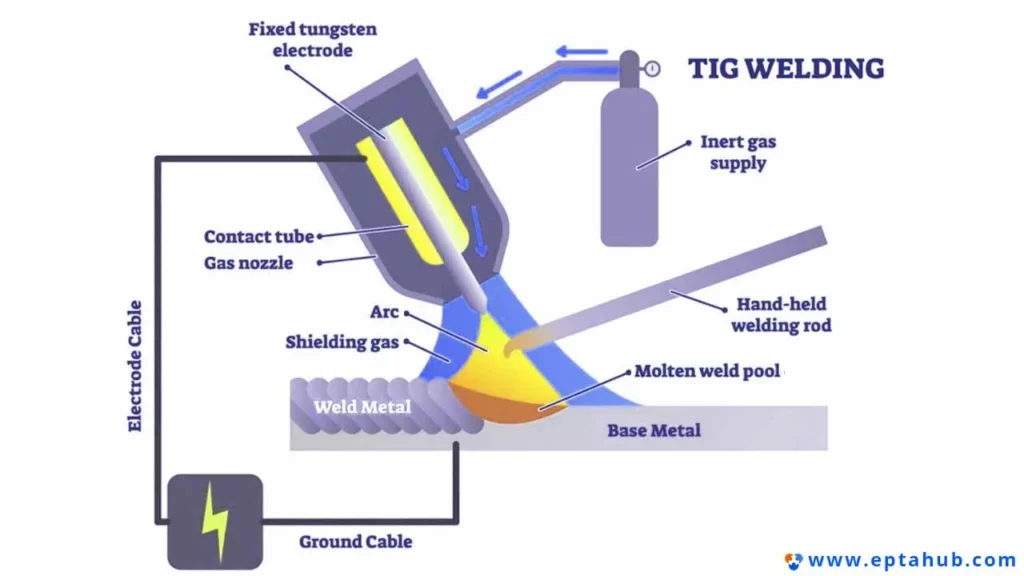
Суть процесса TIG заключается в нерасходуемый вольфрамовый электрод. Это самое существенное отличие от других распространенных методов дуговой сварки, таких как MIG или ручная дуговая сварка.
- Что означает "несъедобный товар"? В MIG-сварке (дуговая сварка в защитной среде) и ручной дуговой сварке (сварка покрытым электродом) электродом является сам присадочный металл. Это проволока или стержень, который плавится и становится частью сварного шва. В TIG-сварке задача вольфрамового электрода состоит исключительно в создании и поддержании высокостабильной электрической дуги. Он не предназначен для плавления.
- Почему именно вольфрам? Вольфрам обладает самой высокой температурой плавления среди всех чистых металлов, достигающей поразительно высокой температуры. 3422°C (6192°F). Это позволяет ему выдерживать сильный жар сварочной дуги (который может превышать 6000 °C) без расплавления. Наконечник заточен до острого конца, что позволяет сварщику точно фокусировать дугу и тепло на очень небольшой площади заготовки.
- Виды вольфрама: Не весь вольфрам одинаков. Инженеры могут встречать в технических условиях требования к различным типам вольфрама, которые обозначаются цветовой полосой:
- Чистый вольфрам (зеленый): Используется для сварки переменным током алюминия, образует чистый, шарообразный наконечник.
- 2% Торированный (красный): старый промышленность Стандартный метод сварки постоянным током при сварке стали. Обеспечивает отличное зажигание дуги, но является радиоактивным, что представляет опасность для здоровья. Многие предприятия постепенно отказались от его использования.
- 2% Лантанированный (синий): Сегодня это наиболее распространенный универсальный электрод. Он отлично подходит как для сварки переменным, так и постоянным током, обеспечивает высокую стабильность дуги и является нерадиоактивным, что делает его более безопасным и универсальным выбором.
2. Аббревиатура “IG” означает инертный газ.
