











Nos meus 12 anos avaliando geometrias CAD e validando fluxos de trabalho de manufatura aditiva na eptahub.com, vi a impressão 3D evoluir de um artifício frágil para prototipagem a um método legítimo de produção em larga escala. Quando um cliente me procura com um componente estrutural altamente complexo e de baixo volume — especialmente um com canais internos ou geometrias impossíveis — minha recomendação imediata é quase sempre a sinterização seletiva a laser (SLS).
Então, O que é sinterização seletiva a laser (SLS)?
Em termos estritamente técnicos: a SLS (Sinterização Seletiva a Laser) é uma tecnologia industrial de Manufatura Aditiva (MA) pertencente à família da Fusão em Leito de Pó (PBF). Ela utiliza um laser de alta potência (normalmente um laser de dióxido de carbono ou de fibra) para fundir com precisão partículas microscópicas de pó de polímero em uma estrutura sólida tridimensional, baseada em um processo digital. CAD modelo.
Qual é o princípio do SLS?
Quando os engenheiros juniores perguntam, “Qual é o princípio do SLS?”, Eles frequentemente confundem "sinterização" com "fusão".“
Sinterização é um termo da metalurgia e da ciência dos polímeros. Refere-se ao processo de compactação e formação de uma massa sólida de material por calor ou pressão sem derretê-lo a ponto de liquefação. O calor do laser faz com que a camada externa das partículas de polímero se funda em nível molecular.
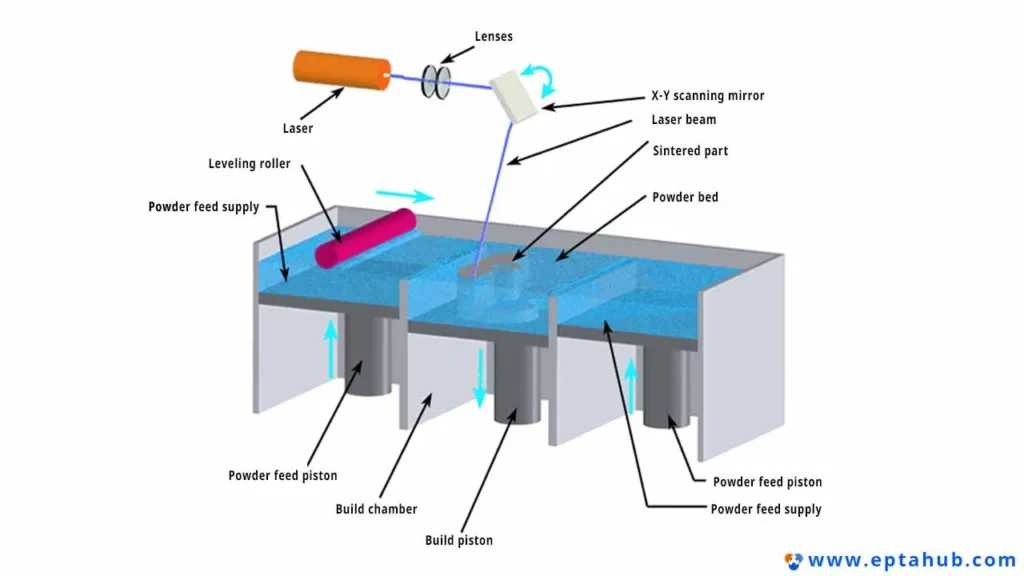
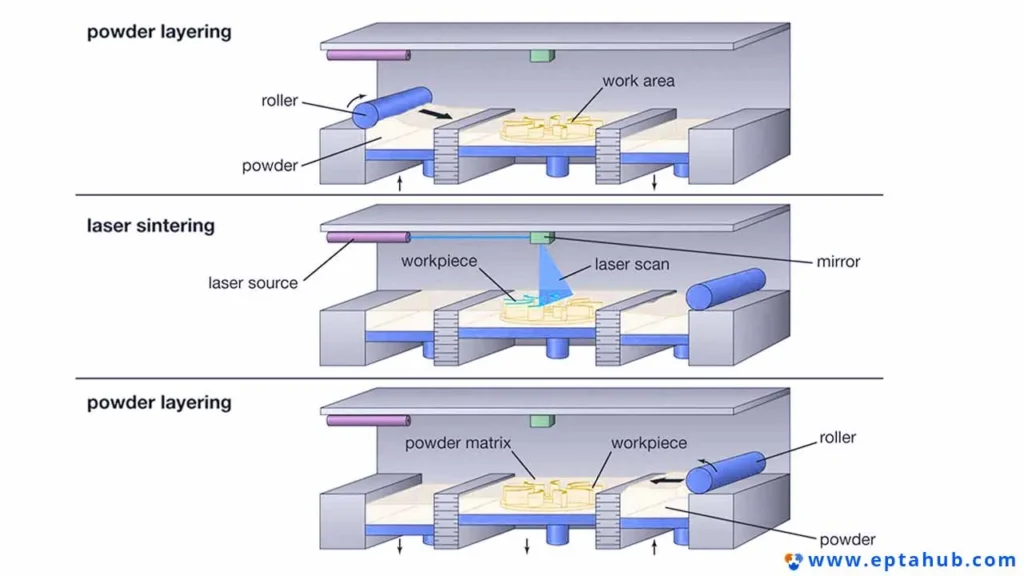
Aqui está a explicação física passo a passo do processo de sinterização seletiva a laser dentro de uma indústria Impressora SLS:
- Pré-aquecimento (A etapa crucial): O reservatório de pó é preenchido com um polímero específico (geralmente náilon). Os aquecedores internos da impressora elevam a temperatura ambiente do leito de pó para uma fração de grau abaixo da temperatura do polímero. ponto de fusão. Nota de Engenharia: Esse pré-aquecimento é crucial. Se o laser tivesse que aquecer o pó da temperatura ambiente até o ponto de fusão, a rápida expansão e contração térmica causaria uma deformação catastrófica da peça.
- Repintura: Um rolo ou lâmina de recobrimento espalha uma camada ultrafina de pó fresco (normalmente com 0,1 mm ou 100 mícrons de espessura) sobre a plataforma de construção.
