











สวัสดีครับ ผมคือวิศวกรอาวุโสจาก Eptahub ครับ หนึ่งในคำถามที่พบบ่อยที่สุดที่ผมได้รับ ไม่ว่าจะเป็นจากนักออกแบบมือใหม่หรือผู้เชี่ยวชาญด้านการจัดซื้อจัดจ้างที่มีประสบการณ์ ก็คือ “อะไรกันแน่” เป็น ”การเชื่อม TIG ทำไมมันถึงแพงจัง?” เป็นคำถามที่สมเหตุสมผล โดยเฉพาะอย่างยิ่งเมื่อคุณเห็นการระบุให้ใช้การเชื่อมแบบนี้ในแบบพิมพ์สำหรับงานเชื่อมที่ดูเหมือนจะง่ายๆ.
มาเริ่มกันที่คำตอบตรงๆ กันเลยดีกว่า. ไทก์ ย่อมาจาก ก๊าซเฉื่อยทังสเตน.
แม้ว่านั่นจะเป็นความหมายตามตัวอักษร แต่ก็ไม่ได้บอกอะไรเกี่ยวกับเหตุผลที่ว่าทำไมจึงเป็นวิธีการที่นิยมใช้ในอุตสาหกรรมการบินและอวกาศ ระบบที่มีความบริสุทธิ์สูง และการใช้งานใดๆ ที่ความล้มเหลวไม่ใช่ทางเลือก สำหรับวิศวกรแล้ว TIG หมายถึง ควบคุม, ความบริสุทธิ์, และ ความแม่นยำ. หากการเชื่อม MIG เปรียบเสมือนปืนยิงกาวอเนกประสงค์และมีประสิทธิภาพในโลกของโลหะ การเชื่อม TIG ก็เปรียบเสมือนมีดผ่าตัดของศัลยแพทย์ มันช้ากว่า ต้องใช้ทักษะสูงมาก และมีค่าใช้จ่ายสูงกว่า แต่เมื่อทำได้อย่างถูกต้อง ผลลัพธ์ที่ได้คือรอยเชื่อมที่มีคุณภาพและความแข็งแรงเหนือกว่าใคร.
ชื่ออย่างเป็นทางการตามมาตรฐานอุตสาหกรรมสำหรับกระบวนการนี้ ซึ่งกำหนดโดยสมาคมการเชื่อมแห่งอเมริกา (AWS) คือ การเชื่อมอาร์กทังสเตนแก๊ส (GTAW). คุณจะเห็นการใช้คำว่า TIG และ GTAW สลับกันไปมาในแบบร่างและข้อกำหนดต่างๆ แต่ทั้งสองคำนี้หมายถึงกระบวนการเชื่อมแบบเดียวกัน.
ถอดรหัสคำย่อ: ทังสเตน ก๊าซเฉื่อย และอาร์ค
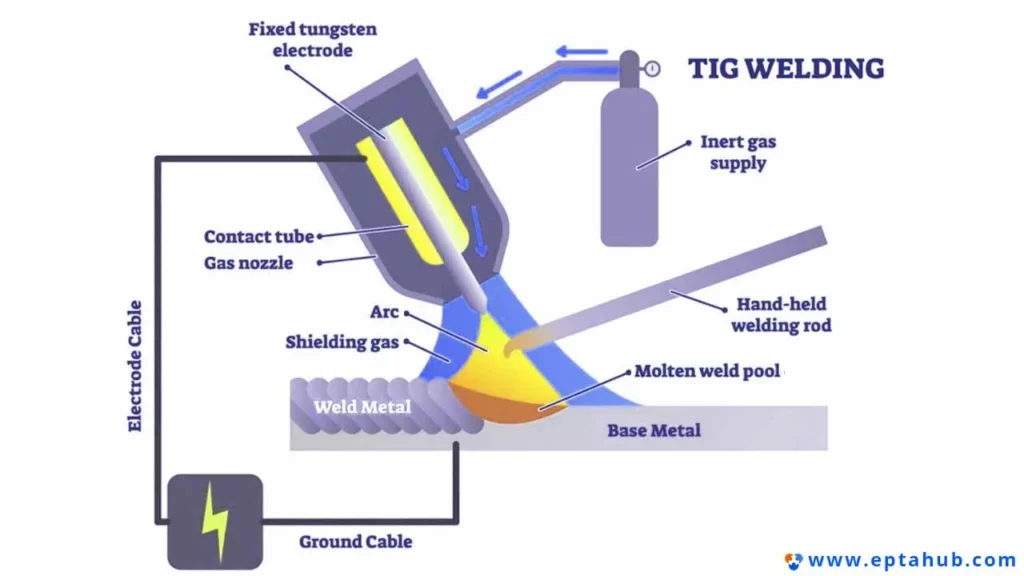
เพื่อให้เข้าใจ TIG คุณต้องเข้าใจบทบาทของแต่ละคำในชื่อของมัน กระบวนการนี้เป็นการทำงานร่วมกันที่สวยงามแต่ซับซ้อนระหว่างองค์ประกอบสามอย่าง.
1. ตัวอักษร “T” ย่อมาจาก Tungsten (ทังสเตน)
หัวใจสำคัญของกระบวนการเชื่อม TIG คือ... อิเล็กโทรดทังสเตนที่ไม่สิ้นเปลือง. นี่คือความแตกต่างที่สำคัญที่สุดจากกระบวนการเชื่อมแบบอาร์คทั่วไปอื่นๆ เช่น MIG หรือการเชื่อมแบบแท่ง.
- คำว่า “ใช้ไม่ได้” หมายความว่าอย่างไร? ในการเชื่อม MIG (Gas Metal Arc Welding) และการเชื่อมแบบแท่ง (Shielded Metal Arc Welding) อิเล็กโทรดคือโลหะตัวเติมเอง เป็นลวดหรือแท่งที่หลอมละลายกลายเป็นส่วนหนึ่งของรอยเชื่อม ในการเชื่อม TIG หน้าที่ของอิเล็กโทรดทังสเตนคือการสร้างและรักษาอาร์คไฟฟ้าที่มีความเสถียรสูงเท่านั้น ไม่ได้มีไว้สำหรับหลอมละลาย.