Расплавленный металл обладает высокой реакционной способностью. При контакте с атмосферой кислород, азот и водяной пар в воздухе быстро соединяются со сварочной ванной, образуя оксиды и нитриды. Это загрязнение приводит к хрупкому, пористому и слабому сварному шву. Задача инертного газа — создать защитный пузырь вокруг зоны сварки.
- Что означает слово “инертный”? В качестве защитных газов при TIG-сварке используются благородные газы, то есть химически нереактивные вещества. Они не вступают в реакцию с расплавленной сварочной ванной или горячим вольфрамовым электродом.
- Распространённые газы:
- Аргон (Ar): Наиболее распространенный защитный газ для TIG-сварки. Он тяжелее воздуха, обеспечивая превосходное покрытие при низких скоростях потока. Он создает стабильную, тихую дугу и идеально подходит для сварки стали, нержавеющей стали и алюминия большинства толщин.
- Гелий (He): Легче воздуха и обладает более высокой теплопроводностью. Это приводит к образованию более “горячей” дуги, обеспечивающей более глубокое проникновение. Часто используется для сварки толстых алюминиевых или медных профилей, или смешивается с аргоном для регулирования характеристик дуги.
Газ проходит через сварочную горелку TIG, выходя через керамическую чашку или “сопло”, окружающее вольфрамовый электрод. Это обеспечивает полную изоляцию дуги, электрода и расплавленной сварочной ванны от атмосферы.
3. Дуга и процесс
Вот как эти элементы объединяются в руках опытного оператора:
- Тщательная уборка: Первым шагом всегда является очистка. TIG-сварка исключительно чувствительна к загрязнениям. Любое масло, краска, ржавчина или даже толстый слой оксида на основном металле должны быть полностью удалены.
- Настройка: Сварщик выбирает подходящий вольфрамовый электрод, затачивает его и устанавливает силу тока (температуру) и расход газа в аппарате в зависимости от параметров. материал тип и толщина.
- Прорыв через дугу: Сварщик располагает горелку над швом. Современные аппараты для TIG-сварки Используйте высокочастотный бесконтактный поджиг. Импульс высоковольтного высокочастотного электричества ионизирует газ между вольфрамовым наконечником и заготовкой, создавая путь для протекания сварочного тока без касания электрода металла.
- Образование лужи: Интенсивная дуга расплавляет небольшую, контролируемую ванночку основного металла. Именно здесь и заключается мастерство — контроль длины дуги и скорости перемещения для поддержания однородной сварочной ванны.
- Добавление припоя (техника “двуручной работы”): В отличие от MIG-сварки, где присадочный материал подается автоматически через горелку, при TIG-сварке другая рука вручную опускает отдельный тонкий стержень с присадочным металлом в передний край расплавленной ванны. Это требует невероятной координации движений. Кроме того, это дает сварщику дополнительную нагрузку. Независимый контроль над температурой (силой тока) и добавлением присадочного металла.. В этом и заключается секрет точности TIG-сварки.
- Завершение: В конце сварки сварщик постепенно снижает силу тока, чтобы заполнить концевой кратер и предотвратить образование трещин. Инертный газ продолжает поступать в течение нескольких секунд после гашения дуги (это называется “постпоток”), чтобы защитить еще горячий вольфрам и затвердевающую сварочную ванну от загрязнения.
