











Wenn Sie die Fabrikhalle betreten bei EPTAHUB und fragen Sie einen jüngeren Bediener., “Was macht eine CNC-Fräsmaschine?”, werden sie Ihnen wahrscheinlich sagen, “Es schneidet Metall.”
Wenn Sie mich fragen, einen Fertigungsingenieur, der die letzten 12 Jahre damit verbracht hat, Zykluszeiten zu berechnen und Angebote für Luft- und Raumfahrtkomponenten zu erstellen, fällt meine Antwort etwas anders aus: Eine CNC-Fräsmaschine wandelt Rohmaterial in hochpräzises, wiederholbares Produkt um.
Im B2B-Hardwarebereich besteht eine erhebliche Kluft zwischen den Ingenieuren, die in klimatisierten Büros die CAD-Dateien entwerfen, und den Einkaufsteams, die diese Bauteile beschaffen wollen. Täglich erhalten wir Angebotsanfragen, in denen Konstrukteure komplexe Geometrien fordern, die ein 500.000 US-Dollar teures 5-Achs-Fräszentrum erfordern, obwohl eine einfache Überarbeitung die Fertigung auf einer herkömmlichen 3-Achs-Maschine zu einem Bruchteil der Kosten ermöglichen würde.
Um zu verhindern, dass das Kapital Ihres Unternehmens verbrannt wird, müssen Sie genau verstehen, was im Inneren der Maschine vor sich geht. Sie müssen verstehen, dass CNC-Fräsprozess.
Wofür steht CNC-Fräsen?
Um die Maschine zu verstehen, muss man das Akronym entschlüsseln. Wofür steht CNC-Fräsen?
- CNC (Computer Numerical Control): In den 1960er-Jahren mussten Maschinenbediener noch Handräder drehen, um das Schneidwerkzeug manuell über das Metall zu bewegen. Heute liest ein Computer ein Programm (den sogenannten G-Code) und steuert Servomotoren an, um die Maschinenkomponenten mit mikroskopischer Präzision zu bewegen.

- Mahlen: Dies ist der spezifische mechanische Prozess der subtraktiven Fertigung. Beim Fräsen wird der Rohmaterialblock (das Werkstück) in einem schweren Stahlschraubstock fixiert. Das Schneidwerkzeug (der Schaftfräser) rotiert mit extrem hoher Drehzahl (oft 10.000 bis 30.000 U/min) und dringt in das fixierte Metall ein, wobei es Späne abträgt, bis nur noch die endgültige Form übrig bleibt.

Quellcodevalidierung: Die grundlegende Definition von computergesteuerten numerischen Steuerungs- und subtraktiven Fräsverfahren ist universell standardisiert und dokumentiert in der Maschinenhandbuch (Das maßgebliche Nachschlagewerk für die Maschinenbauindustrie).
Der Hauptzweck von CNC-Maschinen
Wenn ein Einkaufsmanager sucht nach “Was ist der Hauptzweck von CNC-Maschinen?”, Die Antwort lässt sich auf drei industrielle Säulen reduzieren:
- Toleranz (Genauigkeit): Eine hochwertige CNC-Fräse bei EPTAHUB Toleranzen von +/- 0,0005 Zoll (etwa ein Bruchteil der Breite eines menschlichen Haares) können eingehalten werden. Dies ist mit Gussverfahren nicht möglich und erst recht nicht mit 3D-Druck.
- Materialintegrität: Im Gegensatz zum 3D-Druck (bei dem Kunststoff oder Metall geschmolzen und übereinandergeschichtet wird, wodurch Schwachstellen zwischen den Schichten entstehen), fräst das CNC-Fräsen aus einem massiven Block extrudierten oder geschmiedeten Metalls (wie z. B. 6061-T6 Aluminium oder Titan Grad 5). Das fertige Bauteil behält 100% der ursprünglichen Zug- und Streckgrenze des Rohmaterials.
- Wiederholbarkeit (Massenproduktion): Sobald der G-Code validiert ist, fertigt die Maschine Teil Nummer 1 und Teil Nummer 10.000 exakt gleich an.
