











eptahub.comでラピッドプロトタイピングと大量生産のサプライチェーンを管理してきた12年間で、クライアントから次のような質問をされることほど私をイライラさせるものはありません。, “「これを3Dプリンターで出力してもいいですか?」”
機械エンジニアにとって、「3Dプリンティング」は役に立たない、消費者向けの流行語に過ぎない。それは外科医に「メスを使ってもいいですか?」と尋ねるようなものだ。どのメスか?メスか、それとも骨鋸か?
工業製造分野では、3Dプリンティングという用語は使用しません。 積層造形(AM). 質問すると、, “「積層造形にはいくつの種類がありますか?」”, 答えは意見や企業ブランディングの問題ではない。答えは正確に7である。.
この件に関する世界的な権威は ASTM F42 – 積層造形 委員会は、ストラタシス、3Dシステムズ、EOSといった企業から独自のマーケティング用語をすべて取り除き、地球上のあらゆる積層造形技術を、その基本的な物理法則と状態変化に基づいて数学的に分類した。.
光重合反応と指向性エネルギー堆積溶融プールの違いを知らないと、間違った技術を選択してしまい、部品が負荷時に致命的な破損を起こし、数万ドルもの費用を無駄にすることになります。.
ASTM F42 エンジニアリングマトリックス:7つのカテゴリー
各プロセスの熱力学的物理を詳しく見ていく前に、グローバルスタンダードを覚えておく必要があります。以下は、 7種類の積層造形, それらの一般的な業界略語、および物質的な状態。.
| ASTM F42 カテゴリー | よく使われる略語/商標名 | 一次物質の状態 | 相変化/融合メカニズム | 主要な工学応用 |
|---|---|---|---|---|
| 1. 材料押出成形 | FDM、FFF | 固体ポリマーワイヤー | 熱溶融(押出成形) | 迅速な治具、固定具、低コストの構造プロトタイプ。. |
| 2. 粉末床溶融法 | SLS、DMLS、SLM、EBM | ポリマーまたは金属粉末 | レーザー/電子ビーム焼結 | 航空宇宙、医療用インプラント、複雑な内部形状。. |
| 3. 光重合 | SLA、DLP、MSLA | 液体光硬化性樹脂 | 紫外線光化学硬化 | マイクロ流体工学、歯科矯正装置、高精度金型。. |
| 4. 材料噴射 | ポリジェット、国防総省 | 液滴 | 紫外線硬化/熱冷却 | 複数の素材を使用した、フルカラーの解剖学的または美的モデル。. |
| 5. バインダージェット方式 | MBJ、サンドバインダージェット | 粉末(金属、砂) | 液体化学結合剤 | 大量生産される生金属部品、巨大な砂型鋳造用金型。. |
| 6. 指向性エネルギー堆積 | デッド、レンズ、エバム | 金属線または粉末 | レーザー/プラズマ溶融プール | 巨大なタービンブレードの修理、CNC部品への機能追加。. |
| 7. シートラミネート加工 | LOM、UAM | 固形紙、金属箔 | 超音波溶接/接着 | ハイブリッド製造、すなわち金属に電子機器を埋め込む技術。. |
タイプ1:材料押出成形(ベースライン)
一般の人々が考えるのは 積層造形の例, 彼らが考えているのは、必ずと言っていいほど材料押出成形(一般的にFDMとして知られている)です。.
- 物理学: 固体熱可塑性フィラメント(ABS樹脂、ポリカーボネート、カーボンファイバーナイロンなど)が加熱されたノズルから押し出されます。機械は2次元の断面を描き、Z軸を上昇させ、その上に次の層を堆積させます。.
- エンジニアリングの現実: 安価で入手しやすい一方で、根本的には 異方性. この部品は半溶融状態のプラスチックの層を積み重ねて作られるため、Z軸(層間の接合部)が構造的に非常に弱点となります。eptahub.comでは、圧力容器や多方向のせん断力を受ける部品には材料押出成形を一切使用しません。製造ラインの治具、位置合わせ治具、基本的な形状検証にほぼ限定して使用しています。.
