EPTAHUBは、選択した製造方法に合わせて設計を最適化するのに役立つ設計ガイドを多数作成しました。重要なヒントやテクニックについては、これらの資料をご参照ください。


カスタム金属・プラスチック加工部品のリアルタイム価格見積もり|数日以内の迅速な試作品および量産部品|国際試作品価格には関税が含まれています|ISO 9001:2015、ISO 13485、IATF 16949:2016、AS9100D規格の認証取得済み、ITAR登録済み。.



カスタムプラスチック成形プロトタイプおよび量産バッチの自動価格見積もり|ほぼ無制限の材料と仕上げの選択肢|すべての注文に専門的なエンジニアリング評価とプロジェクト管理が含まれます





レーザーカットまたはウォータージェットカット部品のオンデマンド価格見積もり|最低注文数なし|数日以内に部品をお届け|国際試作品価格には関税が含まれています|最大35%のコスト削減と30%のリードタイム短縮を実現

以下は、特に指定がない場合のEPTAHUBの標準公差です。寸法入りの図面に明確な公差要件を記載していただければ、手動レビューによりより厳しい公差にも対応可能です。.
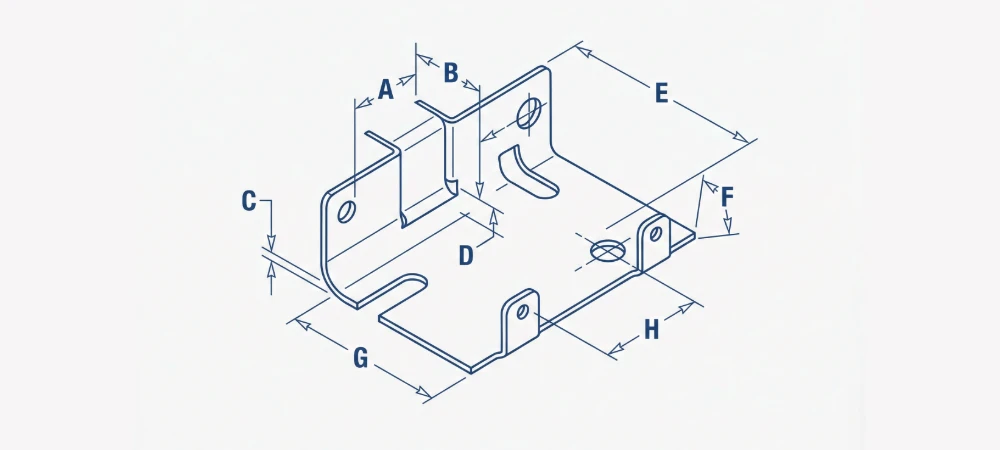

特注形状の板金部品のリアルタイム価格見積もり|試作品および量産部品を数日以内に提供|国際試作品価格には関税が含まれています|ISO 9001:2015、ISO 13485、IATF 16949:2016、AS9100D規格の認証取得済み、ITAR登録済み。.




当社の自動見積もりシステムは即座に価格を提示するため、プロジェクト費用を迅速に見積もることができます。.
高精度部品や複雑な部品については、当社のシニアアカウントマネージャーがより詳細な見積もりを提供し、お客様のニーズに最適な総合的なソリューションを見つけるお手伝いをいたします。.