- ทำไมต้องทังสเตน? ทังสเตนมีจุดหลอมเหลวสูงที่สุดในบรรดาโลหะบริสุทธิ์ทั้งหมด ซึ่งสูงมากอย่างน่าตกใจ 3,422 องศาเซลเซียส (6,192 องศาฟาเรนไฮต์). คุณสมบัตินี้ทำให้สามารถทนต่อความร้อนสูงจากประกายไฟเชื่อม (ซึ่งอาจสูงเกิน 6,000°C) ได้โดยไม่ละลาย ปลายแหลมคมช่วยให้ช่างเชื่อมสามารถควบคุมประกายไฟและความร้อนได้อย่างแม่นยำไปยังพื้นที่เล็กๆ บนชิ้นงาน.
- ประเภทของทังสเตน: ไม่ใช่ว่าทังสเตนทุกชนิดจะเหมือนกัน วิศวกรอาจพบข้อกำหนดที่ระบุให้ใช้ทังสเตนประเภทต่างๆ ซึ่งระบุได้จากแถบสี:
- ทังสเตนบริสุทธิ์ (สีเขียว): ใช้สำหรับการเชื่อม AC บนอลูมิเนียม ทำให้ได้ปลายเชื่อมที่เรียบเนียนและเป็นทรงกลม.
- 2% ทอเรียม (สีแดง): ของเก่า อุตสาหกรรม เป็นมาตรฐานสำหรับการเชื่อมเหล็กด้วยกระแสตรง (DC) ให้การเริ่มต้นอาร์คที่ดีเยี่ยม แต่มีสารกัมมันตรังสี ซึ่งอาจก่อให้เกิดความกังวลด้านสุขภาพ โรงงานหลายแห่งจึงเลิกใช้ไปแล้ว.
- 2% Lanthanted (สีน้ำเงิน): เป็นอิเล็กโทรดอเนกประสงค์ที่ใช้กันทั่วไปมากที่สุดในปัจจุบัน ใช้งานได้ดีเยี่ยมทั้งสำหรับการเชื่อมไฟฟ้ากระแสสลับและกระแสตรง ให้ความเสถียรของอาร์คที่ดีเยี่ยม และปราศจากสารกัมมันตรังสี ทำให้เป็นตัวเลือกที่ปลอดภัยและใช้งานได้หลากหลายกว่า.
2. “IG” ย่อมาจาก Inert Gas (ก๊าซเฉื่อย)
โลหะหลอมเหลวมีความไวต่อปฏิกิริยาสูง หากสัมผัสกับบรรยากาศ ออกซิเจน ไนโตรเจน และไอน้ำในอากาศจะรวมตัวกับบ่อหลอมโลหะอย่างรวดเร็ว ทำให้เกิดออกไซด์และไนไตรด์ การปนเปื้อนนี้ส่งผลให้รอยเชื่อมเปราะ พรุน และอ่อนแอ หน้าที่ของก๊าซเฉื่อยคือการสร้างฟองอากาศป้องกันรอบบริเวณรอยเชื่อม.
- คำว่า “เฉื่อย” หมายความว่าอย่างไร? ก๊าสปกคลุมที่ใช้ในการเชื่อม TIG เป็นก๊าสเฉื่อย ซึ่งหมายความว่ามันไม่ทำปฏิกิริยาทางเคมี มันจะไม่รวมตัวกับบ่อหลอมเหลวหรืออิเล็กโทรดทังสเตนที่ร้อน.
- ก๊าซทั่วไป:
- อาร์กอน (Ar): ก๊าสปกคลุมการเชื่อม TIG ที่ใช้กันทั่วไปมากที่สุด มีน้ำหนักมากกว่าอากาศ จึงให้การปกคลุมที่ดีเยี่ยมที่อัตราการไหลต่ำ ให้การอาร์คที่เสถียรและเงียบ และเหมาะสำหรับการเชื่อมเหล็ก เหล็กกล้าไร้สนิม และอลูมิเนียมในความหนาเกือบทุกระดับ.
- ฮีเลียม (He): เบากว่าอากาศและมีค่าการนำความร้อนสูงกว่า ส่งผลให้เกิดประกายไฟที่ "ร้อนกว่า" ซึ่งแทรกซึมได้ลึกกว่า มักใช้กับชิ้นส่วนอลูมิเนียมหรือทองแดงที่มีความหนา หรือผสมกับอาร์กอนเพื่อปรับแต่งคุณลักษณะของประกายไฟ.
ก๊าซจะไหลผ่านหัวเชื่อม TIG และออกมาทางถ้วยเซรามิกหรือ "หัวฉีด" ที่ล้อมรอบอิเล็กโทรดทังสเตน วิธีนี้ช่วยให้มั่นใจได้ว่าส่วนโค้งของการเชื่อม อิเล็กโทรด และบ่อหลอมเหลวของการเชื่อมจะถูกแยกออกจากบรรยากาศโดยรอบอย่างสมบูรณ์.
3. ส่วนโค้งและกระบวนการ
นี่คือวิธีที่องค์ประกอบเหล่านี้ผสานรวมกันในมือของผู้ปฏิบัติงานที่มีทักษะ:
- การทำความสะอาดอย่างพิถีพิถัน: ขั้นตอนแรกคือการทำความสะอาดเสมอ การเชื่อม TIG นั้นไวต่อสิ่งปนเปื้อนเป็นอย่างมาก น้ำมัน สี สนิม หรือแม้แต่ชั้นออกไซด์หนาๆ บนโลหะพื้นฐานจะต้องถูกกำจัดออกไปให้หมด.
- การจัดเตรียม: ช่างเชื่อมจะเลือกทังสเตนที่เหมาะสม ลับคม และตั้งค่ากระแสไฟฟ้า (ความร้อน) และอัตราการไหลของแก๊สของเครื่องเชื่อมตามความเหมาะสม วัสดุ ประเภทและความหนา.