タイプ2:粉末床溶融法(産業の原動力)
調査中の場合 金属積層造形の種類 あるいは、高機能なポリマー部品をお探しの場合は、粉末床溶融結合(PBF)が工場現場における紛れもない王者です。.
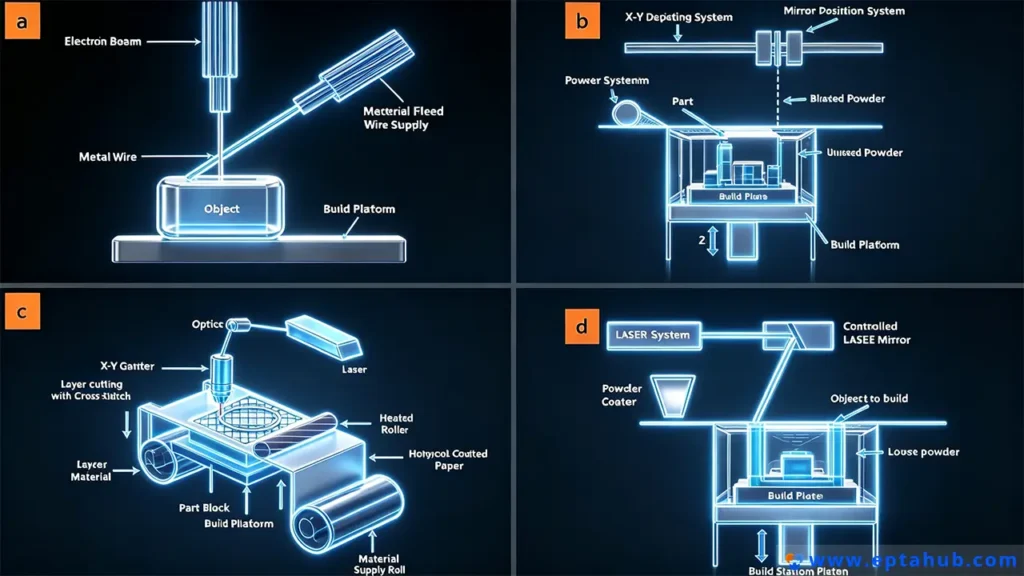
- 物理学: リコーターブレードが、ビルドプレート上に微細な粉末層(通常20~50ミクロン)を塗布します。高出力レーザー(または電子ビーム)が下向きに照射され、CADモデルの断面をトレースします。レーザーの熱エネルギーによって粉末は瞬時に溶融し、固体へと融合します。ベッドが下降し、新たな粉末層が塗布され、このプロセスが繰り返されます。.
- エンジニアリングの現実: ポリマーには、 粉末焼結積層造形 (SLS) ナイロン(PA12)を使用。金属には、 ダイレクトメタルレーザー焼結 (DMLS) チタン、インコネル、またはアルミニウム製。.
- 究極のメリット: PBFは完全に 自立した. 部品は未焼結粉末の高密度ケーキ内部で製造されるため、サポート構造を印刷する必要はありません。これにより、エンジニアは内部のコンフォーマル冷却チャネルなど、非常に複雑な内部形状を設計することが可能になります。 射出成形金型 あるいは、航空宇宙用ブラケット内部の格子構造など、従来の5軸CNC加工では決して製造できないようなものも製造可能です。.
タイプ3:光造形(ミクロンレベルの精度)
寸法公差と 表面仕上げ 他のすべての機械的要件を差し置いて、熱融解を放棄し、光化学に頼ることにする。.
- 物理学: 造形プラットフォームが、毒性のある液体光硬化性樹脂の槽に下降する。UVレーザー(SLA方式)またはデジタルUVプロジェクター(DLP方式)が、槽の底から上向きに光を照射する。UV光が樹脂に当たると、光化学反応が起こり、液体モノマーが瞬時に架橋結合して固体ポリマー層が形成される。.
- エンジニアリングの現実: これは最も古いものの1つです 積層造形法, しかし、これは依然として最も高精度な技術です。10ミクロン(0.01mm)の層高を実現できます。.
