











In der amerikanischen Hardwareentwicklung hat der 3D-Druck (insbesondere FDM – Fused Deposition Modeling) die Validierung von Designs grundlegend verändert. Doch er hat auch ein massives Problem geschaffen: Ingenieure und Einkäufer behandeln alle Kunststoffe gleich.
Wenn Sie eine ganze Reihe von Bambu-Desktop-Druckern betreiben, um Schreibtischspielzeug, Tabletop-Miniaturen oder kosmetische Kleinigkeiten herzustellen, bleiben Sie dabei PLA. Es lässt sich leicht drucken, ist günstig und sieht hübsch aus.
Aber ich arbeite nicht mit Schreibtischspielzeug. eptahub.com, Mein Team arbeitet mit OEMs, Tier-1-Zulieferern und ambitionierten Hardware-Startups zusammen. Wenn Sie sich an uns wenden wegen schnelles Prototyping um ein Design zu validieren vor Beim Auftragen von $15,000 auf eine Stahlspritzgussform kommt es auf die mechanischen Eigenschaften Ihres Prototyps an.
Wenn Sie einem Investor oder Beta-Tester einen funktionsfähigen, aus PLA gedruckten Prototyp geben und dieser ihn in einem heißen Auto in Texas liegen lässt, wird er sich zu einem unkenntlichen Klumpen verformen. Ihr Pitch ist gescheitert. Ihre Validierung schlägt fehl.
Wenn Sie einen funktionalen, stoßfesten und chemikalienbeständigen Prototyp benötigen, der die Lücke zwischen digitaler CAD-Konstruktion und einem in Serie gefertigten Spritzgussteil schließt, verlagern wir das Gespräch auf PETG.
Was extrudieren wir eigentlich?
Bevor wir über Streckgrenze und thermische Verformung sprechen, definieren wir zunächst die chemischen Grundlagen. Man kann nicht Entwickle kein Produkt, wenn du den Rohstoff nicht verstehst..
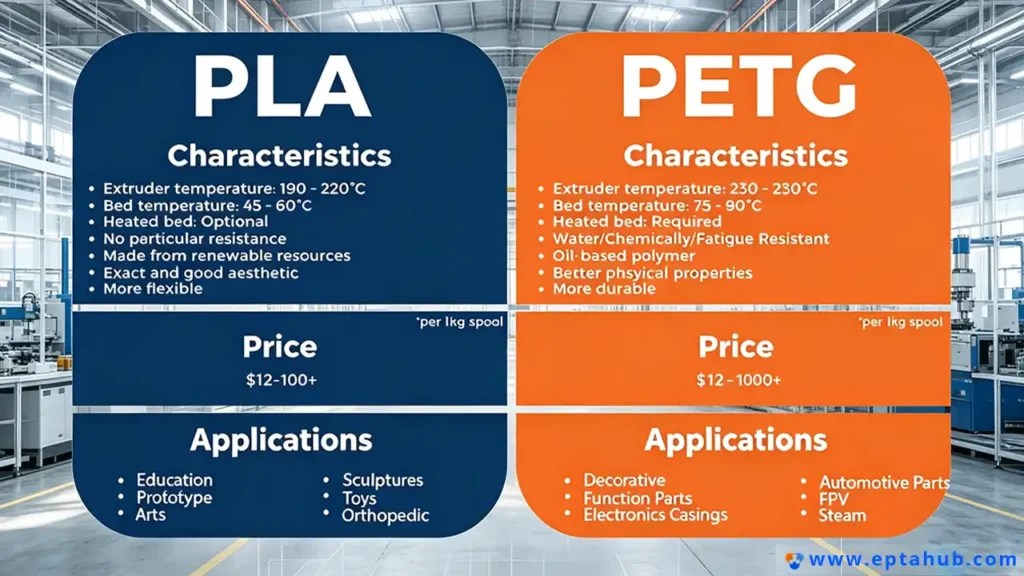
- PLA (Polymilchsäure): Es handelt sich um einen biologisch abbaubaren, auf Maisstärke basierenden thermoplastischen Kunststoff. Er ist extrem steif, schrumpft beim Abkühlen praktisch nicht (weshalb er sich so leicht bedrucken lässt), ist aber unglaublich spröde.