Die 5 Hauptanwendungsbereiche (Arten von CNC-Fräsbearbeitungen)
Betrachtet man eine komplexe Halterung aus der Luft- und Raumfahrt, so wurde diese nicht in einem einzigen Arbeitsgang gefertigt. Sie entstand durch eine Reihe einzelner Arbeitsschritte. Arten von CNC-Fräsbearbeitungen. Als Käufer müssen Sie diese fünf Arbeitsschritte verstehen, da jeder einzelne ein anderes Werkzeug erfordert und die Erstellung Ihres endgültigen Angebots um einen unterschiedlichen Zeitraum verlängert.
1. Planfräsen (Festlegen des Bezugsrahmens)
Wenn wir Rohmaterial aus Aluminium oder Stahl vom Walzwerk beziehen, ist es nicht perfekt plan. Es ist gewölbt, zerkratzt und rau. Der erste Bearbeitungsschritt ist das Planfräsen. Wir verwenden ein Werkzeug mit großem Durchmesser (oft 5 bis 10 cm breit) mit Hartmetalleinsätzen und bearbeiten damit die Oberseite des Rohblocks. Dadurch entsteht eine perfekt ebene, spiegelglatte Oberfläche.
- Technischer Wert: Diese ebene Fläche wird zum “Bezugspunkt” (Nullpunkt) für alle anderen Bemaßungen in Ihrer CAD-Zeichnung.
2. Profilfräsen (Abschneiden des Umfangs)
Sobald die Oberseite plan ist, muss die Außenkontur Ihres Bauteils ausgeschnitten werden. Wir verwenden einen Schaftfräser, um die äußere Begrenzung des CAD-Modells nachzuzeichnen und verjüngen uns dabei mit jedem Durchgang leicht, bis wir die Unterseite des Materials erreichen.
- Die Kostenfalle: Wenn Ihr Konstrukteur ein 3 Zoll hohes Teil erstellt, die Konstruktion jedoch eine Profilierung erfordert, gesamte Da wir die Außenwand komplett bearbeiten müssen, benötigen wir ein sehr langes Schneidwerkzeug. Lange Werkzeuge vibrieren (rasseln), was uns zwingt, die Maschine deutlich langsamer laufen zu lassen. Längere Bearbeitungszeiten bedeuten höhere Kosten pro Teil.
3. Taschenfräsen (Der Materialfresser)
Wenn Ihr Bauteil wie eine flache Box, ein Gehäuse oder eine Schale aussieht, müssen wir das Innere aushöhlen. Diesen Vorgang nennt man Taschenbildung. EPTAHUB, Das Einstecken der Ware nimmt in der Regel den größten Teil der Zykluszeit in Anspruch.
Um dies effizient zu erreichen, nutzen wir ein Verfahren namens HEM (Hochleistungsbearbeitung). Anstatt langsame, tiefe Schnitte auszuführen, lassen wir das Werkzeug extrem schnell laufen und tragen dabei hauchdünne Metallspäne ab. Dadurch wird ein Werkzeugbruch verhindert und die gesamte Hitze in den Metallspan anstatt in das Werkstück geleitet.
- Quellcodevalidierung: Hocheffiziente Bearbeitung (HEM) und Spanreduzierungsberechnungen sind branchenübliche Werkzeugwegstrategien, die von führenden Herstellern von Schneidwerkzeugen wie … validiert wurden. Harvey Tool Und Sandvik Coromant.
4. Bohren und Gewindeschneiden (Lochherstellung)
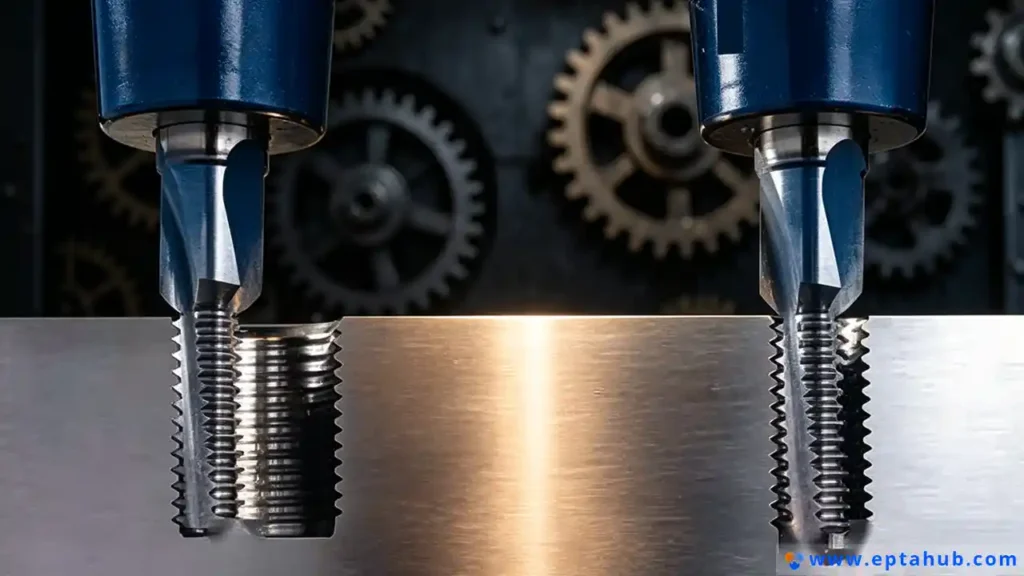
Das funktioniert genau so, wie es sich anhört. Die Maschine greift einen Bohrer, um Löcher in das Werkstück zu bohren. Anschließend greift sie einen Gewindebohrer, um ein Innengewinde zu schneiden, damit die Baugruppe verschraubt werden kann.