- 欠点: 光硬化性ポリマーは非常に脆いことで知られています。さらに、紫外線に反応するため、SLAで造形した部品を屋外の日光に当てると、架橋反応が進行し、極めて脆くなり、最終的には粉々に砕けてしまいます。そのため、当社では、マイクロ流体試験、高精度精密鋳造用マスターパターン、そしてガラスのように滑らかな表面が必須となる美的モデリングにのみ使用しています。.
エンジニアリング事例研究:高圧油圧マニホールド
なぜ知る必要があるのかを理解するために 積層造形プロセスの種類 壊滅的な故障を防ぐ上で非常に重要なので、eptahub.comの製造ネットワークの利用を検討しているティア2の航空宇宙サプライヤーのために私が実施した故障分析を検証してみましょう。.
シナリオ: クライアントは、複雑なアルミニウム製油圧マニホールドの再設計を希望していた。軽量化のため、設計エンジニアリングチームはブロックをくり抜き、内部に複雑で流れるような流体流路を設けることで、従来の深穴加工で生じる厳しい90度の内部交差部を解消した。.
プロジェクトに割り当てられた若手エンジニアは上を見上げた。 積層造形の利点, 見たところ バインダージェット方式 (タイプ5)は金属加工において非常に費用対効果が高く、迅速であったため、316L製の試作品を50個発注した。 ステンレス鋼.

失敗: 部品は到着し、幾何学的に完璧な外観をしていた。技術者たちは最初のマニホールドを試験装置に取り付け、作動油を3,000PSIまで加圧した。.
数秒もしないうちに、マニホールドから油圧作動油が鋼鉄製の頑丈な壁を通して直接「滲み出」し始めた。部品は爆発せず、まるでスポンジのように漏れ出しただけだった。.
工学的根本原因:
若手エンジニアは、選択したAM(積層造形)分野の物理学を理解していなかった。.
バインダージェット方式 金属を溶かすのではなく、インクジェットヘッドを使って金属粉末に液体接着剤を噴射し、脆い「グリーン」パーツを作ります。その後、パーツを焼結炉に入れて接着剤を焼き切り、金属を融合させます。しかし、このプロセスでは必然的に材料に微細な空隙が残ります。標準的なバインダージェット製法のパーツの密度は約95%から97%程度です。文字通り多孔質です。3,000 PSI以下の圧力では、油圧作動油がこれらの微細な空隙を容易に通り抜けてしまいます。.
解決策:
バッチ全体を廃棄しました。私はすぐにCADファイルを転送しました。 粉末床溶融法(DMLS) 部門。.
DMLSは、400ワットのファイバーレーザーを用いて粉末層を完全に溶融させる。その結果得られる部品は99.9%の高密度であり、鋳造金属と同等、あるいはそれ以上の機械的結晶構造を有する。.
DMLSアルミニウム(AlSi10Mg)を用いてマニホールドを3Dプリントしました。それを装置に取り付け、4,500 PSIまで加圧し、24時間保持しました。圧力低下はゼロ、漏れもゼロでした。.
積層造形は魔法ではありません。厳密な材料科学に基づいています。ASTM F42リストから間違ったカテゴリを選択すると、物理法則によって設計が崩壊します。.
タイプ4:マテリアルジェッティング(多素材対応の驚異的な技術)
医療機器のクライアントがeptahub.comに連絡して、 積層造形の例 人間の骨と心臓の軟組織の両方を単一の連続部品でシミュレートできる技術として、マテリアルジェッティングを採用しています。.
- 物理学: 標準的な2Dデスクトップインクジェットプリンターを想像してみてください。ただし、CMYKインクを噴射する代わりに、微細な液状フォトポリマーの液滴を造形プラットフォーム上に噴射します。プリントヘッドのすぐ後ろには強力な紫外線アレイがあり、次の層が堆積される前に液滴を瞬時に硬化させて固体プラスチックにします。.
- エンジニアリングの現実: マテリアルジェッティング(Stratasys PolyJetなど)の最大の利点は、ボクセル(3Dピクセル)レベルで異なる樹脂をリアルタイムで混合できることです。組み立てや接着剤を一切使用せずに、剛性の高い筐体から柔軟なゴム製のオーバーモールドへとシームレスに移行する形状をプリントできます。.