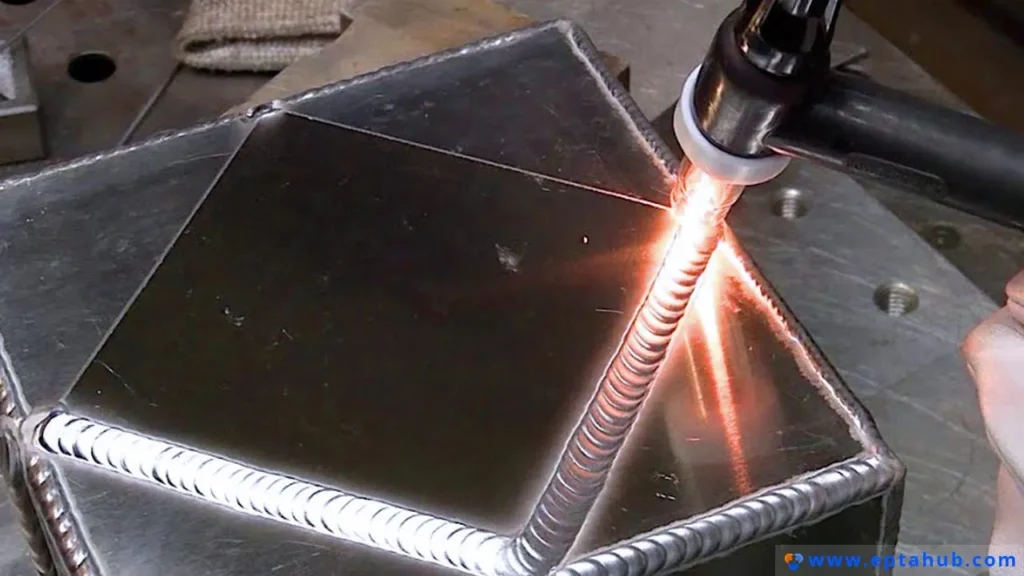
Результатом этого кропотливого процесса является чистый, точный и зачастую красивый сварочный шов с характерным видом “стопки монет”.
Почему стоит выбрать TIG-сварку? Три основных преимущества.
Когда вы, как инженер или заказчик, утверждаете чертеж, в котором указана технология GTAW, вы платите за три существенных преимущества:
1. Непревзойденная точность и контроль.
Поскольку источник тепла (вольфрамовая дуга) отделен от присадочного материала, оператор имеет полный контроль. Он может добавить ровно столько тепла, чтобы соединить два тонких куска металла без использования присадочного материала (так называемая “автогенная сварка”), или же нарастить материал в изношенной детали с предельной точностью. Такой уровень контроля невозможен при использовании других процессов.
2. Превосходное качество и чистота сварного шва.
Сочетание стабильной, чистой дуги и высокоэффективной защиты инертным газом обеспечивает сварной шов исключительной чистоты. В отличие от ручной дуговой сварки, здесь отсутствует “шлак” (слой примесей флюса), который мог бы задерживаться в сварном шве. Практически отсутствует “брызги” (мелкие капли расплавленного металла), характерные для MIG-сварки. В результате получается сварной шов, который не только эстетически привлекателен, но и плотный, без дефектов, которые снижают прочность и целостность.
3. Исключительная универсальность при работе с различными металлами.
При правильной настройке аппарата (переменный/постоянный ток) и выборе присадочного материала, TIG-сварка позволяет соединять более широкий спектр металлов и сплавов, чем любой другой отдельный процесс. К ним относятся:
- Нержавеющие стали
- Углеродистая и легированная сталь
- Алюминий
- Магний
- Титан
- Медь и бронза
- Никелевые сплавы (инконель, монель)
Таблица 1: TIG-сварка, MIG-сварка и дуговая сварка – сравнение с точки зрения инженера.
| Особенность | TIG (GTAW) | Сварка MIG (GMAW) | Сварка гладким электродом (SMAW) |
|---|---|---|---|
| Название процесса | Газодуговая сварка вольфрамовым электродом | Газодуговая сварка | Дуговая сварка покрытым электродом |
| Основной принцип | Нерасходуемый вольфрамовый электрод, ручной присадочный стержень. | Электрод из непрерывно поступающей проволоки. | Расходный стержневой электрод с флюсовым покрытием. |
| Качество сварки | Высший – Очень чистый, без брызг, без шлака. | Высокий – Хорошее качество, но есть вероятность разбрызгивания. | Хороший – Наличие шлаковых включений представляет опасность, вызывая сильное разбрызгивание. |
| Точность и контроль | Высший – “Хирургический скальпель”.” | Середина – “Наведи и снимай”. Отлично подходит для съемок. | Низкий – Сложно контролировать на тонких материалах. |
| Скорость | Самый медленный | Быстрый | Медленный |
| Затраты (на рабочую силу и оборудование) | Высокий | Середина | Низкий |
| Уровень квалификации оператора | Очень высокий | Низкий до среднего | Средний до высокого |
| Лучше всего подходит для | Тонкие материалы, экзотические сплавы, обработка высокочистыми материалами, корневые проходы. | Производство, более толстые материалы. | Ремонтные работы на месте, загрязненные материалы, толстые стальные конструкции. |
Великий раскол: аргонодуговая сварка переменным и постоянным током
Сварочный аппарат для TIG-сварки может подавать ток двумя способами. Понимание того, какой из них использовать, является первым и наиболее важным шагом в настройке правильной процедуры сварки.