- DFM-Tipp für Käufer: Gewindebohrungen sollten niemals tiefer als das Dreifache des Bolzendurchmessers sein (z. B. sollte ein 1/4-Zoll-Bolzen nicht tiefer als 0,75 Zoll gebohrt werden). Das Bohren tiefer Gewinde ist die häufigste Ursache für Werkzeugbruch, was zu Maschinenstillstand und hohen Rüstkosten führt.
5. 3D-Oberflächenfräsen (Komplexe Konturierung)
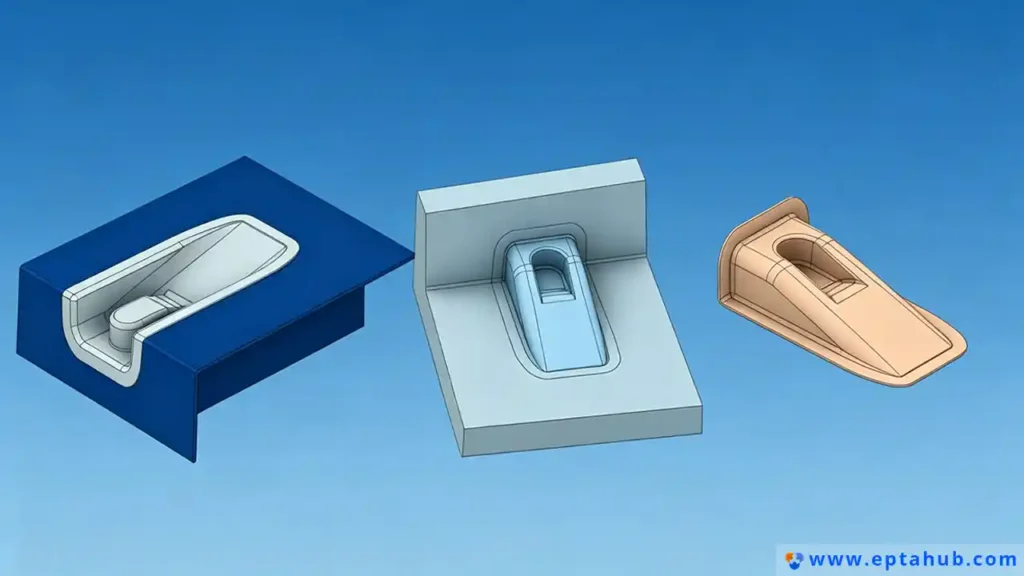
Wenn Sie ein Produkt herstellen Kunststoff-Spritzgussform, Bei speziellen medizinischen Implantaten, die menschlichem Knochen nachempfunden sind, sind die Oberflächen nicht flach, sondern geschwungen und organisch geformt. Wir verwenden einen Kugelkopffräser und steuern die Maschine, indem wir die X-, Y- und Z-Achse gleichzeitig bewegen. Das Werkzeug fährt in winzigen Schritten (oft nur 0,127 mm) über die Geometrie.
- Die Realität: Die 3D-Oberflächenbearbeitung ist zeitaufwendig. Falls Ihr Bauteil aus aerodynamischen oder ergonomischen Gründen keine gekrümmte Oberfläche benötigt, verzichten Sie darauf. Flache 2D-Strukturen halbieren Ihre Stückkosten.