- 制約: バット光重合(タイプ3)と同様に、これらはUV硬化型ポリマーです。時間の経過とともに光分解が著しく、熱変形温度が低いという欠点があります。これらは、最終用途の機械部品ではなく、超リアルなプロトタイプや治具の製作に適しています。.
タイプ5:バインダージェッティング(量産型スリーパー)
バインダージェット方式については、多孔性による高圧マニホールドとしての致命的な失敗について議論した。しかし、それを無視することは、最も強力な方式の1つを無視することになる。 積層造形の利点 大量生産されている。.
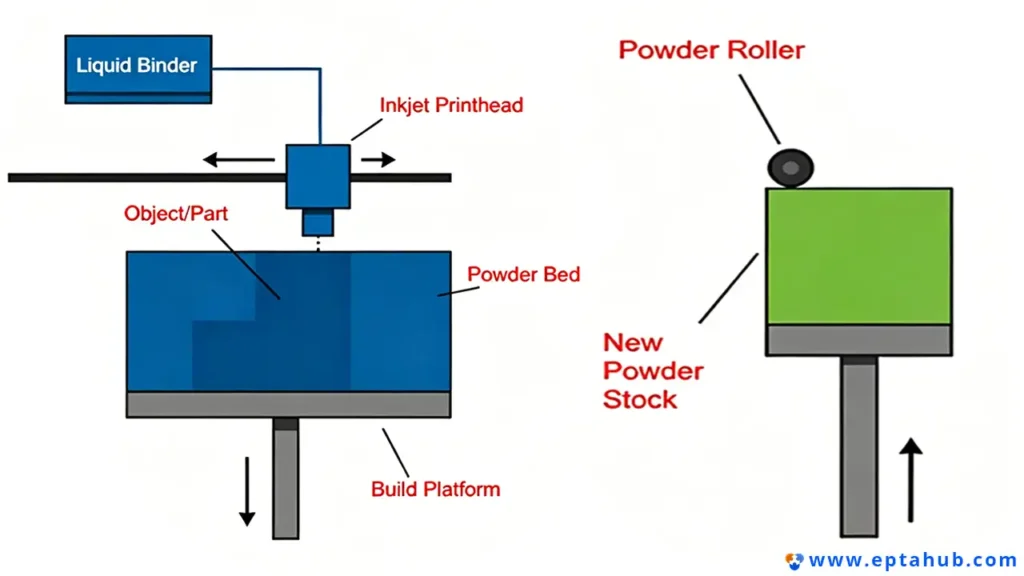
- 物理学: ローラーが粉末(金属、砂、またはセラミック)の層を広げます。インクジェットヘッドがその上を通過し、液体結合剤(接着剤)を選択的に塗布して粉末粒子を融合させます。印刷工程ではレーザーも熱溶融も使用されません。.
- エンジニアリングの現実: レーザー溶融がないため、印刷中に熱応力や反りが発生しません。そのため、1つの造形体積に数千個の部品を詰め込むことができます。.
- 真の産業応用例: その間 金属バインダージェット 高密度化を実現するには複雑な後処理焼結炉が必要であり、, 砂結合ジェット 鋳造業界に革命を起こしています。金属鋳造用の木製型を作るのに10週間と14,000ドルもの費用をかける代わりに、シリカ砂とフラン樹脂を用いて巨大で複雑な砂型をデジタルプリントで直接作製します。そして、溶融鉄を3Dプリントされた砂型に直接流し込みます。これが現代の自動車エンジンブロックのプロトタイプ製作方法です。.
タイプ6:指向性エネルギー堆積(添加・除去ハイブリッド)
最も極端なことを調査すると 金属積層造形の種類, そこには、指向性エネルギー堆積法(DED)があります。これは、デスクトップ上の小物を印刷するために使われる技術ではなく、数百万ドル規模の航空宇宙インフラを修復するために使われる技術です。.
