











En mis 12 años evaluando geometrías CAD y validando flujos de trabajo de fabricación aditiva en eptahub.com, he visto cómo la impresión 3D ha evolucionado desde una herramienta de prototipado frágil hasta convertirse en un método de producción legítimo y de alto volumen. Cuando un cliente me presenta un componente estructural muy complejo y de bajo volumen, especialmente uno con canales internos o geometrías imposibles, mi recomendación inmediata es casi siempre la sinterización selectiva por láser (SLS).
Entonces, ¿Qué es la sinterización selectiva por láser (SLS)?
En términos estrictamente de ingeniería: SLS es una tecnología de fabricación aditiva (AM) industrial que pertenece a la familia de fusión de lecho de polvo (PBF). Utiliza un láser de alta potencia (normalmente un láser de dióxido de carbono o de fibra) para fusionar con precisión partículas microscópicas de polvo de polímero en una estructura tridimensional sólida basada en un proceso digital. CANALLA modelo.
¿Cuál es el principio de SLS?
Cuando los ingenieros jóvenes preguntan, “¿Cuál es el principio de SLS?”, A menudo confunden “sinterización” con “fusión”.”
La sinterización es un término de la metalurgia y la ciencia de los polímeros. Se refiere al proceso de compactación y formación de una masa sólida de material por calor o presión sin fundirlo hasta el punto de licuefacción.. El calor del láser provoca que la capa exterior de las partículas de polímero se fusione a nivel molecular.
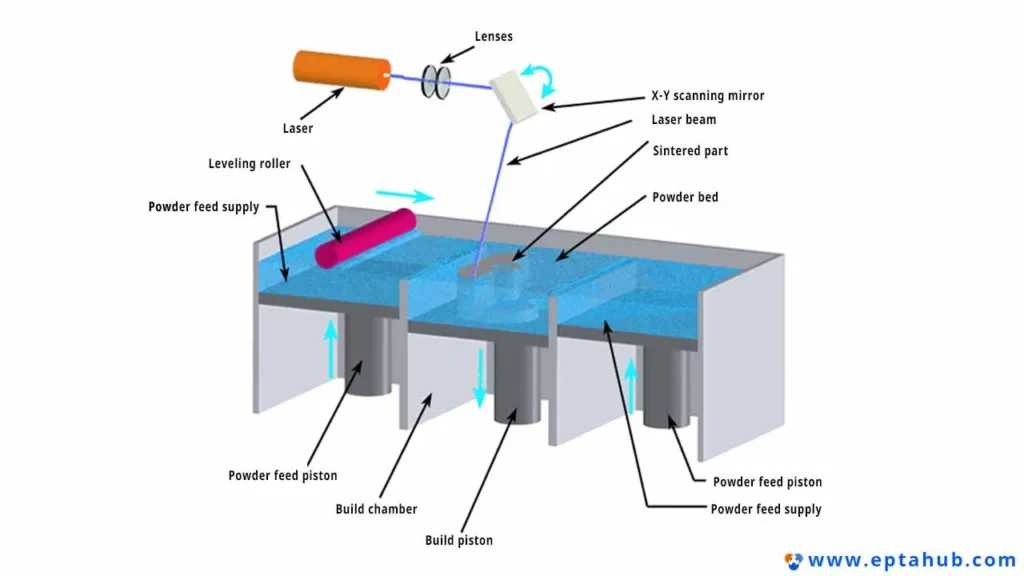
Aquí está la física exacta paso a paso de la proceso de sinterización selectiva por láser dentro de una zona industrial Impresora SLS:
- Precalentamiento (el paso crítico): El depósito de polvo se llena con un polímero específico (normalmente nailon). Los calentadores internos de la impresora elevan la temperatura ambiente del lecho de polvo a apenas una fracción de grado por debajo de la temperatura de fusión del polímero. punto de fusión. Nota de ingeniería: Este precalentamiento es crucial. Si el láser tuviera que calentar el polvo desde la temperatura ambiente hasta su punto de fusión, la rápida expansión y contracción térmica provocaría una deformación catastrófica de la pieza.
