Extrusões metálicas de alta qualidade e custo-benefício da EPTAHUB
STEP丨STP丨SLDPRT丨STL丨IPT丨3MF丨3DXML丨PRT丨SAT
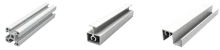
A extrusão de metal é a técnica de fabricação preferida para a produção em massa de componentes com seção transversal uniforme. Nesse processo, materiais metálicos são prensados através de uma matriz com formato específico sob alta pressão para formar o perfil extrudado desejado. Esses perfis variam de configurações básicas, como tubos circulares ou quadrados, canais em U ou H, a designs complexos com múltiplas cavidades internas e estruturas externas — como perfis 80/20 e barras com ranhuras em T. A extrusão também é amplamente utilizada na fabricação de guarnições de parede e janela, que servem tanto para fins decorativos quanto estruturais.
As matérias-primas geralmente chegam em forma de tarugos. Esses tarugos são aquecidos e colocados em um componente da prensa de extrusão conhecido como recipiente. Na extremidade oposta do recipiente encontra-se um conjunto de matrizes, que cria a abertura que molda o material no formato desejado por meio de técnicas de extrusão direta ou indireta. Após a extrusão, o produto passa por têmpera, endireitamento, corte no comprimento especificado e inspeção para garantir precisão dimensional e consistência. Os produtos extrudados também podem ser facilmente pós-processados para adicionar características além do formato básico do perfil. Os perfis extrudados podem assumir praticamente qualquer formato, sejam sólidos ou ocos, com uma ou mais seções ocas. Os perfis ocos requerem uma matriz multicomponente: o material é forçado ao redor de mandris perfurantes suportados na primeira matriz para formar a estrutura interna, sendo então separado e "soldado" novamente pela segunda matriz para criar o perfil externo.
O tamanho da prensa de extrusão necessária é determinado pelo menor círculo que pode envolver todo o perfil — círculos maiores exigem prensas maiores. A EPTAHUB é especializada em extrusão de alumínio, que representa aproximadamente 80% de todos os componentes metálicos extrudados. As extrusões de alumínio são onipresentes, encontradas em tudo, desde caixilhos de janelas e corrimãos até painéis elétricos. Nossos gerentes de projeto e especialistas técnicos avaliam e orçam pessoalmente cada projeto de extrusão de metal. Isso garante que atendemos às suas necessidades específicas, proporcionando uma experiência de fabricação simplificada e sem complicações. Explore as seções abaixo para saber mais sobre o processo e nossas capacidades. Ofertas de Extrusão de Alumínio

Faça o upload dos seus arquivos de projeto no Sistema de Orçamento EPTAHUB e personalize os parâmetros do seu projeto. Nossa equipe entrará em contato para confirmar se as suas especificações, prazo de entrega e preço estão alinhados com os requisitos do seu projeto. Antes de iniciar a produção das ferramentas, forneceremos um relatório de Design para Manufaturabilidade (DFM) para sua aprovação.

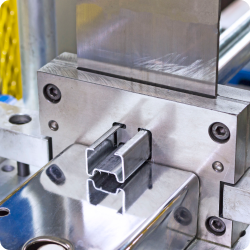
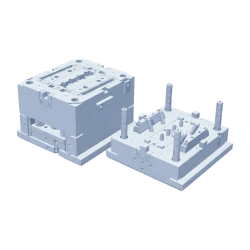
Assim que seu projeto for oficialmente lançado, fabricaremos uma matriz de extrusão de metal de alta qualidade. Após a conclusão da ferramenta, produziremos amostras iniciais e as enviaremos para sua inspeção e aprovação.