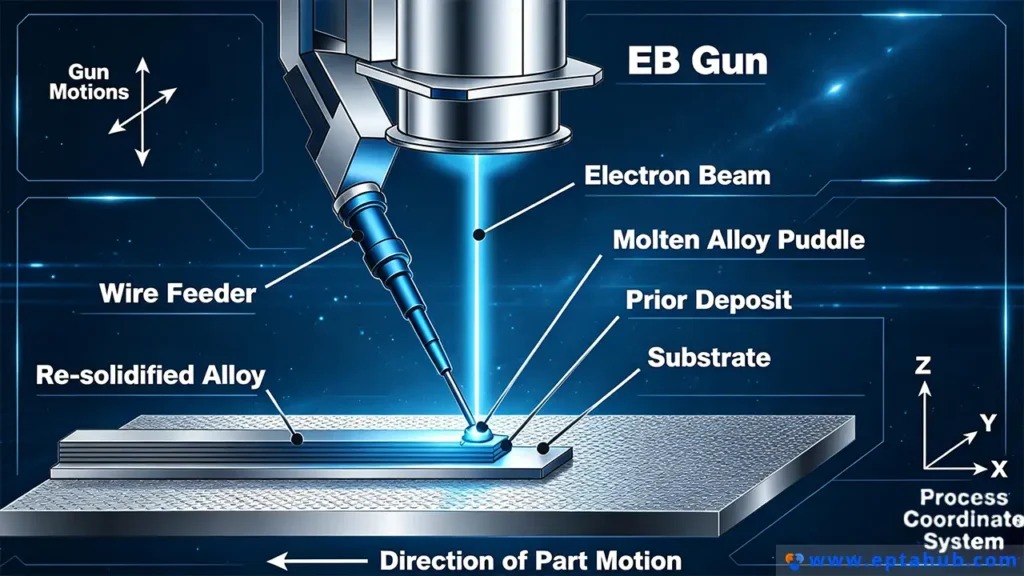
- 物理学: DEDは粉末床式とは全く異なる動作原理を持つ。多軸ロボットアームまたはCNCスピンドルに同軸ノズルが取り付けられている。このノズルは、高出力レーザーを照射して金属基板表面に溶融池を形成すると同時に、金属粉末(または金属ワイヤ)をその溶融池に直接吹き込む(または供給する)。.
- エンジニアリングの現実: 当社では通常、DEDを使用して部品をゼロから印刷することはありません。既存のCNC加工部品に材料を追加するために使用します。.
- 実世界への応用: チタン製ジェットエンジンのタービンブレードが10,000飛行時間後に摩耗した場合、交換には$30,000の費用がかかります。DEDシステムを使用すると、摩耗したブレードをスキャンし、レーザーを使用して摩耗したエッジに新しいチタンを正確に堆積し、その後標準的な CNCフライス加工 カッターを使って、純正品と同等の公差に加工し直す。.
タイプ7:シートラミネーション(低温加工の例外)
最後のカテゴリーは ASTM F42 – 積層造形 マトリックスとなるのはシートラミネーションという、非常にニッチではあるものの構造的にユニークなプロセスです。.
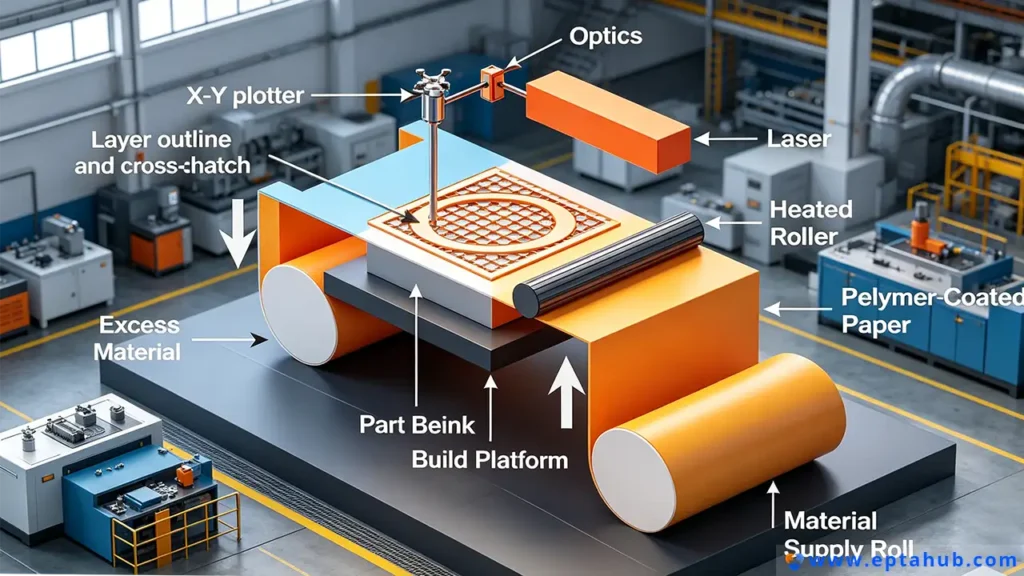
- 物理学: シート状の材料(紙、ポリマー箔、または金属箔)が連続的に積み重ねられる。 金属板 ラミネーション(超音波積層造形(UAM)とも呼ばれる)では、金属箔を高周波超音波振動と高圧下で結合させ、金属を溶かすことなく固体状の冶金結合を形成する。その後、CNCルーターで層の輪郭を切り出す。.
