











Привет снова. Это инженер Eptahub. Если вы когда-либо смотрели на алюминиевую оконную раму, Т-образную направляющую для верстака или замысловатые ребра радиатора и задавались вопросом, как создается такой сложный, непрерывный профиль, то вы видели экструзию.
Основная концепция экструзии так же проста, как выдавливание зубной пасты из тюбика. Но в этой простоте кроется мощный производственный процесс, позволяющий создавать невероятно сложные поперечные сечения при относительно низких затратах, особенно в больших масштабах. Я использовал экструзию для решения самых разных задач проектирования, от изготовления корпусов для электроники на заказ до легких несущих конструкций.
Однако разница между экономичной и высококачественной экструдированной деталью и проблемной, дорогостоящей деталью часто сводится к пониманию нюансов процесса. Это руководство предназначено для тех, кому необходимо принимать взвешенные решения — инженера-конструктора, определяющего допуски, и менеджера по закупкам, занимающегося поиском поставщиков для конечного продукта.
Мы рассмотрим следующие вопросы:
- Основные механики: Как работает экструзия на физическом уровне.
- Основные методы: Прямая и непрямая экструзия и основные различия между ними.
- Роль температуры: Практический анализ горячей и холодной экструзии.
- Проектирование с учетом технологичности производства (DFM): “Золотые правила” проектирования профилей, которые легко изготавливать и которые с меньшей вероятностью выйдут из строя.
- Выбор материалов: Почему алюминий — лучший выбор, и какие у вас есть варианты.
- Пошаговое руководство к составлению идеального запроса коммерческого предложения (RFQ) на экструдированные компоненты.
Давайте протолкнем заготовку через матрицу.
Формирование металла подобно зубной пасте.
Проще говоря, экструзия — это процесс сжатия, при котором материал продавливается через матрицу, инструмент с определенным поперечным сечением. Материал выходит с другой стороны матрицы в виде цельного, вытянутого куска, имеющего тот же профиль, что и отверстие матрицы.
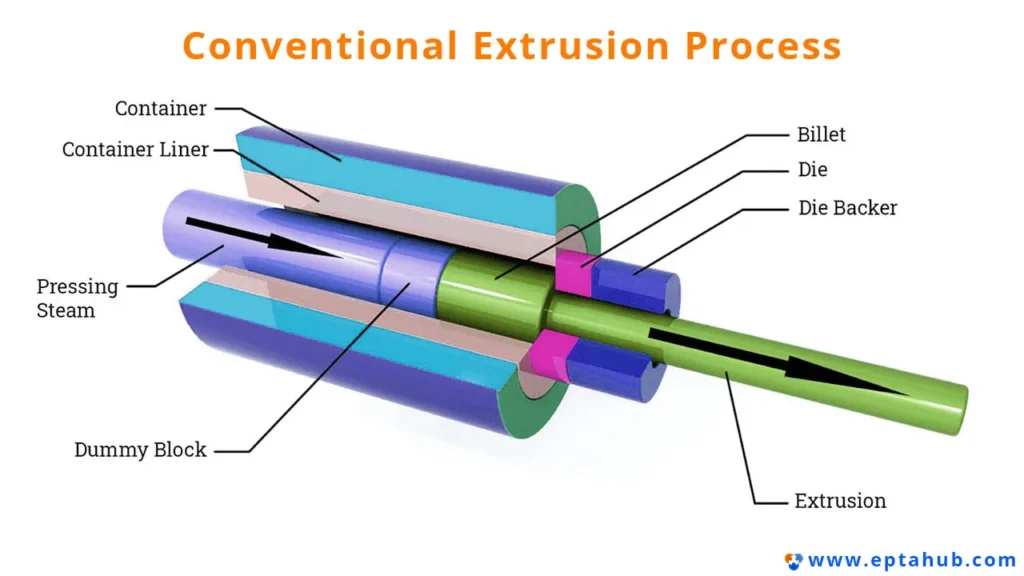
Ключевыми участниками этого процесса являются:
- Место жительства: Это сырье, цельный брусок или цилиндр материала, подлежащего экструзии (например, алюминия, меди, пластика).
- Контейнер: Камера с толстыми стенками, удерживающая заготовку под давлением.