- PETG (Polyethylenterephthalatglykol): Wenn man einer handelsüblichen PET-Wasserflasche Glykol hinzufügt, erhält man PETG. Das Glykol verhindert, dass das Material beim Erhitzen kristallisiert und spröde wird. Das Ergebnis ist ein äußerst haltbarer, duktiler und chemikalienbeständiger Industriethermoplast.

Wenn mich ein Nachwuchsdesigner fragt, “Warum würde man PETG anstelle von PLA verwenden?”, Meine Antwort ist einfach: Überlebensfähigkeit.
PLA dient der Betrachtung geometrischer Strukturen. PETG dient der Prüfung mechanischer Funktionen.
Hitzebeständigkeit von PETG vs. PLA
Die katastrophalsten Fehler, die wir beim ausgelagerten 3D-Druck beobachten, resultieren aus der Missachtung einer Kennzahl namens „…“. Glasübergangstemperatur (Tg). Dies ist die Temperatur, bei der ein starres Polymer zu erweichen beginnt, seine strukturelle Integrität verliert und sich unter seinem Eigengewicht verformt. Es schmilzt nicht, sondern versagt als strukturelles Bauteil.
- PLA hat eine Glasübergangstemperatur (Tg) von etwa 60°C (140°F).
- PETG hat eine Glasübergangstemperatur (Tg) von etwa 80°C bis 85°C (176°F – 185°F).
Betrachten wir ein reales B2B-Szenario aus den USA. Sie entwickeln ein individuelles Elektronikgehäuse für eine im Armaturenbrett montierte Dashcam. Den Prototyp drucken Sie aus PLA. Im Sommer erreicht das Armaturenbrett eines Autos in Phoenix, Arizona, leicht 71 °C (160 °F).
Ihr PLA-Prototyp wird durchhängen, die Schnappverschlüsse werden versagen und die interne Leiterplatte wird herausfallen.
Wenn Sie genau das Gleiche ausgedruckt hätten .SCHRITT Die Datei ist bei eptahub.com in PETG erhältlich, und das Gehäuse bleibt unbeschädigt. Es behält seine Maßgenauigkeit auch unter normaler thermischer Belastung. Deshalb bevorzugen Ingenieurbüros PETG gegenüber PLA für alle Produkte, die im Außenbereich eingesetzt werden, mechanischer Reibung oder mäßiger Hitze ausgesetzt sind.
Damit ist auch eine sehr häufige und sehr spezifische Frage beantwortet: “Ist PETG kochwasserbeständig?”
Nein. Siedendes Wasser hat eine Temperatur von 100 °C (212 °F). Die Glasübergangstemperatur (Tg) von PETG liegt bei 80 °C. Wenn man ein PETG-Teil in kochendes Wasser gibt, verformt es sich schnell. Falls Sterilisationstemperaturen erforderlich sind, müssen Sie von FDM auf spritzgegossenes Polycarbonat (PC) oder PEEK umsteigen.
Festigkeit von PETG vs. PLA (spröde vs. duktil)
In der Welt des Maschinenbaus herrscht ein massives Missverständnis darüber, was “Festigkeit” eigentlich bedeutet.
Wenn man sich ausschließlich die Angaben im Datenblatt zur Zugfestigkeit ansieht (Ziehen des Kunststoffs bis zum Bruch), schneidet PLA oft etwas besser ab. höher als PETG. Aber diese Zahl ist eine Falle.
PLA ist zwar sehr steif, aber wenn es versagt, sind die Folgen katastrophal. Es ist nahezu nicht stoßfest. Lässt man ein PLA-Gehäuse auf einen Betonboden fallen, zerspringt es wie Glas.
PETG ist duktil. Es besitzt eine extrem hohe Schlagfestigkeit. Wenn man mit einem Hammer auf eine PETG-Halterung schlägt, wird diese sich verformen, verbiegen und die kinetische Energie absorbieren, bevor sie schließlich reißt.