- エンジニアリングの現実: UAMは「冷たい」プロセスであるため( 融点 金属層に溶接する際に、エンジニアは溶接工程を一時停止し、高感度な電子機器、光ファイバー、センサーなどを金属層に埋め込み、その後、その上に金属を溶接し続けることができます。これにより、完全に埋め込まれ、気密に密閉されたテレメトリーセンサーを備えた「スマート」な金属部品が作られます。.
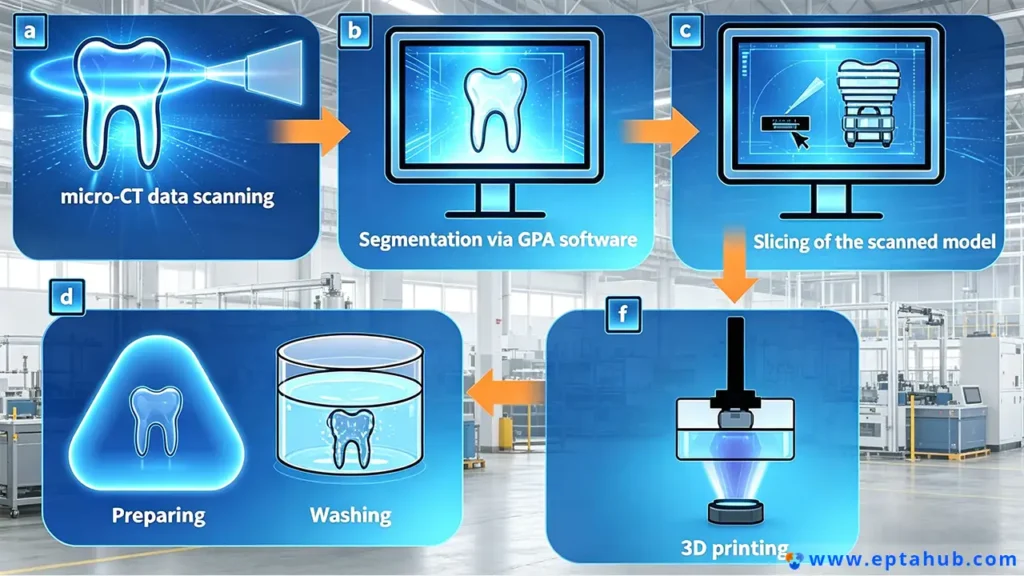
ファクトリーパイプライン:積層造形における8つのステップとは?
7つの技術を理解することは、戦いの半分に過ぎません。3Dプリンティングへの移行を考えている若手調達担当者からよく寄せられる質問は次のとおりです。 “「積層造形における8つのステップとは何ですか?」”
eptahub.comでは、「印刷」ボタンを押すだけでは、機能的な工業部品は製造されません。積層造形は厳密な直線的なプロセスです。その流れが途切れると、部品は不良品となります。.
- CAD生成: サーフェスモデル(MayaやBlenderなどで作成できるものなど)は使用できません。パラメトリックソフトウェア(SolidWorks、NX、Catiaなど)を使用して、数学的に閉じたソリッドボディCADモデルを作成する必要があります。.