- Баран (или поршень): Поршень оказывает огромное давление на заднюю часть заготовки, толкая ее вперед.
- Кубик: Диск из закаленной стали с вырезом желаемого конечного профиля. Это сердце всей операции, и именно здесь происходит настоящее “волшебство”.
Процесс прост: заготовка (часто предварительно нагретая) помещается в контейнер. Пульс с силой в тысячи тонн прижимает заготовку к матрице. Огромное давление заставляет материал пластически деформироваться и вытекать через отверстие матрицы, образуя окончательный профиль. Затем длинная экструзионная заготовка охлаждается, растягивается для снятия внутренних напряжений и разрезается на необходимые отрезки.
Прямая или непрямая экструзия: какой метод используется?
Хотя концепция проста, существует два основных способа ее реализации: прямой или косвенный. Выбор способа влияет на требуемую силу, инструментарий и качество конечного продукта.
Прямая экструзия (прямая экструзия)
Это самый старый и распространенный метод. При прямой экструзии заготовка скользит вперед относительно стенки контейнера, а поршень толкает ее к неподвижной матрице.
- Аналогия: Представьте себе обычный шприц. Вы нажимаете на поршень (поршень), который проталкивает жидкость (заготовку) через стенки корпуса шприца (контейнер) и выводит ее через иглу (матрицу).
- Плюсы: Упрощенная оснастка и настройка пресса. Универсальный и хорошо отработанный процесс.
- Минусы: Главный недостаток — это огромные размеры. трение Эта сила возникает по мере скольжения всей заготовки вдоль стенок контейнера. Для этого требуется значительно большее усилие, и это усилие изменяется по мере укорачивания заготовки, что может привести к неоднородности свойств.
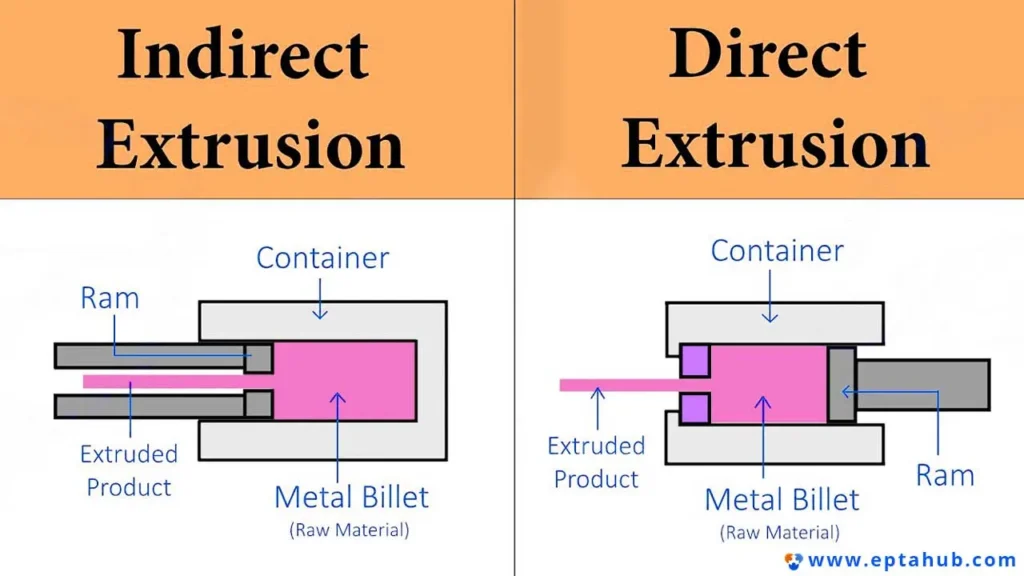
Непрямая экструзия (обратная экструзия)
В этом более совершенном методе матрица устанавливается на передней части полого поршня. Поршень толкает матрицу. в Заготовка, которая неподвижно удерживается в контейнере. Материал течет обратно через матрицу и выходит через полый поршень.
- Аналогия: Представьте себе шприц без колпачка. Вы держите поршень неподвижно и нажимаете на него. ствол над ним. Жидкость вытекает через отверстие в поршне.
- Плюсы: Трение практически исключено., Это означает, что требуется меньшая сила, и она остается постоянной. Это приводит к более однородным механическим свойствам и меньшему количеству отходов.