- การตีโค้ง: ช่างเชื่อมวางหัวเชื่อมไว้เหนือรอยต่อ. เครื่องเชื่อม TIG สมัยใหม่ ใช้การสตาร์ทแบบไม่สัมผัสด้วยความถี่สูง กระแสไฟฟ้าแรงสูงและความถี่สูงจะทำให้ก๊าซระหว่างปลายทังสเตนกับชิ้นงานแตกตัวเป็นไอออน สร้างเส้นทางให้กระแสเชื่อมไหลผ่านได้โดยที่อิเล็กโทรดไม่ต้องสัมผัสกับโลหะเลย.
- การก่อตัวของแอ่งน้ำ: ประกายไฟที่รุนแรงจะหลอมละลายโลหะพื้นฐานในบริเวณเล็กๆ ที่ควบคุมได้ นี่คือจุดที่ต้องใช้ทักษะ – การควบคุมความยาวของประกายไฟและความเร็วในการเคลื่อนที่เพื่อรักษาความสม่ำเสมอของบ่อหลอมโลหะ.
- การเติมลวดเชื่อม (เทคนิค “ใช้สองมือ”): ต่างจากการเชื่อม MIG ที่ลวดเชื่อมจะถูกป้อนผ่านปืนเชื่อมโดยอัตโนมัติ การเชื่อม TIG นั้นใช้มืออีกข้างจุ่มแท่งลวดเชื่อมบางๆ ลงไปในขอบด้านหน้าของบ่อหลอมเหลว ซึ่งต้องอาศัยการประสานงานระหว่างมือและตาอย่างเหลือเชื่อ นอกจากนี้ยังช่วยให้ช่างเชื่อมมีความชำนาญมากขึ้น สามารถควบคุมความร้อน (กระแสไฟฟ้า) และการเติมโลหะตัวเติมได้อย่างอิสระ. นี่คือหัวใจสำคัญของความแม่นยำสูงในการเชื่อม TIG.
- การเลิกจ้าง: เมื่อเชื่อมเสร็จแล้ว ช่างเชื่อมจะค่อยๆ ลดกระแสไฟฟ้าลงเพื่อเติมเต็มช่องว่างที่ปลายรอยเชื่อม ป้องกันการแตกร้าว ก๊าซเฉื่อยจะยังคงไหลต่อไปอีกสองสามวินาทีหลังจากดับอาร์คแล้ว (เรียกว่า "การไหลหลังการเชื่อม") เพื่อปกป้องทังสเตนที่ยังร้อนอยู่และบ่อหลอมที่กำลังแข็งตัวจากการปนเปื้อน.
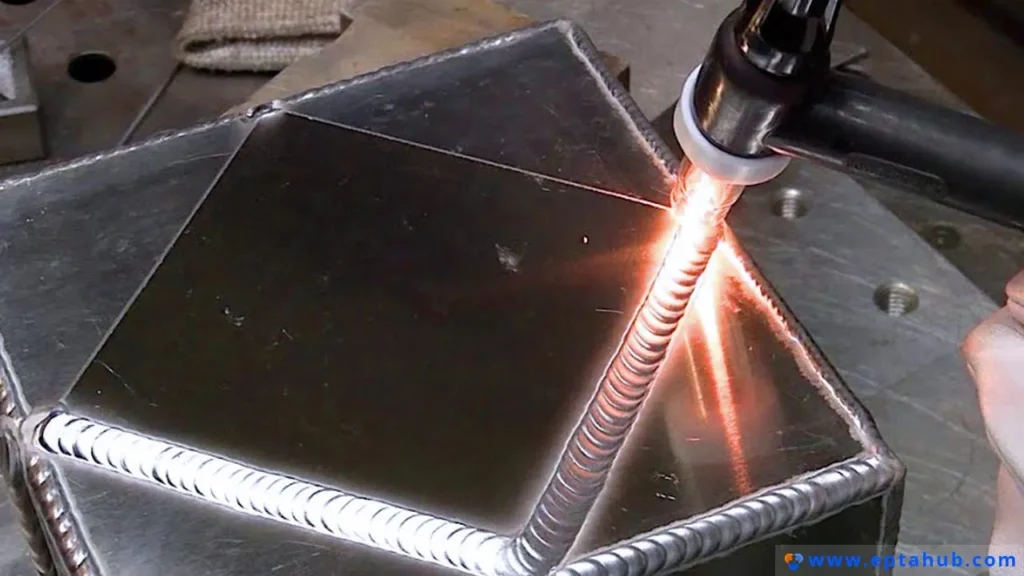
ผลลัพธ์ของกระบวนการที่พิถีพิถันนี้คือ รอยเชื่อมที่สะอาด แม่นยำ และสวยงาม โดยมีลักษณะเฉพาะคือเรียงซ้อนกันคล้าย "เหรียญสิบสตางค์".
เหตุใดจึงควรเลือกใช้การเชื่อม TIG? ข้อดีหลักสามประการ
เมื่อคุณในฐานะวิศวกรหรือผู้ซื้อ ลงนามอนุมัติแบบร่างที่ระบุการเชื่อมแบบ GTAW คุณกำลังจ่ายเงินเพื่อแลกกับข้อดีที่แตกต่างกันสามประการดังนี้:
1. ความแม่นยำและการควบคุมที่เหนือชั้น
เนื่องจากแหล่งความร้อน (อาร์คทังสเตน) แยกออกจากวัสดุเติม ผู้ปฏิบัติงานจึงสามารถควบคุมได้อย่างสมบูรณ์ พวกเขาสามารถเพิ่มความร้อนได้เพียงพอที่จะหลอมโลหะบางสองชิ้นเข้าด้วยกันโดยไม่ต้องใช้วัสดุเติมเลย (การเชื่อมแบบ "ไร้สารเติมแต่ง") หรือพวกเขาสามารถสร้างวัสดุขึ้นใหม่ในส่วนที่สึกหรอได้อย่างแม่นยำ การควบคุมในระดับนี้เป็นไปไม่ได้ในกระบวนการอื่นๆ.