- STL/3MF変換: CADモデルはメッシュに変換されます。. 重要なエンジニアリング規則: このエクスポート時に弦の偏差設定が緩すぎると、円形の穴がギザギザの多角形として印刷されます。.
- ファイル準備(スライス): メッシュはCAMソフトウェアにインポートされ、Z軸方向の強度が最適になるように向きが調整され、必要な犠牲支持構造を生成しながらGコード(ツールパス)に変換されます。.
- マシン設定: これは厳しく規制された物理的工程です。金属積層造形の場合、この工程では、造形チャンバー内の酸素を除去し、チタン粉末の爆発的な燃焼による壊滅的な被害を防ぐために、不活性アルゴンガスでチャンバー内をパージします。.
- 構築フェーズ: 機械が材料を層状に堆積させる自動化されたプロセス。.
- 部品の取り外し: 工業用部品は簡単には外れません。金属部品は厚いチタン製ビルドプレートに化学的に溶接されています。 ワイヤー放電加工 (放電加工)を用いて、部品を板から切り離す。.
- 後処理(隠れたコスト): アマチュアによる製造では、ここで失敗が生じる。ハイエンドのAM部品は、内部の熱応力を緩和するための熱処理、微細な内部空隙を解消するための熱間等方圧プレス(HIP)、そしてサポート構造を除去するための手作業による機械加工を必要とする。.
- 申請および検査: 当社は目視検査を信用していません。重要なAM部品は、使用認証を受ける前に、内部欠陥がゼロであることを保証するために、CMM(三次元測定機)による寸法測定と工業用CTスキャンを受ける必要があります。.
製造プロセスには6つの種類があります。それらは何ですか?
AMを適切に実装するには、それがグローバル生産のどこに位置づけられるかを理解する必要があります。賢いエンジニアは、3Dプリンターにプレス機の仕事を強制しません。, “「製造プロセスには6つの種類がありますが、それらは何ですか?」”, 以下は、サプライチェーンの監査に使用するグローバルな分類体系です。
- 添加剤(AM): 材料を積層する方式(例:DMLS、FDM、SLA)。複雑な形状で少量生産の場合に最適です。.
- 切削加工(機械加工): 固体ブロックから材料を除去する加工(例:5軸CNCフライス加工、旋削加工)。最高の寸法精度と表面仕上げを実現するのに最適です。.
- 成形(成形/鍛造): 材料を形状に押し込む(例:, 射出成形, (プレス加工、ドロップ鍛造など)。超大量生産(10万個以上)に最適です。.
- 鋳造: 液体材料を金型キャビティに注ぎ込む(例:, ダイカスト, (砂型鋳造)。巨大で複雑な重量金属部品(エンジンブロックなど)に最適です。.
- 接合: 部品の接合(例:溶接、ろう付け、接着剤)。.
- 仕上げ: 表面の改質(例:陽極酸化処理、, 粉体塗装, (不動態化)。.
エンジニアの結論:推測はやめて、エンジニアリングを始めよう
クライアントが検索する場合 “「3Dプリンティングの主な7つの種類は何ですか?」”, 彼らはたいてい近道を探している。しかし、工業製造に近道など存在しない。.
FDM方式の3Dプリンターで油圧マニホールドを製造しようとすれば、誰かが怪我をするだろう。DMLS方式の金属3Dプリンターで簡単な位置合わせ治具を作ろうとすれば、プロジェクトの予算が底をつくことになるだろう。.
一般的なものに頼らないでください 積層造形プロセス(PDF) マーケティングブログからダウンロードしたASTM F42マトリックスを印刷し、壁に貼り付けてください。材料の状態と相変化の物理を暗記してください。eptahub.comでは、すべてのジュニアエンジニアが、発注書を1通作成する前に、これら7つのカテゴリを習得することを義務付けています。機械の物理特性を部品の機械的要件に合わせれば、製造における優位性を確立できます。.
エンジニア向けFAQ:積層造形におけるトラブルシューティング
eptahub.comのエンジニアリング部門の受信箱には、3Dプリンティングの複雑さを理解しようとする調達チームからの質問が絶えず寄せられています。ここでは、最もよくある質問に対する、エンジニアリングの観点からの厳しい真実をお伝えします。.