- Минусы: Инструмент стал более сложным, а размер профиля ограничен внутренним диаметром полого поршня.
Таблица 1: Прямая и непрямая экструзия — сравнение с точки зрения инженера.
| Особенность | Прямая экструзия (наиболее распространенный метод) | Непрямая экструзия |
|---|---|---|
| Трение | Высокий (заготовка движется вдоль стенки контейнера) | Низкий уровень (заготовка неподвижна относительно контейнера) |
| Требуемая сила | Высокий и изменчивый | Более низкий и более стабильный уровень |
| Зернистая структура | Может быть менее однородным по всей длине. | Более равномерный и последовательный |
| Лучше всего подходит для | Стандартные профили, цельные формы, более экономичные решения. | Высокоточные профили, сложные полые формы, сплавы, чувствительные к трению. |
Горячая и холодная экструзия: роль температуры
Температура, при которой происходит экструзия, оказывает огромное влияние на процесс и свойства конечного продукта.
Горячая экструзия
Это, безусловно, наиболее распространенный тип экструзии, особенно для алюминиевых и медных сплавов. Процесс проводится при повышенных температурах, значительно превышающих температуру рекристаллизации материала (для алюминия это обычно диапазон 350-500°C / 660-930°F).
- Зачем делать это на жаре? Нагрев заготовки делает материал мягким и пластичным. Это значительно снижает усилие, необходимое для ее проталкивания через матрицу, и позволяет создавать очень сложные и замысловатые поперечные сечения.
- Основные компромиссы: Этот процесс позволяет создавать чрезвычайно сложные формы, но в результате получается не совсем идеальный результат. отделка поверхности (из-за окисления) и более широкие допуски по размерам (из-за термического сжатия).
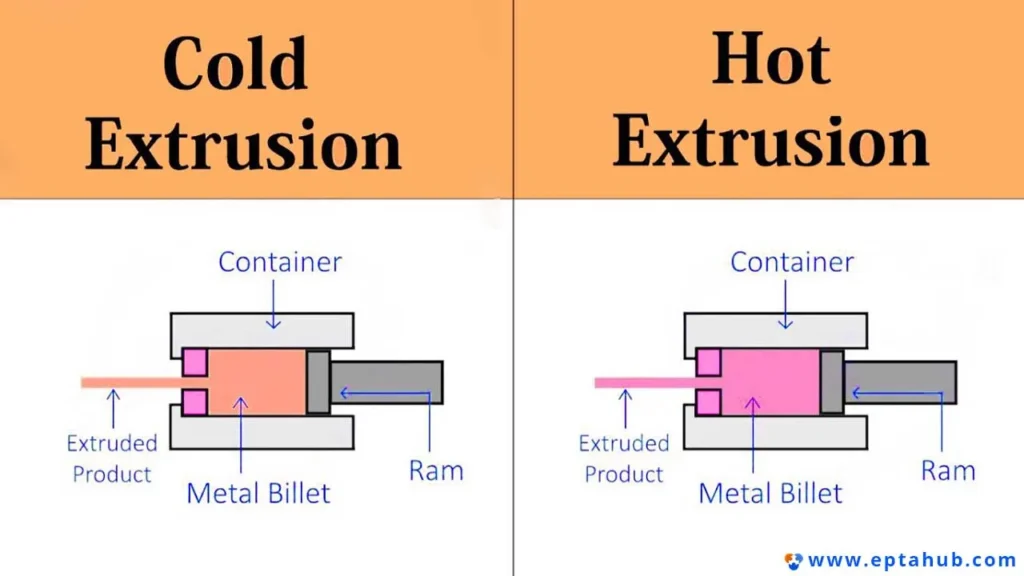
Холодная экструзия
Холодная экструзия осуществляется при комнатной температуре или около нее. Поскольку материал не размягчается под воздействием тепла, для его деформации требуется огромная сила.
- Зачем это делать на холоде? Главное преимущество заключается во влиянии на свойства материала. Этот процесс представляет собой разновидность холодной обработки, которая приводит к... упрочнение при деформации. Полученная деталь значительно прочнее и тверже, чем исходный материал.
- Основные компромиссы: Этот процесс обеспечивает превосходную чистоту поверхности, жесткие допуски и улучшенные механические свойства. Однако он требует значительных усилий и ограничен применением к более простым формам.