- Sinterização a laser: Um laser de alta intensidade é direcionado por galvanômetros (espelhos) controlados por computador para traçar a seção transversal exata do modelo CAD para aquela camada específica. Quando o laser atinge o pó pré-aquecido, ele adiciona a explosão final de energia térmica necessária para sinterizar as partículas e formar uma seção transversal sólida.
- Queda no eixo Z: A plataforma de construção desce exatamente na espessura de uma camada (0,1 mm).
- Iteração: O revestidor espalha uma nova camada de pó, e o laser dispara novamente, fundindo a nova camada à camada sólida abaixo dela. Esse processo se repete milhares de vezes até que a peça 3D completa seja construída dentro de uma "base" de pó não sinterizado.
- Resfriamento e remoção do pó: Uma vez finalizado, Toda a câmara de construção deve resfriar lentamente para evitar deformações por choque térmico. As peças são então retiradas do leito de pó não sinterizado, e o pó solto é removido com ar comprimido e microesferas de vidro.
Vantagem do SLS: Estruturas de suporte zero
Do ponto de vista do Design para Manufatura Aditiva (DfAM), o princípio mais fundamental da SLS é este: O pó não sinterizado atua como uma estrutura de suporte natural.
Ao projetar para FDM ou SLA, os engenheiros precisam perder horas criando e removendo estruturas de suporte descartáveis para evitar o colapso de saliências. Na SLS, é possível imprimir um navio dentro de uma garrafa, uma cota de malha interligada ou complexos coletores de fluidos internos sem absolutamente nenhuma estrutura de suporte. A peça sólida fica simplesmente suspensa em um leito de pó densamente compactado.
O SLS é metal ou plástico?
Um dos pontos de confusão mais comuns no cadeia de mantimentos A pergunta é: O SLS é metal ou plástico?
Para sermos tecnicamente precisos na terminologia atual da indústria: SLS refere-se estritamente à impressão em polímero (plástico).
Embora os princípios físicos da fusão em leito de pó possam ser aplicados a metais, as siglas mudam para destacar a enorme diferença nos requisitos térmicos e na arquitetura das máquinas.
- Se você estiver imprimindo em plásticos (nylon, TPU), o processo é chamado de... SLS (Sinterização Seletiva a Laser).