2. คุณภาพและความบริสุทธิ์ของการเชื่อมที่เหนือกว่า
การผสมผสานระหว่างอาร์คที่เสถียรและเผาไหม้สะอาด กับก๊าซเฉื่อยที่มีประสิทธิภาพสูง ทำให้ได้รอยเชื่อมที่มีความบริสุทธิ์เป็นพิเศษ ไม่มี "ตะกรัน" (ชั้นของสิ่งเจือปนจากฟลักซ์) ที่จะติดอยู่ในรอยเชื่อม เหมือนกับการเชื่อมแบบใช้ลวดเชื่อมธรรมดา และแทบไม่มี "เศษโลหะกระเด็น" (หยดโลหะหลอมเหลวขนาดเล็ก) เหมือนที่มักพบในการเชื่อม MIG ผลลัพธ์ที่ได้คือรอยเชื่อมที่ไม่เพียงแต่สวยงาม แต่ยังมีความหนาแน่นและปราศจากข้อบกพร่องที่ส่งผลต่อความแข็งแรงและความสมบูรณ์ของชิ้นงาน.
3. ความอเนกประสงค์สูงสุดในการใช้งานกับโลหะหลากหลายชนิด
ด้วยการตั้งค่าเครื่องเชื่อม (AC/DC) และวัสดุเติมที่ถูกต้อง การเชื่อม TIG สามารถใช้เชื่อมโลหะและโลหะผสมได้หลากหลายกว่ากระบวนการเชื่อมแบบอื่น ๆ ซึ่งรวมถึง:
- เหล็กกล้าไร้สนิม
- เหล็กกล้าคาร์บอนและเหล็กกล้าผสม
- อะลูมิเนียม
- แมกนีเซียม
- ไทเทเนียม
- ทองแดงและทองสัมฤทธิ์
- โลหะผสมนิกเกล (อินโคเนล, โมเนล)
ตารางที่ 1: การเชื่อม TIG เทียบกับการเชื่อม MIG เทียบกับการเชื่อมแบบแท่ง – การเปรียบเทียบในมุมมองของวิศวกร
| คุณสมบัติ | การเชื่อม TIG (GTAW) | MIG (GMAW) | แท่ง (SMAW) |
|---|---|---|---|
| ชื่อกระบวนการ | การเชื่อมด้วยอาร์กทังสเตนแก๊ส | การเชื่อมโลหะด้วยแก๊สอาร์ค | การเชื่อมโลหะด้วยอาร์คแบบมีฉนวนหุ้ม |
| หลักการสำคัญ | อิเล็กโทรดทังสเตนชนิดไม่สิ้นเปลือง แท่งเติมแบบใช้มือ. | อิเล็กโทรดลวดแบบป้อนต่อเนื่องที่สามารถใช้วัสดุสิ้นเปลืองได้. | อิเล็กโทรดแท่งเคลือบฟลักซ์แบบใช้แล้วทิ้ง. |
| คุณภาพการเชื่อม | สูงสุด – บริสุทธิ์มาก ไม่มีเศษกระเด็น ไม่มีกากตะกอน. | สูง – คุณภาพดี แต่มีโอกาสกระเด็นได้. | ดี – สิ่งเจือปนจากตะกรันเป็นอันตราย และอาจทำให้เกิดการกระเด็นของโลหะได้มาก. |
| ความแม่นยำและการควบคุม | สูงสุด – “มีดผ่าตัดของศัลยแพทย์” | ปานกลาง – “เล็งแล้วถ่าย” เหมาะสำหรับงานผลิต. | ต่ำ – ควบคุมได้ยากบนวัสดุบางๆ. |
| ความเร็ว | ช้าที่สุด | เร็ว | ช้า |
| ค่าใช้จ่าย (ค่าแรงและอุปกรณ์) | สูง | ปานกลาง | ต่ำ |
| ระดับทักษะผู้ปฏิบัติงาน | สูงมาก | ระดับต่ำถึงปานกลาง | ระดับปานกลางถึงสูง |
| เหมาะสำหรับ | วัสดุบาง โลหะผสมพิเศษ งานที่มีความบริสุทธิ์สูง การเชื่อมชั้นแรก. | การผลิต, วัสดุที่หนากว่า. | การซ่อมแซมภาคสนาม วัสดุสกปรก โครงสร้างเหล็กหนา. |
ความแตกต่างที่สำคัญ: การเชื่อม TIG ด้วยกระแสสลับ (AC) กับกระแสตรง (DC)
แหล่งจ่ายไฟสำหรับการเชื่อม TIG สามารถจ่ายกระแสไฟฟ้าได้สองวิธี การเข้าใจว่าควรใช้วิธีใดเป็นขั้นตอนแรกและสำคัญที่สุดในการตั้งค่าขั้นตอนการเชื่อมที่ถูกต้อง.
กระแสตรง (DC) – เครื่องมือทำงานหลัก
ในโหมด DC กระแสไฟฟ้าจะไหลในทิศทางเดียวคงที่ สำหรับการเชื่อม TIG นั้น แทบจะเป็นเช่นนั้นเสมอ DCEN (Direct Current Electrode Negative).
- วิธีการทำงาน: ขั้วไฟฟ้าทังสเตนเชื่อมต่อกับขั้วลบ และชิ้นงานเชื่อมต่อกับขั้วบวก ซึ่งหมายความว่าอิเล็กตรอนจะไหลจากปลายทังสเตน ผ่านส่วนโค้ง และเข้าสู่ชิ้นงาน.
- ผลกระทบ: การไหลของอิเล็กตรอนแบบทางเดียวนี้จะรวมความร้อนจากอาร์คประมาณ 70% ไว้ที่ชิ้นงานโดยตรง ส่งผลให้เกิดการเจาะที่ลึกและแคบ ในขณะที่อิเล็กโทรดทังสเตนซึ่งได้รับความร้อนเพียง 30% จะเย็นกว่าและสามารถรักษาปลายแหลมคมไว้ได้.