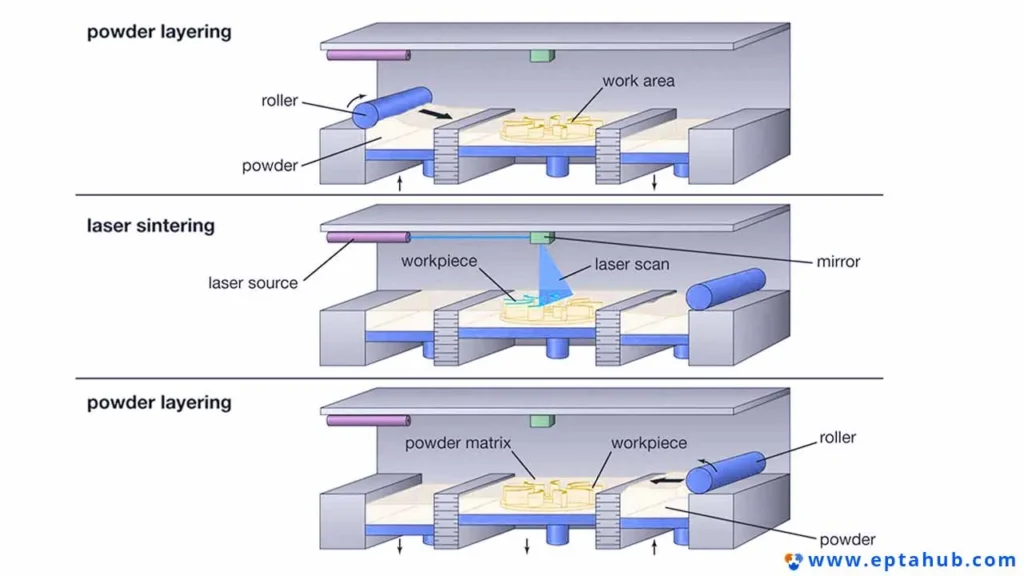
- Recubrimiento: Un rodillo o una cuchilla de recubrimiento extiende una capa ultrafina de polvo fresco (normalmente de 0,1 mm o 100 micras de espesor) sobre la plataforma de construcción.
- Sinterización láser: Un láser de alta intensidad, controlado por galvanómetros (espejos) mediante ordenador, traza la sección transversal exacta del modelo CAD para esa capa específica. Al incidir el láser sobre el polvo precalentado, le proporciona la energía térmica final necesaria para sinterizar las partículas y formar una sección transversal sólida.
- Caída del eje Z: La plataforma de construcción desciende exactamente el grosor de una capa (0,1 mm).
- Iteración: El sistema de recubrimiento extiende una nueva capa de polvo y el láser vuelve a disparar, fusionando la nueva capa con la capa sólida subyacente. Este proceso se repite miles de veces hasta que la pieza 3D completa se forma dentro de una masa de polvo sin sinterizar.
- Enfriamiento y eliminación de polvo: Una vez finalizado, La cámara de construcción debe enfriarse lentamente para evitar deformaciones por choque térmico. A continuación, las piezas se extraen del lecho de polvo sin sinterizar y el polvo suelto se elimina mediante aire comprimido y microesferas de vidrio.
Ventaja del SLS: Estructuras de soporte cero
Desde la perspectiva del diseño para la fabricación aditiva (DfAM), el principio más profundo de SLS es el siguiente: El polvo sin sinterizar actúa como una estructura de soporte natural.
Al diseñar para FDM o SLA, los ingenieros deben invertir horas en generar y retirar andamios de soporte para evitar que las partes sobresalientes se derrumben. En SLS, se puede imprimir un barco dentro de una botella, una malla metálica entrelazada o complejos colectores internos de fluidos sin ninguna estructura de soporte. La pieza sólida simplemente queda suspendida en el lecho de polvo densamente compactado.
¿La tecnología SLS es de metal o de plástico?
Uno de los puntos de confusión más comunes en el cadena de suministro es la consulta: ¿La tecnología SLS es de metal o de plástico?
Para ser técnicamente precisos en la terminología actual de la industria: SLS se refiere estrictamente a la impresión de polímeros (plásticos).
Si bien la física de la fusión por lecho de polvo se puede aplicar a los metales, las siglas cambian para distinguir la enorme diferencia en los requisitos térmicos y la arquitectura de la máquina.
- Si imprimes plásticos (nylon, TPU), se llama SLS (Sinterización selectiva por láser).