- Se você estiver imprimindo metais (titânio, alumínio, Aço inoxidável), o processo é chamado DMLS (Sinterização direta de metal a laser) ou SLM (Fusão Seletiva a Laser). (Observação: abordaremos o DMLS com mais detalhes na Parte 2 deste guia).
Os polímeros essenciais do SLS
Ao emitir uma fatura de Materiais (BOM) Para uma peça SLS, você trabalha principalmente com poliamidas (nylons).
- PA12 (Nylon 12): O rei indiscutível do SLS. Oferece excelente desempenho. resistência à tracção, alta resistência química e absorção de umidade incrivelmente baixa. É o material padrão para engrenagens funcionais, dobradiças flexíveis e automotivo recintos.
- PA11 (Nylon 11): Derivado do óleo de rícino (o que o torna mais ecológico), o PA11 é ligeiramente mais flexível e possui uma resistência ao impacto significativamente maior do que o PA12. Especificamos este material para para-choques de drones ou caixas de encaixe que precisam resistir a quedas.
- Nylons com carga de fibra de vidro (PA12-GF): Ao misturar microesferas de vidro ao pó de nylon, a peça resultante torna-se excepcionalmente rígida e altamente resistente à deformação térmica (alta temperatura de deflexão térmica). Perfeita para componentes do compartimento do motor.
- TPU (Poliuretano Termoplástico): Um pó flexível, semelhante à borracha, usado para imprimir juntas personalizadas, amortecedores e tecnologia vestível.
SLS vs SLA
Ao avaliar uma solicitação de cotação (RFQ) para manufatura aditiva na eptahub.com, o comparativo tecnológico mais frequente é SLS vs SLA (Estereolitografia).
Embora ambos utilizem lasers, suas aplicações em física e engenharia são diametralmente opostas. A SLA cura resina fotopolimérica líquida com um laser UV, enquanto a SLS funde pó seco com um laser térmico.
Se você escolher a tecnologia errada, sua peça poderá apresentar falhas mecânicas ou ficar com uma aparência ruim. Aqui está a matriz técnica que usamos para avaliar o processo correto.
| Métrica de Engenharia | SLS (Sinterização Seletiva a Laser) | SLA (Estereolitografia) | O veredicto do engenheiro |
|---|---|---|---|
| Base de Materiais | Termoplásticos de engenharia (Nylon). | Resinas termofixas curadas por UV. | A tecnologia SLS se comporta como o plástico moldado por injeção. Já a tecnologia SLA se comporta como o acrílico quebradiço. |
| Resistência mecânica | Altamente durável, resistente e à prova de impactos. Resistência quase isotrópica. | Frágil. Propenso a quebrar sob torção ou impacto. | Vencedor na categoria de peças mecânicas: SLS. |
| Estruturas de suporte | Nenhuma necessária (o pó serve de suporte para a peça). | São necessários extensos suportes rígidos para as saliências. | Vencedor na categoria Geometria Complexa: SLS. |
| Acabamento da superfície | Acabamento fosco, ligeiramente poroso (como um cubo de açúcar). Linhas de camada visíveis se não for polido. | Superfície lisa como vidro, resolução ultra-alta. Linhas de camada invisíveis. | Vencedor na categoria Cosméticos/Joias: SLA. |
| Estabilidade ambiental | Excelente. Estável aos raios UV, resistente a produtos químicos. | Ruim. As resinas SLA degradam-se, tornam-se quebradiças e descoloram sob a luz solar (exposição aos raios UV). | Vencedor na categoria Uso Externo: SLS. |
Estudo de Caso de Engenharia: A Falha do Efetor Final de um Robô
Para ilustrar a importância crucial de compreender a Análise de Segurança do Sistema (SLS), vejamos uma análise de falhas que realizamos para uma empresa de robótica de automação.
O cenário: O cliente projetou um atuador final pneumático altamente complexo (uma garra robótica) para uma linha de montagem automatizada. A peça apresentava canais de ar internos e curvos para acionar os dedos da garra, reduzindo a necessidade de mangueiras de ar externas.

Falha Inicial (SLA): Inicialmente, eles criaram um protótipo e testaram a peça usando uma impressora SLA industrial, pois desejavam um acabamento liso para os canais de ar. No entanto, a resina SLA é um plástico termofixo. Durante um ciclo de produção em alta velocidade, o braço robótico colidiu com um suporte de aço. O frágil atuador final da impressora SLA se estilhaçou em uma dúzia de pedaços, paralisando a linha de montagem por 4 horas.