CNC-Fräsen vs. Drehen
Ein häufiger Fehler bei der Suche nach neuen Lieferanten in Einkaufsteams ist die Unterscheidung zwischen Fräsen und Drehen. Eine Suche nach “CNC-Fräsen vs. Drehen” führt in der Regel zu übermäßig akademischen Antworten.
So sieht die Realität in der B2B-Fabrik aus:
- CNC-Fräsen (Die Fräse): Das Rohmaterial ist festgeschraubt und bewegt sich nicht. Das Schneidwerkzeug Drehungen. Wir verwenden Fräsmaschinen für quadratische Teile, rechteckige Blöcke, komplexe Halterungen für die Luft- und Raumfahrt sowie elektronische Gehäuse.
- CNC-Drehen (Die Drehbank): Das Rohmaterial wird in einem Spannfutter eingespannt und dreht sich mit hoher Geschwindigkeit (wie eine Töpferscheibe). Das Schneidwerkzeug ist festgeschraubt und dreht sich nicht; Sie drückt einfach gegen das rotierende Metall, um es abzutragen. Wir verwenden Drehmaschinen für zylindrische Teile: Wellen, Stifte, Sonderanfertigungen von Unterlegscheiben und runde Flansche für die Luft- und Raumfahrt.
Warum ist das für Sie wichtig?
Drehen ist fast immer schneller und günstiger als Fräsen. Ein zylindrisches Werkstück lässt sich auf einer Drehmaschine in 45 Sekunden für 3,00 USD bearbeiten. Versehen Sie dasselbe Werkstück jedoch mit einem quadratischen Flansch an der Unterseite, ist die Bearbeitung auf einer Standarddrehmaschine nicht mehr möglich. Es muss auf eine Fräsmaschine umgerüstet werden. Die Bearbeitungszeit von 45 Sekunden verlängert sich dadurch auf 6 Minuten, und die Kosten steigen auf 18,00 USD.
Konstruieren Sie, sofern die Geometrie es zulässt, immer für die Drehmaschine. Sollte es sich um eine komplexe, asymmetrische Form handeln, verwenden Sie die Fräsmaschine.
Was sind die Nachteile des CNC-Fräsens?
Wenn ich Gründer von Hardwareunternehmen berate, die den Übergang von 3D-gedruckten Prototypen zur Massenproduktion anstreben, sehen sie das oft so: CNC-Bearbeitung Als ultimative, makellose Fertigungsmethode gilt CNC-Fräsen zwar als unübertroffene Präzision und Materialfestigkeit, aber es ist keine Zauberei.
Als Einkaufsmanager müssen Sie die Grenzen verstehen – die Nachteile des CNC-Fräsens—bevor Sie Ihr Budget festlegen.
1. Hohe anfängliche Einrichtungs- und NRE-Kosten (Die “einmalige” Strafe)
CNC-Fräsen ist kein “Print-on-Demand”-Verfahren. Bevor auch nur ein einziger Metallspan abgetrennt wird, muss ein Programmierer Ihre CAD-Datei importieren, die CAM-Werkzeugwege schreiben, die physischen Schneidwerkzeuge auswählen, sie in den Werkzeugwechsler einsetzen, die Werkzeuglängen festlegen, das Rohmaterial auf einer Bandsäge zuschneiden und den Werkstückspanner einrichten.
Dieser gesamte Prozess (Einrichtung und einmalige Wartungsarbeiten) kann zwischen 2 und 6 Stunden dauern. Bei einem Stundensatz von 100 USD sind bereits vor dem Start der Maschine 600 USD an Arbeitskosten angefallen.
- Die B2B-Lektion: Bei einer Bestellung von nur einem Teil kostet dieses 600 USD zuzüglich Bearbeitungszeit. Bei einer Bestellung von 1.000 Teilen reduziert sich die Einrichtungsgebühr von 600 USD auf lediglich 0,60 USD pro Teil. CNC-Fräsen ist für die Fertigung extrem kleiner Stückzahlen sehr kostspielig, wird aber bei großen Stückzahlen äußerst wirtschaftlich.
2. Geometrische Einschränkungen (Das Problem der Innenecke)
Da beim CNC-Fräsen ein rotierendes, zylindrisches Werkzeug zum Abtragen von Metall verwendet wird, Es ist physikalisch unmöglich, eine perfekt scharfe, 90-Grad-Innenecke zu schneiden.