Выбор материала: почему алюминий — лучший выбор
Хотя вы можете экструдировать пластик, медь, латунь и даже сталь (с большим трудом), алюминий Это квинтэссенция экструзионных материалов. Более 701 тонны всех экструдированных металлических изделий изготовлены из алюминиевых сплавов.
Почему алюминий так идеально подходит для экструзии?
- Отличная экструдируемость: Он имеет относительно низкую температуру плавления и очень пластичен в горячем состоянии, что позволяет легко проталкивать его через сложные штампы.
- Высокое соотношение прочности к весу: Это делает его идеальным для применения в строительных конструкциях, где вес имеет первостепенное значение.
- Естественная коррозионная стойкость: На алюминии мгновенно образуется прочный, прозрачный оксидный слой, защищающий его от воздействия окружающей среды. Это свойство можно дополнительно усилить с помощью анодирования.
Наиболее распространенные алюминиевые сплавы для экструзии:
- Алюминий 6063: Наиболее распространенный сплав для экструзии. Он обеспечивает превосходную чистоту поверхности, высокую коррозионную стойкость и легко поддается анодированию. Является стандартом для архитектурных и декоративных применений.
- Алюминий 6061: По прочности превосходит сплав 6063. Это универсальный конструкционный сплав, используемый во всем, от каркасов машин до компонентов аэрокосмической отрасли. Качество обработки поверхности очень хорошее, хотя и не такое безупречное, как у сплава 6063.
Проектирование интеллектуальных профилей: ключевые правила технологичности производства (DFM)
Стоимость и качество вашей экструдированной детали в значительной степени определяются на этапе проектирования. Хорошо спроектированный профиль обеспечивает бесперебойную работу. Плохо спроектированный профиль создает проблемы для экструдера и увеличивает ваши затраты. Как инженер, ежедневно проверяющий эти проекты, я в первую очередь обращаю внимание на следующие правила.
- Правило 1: Стремитесь к равномерной толщине стенки. Это золотое правило. Профиль со стенками одинаковой толщины будет остывать равномерно, минимизируя деформацию и внутренние напряжения. Если толстая секция соединена с тонкой, тонкая часть остынет и сожмется быстрее, что потенциально может деформировать весь профиль.
- Правило 2: Избегайте острых углов. Острые внутренние и внешние углы являются концентраторами напряжений в матрице, что приводит к преждевременному износу и поломке. Они также препятствуют плавному потоку металла. Всегда добавляйте большие радиусы (минимум 0,5-1,0 мм — хорошая отправная точка).
- Правило 3: Соблюдайте симметрию. Симметричные профили легче экструдировать, поскольку давление и поток металла сбалансированы. Асимметричные формы могут создавать неравномерные нагрузки на матрицу, что затрудняет соблюдение жестких допусков.
- Правило 4: Понимание того, что пустотелые полости увеличивают стоимость. Сплошные профили экструдируются через простую пластинчатую матрицу. Для полых профилей (например, квадратных труб) требуется гораздо более сложная “паукообразная” или “отверстная” матрица, где металл разделяется и снова сваривается в камере перед выходом. Такие матрицы дороже в изготовлении и обслуживании. Если вы можете реализовать свою конструкцию с помощью открытого профиля, это будет дешевле.
- Правило 5: Учитывайте соотношение сторон. Избегайте слишком длинных, тонких и неподдерживаемых элементов. Очень высокое и тонкое ребро радиатора гораздо сложнее выдавить без деформации, чем более короткое и толстое. Обычно следует учитывать соотношение высоты к зазору 10:1.
Пример из практики: Разработка радиатора для светодиодного светильника по индивидуальному заказу.
- Задача: Клиент разрабатывал мощный промышленное светодиодное освещение Их первоначальный прототип, использующий стандартный радиатор, перегревался, что приводило к преждевременному выходу светодиодов из строя. Им требовалось нестандартное решение, которое бы максимально увеличило площадь поверхности для охлаждения в компактном корпусе.
- Почему именно экструзия? Длинные, тонкие и сложные ребра, необходимые для высокоэффективного радиатора, невозможно изготовить экономически целесообразным способом. Экструзия оказалась единственным жизнеспособным методом производства.