A Falha Secundária (FDM): Na tentativa de aumentar a resistência, eles reimprimiram a peça usando FDM (impressão por filamento) com plástico ABS. Como a FDM requer estruturas de suporte, os complexos canais de ar internos foram preenchidos com material de suporte, o que impossibilitou a remoção mecânica. O fluxo de ar pneumático ficou completamente bloqueado. Além disso, as peças fabricadas por FDM são altamente anisotrópicas (mais frágeis ao longo das linhas de camada do eixo Z), e a garra quebrou ao longo de uma dessas linhas sob a pressão do ar comprimido.
A Resolução de Engenharia (SLS): Eles trouxeram o arquivo CAD para eptahub.com. Imediatamente, alteramos o processo de fabricação para SLS usando nylon PA12.
- Não são necessários suportes: Os canais de ar internos foram impressos perfeitamente limpos, pois o pó não sinterizado foi simplesmente expelido com ar comprimido após a impressão.
- Alta resistência: A resistência quase isotrópica do Nylon 12 sinterizado permitiu que a peça resistisse a impactos contundentes na linha de montagem sem se quebrar.
- Viabilidade de produção: Graças à tecnologia SLS, que permite o aninhamento 3D (empilhamento vertical de peças no reservatório de pó), conseguimos imprimir 50 atuadores finais em um único ciclo de construção de 24 horas, transformando a peça de um "protótipo" em um componente de produção viável para uso final.
Este é o verdadeiro poder da SLS. Ela preenche a lacuna entre a velocidade da impressão 3D e a confiabilidade mecânica da... moldagem por injeção.
Vantagens e desvantagens da sinterização seletiva a laser
Como engenheiro, não acredito em processos de fabricação "perfeitos". Toda tecnologia é um compromisso entre velocidade, custo, geometria e propriedades do material. Ao integrar a manufatura aditiva, fabricação em uma cadeia de suprimentos Em eptahub.com, devemos avaliar rigorosamente o Vantagens e desvantagens da sinterização seletiva a laser antes de aprovar uma lista de materiais (BOM).
As vantagens da engenharia
- Liberdade geométrica (sem suportes): Conforme discutido, o leito de pó não sinterizado atua como uma estrutura de suporte 3D completa. Isso permite que os engenheiros projetem topologias orgânicas e generativas, treliças internas e canais de fluidos complexos que são fisicamente impossíveis de fabricar por meio de usinagem de 5 eixos. usinagem CNC ou moldagem por injeção.
- Propriedades mecânicas quase isotrópicas: Diferentemente da FDM (impressão por filamento), onde as peças são altamente propensas à delaminação ao longo do eixo Z (linhas de camada), a fusão térmica a laser na SLS cria uma peça quase isotrópica. Isso significa que a resistência à tração e a elasticidade são praticamente idênticas nas direções X, Y e Z.
- Aninhamento 3D de Alto Volume: Na SLS, você não está limitado a imprimir em uma plataforma plana. Você pode "aninhar" peças no espaço 3D, empilhando centenas de componentes uns sobre os outros no volume de pó. Isso transforma a SLS de uma ferramenta de prototipagem em uma máquina legítima de produção em lote.
- Sem custos de ferramental: Moldagem por injeção requer moldes (ferramentas) de aço ou alumínio que podem custar 10.000 a50.000 e levam 8 semanas para serem usinadas. A SLS não requer nenhuma ferramenta, tornando-se a solução definitiva. Solução para manufatura ágil e design iterativo.
As desvantagens da engenharia
- Porosidade inerente: Como a SLS funde partículas de pó, vazios microscópicos permanecem entre elas. A peça resultante tem porosidade de aproximadamente 5% a 10%. Se você projetar um coletor para fluido hidráulico de alta pressão, uma peça fabricada por SLS sem tratamento apresentará vazamento de fluido. Ela precisa ser pós-processada (infiltrada com epóxi ou alisada a vapor) para se tornar estanque a gases ou líquidos.