Q1:7種類の積層造形方式のうち、最も強度が高い部品を製造できるのはどれですか?
それは完全に物質の状態に依存します。金属の場合、, 粉末床溶融法(DMLS/SLM) 最も強度が高く、99.9%の密度を持つ部品を製造でき、機械的特性は鋳造アルミニウムやチタンと同等かそれ以上になることが多い。ポリマーの場合、純粋な引張強度が必要な場合は、特殊な 材料押出成形(FDM) 炭素繊維やケブラーの連続繊維を熱可塑性樹脂マトリックスに埋め込む装置は、標準的な樹脂ベースのSLA部品を大幅に上回る性能を発揮する。.
Q2:なぜ私の積層造形の見積もりは射出成形よりもはるかに高額なのでしょうか?
ROIの計算方法が間違っています。積層造形は 工具費用ゼロ, しかし、単位コストが高い。射出成形は 莫大な工具費用 (鋼製金型の場合は 10,000 以上ですが、単位コストは微々たるものです。(1個あたり0.10ドル)。50個の部品を注文する場合、AMの方がはるかに安価です。しかし、5万個の部品を注文する場合は、AMを使うと破産してしまいます。AMは、単純なプラスチック製の筐体を大量生産するのではなく、少量で複雑な製品の製造にのみ使用すべきです。.
Q3: 使用できますか? CNC加工 3Dプリントされた金属部品に?
もちろんです。実際、高精度エンジニアリングには必須です。これを私たちはこう呼んでいます。 ニアネットシェイプ製造. 積層造形金属部品(PBFまたはDEDによる)は、表面仕上げが比較的粗い(通常Ra 5~15 µm)です。部品に超精密なベアリング圧入が必要な場合、複雑な形状全体を3Dプリントし、重要なベアリング穴に0.5mmの余分な材料を残し、プリントされた部品を5軸CNCフライス盤にセットして、その特定の穴を±0.005mmの完璧な公差で加工します。.
Q4:SLA(光造形)で作られた部品は、時間の経過とともに収縮するというのは本当ですか?
はい。SLA樹脂はUV硬化型光重合体です。プリンターから出力された後も、化学的に活性な状態が続きます。日光にさらされると、ポリマー鎖の架橋が進行します。数週間から数ヶ月かけて、部品は徐々に収縮、反り、非常に脆くなります。SLAは、 ラピッドプロトタイピング そして、長期的な構造的な最終用途ではなく、工具のパターンに関するものである。.
参考文献
積層造形の7つのカテゴリーを真に習得するには、機械的な規格だけにとらわれず、オープンソースの知識ベース、業界市場レポート、航空宇宙工学研究所などを探求する必要があります。.
-
- Wikipedia: 積層造形ポータル
機械エンジニアは工場生産においてISO規格に依拠する一方、WikipediaのAMポータルは、これら7つの技術の歴史と進化に関する、最も迅速に更新され、積極的な査読が行われているオープンソースのリポジトリと言えるでしょう。現代の3Dプリンティングブームのきっかけとなった主要特許(FDMやSLAなど)の有効期限切れを、見事に追跡しています。.
リンク: Wikipedia – 積層造形 - ウォーラーズ・レポート
「3Dプリンティングのバイブル」とも呼ばれるこのレポートは、機械的な規格ではなく、毎年発行される包括的な業界レポートです。7つのAM技術のうち、どの技術が世界市場を席巻しているか、金属粉末原料のコスト分析、自動車分野におけるバインダージェット方式の採用率などを正確に追跡しています。.
リンク: ウォーラーズ・アソシエイツ - NASAマーシャル宇宙飛行センター(MSFC) – 積層造形規格
方法を知りたい場合は プリントパーツ 宇宙の真空状態に耐えうる部品をお探しなら、こちらをご覧ください。NASAはロケットエンジンのノズル製造に、指向性エネルギー堆積法(DED)と粉末床溶融結合法(PBF)を多用しています。NASAが公表している3Dプリント金属部品の検査・認定基準は、世界で最も厳格なものです。.
リンク: NASA技術報告サーバー(NTRS)
- Wikipedia: 積層造形ポータル