- ควรใช้เมื่อใด: DCEN คือ มาตรฐาน สำหรับการเชื่อมโลหะทุกชนิด ไม่ มีชั้นออกไซด์ที่หนาและทนความร้อนสูง ซึ่งรวมถึง:
- สแตนเลสสตีล
- เหล็กกล้าคาร์บอน
- ไทเทเนียม
- ทองแดง
- โลหะผสมนิกเกล
กระแสสลับ (AC) – ผู้เชี่ยวชาญด้านอลูมิเนียม
ในโหมดกระแสสลับ กระแสไฟฟ้าจะเปลี่ยนทิศทางอย่างรวดเร็ว โดยไหลจากขั้วไฟฟ้าไปยังชิ้นงาน และจากชิ้นงานกลับไปยังขั้วไฟฟ้า หลายสิบครั้งต่อวินาที.
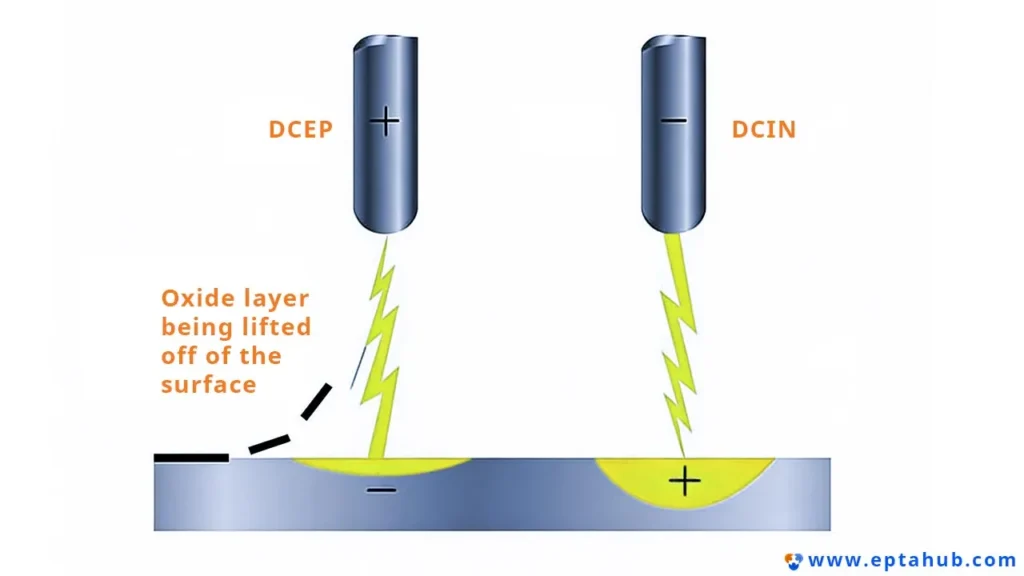
- วิธีการทำงาน: วงจรปัจจุบันถูกแบ่งออกเป็นสองส่วน คือ ส่วนขั้วลบ (EN) และส่วนขั้วบวก (EP).
- ระหว่าง เอ็นเอ ครึ่ง, โดยมีคุณสมบัติคล้ายกับ DCEN คือให้ความร้อนและแทรกซึมเข้าไปในชิ้นงาน.
- ระหว่าง อีพีครึ่ง, การไหลของอิเล็กตรอนจะกลับทิศทาง อิเล็กตรอนจะไหลจากชิ้นงานไปยังทังสเตน ซึ่งมีผลที่น่าทึ่งอย่างหนึ่งที่เรียกว่า “การดำเนินการทำความสะอาด” ไอออนที่ไหลมาจากชิ้นงานจะพุ่งชนพื้นผิวและทำลายชั้นออกไซด์ที่แข็งตัวและทนความร้อนสูงซึ่งก่อตัวขึ้นบนโลหะ เช่น อะลูมิเนียมและแมกนีเซียม.
- ควรใช้เมื่อใด: กระแสไฟฟ้าสลับ (AC) เป็นสิ่งจำเป็นอย่างยิ่งสำหรับการเชื่อมโลหะ:
- อะลูมิเนียม
- แมกนีเซียม
- การควบคุมขั้นสูง (สมดุลและความถี่): เครื่องเชื่อม TIG รุ่นใหม่ให้การควบคุมที่แม่นยำต่อรูปคลื่นกระแสสลับ.
- การปรับสมดุลเครื่องปรับอากาศ: การตั้งค่านี้จะควบคุมอัตราส่วนของเวลา EN ต่อเวลา EP เวลา EN ที่มากขึ้นจะช่วยให้การทำความสะอาดลึกขึ้น เวลา EP ที่มากขึ้นจะช่วยให้การทำความสะอาดมีประสิทธิภาพมากขึ้น แต่ก็จะทำให้ทังสเตนร้อนขึ้นด้วย โดยทั่วไปจะตั้งค่าไว้ที่ประมาณ 70-80% EN.
- ความถี่ไฟฟ้ากระแสสลับ: ค่านี้ควบคุมจำนวนครั้งต่อวินาทีที่กระแสไฟฟ้าสลับ (วัดเป็นเฮิร์ตซ์) ความถี่ที่สูงขึ้นจะทำให้เกิดประกายไฟที่แคบและแม่นยำมากขึ้น ช่วยให้เคลื่อนที่ได้เร็วขึ้นและควบคุมได้ดีขึ้นบนวัสดุบางๆ.
ตารางที่ 2: สรุปการเชื่อม TIG แบบ AC เทียบกับแบบ DC
| คุณสมบัติ | DC (กระแสตรง ขั้วลบ) | กระแสสลับ (AC) |
|---|---|---|
| การใช้งานหลัก | เหล็กกล้า, สแตนเลส, ไทเทเนียม, ทองแดง | อะลูมิเนียม, แมกนีเซียม |
| การไหลของอิเล็กตรอน | วิธีหนึ่ง: จากทังสเตนสู่ชิ้นงาน | เปลี่ยนทิศทางหลายครั้งต่อวินาที |
| การกระจายความร้อน | ~70% ลงในชิ้นงาน | สมดุลระหว่างชิ้นงานและอิเล็กโทรด |
| ลักษณะสำคัญ | การสอดใส่ที่ลึกและแคบ | การดำเนินการทำความสะอาด (ขจัดออกไซด์) และซึมซาบปานกลาง |
| รูปทรงปลายทังสเตน | ปลายแหลมคม | ปลายมนเล็กน้อยหรือเป็นทรงกลม |
| วิชวล อาร์ค | เงียบ เสถียร และให้เสียงที่แม่นยำ | ส่วนโค้งที่ดังและเคลื่อนไหวมากขึ้น |
หลักสูตรขั้นสูงเฉพาะด้านวัสดุ
เรามานำความรู้เหล่านี้ไปประยุกต์ใช้กับวัสดุทางวิศวกรรมในโลกแห่งความเป็นจริงกันเถอะ.