- Encolhimento térmico e empenamento: O náilon encolhe aproximadamente de 2% a 3% ao esfriar do seu ponto de fusão até a temperatura ambiente. Embora o software CAM dimensione automaticamente o modelo 3D para compensar, geometrias espessas esfriam mais lentamente do que geometrias finas, resultando em encolhimento e deformação diferenciais. Projetar espessuras de parede uniformes é crucial.
- Acabamento da superfície: A superfície "como impressa" de uma peça SLS tem uma textura semelhante à de um cubo de açúcar ou lixa fina. Embora perfeitamente aceitável para componentes mecânicos internos, requer um extenso pós-processamento (vibração, lixamento, pintura ou...). suavização de vapor) se for necessário um acabamento cosmético voltado para o consumidor.
- Taxas de renovação do pó (custo operacional): Não é possível reutilizar indefinidamente o pó não sinterizado que permanece no leito de sinterização. A exposição prolongada ao calor degrada o peso molecular do polímero. Para manter a resistência mecânica, os fabricantes precisam misturar aproximadamente 30% a 50% de pó "virgem" (novo) com o pó reciclado a cada nova produção. Isso eleva consideravelmente os custos operacionais (OpEx) da sinterização seletiva a laser (SLS).
Do protótipo à produção: quais são os usos típicos do SLS?
Há dez anos, a resposta para “Quais são os usos típicos do SLS?” era estritamente prototipagem rápida. Hoje, graças aos avanços em materiais, a SLS está fortemente consolidada na produção para uso final.
Ao pesquisar por aplicações de sinterização seletiva a laser, Analise setores onde o volume de produção baixo a médio, a alta complexidade e a redução de peso são fundamentais.
- Dutos para os setores aeroespacial e automotivo: Como o SLS permite geometrias complexas, de paredes finas e sinuosas sem estruturas de suporte internas, ele é o padrão para a produção de dutos de ar personalizados para sistemas de controle ambiental (ECS) em aeronaves, ou coletores de admissão personalizados para corridas de alto desempenho.
- Fabricação de pontes: Se o lançamento de um produto exigir 500 unidades imediatamente, mas o moldagem por injeção Como as ferramentas não estarão prontas em dois meses, as empresas usam a SLS (Sinterização Seletiva a Laser) para "preencher a lacuna". Elas imprimem as primeiras 500 unidades para que cheguem ao mercado a tempo e, em seguida, passam para a moldagem por injeção para a produção em massa.
- Órteses e próteses médicas personalizadas: A sinterização seletiva a laser (SLS) é perfeita para personalização em massa. Escanear o membro de um paciente e imprimir uma órtese ou encaixe protético de nylon PA12 leve e com contornos perfeitos agora é um fluxo de trabalho clínico padrão.

- Dispositivos e acessórios de fabricação: As fábricas utilizam a tecnologia SLS para imprimir bandejas de encaixe personalizadas, garras robóticas (efetores finais) e gabaritos de alinhamento para montagem. O uso de nylon reforçado com fibra de vidro (PA12-GF) proporciona a rigidez necessária para suportar o uso intenso em ambientes industriais.
- Dobradiças de encaixe e dobradiças flexíveis: A excepcional ductilidade e resistência à fadiga do PA11 e do PA12 fazem da SLS o melhor método de impressão 3D para gabinetes que exigem clipes flexíveis de encaixe ou dobradiças articuladas que precisam ser abertas e fechadas milhares de vezes.
A contraparte metálica: Sinterização direta de metal a laser (DMLS)
Anteriormente, esclarecemos que o SLS se aplica estritamente a polímeros. No entanto, você encontrará frequentemente o termo sinterização direta de metal a laser (DMLS) ou Fusão Seletiva a Laser (SLM).
Embora a arquitetura fundamental (laser + leito de pó) seja semelhante, a realidade da engenharia é completamente diferente.
- A diferença energética: Para fundir nylon, é necessário um laser de CO2 de potência relativamente baixa (cerca de 30 a 100 watts). Já para fundir titânio ou Inconel, são necessários lasers de fibra extremamente potentes (de 400 a mais de 1.000 watts).