Постоянный ток (DC) – рабочая лошадка
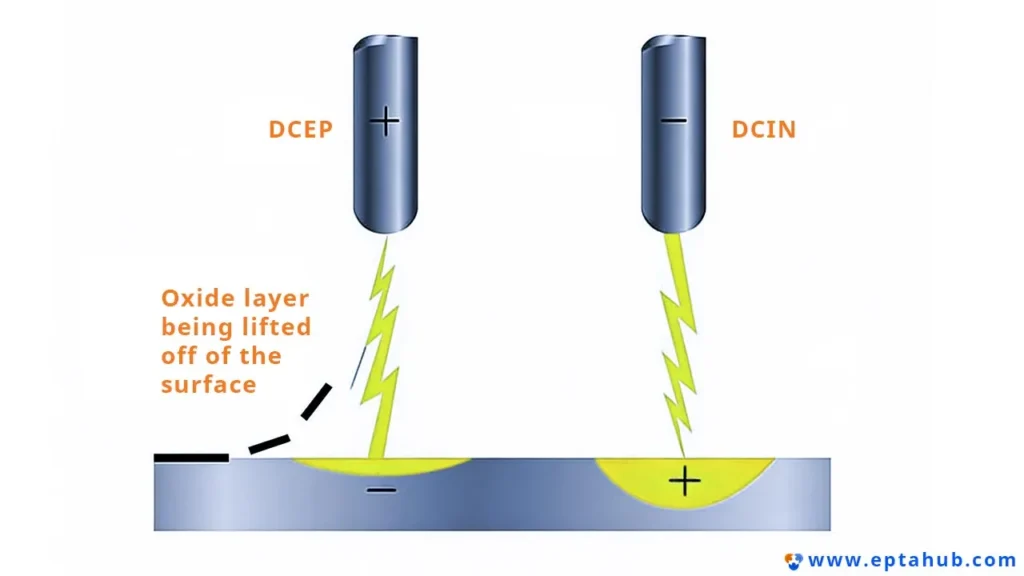
В режиме постоянного тока электрический ток течет в одном постоянном направлении. Для TIG-сварки это почти всегда так. DCEN (отрицательный электрод постоянного тока).
- Как это работает: Вольфрамовый электрод подключен к отрицательному полюсу, а заготовка — к положительному. Это означает, что электроны текут от кончика вольфрамового электрода, через дугу, в заготовку.
- Эффект: Этот однонаправленный поток электронов концентрирует около 701Т3Т тепла дуги непосредственно на обрабатываемой детали. Это приводит к глубокому и узкому проникновению. Вольфрамовый электрод, получающий только 301Т3Т тепла, работает при более низкой температуре и может сохранять острый, заостренный кончик.
- Когда его использовать: DCEN — это стандарт для сварки любого металла, который нет имеют толстый, тугоплавкий оксидный слой. К ним относятся:
- Нержавеющая сталь
- Углеродистая сталь
- Титан
- Медь
- Никелевые сплавы
Переменный ток (AC) – Специалист по алюминию
В режиме переменного тока электрический ток быстро меняет направление, протекая от электрода к заготовке, а затем от заготовки к электроду, десятки раз в секунду.
- Как это работает: Текущий цикл делится на две половины: половину, соответствующую отрицательному электроду (EN), и половину, соответствующую положительному электроду (EP).