- Наш процесс проектирования (с применением DFM):
- Выбор материалов: Мы выбрали Алюминий 6063-Т5. Сплав 6063 был выбран за его превосходную теплопроводность и способность экструдироваться в профили с тонкими ребрами с высоким соотношением сторон. Термообработка по методу Т5 (искусственное старение) обеспечивает хорошую стабильность размеров.
- Проектирование ребер (правило DFM 5): Изначально инженеры хотели получить чрезвычайно тонкие и высокие ребра. Мы провели моделирование потока и сообщили им, что при определенном соотношении высоты к зазору (примерно 10:1) ребра становится трудно экструзиворовывать без деформации, и эффективность охлаждения снижается. В итоге мы остановились на немного более коротких и широких ребрах, которые оказались более прочными в изготовлении.
- Толщина основания (Правило DFM 1): Мы позаботились о том, чтобы основание радиатора было толстым и однородным, чтобы обеспечить равномерное распределение тепла и создать стабильную опору для ребер во время процесса экструзии.
- Монтажные отверстия: Вместо того чтобы обрабатывать монтажные отверстия позже, мы разработали “выступы для винтов” непосредственно в профиле экструзии. Это круглые каналы, которые можно просверлить и нарезать резьбу за одну простую дополнительную операцию, что значительно экономит время обработки на станке.
- Результат: Итоговый экструдированный радиатор показал лучшие результаты по сравнению со стандартным решением, решив проблему перегрева. Применив принципы DFM с самого начала, мы создали профиль, который был не только теплоэффективной, но и экономически выгодной для крупномасштабного производства.
Как найти поставщика экструзионных профилей: составление идеального запроса коммерческого предложения.
Четкий и полный пакет документов для запроса коммерческого предложения — лучший способ быстро и точно получить ценовые предложения. Вот что должен увидеть ваш партнер по экструзионной продукции.
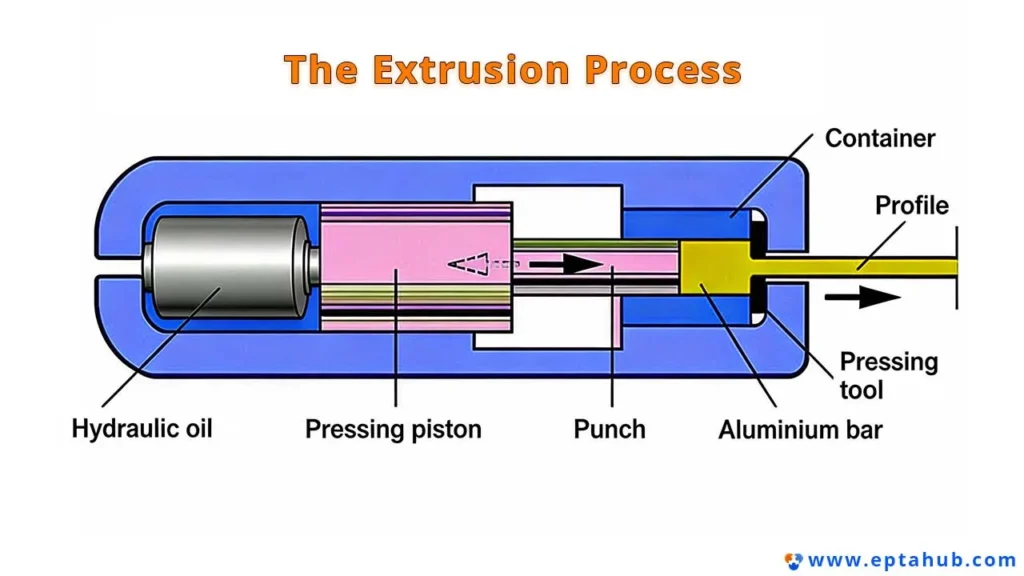
Таблица 2: Контрольный список запроса коммерческого предложения для экструдированных компонентов.