การเชื่อมอลูมิเนียม
อะลูมิเนียมก่อให้เกิดความท้าทายสองประการ ได้แก่ การนำความร้อนสูงและชั้นออกไซด์ที่เหนียวแน่น.
- ปัญหาออกไซด์: ตามที่ได้กล่าวไว้ในบทความของเรา จุดหลอมเหลวของอะลูมิเนียม โดยทั่วไปแล้ว อะลูมิเนียมออกไซด์ (Al₂O₃) จะหลอมเหลวที่อุณหภูมิสูงกว่า 2072°C (3762°F) ในขณะที่อะลูมิเนียมที่อยู่ด้านล่างจะหลอมเหลวที่อุณหภูมิเพียงประมาณ 660°C (1220°F) หากคุณพยายามเชื่อมด้วยกระแสตรง คุณจะทำให้อะลูมิเนียมหลอมเหลวเป็นแอ่งอยู่ใต้ชั้นออกไซด์ที่แข็งตัว กระบวนการเชื่อม TIG ด้วย... เครื่องปรับอากาศคือคำตอบ, โดยใช้กระบวนการทำความสะอาดของวงจร EP เพื่อสลายชั้นออกไซด์นี้ที่อยู่ด้านหน้าของบ่อเชื่อม.
- ปัญหาด้านความร้อน: อะลูมิเนียมนำความร้อนออกจากบริเวณรอยเชื่อมได้อย่างรวดเร็วมาก ทำให้ต้องใช้กระแสไฟฟ้าสูงกว่าการเชื่อมเหล็กที่มีขนาดใกล้เคียงกันมาก นอกจากนี้ การควบคุมความร้อนยังมีความสำคัญอย่างยิ่ง หากความร้อนน้อยเกินไป รอยเชื่อมจะไม่หลอมรวมกัน (“รอยเชื่อมเย็น”) ในขณะที่ความร้อนมากเกินไปบนชิ้นงานบางๆ อาจทำให้ชิ้นงานบิดเบี้ยวหรือละลายไปเลยก็ได้.
การเชื่อมสแตนเลส
ความท้าทายหลักในการเชื่อมเหล็กกล้าไร้สนิมไม่ใช่การหลอมละลาย แต่เป็นการรักษาคุณสมบัติต้านทานการกัดกร่อนของเหล็กกล้าไร้สนิมไว้.

- ปัญหาการกัดกร่อน (การเกิดปฏิกิริยาไว): โครเมียมในเหล็กกล้าไร้สนิมเป็นส่วนประกอบที่สร้างชั้นป้องกันการกัดกร่อน แต่หากโลหะถูกเก็บไว้ที่อุณหภูมิประมาณ 425 ถึง 815 องศาเซลเซียส (800 ถึง 1500 องศาฟาเรนไฮต์) เป็นเวลานานเกินไป โครเมียมจะรวมตัวกับคาร์บอนในโลหะผสมเพื่อสร้างโครเมียมคาร์ไบด์ที่บริเวณขอบเกรน ซึ่งจะทำให้บริเวณโดยรอบสูญเสียโครเมียม ทำให้เกิดสนิมและการกัดกร่อนได้ง่าย ปรากฏการณ์นี้เรียกว่า “การเกิดความไวต่อการกัดกร่อน”
- โซลูชัน TIG: การควบคุมความร้อนที่แม่นยำของ TIG คือเกราะป้องกันที่สมบูรณ์แบบจากการเกิดภาวะไวต่อความร้อน อาร์คไฟฟ้ากระแสตรงที่เน้นเฉพาะจุดช่วยให้ช่างเชื่อมสร้างรอยเชื่อมได้อย่างรวดเร็วโดยมีปริมาณความร้อนส่วนเกินน้อยที่สุดในบริเวณรอบๆ (โซนที่ได้รับผลกระทบจากความร้อน หรือ HAZ) ซึ่งจะช่วยลดระยะเวลาที่ HAZ อยู่ในช่วงอุณหภูมิวิกฤตที่ทำให้เกิดภาวะไวต่อความร้อน.
- ปัญหาความบริสุทธิ์ (การชำระล้างย้อนกลับ): เมื่อทำการเชื่อมแบบเต็มความลึกบนท่อหรือท่อสแตนเลส ด้านในของรอยเชื่อมก็จะสัมผัสกับความร้อนด้วย หากปล่อยทิ้งไว้โดยไม่มีการป้องกัน มันจะทำปฏิกิริยากับอากาศและก่อตัวเป็นชั้นออกไซด์สีดำเป็นคราบ ("การเกิดน้ำตาล" หรือ "การเกิดโค้ก") ซึ่งไม่เพียงแต่จะทำลายความต้านทานการกัดกร่อนเท่านั้น แต่ในงานด้านสุขอนามัย ยังจะสร้างรอยแตกให้แบคทีเรียเจริญเติบโตได้อีกด้วย วิธีแก้ปัญหาคือ การล้างย้อนกลับ: การเติมก๊าซอาร์กอนเฉื่อยเข้าไปในท่อเพื่อป้องกันด้านหลังของรอยเชื่อมขณะที่กำลังก่อตัว สำหรับการใช้งานที่ต้องการความบริสุทธิ์สูง การระบุให้มีการไล่ก๊าซจากด้านหลังเป็นสิ่งที่ขาดไม่ได้.
