A EPTAHUB criou uma extensa coleção de Guias de Design para auxiliar na otimização do seu projeto para o método de fabricação selecionado; consulte esses recursos para obter dicas e técnicas essenciais.


Estimativas de preços em tempo real para componentes usinados personalizados em metal e plástico | Protótipos e peças de produção com rápida entrega em poucos dias | Tarifas incluídas nos preços internacionais de protótipos | Certificado pelas normas ISO 9001:2015, ISO 13485, IATF 16949:2016 e AS9100D; Registrado no ITAR.


Componentes metálicos fundidos sob pressão de altíssima qualidade.

Orçamentos automatizados para protótipos personalizados em plástico moldado e lotes de produção | Opções praticamente ilimitadas de materiais e acabamentos | Avaliações de engenharia profissional e gerenciamento de projetos incluídos em todos os pedidos

Perfis metálicos extrudados de alta qualidade e custo-benefício com EPTAHUB.


Extrusões de plástico personalizadas de alta qualidade e com preços acessíveis, fabricadas com EPTAHUB.


Orçamentos sob demanda para peças cortadas a laser ou jato de água | Sem pedido mínimo | Receba os componentes em poucos dias | Tarifas incluídas no preço de protótipos internacionais | Agora com custos até 35% mais baixos e prazos de entrega 30% mais rápidos

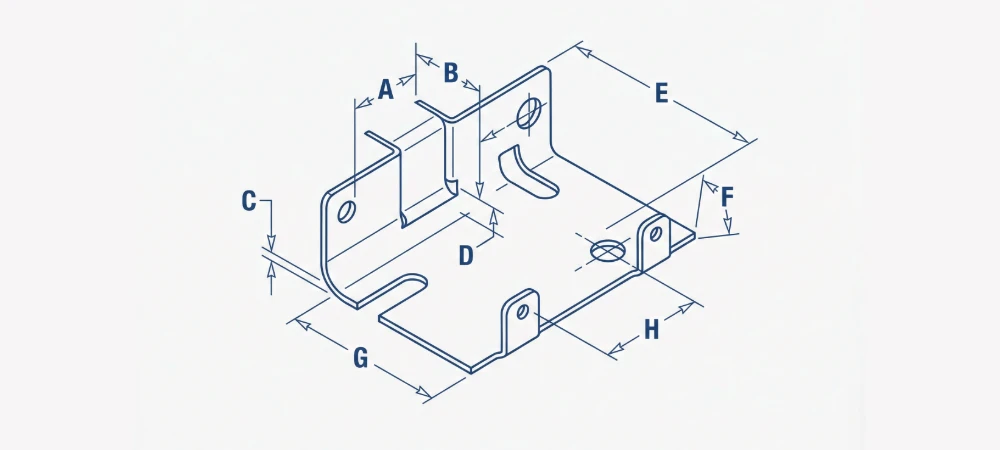
As tolerâncias padrão da EPTAHUB apresentadas a seguir são aplicadas quando nenhuma outra tolerância é especificada. Tolerâncias mais rigorosas estão disponíveis mediante revisão manual, caso seja fornecido um desenho dimensionado com requisitos de tolerância explícitos.

Orçamentos em tempo real para peças de chapa metálica com formatos personalizados | Componentes para protótipos e produção em poucos dias | Tarifas incluídas nos preços internacionais de protótipos | Certificado pelas normas ISO 9001:2015, ISO 13485, IATF 16949:2016 e AS9100D; Registrado no ITAR.

Peças estampadas em metal de alta qualidade — desde pequenos lotes até a produção em larga escala de milhões de unidades.


Corte a laser de alta qualidade para tubos metálicos retangulares, quadrados e redondos | Tarifas incluídas no preço do protótipo internacional

Nosso sistema automatizado de orçamentos fornece preços instantâneos para que você possa estimar rapidamente os custos do seu projeto.
Para peças complexas ou de alta precisão, nossos gerentes de contas seniores podem fornecer orçamentos mais detalhados e ajudá-lo a encontrar a melhor solução geral para suas necessidades.