- В течение ЕН половина, Он ведет себя точно так же, как DCEN, обеспечивая нагрев и проникновение в обрабатываемую деталь.
- В течение EP половина, В этом случае поток электронов меняется на противоположный. Теперь электроны текут от заготовки к вольфраму. Это оказывает замечательное воздействие, известное как “очищающее действие”.” Ионы, исходящие от обрабатываемой детали, бомбардируют поверхность и физически разрушают прочный высокотемпературный оксидный слой, образующийся на таких металлах, как алюминий и магний.
- Когда его использовать: Для сварки абсолютно необходим переменный ток:
- Алюминий
- Магний
- Расширенные настройки (баланс и частота): Современные сварочные аппараты TIG обеспечивают точный контроль над формой волны переменного тока.
- Баланс переменного тока: Это позволяет регулировать соотношение времени EN и EP. Большее время EN обеспечивает более глубокое проникновение. Большее время EP обеспечивает более агрессивную очистку, но также сильнее нагревает вольфрам. Типичная настройка составляет около 70-80% EN.
- Частота переменного тока: Этот параметр регулирует частоту переключения тока в секунду (измеряется в Гц). Более высокая частота создает более узкую и сфокусированную дугу, что позволяет увеличить скорость перемещения и улучшить контроль при работе с тонкими материалами.
Таблица 2: Сводные данные по сварке TIG переменным и постоянным током
| Особенность | Постоянный ток (отрицательный электрод) | Переменный ток (AC) |
|---|---|---|
| Основное применение | Стали, нержавеющая сталь, титан, медь | Алюминий, магний |
| Поток электронов | Один из способов: от вольфрама к заготовке. | Меняет направление движения много раз в секунду. |
| Распределение тепла | ~70% в обрабатываемую деталь | Баланс между заготовкой и электродом |
| Ключевая характеристика | Глубокое, узкое проникновение | Действие по очистке (удаляет оксиды) и обладает умеренной проникающей способностью. |
| Форма вольфрамового наконечника | Острый, заостренный кончик | Слегка закругленный или шаровидный кончик |
| Визуальная дуга | Тихий, стабильный, сфокусированный конус | Более громкая, более активная дуга |
Мастер-класс по конкретным материалам
Давайте применим эти знания к реальным инженерным материалам.
Сварка алюминия
Алюминий представляет собой двойную проблему: высокую теплопроводность и прочный оксидный слой.
- Проблема оксидов: Как обсуждалось в нашем Температура плавления алюминия Согласно руководству, оксид алюминия (Al₂O₃) плавится при температуре выше 2072 °C (3762 °F), в то время как алюминий под ним плавится всего лишь при ~660 °C (1220 °F). Если вы попытаетесь сварить его постоянным током, вы расплавите лужу алюминия под твердым слоем оксида. Процесс TIG-сварки с... AC — это решение., с помощью очищающего действия цикла EP для разрушения этого оксидного слоя непосредственно перед сварочной ванной.
- Проблема перегрева: Алюминий очень быстро отводит тепло от зоны сварки. Это требует гораздо более высокой силы тока, чем для куска стали аналогичного размера. Это также делает контроль температуры критически важным: слишком низкая температура приведет к тому, что сварной шов не проплавится (“холодный нахлест”), в то время как слишком высокая температура на тонком изделии может привести к его деформации или полному расплавлению.
Сварка нержавеющей стали
Главная сложность при сварке нержавеющей стали заключается не в ее расплавлении, а в сохранении коррозионной стойкости.

- Проблема коррозии (сенсибилизации): Хром в нержавеющей стали образует пассивный, коррозионностойкий слой. Однако, если металл слишком долго находится в диапазоне температур примерно от 425°C до 815°C (от 800°F до 1500°F), хром соединяется с углеродом в сплаве, образуя карбиды хрома на границах зерен. Это приводит к потере хрома в окружающей области, делая ее восприимчивой к ржавчине и коррозии. Это явление называется “сенсибилизацией”.”