Stellen Sie sich vor, Sie versuchen, eine runde Münze in die Ecke eines quadratischen Raumes zu drücken; es bleibt immer eine Lücke, die sich nicht füllen lässt. Beim CNC-Fräsen hat jede Innenaussparung oder Ecke einen Radius, der der Größe des Schneidwerkzeugs entspricht.
Wenn Ihr CAD-Konstrukteur auf perfekt scharfen Innenkanten besteht, sind wir gezwungen, Nachbearbeitungsschritte wie EDM (Elektroerosives Entladen) oder Räumen anzuwenden, was die Kosten Ihres Bauteils sofort verdoppelt.
3. Hoher Materialverlust (Subtraktiver Charakter)
CNC-Fräsen ist ein subtraktives Verfahren. Um beispielsweise eine 900 Gramm schwere Halterung für die Luft- und Raumfahrt herzustellen, benötigen wir unter Umständen einen 4,5 Kilogramm schweren Aluminiumblock. Wir verwandeln also buchstäblich 3,6 Kilogramm teures Rohmaterial in Späne. Diese Späne lassen sich zwar recyceln, die Kosten für das Rohmaterial selbst bleiben jedoch bestehen. Bei der Bearbeitung von Spezialwerkstoffen wie Inconel oder Titan Grad 5 kann dieser Materialverlust die Wirtschaftlichkeit Ihrer Produktionseinheit erheblich beeinträchtigen.
Quellcodevalidierung: Die geometrischen Grenzen rotierender Schneidwerkzeuge (das Problem des Innenradius) und der hohe Materialverlust bei der subtraktiven Fertigung sind grundlegende Gesetze des Maschinenbaus und werden weltweit in jedem DFM-Lehrplan (Design for Manufacturing) gelehrt, einschließlich der von [Name der Organisation/Institution] veröffentlichten Normen. ASME (Amerikanische Gesellschaft der Maschinenbauingenieure).
Ist CNC-Fräsen leicht zu erlernen?
Eine häufige Google-Suchanfrage im operativen Bereich Manager, die versuchen, die Fertigung Intern ist: “Ist CNC-Fräsen leicht zu erlernen?” Und “Ist CNC-Fräsen ein guter Beruf?”
Im modernen Technologiesektor herrscht ein gefährlicher Irrglaube: Nur weil eine CNC-Maschine computergesteuert ist, heißt das nicht, dass jeder einfach hingehen, einen grünen Knopf drücken und ein Werkstück herstellen kann. Das ist grundlegend falsch.
Bediener vs. Maschinist vs. Programmierer
Um zu verstehen, wie schwer das Lernen ist, muss man die Hierarchie in der Fabrikhalle verstehen:
- Der Knopfdrücker (Operator): Das Einspannen eines Metallblocks in einen Schraubstock, das Schließen der Tür und das Drücken des grünen “Startknopfs” ist kinderleicht. Einem Oberstufenschüler kann man das in drei Tagen beibringen. Doch wenn die Maschine seltsame Geräusche von sich gibt oder das Werkzeug kaputtgeht, weiß der Bediener nicht, wie er das Problem beheben soll.
- Der Einrichter: Das Erlernen des Lesens komplexer technischer Zeichnungen, die Auswahl der richtigen Werkstückspannung, das Einstellen eines Schraubstocks, sodass er innerhalb von 0,0001 Zoll perfekt gerade ist, und das Anpassen der Werkzeugkorrekturen, um das Teil innerhalb der Toleranz zu halten, erfordert 2 bis 5 Jahre engagierter Lehre.
- Der CAM-Programmierer: Um zu lernen, wie man ein 3D-CAD-Modell betrachtet, die genauen Geschwindigkeiten und Vorschübe (Drehzahl und Vorschubgeschwindigkeit) für verschiedene Metalle berechnet und die G-Code-Werkzeugwege schreibt, die das Teil effizient bearbeiten, ohne die 500.000 USD teure Maschine zu beschädigen, benötigt man 5 bis 10 Jahre intensive Ingenieurserfahrung.
Ist es also leicht zu lernen? Nein. Echte CNC-Bearbeitung ist angewandte Physik. Man beschäftigt sich mit Metallurgie, Thermodynamik, harmonischen Schwingungen (Rattern) und fortgeschrittener Trigonometrie. Genau diese steile Lernkurve ist der Grund, warum qualifizierte CNC-Maschinenbediener so hoch bezahlt werden und warum die interne CNC-Fräsfertigung für Startups, die den benötigten Fachkräftebedarf unterschätzen, meist ein finanzielles Desaster ist.