Após a aprovação das amostras, iniciaremos a produção em larga escala e entregaremos os componentes finalizados. Você pode ficar tranquilo, pois a EPTAHUB gerencia toda a coordenação com os fornecedores e a logística durante todo o processo. Você mantém a propriedade total das ferramentas e pode facilmente fazer novos pedidos para atender à demanda variável. Novidade!
A EPTAHUB trabalha em parceria com os principais fornecedores de extrusão, que utilizam a tecnologia mais sofisticada para entregar extrusões de alta qualidade. Graças à nossa rede de produção, podemos oferecer suporte a diversos tipos de extrusão de metal e uma infinidade de perfis de extrusão. As seções abaixo exploram em detalhes os diferentes métodos de extrusão e fornecem exemplos de perfis de extrusão padrão.
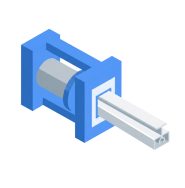
A extrusão direta, também conhecida como extrusão frontal, é o método mais comum de extrusão de metais. Nesse tipo de extrusão, um tarugo de material é empurrado através de um recipiente por um pistão de alta pressão. O material flui na direção do movimento do pistão e sai pela abertura da matriz estacionária. A extrusão direta permite designs com perfis maiores e um acabamento superficial de maior qualidade do que o método de extrusão indireta. Existem algumas desvantagens a serem consideradas nesse método. Uma grande quantidade de atrito é gerada entre o material e as paredes do recipiente, o que resulta em menor pressão na face da matriz e variações de temperatura. Esses fatores tornam mais desafiador o controle da consistência dimensional e das propriedades do material.
Na extrusão indireta, o material é colocado em um recipiente e fixado. A matriz de extrusão move-se com um pistão oco sobre o material, forçando-o através da abertura da matriz. A extrusão indireta também é chamada de extrusão reversa, pois o material flui na direção oposta ao movimento do pistão. Como não há movimento relativo entre o material e o recipiente, há muito menos atrito nesse método, resultando em menor consumo de energia e menor geração de calor. Com menos calor, a extrusão indireta geralmente oferece maior controle sobre a consistência dimensional, as propriedades do material e o tamanho do grão, quando comparada à extrusão direta. No entanto, a desvantagem desse tipo de extrusão é uma limitação mais significativa no tamanho do perfil da matriz, já que ela precisa caber dentro do pistão oco. As impurezas da superfície do tarugo podem acabar no produto extrudado, reduzindo o acabamento superficial e a estética.
Essas são subcategorias de extrusão integradas aos métodos principais discutidos acima. A temperatura do tarugo em relação à temperatura ambiente e à temperatura de recristalização do material define a extrusão a quente, a morno ou a frio. A extrusão a quente ocorre quando o tarugo é aquecido bem acima da temperatura de recristalização do material, frequentemente associada ao método de extrusão direta. O aquecimento do material o amolece e impede o endurecimento por deformação, facilitando seu fluxo pela matriz e reduzindo o desgaste das ferramentas. A extrusão a morno ocorre quando o material é aquecido acima da temperatura ambiente, mas permanece bem abaixo do ponto de recristalização. Na extrusão a frio, o material não é aquecido e permanece à temperatura ambiente.
A extrusão a quente e a frio pode aumentar a dureza e a resistência do produto extrudado, pois não há aquecimento excessivo da matéria-prima. Esses processos funcionam melhor com materiais de alta ductilidade, como o alumínio. Os processos a quente e a frio são típicos do método de extrusão indireta de metais. Embora não aquecer drasticamente o material possa trazer benefícios, isso pode danificar as ferramentas e reduzir a vida útil da matriz. Levando isso em consideração, a maioria dos fabricantes opta por métodos de extrusão a quente.
Os perfis de extrusão representam o formato da seção transversal que compõe o produto extrudado. Os serviços de fabricação personalizada da EPTAHUB permitem que você obtenha peças extrudadas com perfis de extrusão personalizados. Se você busca economizar tempo e dinheiro usinando posteriormente um perfil de extrusão de alumínio existente, também podemos fazer isso! Abaixo, você encontra uma lista de alguns perfis de extrusão de alumínio disponíveis no mercado que podemos modificar por meio de outro processo de fabricação, como nosso serviço de usinagem CNC.
O alumínio extrudado representa aproximadamente 801 TP3T de todos os produtos metálicos extrudados devido à sua versatilidade em diversos setores, propriedades mecânicas, opções de acabamento variadas e alta ductilidade, o que o torna ideal para processos de extrusão. A maioria das ligas de alumínio extrudado é leve, resistente à corrosão e possui alta condutividade térmica e elétrica. Algumas características diferenciam cada liga das demais. Para ajudá-lo a escolher a liga certa para o seu projeto, compilamos abaixo uma tabela com as ligas mais comuns que oferecemos e suas características únicas.
Se o seu projeto exigir perfis extrudados de aço inoxidável ou outros metais, oferecemos a opção "material personalizado" em nossa interface de orçamentos. Essa opção permite que você envie solicitações personalizadas, que teremos prazer em analisar e discutir em detalhes com você.