- Решение для TIG-сварки: Точный контроль температуры при TIG-сварке — идеальная защита от сенсибилизации. Сфокусированная дуга постоянного тока позволяет сварщику быстро выполнить сварку с минимальным избыточным подводом тепла в окружающую зону (зону термического воздействия). Это минимизирует время, в течение которого зона термического воздействия находится в критическом диапазоне температур сенсибилизации.
- Проблема чистоты (обратная очистка): При выполнении сварного шва с полным проплавлением на трубе или трубопроводе из нержавеющей стали внутренняя поверхность шва также подвергается воздействию тепла. Если ее не защитить, она будет реагировать с воздухом и образовывать темный, коркообразный оксидный слой (“сахаризация” или “коксование”). Это не только ухудшает коррозионную стойкость, но и в санитарных условиях создает щели, в которых размножаются бактерии. Решение заключается в следующем: обратная чистка: заполнение внутренней поверхности трубы инертным аргоном для защиты обратной стороны сварного шва во время его образования. Для любых применений с высокой чистотой необходимо обязательное условие продувки обратной стороны.
Пример из практики: Загрязнённый фармацевтический склад
- Сценарий: Фармацевтическая компания заключила контракт с цехом по изготовлению металлоконструкций на создание серии портативных технологических установок. Эти установки представляли собой сложные сети труб из нержавеющей стали 316L для транспортировки высокочистой воды и продукции. В технических чертежах четко указывалось: “Все сварные швы должны выполняться методом GTAW, с полным проплавлением и обратной продувкой”.”

- Ошибка: В цехе по изготовлению металлоконструкций наблюдалось отставание от графика и превышение бюджета. Чтобы ускорить производство некоторых крупных, некритичных несущих конструкций, менеджер разрешил сварщикам использовать... Сварка MIG (GMAW) Вместо TIG-сварки используется MIG-сварка. MIG-сварка значительно быстрее. Однако для последнего участка трубы они не перешли обратно на TIG-сварку, а сварили его MIG-аппаратом.
- Результат: Визуально, снаружи, после шлифовки и полировки, сварной шов, полученный методом MIG, выглядел приемлемо. Однако внутренний осмотр с помощью эндоскопа показал совсем другое. Внутренняя поверхность сварного шва, полученного методом MIG, была шероховатой, с “виноградной” текстурой и значительным количеством брызг. Ему не хватало гладкого, ровного профиля корня сварного шва, полученного методом TIG. Кроме того, поскольку MIG-сварка — это более горячий и менее контролируемый процесс, зона термического влияния была значительно больше.
- Провал: Когда модульная установка была введена в эксплуатацию, строгий процесс контроля качества компании выявил рост бактерий в системе после цикла очистки. Источник был установлен в участке трубы, сваренном методом MIG-сварки. Шероховатая внутренняя поверхность сварного шва образовала микроскопические трещины (биотрещины), которые невозможно было должным образом очистить и продезинфицировать, создав благоприятную среду для колонизации бактерий. Всю модульную установку, стоимость которой составляла десятки тысяч долларов, пришлось утилизировать.
- Неизбежный урок: Для применений, требующих чистоты — будь то санитарная, полупроводниковая или аэрокосмическая промышленность — сварной шов процесс является критически важным проектным решением. Параметр. Сварка TIG была выбрана не из-за внешнего вида, а из-за гладкого, чистого, без зазоров внутреннего профиля сварного шва, что крайне важно для обеспечения возможности очистки. Попытка сэкономить несколько часов работы привела к полной потере качества готового изделия.
Как указать TIG-сварку в запросе предложений?
При отправке запроса на коммерческое предложение неопределенность — ваш враг. Используйте этот контрольный список, чтобы убедиться, что ваш поставщик точно знает, чего вы ожидаете.
- Укажите процесс и стандарт: Чётко укажите: “Сварка будет выполняться методом газодуговой сварки вольфрамовым электродом (GTAW/TIG)”. При необходимости укажите отраслевой стандарт (например, AWS D1.1 для конструкционной стали, AWS D1.2 для алюминия, AWS D1.6 для нержавеющей стали).