- O paradoxo da estrutura de suporte: Na sinterização seletiva a laser de polímero (SLS), o pó não sinterizado serve de suporte para a peça. Em DMLS, você DEVE projetar estruturas de suporte de metal pesado. Por quê? Porque quando você funde metal, as tensões residuais térmicas são tão violentas que, à medida que o metal esfria e encolhe, ele literalmente se desprende da plataforma de impressão ou se enrola, formando uma bola. Os suportes metálicos na DMLS atuam como âncoras térmicas, soldando a peça à enorme plataforma de aço para mantê-la plana durante a impressão.
- O meio ambiente: A DMLS (Sinterização Direta por Laser) deve ocorrer em uma atmosfera inerte e estritamente controlada (preenchida com gás argônio). Se você disparar um laser de 1.000 watts em um leito de pó fino de titânio na presença de oxigênio, você não obterá uma peça; você obterá uma explosão catastrófica.
Decifrando o preço da impressora 3D SLS
As equipes de compras frequentemente buscam por preço da impressora 3D SLS A expectativa era internalizar a tecnologia, mas a decepção foi grande com os custos. O custo da SLS não se resume à impressora; inclui também a infraestrutura.
1. Sistemas SLS industriais tradicionais (100.000−500,000+)
Os sistemas de fabricantes tradicionais como a EOS ou a 3D Systems são máquinas industriais de grande porte, projetadas para produção fabril ininterrupta (24 horas por dia, 7 dias por semana).
- A impressora: 150kt para500 mil.
- A infraestrutura: Esses equipamentos exigem sistemas de climatização dedicados, geradores de nitrogênio de grande porte (para deslocar o oxigênio na câmara de construção e evitar a combustão do pó) e estações automatizadas de peneiramento/mistura de pó.
- Veredicto: Viável apenas para centros de serviços especializados ou grandes laboratórios de P&D empresariais.
2. A Revolução SLS de Bancada/Compacta (15.000−40,000)
Nos últimos anos, empresas como a Formlabs (com o Fuse 1) e a Sinterit revolucionaram o mercado ao introduzir sistemas SLS compactos de bancada.
- A impressora: Tipicamente 15.000 a25,000.
- A infraestrutura: Possuem estações integradas de recuperação de pó (um adicional de $10.000) e geralmente funcionam com energia elétrica padrão, sem a necessidade de geradores industriais de nitrogênio (alguns utilizam um sistema de pressão negativa).
- Veredicto: Isso tornou a SLS acessível a empresas de engenharia de médio porte e oficinas mecânicas locais. No entanto, seus volumes de construção são muito menores e a velocidade do laser é significativamente mais lenta do que a de seus equivalentes industriais.
Veredito do Engenheiro: Especificando o SLS na sua lista de materiais
A sinterização seletiva a laser não é uma solução mágica, mas é o método de produção estrutural mais próximo que a indústria de manufatura aditiva possui.
Ao especificar SLS em um desenho para eptahub.com, você está contornando a fragilidade da SLA e as limitações geométricas da FDM. Você está aproveitando a robustez mecânica dos nylons de grau de engenharia e a liberdade de projeto máxima proporcionada pelas estruturas sem suporte.
No entanto, o sucesso exige um rigoroso projeto para manufatura aditiva (DfAM). É preciso levar em conta a contração térmica, projetar espessuras de parede uniformes e considerar o custo do pós-processamento, caso seja necessário um acabamento estético. Quando implementada corretamente, a sinterização seletiva a laser (SLS) reduzirá drasticamente os prazos de entrega da sua cadeia de suprimentos e permitirá a fabricação de geometrias antes consideradas impossíveis.
Referências
Para implementar a SLS nos sistemas oficiais de gestão da qualidade (SGQ) da sua empresa e garantir a produção padronizada de peças, consulte as seguintes normas internacionais:
- ISO/ASTM 52900:2021 (Fabricação Aditiva — Princípios Gerais — Terminologia)
O documento fundamental que define legal e tecnicamente a Fusão em Leito de Pó (PBF) e diferencia a terminologia de SLS da de SLM e SLA. Leitura obrigatória para compras técnicas.
Link: ISO.org – ISO/ASTM 52900 - ASTM F3311 – Especificação padrão para manufatura aditiva – Diretrizes de projeto de peças
Fornece diretrizes de engenharia altamente específicas para o projeto de peças especificamente para Fusão em Leito de Pó, incluindo espessuras mínimas de parede, diâmetros de furos e requisitos de furos de escape para pó não sinterizado.
Link: ASTM.org