Deshalb verlassen sich Hardwareunternehmen auf EPTAHUB. Sie bezahlen nicht nur für den Zugang zu unseren Maschinen, sondern auch für die jahrzehntelange Erfahrung im Ingenieurwesen, die erforderlich ist, um den einwandfreien Betrieb dieser Maschinen zu gewährleisten.
Die EPTAHUB-Fallstudie: Die Kosten von Überentwicklung
Um all diese Konzepte zusammenzuführen, betrachten wir ein reales Szenario, das die wahre Natur der Sache veranschaulicht. CNC-Fräskosten und die Wichtigkeit, den Prozess zu verstehen.
Letztes Jahr kam ein Unternehmen für Roboterautomatisierung nach EPTAHUB mit einer Angebotsanfrage für 500 Einheiten eines primären Strukturchassis für einen autonomen Lagerroboter.
Das Problem: Die “Desktop-CAD”-Mentalität
Das Ingenieurteam des Kunden hatte das Chassis als einen massiven, monolithischen Block aus 6061-T6-Aluminium konstruiert. Das Bauteil war 24 Zoll lang, 18 Zoll breit und wies an allen sechs Seiten tiefe, ausgehöhlte Taschen auf.
Da das Bauteil auf allen sechs Seiten komplexe Strukturen aufwies, war ein 5-Achs-CNC-Fräszentrum erforderlich. Da es sich zudem um einen massiven, 68 kg schweren Aluminiumblock handelte, waren die Materialkosten astronomisch. Wir hätten 14 Stunden damit verbracht, 59 kg Späne abzutragen, um am Ende nur einen 9 kg schweren Rahmen zu erhalten.
Das ursprüngliche Angebot für dieses Bauteil belief sich auf 2.800 US-Dollar pro Einheit. Das Einkaufsteam des Kunden lehnte das Angebot mit der Begründung ab, es würde das Projekt gefährden.
Die Lösung: DFM und Montage
Unser Ingenieurteam bei EPTAHUB Wir traten in Erscheinung, um eine DFM-Überarbeitung (Design for Manufacturing) durchzuführen. Wir schulten den Kunden in den in diesem Leitfaden beschriebenen Prinzipien.
Anstatt einen massiven Block auf einer 5-Achs-Fräsmaschine zu bearbeiten, haben wir das Chassis in vier separate, flache Platten umkonstruiert, die miteinander verschraubt werden können.
- Herabstufung der Maschine: Da es sich bei den Teilen nun um flache 2D-Platten handelte, benötigten wir die 500.000 USD teure 5-Achs-Maschine nicht. Wir konnten sie auf unseren standardmäßigen, schnellen 3-Achs-Vertikalfräszentren bearbeiten, deren Stundensatz deutlich niedriger ist.
- Materialeinsparungen: Wir haben Aluminiumplatten in Standarddicke gekauft. Der Materialabfall reduzierte sich von 130 Pfund Spänen auf nur noch 15 Pfund Späne.
- Betriebsgeschwindigkeit: Wir nutzten Standardverfahren des Plan- und Profilfräsens mit großen, starren Werkzeugen. Die Zykluszeit sank drastisch.
Das Ergebnis
Durch das Verständnis dafür, wie eine CNC-Fräse tatsächlich Material abträgt, konnten wir die Fertigungszeit um 751 TP3T reduzieren.
Die neuen Stückkosten für die Vierplattenbaugruppe sanken von 2.800 USD auf 485 USD. Wir lieferten die 500 Einheiten erfolgreich aus und sparten dem Kunden damit über 1.150.000 USD in seiner Produktionsserie.
Häufig gestellte Fragen: Fragen zu CNC-Fräsvorgängen
1. Wie hoch sind die durchschnittlichen Kosten für CNC-Maschinen?
Dies ist die häufigste, aber dennoch unmöglich zu beantwortende Frage in der Fertigung. CNC-Fräsen wird nicht nach Gewicht, sondern nach Zeitaufwand berechnet. Ein einfacher Aluminiumblock mit vier Bohrungen kostet beispielsweise 15 US-Dollar. Ein komplexes Titan-Laufrad für die Luft- und Raumfahrt, das 12 Stunden 5-Achs-Fräsen erfordert, kann hingegen 4.000 US-Dollar kosten. Die einzige Möglichkeit, einen genauen Preis zu ermitteln, ist die Übermittlung einer STEP-Datei an [Name des Unternehmens/der Organisation]. EPTAHUB für eine formale Zykluszeitanalyse.