- Si está imprimiendo metales (titanio, aluminio, Acero inoxidable), el proceso se llama DMLS (Sinterización láser directa de metales) o SLM (Fusión selectiva por láser). (Nota: Profundizaremos en DMLS en la Parte 2 de esta guía).
Los polímeros clave de SLS
Cuando usted emite un Billete de Materiales (BOM) para una pieza SLS, se trabaja principalmente con poliamidas (nylon).
- PA12 (Nylon 12): El rey indiscutible de SLS. Ofrece una excelente resistencia a la tracción, alta resistencia química e increíblemente baja absorción de humedad. Es el material predeterminado para engranajes funcionales, bisagras flexibles y automotor recintos.
- PA11 (Nylon 11): El PA11, derivado del aceite de ricino (lo que lo hace más ecológico), es ligeramente más flexible y posee una resistencia al impacto significativamente mayor que el PA12. Lo recomendamos para protectores de drones o carcasas de ajuste a presión que deben soportar caídas.
- Nylon reforzado con fibra de vidrio (PA12-GF): Al mezclar microesferas de vidrio con polvo de nailon, la pieza resultante adquiere una rigidez excepcional y una alta resistencia a la deformación térmica (alta temperatura de deflexión térmica). Ideal para componentes del compartimento del motor.
- TPU (Poliuretano Termoplástico): Un polvo flexible, similar al caucho, que se utiliza para imprimir juntas personalizadas, amortiguadores y tecnología portátil.
SLS vs SLA
Al evaluar una solicitud de cotización de fabricación aditiva en eptahub.com, la comparativa tecnológica más frecuente es: SLS vs SLA (Estereolitografía).
Si bien ambas técnicas utilizan láseres, sus principios físicos y aplicaciones de ingeniería son totalmente opuestos. La estereolitografía (SLA) cura la resina fotopolimérica líquida con un láser UV, mientras que la sinterización láser selectiva por láser (SLS) fusiona polvo seco con un láser térmico.
Si elige la tecnología incorrecta, su pieza fallará mecánicamente o tendrá un aspecto estético deficiente. Esta es la matriz técnica que utilizamos para evaluar el proceso adecuado.
| Métrica de ingeniería | SLS (Sinterización selectiva por láser) | SLA (Estereolitografía) | El veredicto del ingeniero |
|---|---|---|---|
| Base de materiales | Termoplásticos de ingeniería (Nylon). | Resinas termoestables curadas con luz ultravioleta. | La tecnología SLS se comporta como el plástico moldeado por inyección real. La tecnología SLA se comporta como el acrílico quebradizo. |
| Resistencia mecánica | Muy duradero, resistente y a prueba de impactos. Resistencia casi isotrópica. | Frágil. Propenso a romperse bajo torsión o impacto. | Ganador en la categoría de Piezas Mecánicas: SLS. |
| Estructuras de soporte | No se requiere nada (el polvo sirve de soporte para la pieza). | Se requieren soportes extensos y rígidos para los voladizos. | Ganador en la categoría de Geometría Compleja: SLS. |
| Acabado superficial | Acabado mate, ligeramente poroso (como un terrón de azúcar). Se aprecian las líneas de las capas si no se ha pulido. | Superficie lisa como el cristal, resolución ultra alta. Líneas de capa invisibles. | Ganador en la categoría de Cosméticos/Joyería: SLA. |
| Estabilidad ambiental | Excelente. Resistente a los rayos UV y a los productos químicos. | Malo. Las resinas SLA se degradan, se vuelven quebradizas y se decoloran bajo la luz solar (exposición a los rayos UV). | Ganador en la categoría de uso en exteriores: SLS. |
Caso práctico de ingeniería: Fallo del efector final robótico
Para ilustrar la importancia crucial de comprender el SLS (Sistema de Logística de Seguridad), veamos un análisis de fallas que realizamos para una empresa de robótica de automatización.
El escenario: El cliente diseñó un efector final neumático de gran complejidad (una pinza robótica) para una línea de montaje automatizada. La pieza incorporaba canales de aire internos y curvos para accionar los dedos de la pinza, reduciendo así la necesidad de mangueras de aire externas.

El fallo inicial (SLA): Inicialmente, crearon un prototipo y probaron la pieza con una impresora SLA industrial, ya que buscaban un acabado liso para los canales de aire. Sin embargo, la resina SLA es un plástico termoestable. Durante un ciclo de producción a alta velocidad, el brazo robótico chocó contra un soporte de acero. El frágil efector final SLA se hizo añicos en una docena de pedazos, lo que provocó la paralización de la línea de montaje durante cuatro horas.