- Определение материалов и присадочного металла: Не ограничивайтесь указанием основного материала; обязательно укажите сплав присадочного металла. Например: “Основной материал: нержавеющая сталь 304L. Присадочный металл: ER308L”.”
- Укажите тип и размер сварного шва: Используйте стандартные сварочные обозначения на чертежах, чтобы указать, является ли это угловой сварной шов, пазовый сварной шов и т. д., и укажите размер.
- Государственные требования к качеству и контролю: Это крайне важно.
- Визуальное представление: “Все сварные швы должны быть свободны от трещин, пористости и подрезов в соответствии с разделом 6 стандарта AWS D1.6”.”
- НДТ: Если соединение имеет критически важное значение, укажите неразрушающий контроль. “Все сварные швы с полным проплавлением должны быть проверены методом капиллярной дефектоскопии 100%” (или рентгеновским контролем и т. д.). Имейте в виду, что это значительно увеличивает стоимость.
- Включите особые указания: Здесь вы добавляете важные детали.
- “Для сварки труб из нержавеющей стали с полным проплавлением необходима обратная продувка аргоном”.”
- “Для всех компонентов из нержавеющей стали необходима очистка и пассивация после сварки”.”
- “На открытых декоративных поверхностях не допускается видимое изменение цвета сварного шва”.”
Часто задаваемые вопросы
В: Что означает "стопка десятицентовых монет" на TIG-сварочном шве?
А: Этот классический волнообразный эффект — визуальный результат техники сварщика. Каждая “десятка” — это затвердевшая лужица, созданная, когда сварщик вручную окунает присадочный пруток, слегка перемещает горелку вперед и повторяет процесс. Равномерно расположенная стопка «десяток» — признак умелой и твердой руки.
В: TIG-сварка прочнее, чем MIG-сварка?
А: Не обязательно. Правильно выполненная сварка любым из этих способов может соответствовать требованиям к прочности основного металла. Однако сварные швы, выполненные методом TIG, как правило, обладают более высокими показателями прочности. чистота и имеют меньше дефектов, таких как пористость или неполное сплавление. Это означает, что они с большей вероятностью будут работать на полную теоретическую мощность и будут иметь больший срок службы при усталостных нагрузках, что делает их более... надежный для ответственных применений.
В: Можно ли использовать TIG-сварку для сварки очень толстого металла?
А: Да, но это очень медленно и неэффективно. Для толстых участков (например, > 1/2 дюйма) обычно используют TIG-сварку для начального, критически важного “корневого прохода”, чтобы обеспечить полное проплавление и чистоту в основании шва. Затем остальная часть шва заполняется с помощью более быстрого процесса с большей плотностью наплавки, такого как MIG-сварка или сварка порошковой проволокой.
Вывод: TIG — это инвестиции в уверенность.
TIG, или сварка вольфрамовым электродом в инертном газе, — это гораздо больше, чем просто аббревиатура. Это осознанное инженерное решение. Это выбор, при котором качество, точность и надежность ставятся выше скорости и стоимости. От переменного тока, очищающего алюминий, до сфокусированной дуги постоянного тока, защищающей целостность нержавеющей стали, каждый аспект TIG-сварки имеет значение. разработан процесс для контроля.
Когда вы указываете GTAW на чертеже, вы предъявляете требование к качеству. Вы просите квалифицированного мастера применить хирургический скальпель своего ремесла к вашей детали. Понимая процесс, его применение и четко определяя свои ожидания, вы гарантируете, что эти инвестиции в качество окупятся в плане производительности и долговечности вашего конечного продукта. Эптахаб, Именно с таким уровнем детализации мы работаем каждый день, чтобы преодолеть разрыв между проектным замыслом и производственной реальностью.
Ссылки
AWS D1.6/D1.6M:2017, “Кодекс по сварке конструкций – нержавеющая сталь”.