กรณีศึกษา: พาเลทยาปนเปื้อน
- สถานการณ์จำลอง: บริษัทผลิตยาแห่งหนึ่งได้ว่าจ้างโรงงานผลิตชิ้นส่วนโลหะให้สร้างแท่นวางสำหรับกระบวนการแปรรูปแบบพกพาจำนวนหนึ่ง แท่นวางเหล่านี้ประกอบด้วยโครงสร้างท่อสแตนเลส 316L ที่ซับซ้อนสำหรับลำเลียงน้ำบริสุทธิ์สูงและผลิตภัณฑ์ แบบแปลนทางวิศวกรรมระบุไว้อย่างชัดเจนว่า “การเชื่อมทั้งหมดต้องเป็นการเชื่อมแบบ GTAW การเชื่อมแบบเต็มความลึก และการไล่ก๊าซด้านหลัง”

- ความผิดพลาด: โรงงานผลิตชิ้นส่วนโลหะทำงานล่าช้ากว่ากำหนดและใช้งบประมาณเกินกว่าที่ตั้งไว้ เพื่อเร่งการผลิตชิ้นส่วนโครงสร้างรองรับขนาดใหญ่ที่ไม่สำคัญมากนัก ผู้จัดการจึงอนุญาตให้ช่างเชื่อมใช้เครื่องมือต่างๆ MIG (GMAW) พวกเขาเลือกใช้กระบวนการเชื่อมแบบ MIG แทน TIG ซึ่งเร็วกว่ามาก อย่างไรก็ตาม พวกเขาไม่ได้เปลี่ยนกลับไปใช้ TIG สำหรับส่วนสุดท้ายของท่อกระบวนการ โดยเชื่อมด้วยปืนเชื่อม MIG แทน.
- ผลลัพธ์: เมื่อมองจากภายนอก รอยเชื่อม MIG ดูเหมือนจะใช้ได้หลังจากขัดและตกแต่งแล้ว อย่างไรก็ตาม การตรวจสอบภายในด้วยกล้องส่องภายในกลับบอกเล่าเรื่องราวที่แตกต่างออกไป ด้านในของรอยเชื่อม MIG นั้นหยาบ มีลักษณะเป็นเม็ดๆ และมีเศษโลหะกระเด็นออกมามาก ขาดความเรียบเนียนเหมือนกับรอยเชื่อม TIG นอกจากนี้ เนื่องจาก MIG เป็นกระบวนการที่ให้ความร้อนสูงและควบคุมได้ยากกว่า บริเวณที่ได้รับผลกระทบจากความร้อน (HAZ) จึงมีขนาดใหญ่กว่ามาก.
- ความล้มเหลว: เมื่อนำระบบไปใช้งาน กระบวนการควบคุมคุณภาพที่เข้มงวดของบริษัทตรวจพบการเจริญเติบโตของแบคทีเรียในระบบหลังจากรอบการทำความสะอาด แหล่งที่มาของปัญหาถูกตรวจสอบย้อนกลับไปที่ส่วนของท่อที่เชื่อมด้วยวิธี MIG พื้นผิวภายในที่หยาบของรอยเชื่อมได้สร้างรอยแตกขนาดเล็ก (รอยแตกทางชีวภาพ) ที่ไม่สามารถทำความสะอาดและฆ่าเชื้อได้อย่างเหมาะสม ทำให้เป็นแหล่งเพาะพันธุ์ที่ปลอดภัยสำหรับแบคทีเรีย ระบบทั้งหมดซึ่งมีมูลค่าหลายหมื่นดอลลาร์จึงต้องถูกทิ้งไป.
- บทเรียนที่หลีกเลี่ยงไม่ได้: สำหรับงานที่ต้องการความบริสุทธิ์สูง ไม่ว่าจะเป็นด้านสุขอนามัย เซมิคอนดักเตอร์ หรืออวกาศ การเชื่อมนั้น... กระบวนการนี้เป็นการออกแบบที่สำคัญ การเชื่อม TIG ถูกระบุไม่ใช่เพราะรูปลักษณ์ แต่เพราะรอยเชื่อมภายในที่เรียบเนียน สะอาด และปราศจากรอยแตก ซึ่งเป็นสิ่งสำคัญสำหรับการทำความสะอาด การพยายามประหยัดเวลาทำงานเพียงไม่กี่ชั่วโมงกลับส่งผลให้ผลิตภัณฑ์สำเร็จรูปเสียหายทั้งหมด.
วิธีการระบุการเชื่อม TIG ในใบขอใบเสนอราคา (RFQ) ของคุณ?
เมื่อคุณส่งคำขอใบเสนอราคา ความคลุมเครือคือศัตรูของคุณ ใช้รายการตรวจสอบนี้เพื่อให้แน่ใจว่าซัพพลายเออร์ของคุณทราบอย่างชัดเจนว่าคุณคาดหวังอะไร.
- ระบุขั้นตอนและมาตรฐาน: ระบุให้ชัดเจนว่า “การเชื่อมจะดำเนินการโดยใช้กระบวนการเชื่อมด้วยอาร์คทังสเตนแก๊ส (GTAW / TIG)” หากเกี่ยวข้อง ให้ระบุมาตรฐานอุตสาหกรรม (เช่น AWS D1.1 สำหรับเหล็กโครงสร้าง, AWS D1.2 สำหรับอลูมิเนียม, AWS D1.6 สำหรับเหล็กกล้าไร้สนิม).
- กำหนดวัสดุและโลหะตัวเติม: อย่าระบุแค่เพียงวัสดุพื้นฐานเท่านั้น แต่ควรระบุโลหะผสมที่ใช้เป็นตัวเติมด้วย เช่น “วัสดุพื้นฐาน: สแตนเลสสตีล 304L โลหะผสมที่ใช้เป็นตัวเติม: ER308L”
- ระบุประเภทและขนาดของรอยเชื่อม: ใช้สัญลักษณ์การเชื่อมมาตรฐานในแบบร่างของคุณเพื่อแสดงว่าเป็นรอยเชื่อมแบบฟิลเล็ต รอยเชื่อมแบบร่อง ฯลฯ และระบุขนาดด้วย.
- ข้อกำหนดด้านคุณภาพและการตรวจสอบของรัฐ: นี่เป็นเรื่องสำคัญมาก.