A EPTAHUB facilita a adição de etapas de acabamento ao seu projeto de extrusão de metal. Nossa ampla rede de fornecedores de acabamento nos permite aplicar uma variedade de acabamentos às suas peças. Temos o que você precisa, sejam acabamentos funcionais ou estéticos. Os acabamentos que oferecemos para o nosso processo de extrusão de metal estão detalhados abaixo.
O acabamento permanecerá sem processamento, tal como extrudado. A rugosidade superficial pode variar entre as ligas devido a diferenças na estrutura dos grãos, mas normalmente situa-se entre 64 µin e 125 µin Ra. Podem estar presentes linhas de grão visíveis ou estrias descoloridas.
A anodização tipo II cria um acabamento de óxido resistente à corrosão. As peças podem ser anodizadas em diferentes cores — transparente, preto, vermelho e dourado são as mais comuns. O tipo III é um acabamento mais espesso que cria uma camada resistente ao desgaste, além da resistência à corrosão observada no tipo II. Os revestimentos anodizados não são condutores de eletricidade.
Este processo consiste na aplicação de tinta em pó por pulverização eletrostática sobre uma peça, seguida de cura em forno. O resultado é uma camada resistente, com alta durabilidade e resistência ao desgaste e à corrosão, superior aos métodos tradicionais de pintura líquida. Diversas cores e texturas estão disponíveis para criar a estética desejada.
Todas as peças metálicas extrudadas podem ser pintadas com tinta líquida em diversas formulações e cores. Para garantir a correspondência de cores, a marca e o número da tinta devem ser especificados nos desenhos ou observações incluídos no pacote.
As peças extrudadas podem ser revestidas com níquel químico, níquel, latão, estanho, cromo, cromato, Teflon, prata e ouro.
Uma camada de conversão de cromato pode ser aplicada para proteger o alumínio da corrosão e melhorar a aderência de tintas e primers. Revestimentos de conversão química também permitem que o metal mantenha sua condutividade elétrica, ao mesmo tempo que oferecem proteção contra corrosão à superfície.
As peças são submetidas a um processo de tamboreamento vibratório para remover arestas vivas e suavizar as superfícies. Adequado para peças menores que caibam na tigela ou no tambor do tambor.
Não encontrou o acabamento que precisa? Selecione “personalizado” em nossa interface de orçamento e nos diga o que você procura. Teremos prazer em explorar outras opções para você!

Escolha entre milhões de combinações possíveis de materiais, acabamentos, tolerâncias, marcações e certificações para o seu pedido.

Obtenha orçamentos instantâneos para serviços de extrusão de metal rapidamente com nosso sistema de cotação fácil de usar.

Possuímos as certificações ISO 9001:2015, ISO 13485 e AS9100D.
Aprenda como obter facilmente um orçamento instantâneo para serviços de extrusão através do EPTAHUB Instant Quoting Engine®.
Nosso sistema automatizado de orçamentos fornece preços instantâneos para que você possa estimar rapidamente os custos do seu projeto.
Para peças complexas ou de alta precisão, nossos gerentes de contas seniores podem fornecer orçamentos mais detalhados e ajudá-lo a encontrar a melhor solução geral para suas necessidades.