| Категория | Информация для предоставления | Почему это крайне важно для вашего поставщика |
|---|---|---|
| 1. Чертеж профиля / САПР | • Двумерный чертеж (PDF или DXF) На рисунке показано поперечное сечение со всеми четко обозначенными критическими размерами и допусками. | Это единственный источник достоверной информации о форме профиля. Мы используем её для проектирования штампа и для контроля качества. |
| 2. Сплав и закалка | • Укажите точный сплав и степень закалки. (например, “Алюминий 6061-T6” или “Алюминий 6063-T5”). | Это не подлежит обсуждению. Сплав определяет свойства материала (прочность, отделка, коррозионная стойкость), а закалка определяет его окончательное состояние после термообработки. Просто “алюминий” — недостаточное описание. |
| 3. Допуски | • Укажите стандартные коммерческие допуски или укажите более жесткие допуски для критически важных элементов. Будьте реалистичны. | Стандартные допуски при экструзии шире, чем допуски при механической обработке. Излишне жесткие допуски значительно увеличивают стоимость и сложность процесса. |
| 4. Длина и количество | • Длина нарезки: “Резка до 2000 мм ± 1 мм”. • Общее количество: “Предложение на 500 метров” или “Предложение на 250 штук по 2 метра каждая”. |
Цена в значительной степени зависит от общего объема (веса) заказа, поскольку от него зависит количество обрабатываемых заготовок. Затраты на наладку штампа амортизируются на весь объем заказа. |
| 5. Второстепенные операции | • Четко укажите, если вам требуется дополнительная обработка, например: сверление, нарезание резьбы, Обработка на станках с ЧПУ, или резка под углом. | Это отдельные этапы производства, которые увеличивают стоимость и время выполнения заказа. Нам необходимо знать, продаем ли мы только заготовку из экструзионного материала или готовую деталь. |
| 6. Требования к отделке | • Укажите желаемый тип обработки поверхности: Заводская отделка (в экструдированном виде), Анодированное покрытие (укажите тип и цвет, например, “Прозрачное анодирование, тип II, класс 1”), или Порошковое покрытие (укажите цвет). | Финишная обработка — это критически важный этап, влияющий на внешний вид, долговечность и стоимость. Анодирование также незначительно влияет на размеры, что необходимо учитывать. |
Часто задаваемые вопросы (FAQ)
В: Приведите пример экструзии.
А: Вы видите профили повсюду. Распространенные примеры: алюминиевые оконные и дверные рамы, Т-образные несущие конструкции (например, 80/20), электрические корпуса, радиаторы для электроники, трубки и трубы, перила и архитектурная отделка.
В: Что такое экструзия простыми словами?
А: Это производственный процесс, в ходе которого создаются объекты с фиксированным поперечным сечением путем продавливания материала через матрицу желаемой формы. Простейшая аналогия — это выдавливание теста через кондитерский пресс или зубной пасты из тюбика.
В: Какой тип экструзии встречается чаще всего?
А: Горячая экструзия алюминиевых сплавов серии 6000 методом прямой экструзии. (как 6063 и 6061) — это, безусловно, самый распространенный тип экструзия металла Выступали по всему миру.
В: В чем разница между экструзией и Литье под давлением?
А: Экструзия создает непрерывный линейный профиль одного поперечного сечения (например, трубы или рельса), который затем разрезается на отрезки нужной длины. Литье под давлением Экструзия создает дискретные трехмерные детали (например, пластиковую шестерню или чехол для телефона) путем впрыскивания расплавленного материала в закрытую форму. Экструзия — это преобразование двухмерных форм в трехмерные, тогда как формование создает полностью трехмерные формы за один цикл.
Заключение: Основы современного производства
Экструзия — это основополагающий процесс, позволяющий инженерам создавать сложные, легкие и прочные профили так, как не может ни один другой процесс. Ее способность точно размещать металл там, где это необходимо, и только там, где это необходимо, делает ее элегантным решением для невероятного спектра конструктивных и тепловых задач.
Понимая основы процесса, проектируя с учетом технологичности производства и предоставляя четкие технические характеристики, вы можете раскрыть весь потенциал экструзии. Вы можете создавать детали, которые не только функциональны и надежны, но и очень экономичны. Здесь, в Эптахаб, Мы живем и дышим этим процессом, помогая нашим клиентам превратить простую заготовку в основу их следующего выдающегося продукта.
Ссылки
1.ASTM B221-21, “Стандартные технические условия на экструдированные прутки, стержни, проволоку, профили и трубы из алюминия и алюминиевых сплавов”, ASTM International. https://www.astm.org/b0221-21.html
2. Технология экструзии алюминиевых профилей для фундаментов (ET Foundation). https://www.etfoundation.org/