In der industriellen Fertigung bevorzugen wir biegsame Teile gegenüber bruchgefährdeten. Eine verbogene Halterung bedeutet einen Wartungsauftrag; eine zerbrochene Halterung ist ein katastrophaler Ausfall, der die gesamte Baugruppe zerstört.
Die Engineering FDM Material Matrix
Um Ihrem Einkaufsteam einen fairen Vergleich zu ermöglichen, finden Sie hier die Referenzmatrix, die wir bei eptahub.com zur Bewertung verwenden. PLA vs. PETG vs. ABS vs. TPU für die funktionale Prototypenerstellung.
| Material | Primäres technisches Merkmal | Glasübergang (Tg) | Schlagfestigkeit | Ideale B2B-/Prototyping-Anwendung |
|---|---|---|---|---|
| PLA | Höchste Maßgenauigkeit, hohe Steifigkeit. | 60 °C (140 °F) | Sehr gering (spröde) | Visuelle Mockups, Modelle für Investorenpräsentationen, stressfreie Passformprüfungen. |
| PETG | Ausgezeichnete Chemikalienbeständigkeit, hohe Duktilität. | 80 °C (176 °F) | Hoch | Flüssigkeitshandhabungsverteiler, Drohnenrahmen, Gehäuse für Außensensoren. |
| ABS | Hohe Hitzebeständigkeit, nachbearbeitungsfähig. | 105 °C (221 °F) | Sehr hoch | Prototypen für Fahrzeuginnenausstattungen, Schnappverbindungen. (Erfordert industrielle, geschlossene Drucker) |
| TPU | Elastomerische (gummiartige) Flexibilität. | Variiert stark | Extrem | Maßgefertigte Dichtungen, Schwingungsdämpfer, ergonomische Umspritzungen. |
Wenn Sie sich auf ein hohes Produktionsvolumen vorbereiten Spritzguss, Wir empfehlen fast immer, Ihr Bauteil als Prototyp zu erstellen in ABS oder PETG. Diese Materialien ahmen das Fließ- und mechanische Verhalten von Standardmaterialien nach. Spritzguss Harze, die weitaus besser sind als PLA es jemals sein wird.
Was sind die Nachteile von PETG?
Als erfahrener Fertigungsingenieur beschönige ich den Einkaufsteams niemals die Materialspezifikationen. Ich glaube nicht an “perfekt”.” technische Werkstoffe. Jedes Polymer ist ein Kompromiss. PETG ist zwar PLA in puncto Beständigkeit deutlich überlegen, verursacht aber erhebliche Probleme in der Fertigung.
Wenn Sie Ihren 3D-Druck an eptahub.com auslagern, kümmern wir uns um diese Probleme. Wenn aber Ihr internes Forschungs- und Entwicklungsteam den Druckprozess durchführt, … PETG vs. PLA Bambus Vergleicht man dies mit Ihren hauseigenen Desktop-Rechnern, so werden Sie mit den brutalen Realitäten konfrontiert.
1. Starke Hygroskopie (Es trinkt Wasser)
PETG ist stark hygroskopisch. Das bedeutet, dass das Filament schnell Luftfeuchtigkeit aufnimmt. Lässt man eine PETG-Spule 48 Stunden lang in einer feuchten Umgebung liegen, ist sie unbrauchbar. Trifft das feuchte Filament auf die 240 °C heiße Druckerdüse, verdampft das Wasser sofort. Dadurch platzt, spritzt und schäumt das Material, was zu strukturell schwachen Bauteilen mit schlechter Druckqualität führt. Oberflächenbeschaffenheit. Bei eptahub.com verwenden wir industrielle Aktiv-Trockenboxen, um unser PETG vor dem Bedrucken bei einer relativen Luftfeuchtigkeit von unter 151 µT/3T zu halten.