El fallo secundario (FDM): Para reforzar la pieza, la reimprimieron mediante impresión 3D por deposición de filamento (FDM) con plástico ABS. Dado que la FDM requiere estructuras de soporte, los complejos canales de aire internos se llenaron de material de soporte imposible de eliminar mecánicamente. El flujo de aire neumático quedó completamente bloqueado. Además, las piezas impresas con FDM son altamente anisotrópicas (débiles a lo largo de las líneas de capa del eje Z), y la pinza se rompió a lo largo de una línea de capa bajo la presión neumática.
La Resolución de Ingeniería (SLS): Llevaron el archivo CAD a eptahub.com. Inmediatamente cambiamos el proceso de fabricación a SLS utilizando nailon PA12.
- No se necesitan soportes: Los canales de aire internos se imprimieron de forma impecable, ya que el polvo sin sinterizar simplemente se eliminó con aire comprimido después del proceso de fabricación.
- Alta resistencia: La resistencia casi isotrópica del nailon 12 sinterizado permitía que la pieza resistiera impactos fuertes en la línea de montaje sin romperse.
- Viabilidad de la producción: Gracias a que la tecnología SLS permite el anidamiento 3D (apilar las piezas verticalmente en el contenedor de polvo), pudimos imprimir 50 efectores finales en un único ciclo de fabricación de 24 horas, transformando la pieza de un "prototipo" en un componente viable para la producción final.
Este es el verdadero poder de SLS. Cierra la brecha entre la velocidad de la impresión 3D y la fiabilidad mecánica de moldeo por inyección.
Ventajas y desventajas de la sinterización selectiva por láser
Como ingeniero, no creo en los procesos de fabricación "perfectos". Toda tecnología es un compromiso entre velocidad, costo, geometría y propiedades del material. Al integrar la fabricación aditiva, la fabricación en una cadena de suministro en eptahub.com, debemos sopesar rigurosamente la Ventajas y desventajas de la sinterización selectiva por láser antes de aprobar una lista de materiales (BOM).
Las ventajas de la ingeniería
- Libertad geométrica (sin soportes): Como ya se ha comentado, el lecho de polvo no sinterizado actúa como una estructura de soporte 3D completa. Esto permite a los ingenieros diseñar topologías orgánicas y generativas, redes internas y canales de fluidos complejos que son físicamente imposibles de fabricar mediante impresión 3D de 5 ejes. Mecanizado CNC o moldeo por inyección.
- Propiedades mecánicas casi isotrópicas: A diferencia de la impresión por deposición de filamento (FDM), donde las piezas son muy propensas a la delaminación a lo largo del eje Z (líneas de capa), la fusión térmica láser en SLS crea una pieza casi isotrópica. Esto significa que la resistencia a la tracción y la elasticidad son prácticamente idénticas en las direcciones X, Y y Z.
- Anidamiento 3D de alto volumen: En SLS, no estás limitado a imprimir sobre una plataforma plana. Puedes "anidar" piezas en el espacio 3D, apilando cientos de componentes unos sobre otros en el volumen de polvo. Esto convierte a SLS de una herramienta de prototipado en una máquina de producción en serie.
- Sin costes de utillaje: Moldeo por inyección requiere moldes de acero o aluminio (herramientas) que pueden costar 10.000 a50.000 y tardan 8 semanas en mecanizarse. SLS no requiere herramientas, lo que lo convierte en la solución definitiva. solución para la fabricación ágil y diseño iterativo.
Las desventajas de la ingeniería
- Porosidad inherente: Debido a que la sinterización selectiva por láser (SLS) fusiona partículas de polvo, quedan huecos microscópicos entre ellas. La pieza resultante tiene una porosidad aproximada de 5% a 10%. Si se diseña un colector para fluido hidráulico de alta presión, una pieza SLS sin tratar presentará fugas de fluido. Es necesario un postprocesamiento (infiltración con epoxi o alisado por vapor) para lograr la estanqueidad a gases y líquidos.