2. Können CNC-Fräsmaschinen gehärteten Stahl bearbeiten?
Ja. Die meisten Menschen verbinden CNC-Bearbeitung zwar mit weicheren Materialien. Metalle wie Aluminium Moderne CNC-Fräsmaschinen mit starren Spindeln und speziellen Keramik- oder Hartmetall-Schaftfräsern können neben Messing auch Werkzeugstähle (wie D2 oder H13) mit einer Härte von über 55 HRC (Rockwell-Härte) problemlos hartfräsen. So funktioniert es. Spritzgussformen werden hergestellt.
3. Was versteht man unter einem “Setup” beim CNC-Fräsen?
Eine “Einrichtung” bezeichnet die Ausrichtung des Werkstücks in der Maschine. Eine Standard-3-Achs-Fräsmaschine kann nur die Oberseite des Materials bearbeiten. Hat Ihr Werkstück Bohrungen auf der Unterseite, muss die Maschine anhalten, der Bediener muss die Türen öffnen, das Werkstück ausspannen, es umdrehen, wieder einspannen und ein zweites Programm starten. Dies wird als “Einrichtung 2” bezeichnet. Jedes Mal, wenn ein Bediener das Werkstück zum Wenden berühren muss, steigen Ihre Stückkosten. Eine gute Konstruktion minimiert die Einrichtungsschritte.
4. Warum wird beim CNC-Fräsen Kühlmittel verwendet?
Wenn man ein Hartmetallwerkzeug mit 10.000 U/min durch massiven Stahl zieht, entsteht durch die Reibung enorme Hitze. Ohne Kühlung würden die Metallspäne mit dem Werkzeug verschweißen und es sofort brechen. Die Maschine flutet die Schnittzone mit einem Hochdruckgemisch aus Wasser und synthetischem Öl (Kühlmittel). Dies erfüllt zwei Zwecke: Es kühlt das Werkzeug schnell ab und spült die Metallspäne kraftvoll aus der Schneidtasche, sodass sie nicht erneut geschnitten werden.
Fazit: Schluss mit dem Rätselraten, jetzt wird entwickelt!
Verständnis Was eine CNC-Fräsmaschine tut ist nicht nur eine akademische Übung. Für Einkaufsmanager, Gründer von Hardware-Unternehmen und Führungskräfte in der Lieferkette ist es eine überlebenswichtige Fähigkeit im Finanzbereich.
Jedes CAD-Feature, das Ihr Team entwirft – jede tiefe Tasche, jede scharfe Innenecke, jede exotische Materialwahl – schlägt sich direkt in Spindelzeit, Werkzeugverschleiß und USD-Kosten in der Fabrik nieder.
Die Zeiten, in denen man einfach eine CAD-Datei an eine Werkstatt abgeben und auf einen guten Preis hoffen konnte, sind vorbei. Um im modernen B2B-Hardwaremarkt zu bestehen, müssen Sie Ihre Konstruktionen speziell für das subtraktive Fräsen ausrichten. Setzen Sie auf Standardwerkzeuge, minimieren Sie Ihre Rüstzeiten und nutzen Sie ebene Bezugsflächen.
Wenn Ihre derzeitigen Lieferanten Ihnen einfach nur überteuerte Angebote schicken, ohne zu erklären, warum, dann arbeiten Sie mit den falschen Partnern zusammen.
Bei EPTAHUB, Wir beschränken uns nicht nur auf das Betätigen von Knöpfen und das Schneiden von Metall. Wir schließen die Lücke zwischen Ihrem Konstruktionsbüro und unserer Fertigung. Wir analysieren Ihre CAD-Dateien, wenden strenge DFM-Prinzipien an und optimieren die Werkzeugwege, um sicherzustellen, dass unsere CNC-Fräsmaschinen beim Anlaufen maximalen Mehrwert für Ihre Lieferkette produzieren.
Lassen Sie sich nicht länger von schlecht optimierten Designs Ihr Budget diktieren. Reichen Sie Ihre 3D-Dateien ein bei EPTAHUB Heute noch, und unser Ingenieurteam zeigt Ihnen, wie CNC-Fräsen eigentlich funktionieren sollte.