2. Fadenziehen und Auslaufen (Der Toleranz-Albtraum)
Durch den Glykolzusatz fließt PETG im heißen Zustand wie Sirup. Bewegt sich die Druckdüse durch die Luft (die Vorschubbewegung), tritt der Kunststoff aus und hinterlässt feine, spinnennetzartige Fäden auf dem gesamten Bauteil. Zwar lässt sich dies durch aggressive Rückzugseinstellungen in der CAM-Software reduzieren, doch erschwert es das Drucken hochkomplexer, eng tolerierter Innengeometrien (wie z. B. M3-Gewindebohrungen) deutlich im Vergleich zu PLA.
3. Es verschmilzt mit dem Bett (destruktive Adhäsion)
PETG haftet extrem stark an Druckoberflächen – insbesondere an Glas oder PEI-Platten (Polyetherimid). Wenn ein unerfahrener Techniker vor dem Druckvorgang kein Trennmittel (wie einen Klebestift oder eine spezielle Paste) aufträgt, verbindet sich das PETG-Teil dauerhaft chemisch mit dem Glasbett. Beim Entfernen würden buchstäblich Glasstücke aus der Maschine gerissen.
Kann man aus einem PETG-Becher trinken?
Diese Frage wird mir ständig von Hardware-Startups gestellt, die versuchen, individuelle Wasserflaschen, Sport-Shaker oder Küchengeräte zu entwickeln.
Das rohe, ungebrauchte PETG-Granulat gilt im Allgemeinen als FDA-konform für den Kontakt mit Lebensmitteln. Es besteht aus der gleichen chemischen Basis, die auch in Standard-Wasserflaschen von Dasani verwendet wird.
Aus amerikanischer Unternehmenshaftungs- und Ingenieursperspektive jedoch: Nein, aus einem 3D-gedruckten PETG-Becher kann man nicht bedenkenlos trinken.
So sieht die Realität der Lieferkette aus:
- Das FDM-Verfahren erzeugt Bakterienfallen: Beim FDM-3D-Druck entstehen mikroskopisch kleine Spalten zwischen den einzelnen Schichten des extrudierten Kunststoffs. Diese Schichtgrenzen bieten einen idealen, kaum zu reinigenden Nährboden für Bakterien. Selbst wenn man das Produkt in der Spülmaschine reinigt (was nicht möglich ist, da die Temperatur in der Spülmaschine über 70 °C erreicht und das Produkt verformen würde), überleben die Bakterien in den Mikrospalten.
- Die Verunreinigung der Messingdüse: Sofern der Hersteller keine Düse aus gehärtetem Stahl oder mit Rubinspitze verwendet, enthalten Standard-Messingdüsen für 3D-Drucker häufig Spuren von Blei, um die Bearbeitbarkeit zu verbessern. Dieses Blei gelangt in den heißen Kunststoff.
- Filamentadditive: Sofern Sie kein zertifiziertes Sicherheitsdatenblatt (MSDS) besitzen, aus dem hervorgeht, dass der im Filament verwendete Farbstoff den FDA-Lebensmittelstandards entspricht, setzen Sie sich einem massiven Haftungsrisiko aus.
Wenn Sie ein lebensmittelechtes Produkt benötigen, verwenden Sie PETG oder Tritan für die Prototypenerstellung. Form, Dann aber bezahlen Sie eptahub.com dafür, dass diese eine Aluminium-Spritzgussform herstellen und die Endteile unter Verwendung zertifizierter, reiner, medizinischer Kunststoffe in einer Reinraumumgebung spritzen.
Fallstudie: Der Strategiewechsel eines Robotik-Startups (Von FDM zur Massenproduktion)
Betrachten wir ein reales Szenario, wie die Verwendung des richtigen Prototyping-Materials die Lücke zur Massenproduktion schließt.
Das Szenario: Ein Robotik-Startup in Boston entwickelte eine automatisierte Lagerhausdrohne. Dafür benötigten sie ein komplexes, leichtes Chassis zur Aufnahme der Kameraoptik und der LiDAR-Sensoren. Um Kosten zu sparen, fertigten sie zunächst einen Prototyp des Chassis in Eigenregie aus PLA an.
Die Katastrophe: Bei einer Live-Demonstration für Investoren der Serie A landete die Drohne hart auf dem Betonboden einer Lagerhalle. Das PLA-Chassis zerbrach sofort. Der teure LiDAR-Sensor wurde aus seiner Halterung gerissen, wodurch der Prototyp zerstört und die Demonstration abgebrochen werden musste.