- Contracción térmica y deformación: El nailon se contrae aproximadamente entre 21 TP3T y 31 TP3T al enfriarse desde su punto de fusión hasta la temperatura ambiente. Si bien el software CAM ajusta automáticamente el tamaño del modelo 3D para compensar, las geometrías gruesas se enfrían más lentamente que las delgadas, lo que provoca una contracción y deformación diferenciales. Por ello, es fundamental diseñar paredes de espesor uniforme.
- Acabado de la superficie: La superficie "tal como se imprime" de una pieza SLS se siente como un terrón de azúcar o papel de lija fino. Si bien es perfectamente aceptable para componentes mecánicos internos, requiere un extenso posprocesamiento (vibroturbamiento, lijado, pintura o alisado por vapor) si se requiere un acabado cosmético visible para el consumidor.
- Tasas de renovación de polvo (coste operativo): No es posible reutilizar indefinidamente el polvo sin sinterizar que queda en la base. La exposición prolongada al calor degrada el peso molecular del polímero. Para mantener la resistencia mecánica, los fabricantes deben mezclar aproximadamente entre 30% y 50% de polvo virgen (nuevo) con el polvo reciclado en cada impresión. Esto hace que los costos operativos (OpEx) de la sinterización selectiva por láser (SLS) sean bastante elevados.
Del prototipo a la producción: ¿Cuáles son los usos típicos de la sinterización selectiva por láser (SLS)?
Hace diez años, la respuesta a “¿Cuáles son los usos típicos de SLS?” era estrictamente prototipado rápido. Hoy en día, gracias a los avances en los materiales, la tecnología SLS está muy arraigada en la producción de productos finales.
Al buscar Aplicaciones de sinterización selectiva por láser, Fíjese en las industrias donde el volumen bajo a medio, la alta complejidad y la reducción de peso son primordiales.
- Conductos para la industria aeroespacial y automotriz: Debido a que SLS permite geometrías sinuosas, de paredes delgadas y complejas sin estructuras de soporte internas, es la estándar para la producción de conductos de aire personalizados para sistemas de control ambiental (ECS) en aeronaves, o colectores de admisión personalizados para vehículos de competición.
- Fabricación de puentes: Si el lanzamiento de un producto requiere 500 unidades inmediatamente, pero el moldeo por inyección Si las herramientas no están listas hasta dentro de dos meses, las empresas utilizan la tecnología SLS para "cubrir el vacío". Imprimen las primeras 500 unidades para que lleguen al mercado a tiempo y luego cambian al moldeo por inyección para la producción en masa.
- Ortesis y prótesis médicas personalizadas: La tecnología SLS es ideal para la personalización masiva. Escanear la extremidad de un paciente e imprimir una férula o prótesis de nailon PA12 ligera y con un contorno perfecto es ahora un procedimiento clínico estándar.

- Plantillas y dispositivos de fabricación: Las fábricas utilizan la tecnología SLS para imprimir bandejas de anidamiento personalizadas, dedos robóticos (efectores finales) y plantillas de alineación para el ensamblaje. El uso de nailon reforzado con fibra de vidrio (PA12-GF) proporciona la rigidez necesaria para soportar el uso intensivo en entornos industriales.
- Sistemas de ajuste a presión y bisagras flexibles: La excepcional ductilidad y resistencia a la fatiga del PA11 y el PA12 convierten a la tecnología SLS en el mejor método de impresión 3D para carcasas que requieren clips de ajuste a presión flexibles o bisagras flexibles que deben abrirse y cerrarse miles de veces.
La contraparte metálica: Sinterización láser directa de metales (DMLS)
Anteriormente, aclaramos que SLS es estrictamente para polímeros. Sin embargo, con frecuencia encontrará el término sinterización láser directa de metales (DMLS) o Fusión selectiva por láser (SLM).
Si bien la arquitectura fundamental (láser + lecho de polvo) es similar, la realidad de la ingeniería es completamente diferente.
- La diferencia energética: Para fundir nailon se necesita un láser de CO2 de potencia relativamente baja (entre 30 y 100 vatios). Para fundir titanio o inconel se necesitan láseres de fibra de potencia extremadamente alta (entre 400 y más de 1000 vatios).
- La paradoja de la estructura de apoyo: En la sinterización selectiva por láser (SLS) de polímeros, el polvo sin sinterizar sirve de soporte a la pieza. En DMLS, es IMPRESCINDIBLE diseñar estructuras de soporte de metal pesado. ¿Por qué? Porque al fundir metal, las tensiones térmicas residuales son tan intensas que, al enfriarse y contraerse, el metal puede desprenderse de la plataforma de impresión o deformarse formando una bola. Los soportes metálicos en DMLS actúan como anclajes térmicos, uniendo la pieza a la robusta plataforma de acero para mantenerla plana durante la impresión.