- ภาพ: “รอยเชื่อมทั้งหมดต้องปราศจากรอยแตก รูพรุน และรอยเว้า ตามมาตรฐาน AWS D1.6 มาตรา 6”
- การตรวจสอบแบบไม่ทำลาย (NDT): หากรอยต่อมีความสำคัญ ให้ระบุการทดสอบแบบไม่ทำลาย “รอยเชื่อมร่องแบบเต็มความลึกทั้งหมดจะต้องผ่านการทดสอบด้วยสารแทรกซึมสี 100%” (หรือเอ็กซ์เรย์ ฯลฯ) โปรดทราบว่าวิธีนี้จะเพิ่มต้นทุนอย่างมาก.
- โปรดระบุคำแนะนำพิเศษ: ตรงนี้เป็นส่วนที่คุณจะเพิ่มรายละเอียดที่สำคัญ.
- “การเชื่อมแบบเต็มความลึกบนท่อสแตนเลส จำเป็นต้องใช้ก๊าซอาร์กอนในการไล่ก๊าซออก”
- “จำเป็นต้องทำความสะอาดและเคลือบผิวหลังการเชื่อมสำหรับชิ้นส่วนสแตนเลสทุกชิ้น”
- “ห้ามมีรอยเชื่อมที่เปลี่ยนสีปรากฏให้เห็นบนพื้นผิวภายนอกที่สัมผัสกับภายนอก”
คำถามที่พบบ่อย
ถาม: ลักษณะ "กองเหรียญสิบเซนต์" บนรอยเชื่อม TIG หมายความว่าอย่างไร?
A: ลวดลายคลื่นแบบคลาสสิกนั้นเป็นผลลัพธ์ที่มองเห็นได้จากเทคนิคการเชื่อมของช่างเชื่อม แต่ละ "จุดสิบเซนต์" คือแอ่งหลอมเหลวที่เกิดขึ้นจากการจุ่มแท่งเชื่อมลงในโลหะด้วยมือ ขยับหัวเชื่อมไปข้างหน้าเล็กน้อย แล้วทำซ้ำกระบวนการนั้น การเรียงตัวของจุดสิบเซนต์ที่สม่ำเสมอและมีระยะห่างเท่ากันนั้นเป็นเอกลักษณ์ของช่างเชื่อมที่มีทักษะและความมั่นคง.
ถาม: การเชื่อม TIG แข็งแรงกว่าการเชื่อม MIG หรือไม่?
A: ไม่จำเป็นเสมอไป การเชื่อมที่ทำอย่างถูกต้องด้วยกระบวนการใดกระบวนการหนึ่งก็สามารถตอบสนองความต้องการด้านความแข็งแรงของโลหะพื้นฐานได้ อย่างไรก็ตาม การเชื่อม TIG โดยทั่วไปจะมีคุณภาพสูงกว่า ความบริสุทธิ์ และมีข้อบกพร่องน้อยกว่า เช่น รูพรุนหรือการเชื่อมที่ไม่สมบูรณ์ ซึ่งหมายความว่าวัสดุเหล่านี้มีแนวโน้มที่จะทำงานได้เต็มประสิทธิภาพตามทฤษฎีและมีอายุการใช้งานที่ยาวนานกว่า ทำให้มีประสิทธิภาพดียิ่งขึ้น เชื่อถือได้ สำหรับการใช้งานที่สำคัญ.
ถาม: การเชื่อม TIG สามารถใช้เชื่อมโลหะหนามากได้หรือไม่?
A: ใช่ครับ แต่ว่ามันช้าและไม่มีประสิทธิภาพมาก สำหรับชิ้นงานหนาๆ (เช่น มากกว่า 1/2 นิ้ว) วิธีที่นิยมใช้คือใช้ TIG สำหรับ "การเชื่อมชั้นแรก" ที่สำคัญ เพื่อให้แน่ใจว่าการเชื่อมซึมลึกและได้เนื้อโลหะที่บริสุทธิ์บริเวณฐานของรอยต่อ จากนั้นจึงใช้กระบวนการเชื่อมที่เร็วกว่าและให้ปริมาณโลหะสะสมสูงกว่า เช่น MIG หรือการเชื่อมแบบอาร์คด้วยลวดเชื่อมไส้ฟลักซ์ เพื่อเติมเต็มส่วนที่เหลือของรอยต่อ.
สรุป: TIG คือการลงทุนเพื่อความมั่นคง
TIG หรือ Tungsten Inert Gas เป็นมากกว่าแค่ตัวย่อ มันแสดงถึงการตัดสินใจทางวิศวกรรมอย่างรอบคอบ เป็นการเลือกที่จะให้ความสำคัญกับคุณภาพ ความแม่นยำ และความน่าเชื่อถือ มากกว่าความเร็วและต้นทุน ตั้งแต่กระแสไฟฟ้าสลับ (AC) ที่ทำความสะอาดอะลูมิเนียม ไปจนถึงอาร์คกระแสตรง (DC) ที่เน้นเฉพาะจุดเพื่อปกป้องความสมบูรณ์ของสแตนเลส ทุกแง่มุมของ TIG ล้วนได้รับการออกแบบมาอย่างพิถีพิถัน กระบวนการนี้ได้รับการออกแบบ เพื่อการควบคุม.
เมื่อคุณระบุ GTAW ในแบบร่าง คุณกำลังสื่อสารความต้องการความเป็นเลิศ คุณกำลังขอให้ช่างฝีมือผู้เชี่ยวชาญใช้มีดผ่าตัดในการสร้างสรรค์ชิ้นส่วนของคุณ การเข้าใจกระบวนการ การใช้งาน และวิธีการกำหนดความคาดหวังของคุณอย่างชัดเจน จะช่วยให้มั่นใจได้ว่าการลงทุนในความมั่นใจนี้จะคุ้มค่าในด้านประสิทธิภาพและอายุการใช้งานของผลิตภัณฑ์ขั้นสุดท้ายของคุณ เอปตาฮับ, นี่คือระดับรายละเอียดที่เราใช้ในการทำงานทุกวัน เพื่อเชื่อมช่องว่างระหว่างเจตนาในการออกแบบและความเป็นจริงในการผลิต.
เอกสารอ้างอิง
AWS D1.6/D1.6M:2017, “มาตรฐานการเชื่อมโครงสร้าง – เหล็กกล้าไร้สนิม”.