Die Eptahub-Lösung: Sie kontaktierten uns in Panik.
- Wir nahmen ihre
.SCHRITTDateien und druckten das Chassis sofort neu aus unter Verwendung PETG in Industriequalität. - Wir haben die PETG-Prototypen über Nacht versandt. Zwei Tage später unterzogen sie sich demselben Falltest. Das PETG-Gehäuse gab nach, absorbierte die Aufprallenergie und blieb völlig unbeschädigt. Die Investoren haben die Finanzierungsrunde abgeschlossen.
- Da der PETG-Prototyp die mechanische Konstruktion erfolgreich validierte, gingen wir direkt zum Rapid Tooling über. Wir fertigten eine P20-Stahlform für 6.500 USD und spritzgegossen 2.000 Einheiten aus einer ABS/Polycarbonat-Mischung. Die Stückkosten sanken auf 2,10 USD pro Chassis.
Durch das Verständnis der mechanischen Grenzen ihrer Polymere konnten sie ihre Finanzierungsrunde retten und einen reibungslosen Übergang schaffen zu hohes Volumen Herstellung.
Häufig gestellte Fragen für Ingenieure: Spezifizierung von Kunststoffen für die Produktion
Frage 1: Wir konstruieren ein Bauteil, das außen angebracht wird. Sollten wir ABS oder PETG verwenden?
Verwenden Sie PETG. ABS ist sehr UV-beständig. Unbehandeltes ABS im Freien wird durch das ultraviolette Licht der Sonne zersetzt, wodurch es innerhalb weniger Monate gelb, kreidig und spröde wird. PETG hingegen bietet eine hervorragende natürliche UV-Beständigkeit und ist deutlich witterungsbeständiger.
Frage 2: Kann ich PETG chemisch glätten, wie ich es mit ABS kann?
Nein. ABS lässt sich mit Aceton dampfglätten, wodurch die äußere Schicht zu einer glänzenden, spritzgussähnlichen Oberfläche schmilzt. PETG ist chemisch beständig gegen Aceton, Isopropylalkohol und die meisten gängigen Lösungsmittel. Um PETG zu glätten, müssen extrem gefährliche Chemikalien wie Dichlormethan oder Ethylacetat verwendet werden, die wir für Standard-Prototypen nicht empfehlen. Wenn Sie eine glatte Oberfläche benötigen, müssen Sie diese manuell schleifen oder auf Spritzguss umsteigen.
Frage 3: Wenn wir von PETG FDM umsteigen wollen Prototypen bis hin zum Spritzguss, Müssen wir die CAD-Datei neu gestalten?
Ja. Beim FDM-3D-Druck spielen Entformungsschrägen und gleichmäßige Wandstärke keine Rolle. Beim Spritzgießen hingegen schon. Wenn Sie uns eine kantige FDM-Datei senden, führen unsere Ingenieure bei eptahub.com eine DFM-Analyse (Design for Manufacturing) durch, um Entformungsschrägen hinzuzufügen (damit sich das Teil aus der Stahlform lösen lässt) und dicke Bereiche auszuhöhlen, um Einfallstellen beim Abkühlen des Kunststoffs zu vermeiden.
Maßgebliche Nachschlagewerke zu Ingenieurwesen und Materialien
Um die thermodynamischen und mechanischen Eigenschaften dieser Polymere vollständig zu verstehen, sollte Ihr Ingenieurteam die folgenden Standardquellen konsultieren:
- FDA CFR Titel 21 (Lebensmittel und Arzneimittel)
Für Hardware-Startups, die sich mit dem Mythos der “Lebensmittelsicherheit” auseinandersetzen: Abschnitt 177.1630 behandelt explizit Polyethylenphthalat-Polymere (wie PET und PETG) und die strengen Migrationstests, die für den legalen Verkauf von Produkten mit Lebensmittelkontakt in den Vereinigten Staaten erforderlich sind.
Link: FDA.gov