- El medio ambiente: La litografía láser de campo oscuro (DMLS) debe realizarse en una atmósfera inerte y estrictamente controlada (inundada de gas argón). Si se dispara un láser de 1000 vatios contra una capa de polvo fino de titanio en presencia de oxígeno, no se obtiene una pieza; se produce una explosión catastrófica.
Descifrando el precio de la impresora 3D SLS
Los equipos de compras frecuentemente buscan precio de la impresora 3D SLS Con la esperanza de desarrollar la tecnología internamente, se llevaron una desagradable sorpresa al ver el elevado costo. El costo de la tecnología SLS no se limita a la impresora; abarca toda la infraestructura.
1. Sistemas SLS industriales tradicionales (100.000−500,000+)
Los sistemas de fabricantes tradicionales como EOS o 3D Systems son máquinas enormes de grado industrial diseñadas para la producción en fábrica las 24 horas del día, los 7 días de la semana.
- La impresora: 150kto500 mil.
- La infraestructura: Estos procesos requieren sistemas de climatización específicos, generadores de nitrógeno de gran capacidad (para desplazar el oxígeno en la cámara de construcción y evitar la combustión del polvo) y estaciones automatizadas de tamizado y mezcla de polvo.
- Veredicto: Solo resulta viable para empresas de servicios especializadas o laboratorios de I+D de gran envergadura.
2. La revolución SLS de sobremesa/compacta (15.000−40,000)
En los últimos años, empresas como Formlabs (con la Fuse 1) y Sinterit han revolucionado el mercado al introducir sistemas SLS compactos de sobremesa.
- La impresora: Típicamente 15.000 a25,000.
- La infraestructura: Cuentan con estaciones integradas de recuperación de polvo ($10,000 adicionales) y a menudo funcionan con energía estándar sin necesidad de generadores de nitrógeno industriales (algunos utilizan un sistema de presión negativa).
- Veredicto: Esto ha hecho que la tecnología SLS sea accesible para empresas de ingeniería medianas y talleres mecánicos locales. Sin embargo, sus volúmenes de producción son mucho menores y la velocidad del láser es significativamente más lenta que la de sus contrapartes industriales.
Veredicto del ingeniero: Especificar SLS en su lista de materiales
La sinterización selectiva por láser no es la solución milagrosa, pero es lo más parecido que tiene la industria de la fabricación aditiva a un verdadero método de producción estructural.
Al especificar SLS en un dibujo para eptahub.com, se evitan la fragilidad de la SLA y las limitaciones geométricas de la FDM. Se aprovecha la robustez mecánica de los nylons de grado industrial y la máxima libertad de diseño que ofrecen las estructuras sin soporte.
Sin embargo, el éxito requiere un diseño riguroso para la fabricación aditiva (DfAM). Es necesario tener en cuenta la contracción térmica, diseñar espesores de pared uniformes y considerar el costo del posprocesamiento si se requiere un acabado estético. Cuando se implementa correctamente, la tecnología SLS reducirá drásticamente los plazos de entrega de la cadena de suministro y permitirá fabricar geometrías que antes se consideraban imposibles.
Referencias
Para implementar SLS en los sistemas oficiales de gestión de calidad (SGC) de su empresa y garantizar la producción estandarizada de piezas, consulte las siguientes normas internacionales:
- ISO/ASTM 52900:2021 (Fabricación aditiva — Principios generales — Terminología)
Documento fundamental que define legal y técnicamente la fusión por lecho de polvo (PBF) y distingue la terminología de SLS de la de SLM y SLA. Lectura obligatoria para la contratación técnica.
Enlace: ISO.org – ISO/ASTM 52900 - ASTM F3311 – Especificación estándar para la fabricación aditiva – Directrices para el diseño de piezas
Proporciona directrices de ingeniería muy específicas para el diseño de piezas destinadas específicamente a la fusión por lecho de polvo, incluyendo espesores mínimos de pared, diámetros de orificios y requisitos de orificios de escape para polvo sin sinterizar.
Enlace: ASTM.org







