











Si vous entrez dans l'atelier de production à EPTAHUB et demandez à un opérateur junior, “ À quoi sert une fraiseuse CNC ? ”, vous diront probablement, “ Ça coupe le métal. ”
Si vous me demandez mon avis, moi qui suis ingénieur de production et qui ai passé les 12 dernières années à calculer les temps de cycle et à établir des devis pour des composants aérospatiaux, ma réponse est un peu différente : Une fraiseuse CNC transforme la matière première en un profit hautement précis et répétable.
Dans le secteur des équipements B2B, il existe un fossé important entre les ingénieurs qui conçoivent les fichiers CAO dans un bureau climatisé et les équipes d'approvisionnement chargées d'acheter ces composants. Nous recevons quotidiennement des demandes de devis (RFQ) où un concepteur a demandé une géométrie complexe nécessitant un centre d'usinage 5 axes à 500 000 USD, alors qu'une simple refonte permettrait de la réaliser sur une machine 3 axes de base pour un coût bien moindre.
Pour éviter de dilapider le capital de votre entreprise, vous devez comprendre précisément ce qui se passe à l'intérieur du boîtier de la machine. Vous devez comprendre le processus de fraisage CNC.
Que signifie le terme « fraisage CNC » ?
Pour comprendre la machine, il faut décoder l'acronyme. Que signifie l'acronyme CNC milling ?
- CNC (Commande Numérique par Calculateur) : Dans les années 1960, les machinistes devaient actionner manuellement des volants pour déplacer l'outil de coupe sur le métal. Aujourd'hui, un ordinateur lit un programme (appelé code G) et commande des servomoteurs pour déplacer les composants de la machine avec une précision microscopique.

- Fraisage : Voici le principe du procédé mécanique de fabrication soustractive. Lors du fraisage, le bloc de matériau brut (la pièce) est maintenu immobile dans un étau en acier. L'outil de coupe (la fraise) tourne à des vitesses extrêmement élevées (souvent de 10 000 à 30 000 tr/min) et pénètre dans le métal, enlevant des copeaux jusqu'à obtenir la forme finale.

Validation de la source : La définition fondamentale de la commande numérique par ordinateur et des procédés de fraisage soustractif est universellement normalisée et documentée dans le Manuel des machines (le manuel de référence définitif pour l'industrie mécanique).
Objectif principal des machines CNC
Lorsqu'un responsable des achats recherche “ Quel est l’objectif principal de Machines CNC ?”, La réponse se résume à trois piliers industriels :
- Tolérance (précision) : Une fraiseuse CNC de qualité chez EPTAHUB Elle peut atteindre des tolérances de +/- 0,0005 pouce (soit environ une fraction de l'épaisseur d'un cheveu). On ne peut obtenir un tel résultat ni par moulage, ni par impression 3D.
- Intégrité des matériaux : Contrairement à l'impression 3D (qui consiste à fondre et empiler du plastique ou du métal, créant ainsi des points de faiblesse entre les couches), le fraisage CNC usine une pièce à partir d'un bloc massif de métal extrudé ou forgé (comme l'aluminium 6061-T6 ou le titane de grade 5). La pièce finale conserve 100 % de la résistance à la traction et de la limite d'élasticité initiales du matériau brut.
- Répétabilité (production de masse) : Une fois le code G validé, la machine fabriquera la pièce numéro 1 et la pièce numéro 10 000 exactement identiques.
Les 5 principales utilisations (types d'opérations de fraisage CNC)
Si vous examinez un support aérospatial complexe, vous constaterez qu'il n'a pas été fabriqué en un seul mouvement. Sa fabrication repose sur une série d'étapes distinctes. types d'opérations de fraisage CNC. En tant qu'acheteur, vous devez comprendre ces cinq opérations, car chacune d'elles nécessite un outil différent et ajoute un délai différent à votre devis final.
1. Fraisage frontal (Établissement de la référence)
Lorsque nous achetons des barres d'aluminium ou d'acier brutes à l'usine, elles ne sont pas parfaitement planes. Elles sont cintrées, rayées et rugueuses. La toute première opération que nous effectuons est le surfaçage. Nous utilisons un outil de grand diamètre (souvent de 5 à 10 cm de large) muni de plaquettes en carbure et nous le faisons glisser sur la surface du bloc brut. Cela permet d'obtenir une surface parfaitement plane, lisse comme un miroir.
- Valeur technique : Cette surface plane devient le “ Datum ” (le point de référence zéro) pour toutes les autres dimensions de votre dessin CAO.
2. Fraisage de profil (Découpe du périmètre)
Une fois la surface supérieure plane, nous devons usiner la forme extérieure de votre pièce. Nous utilisons une fraise en bout pour tracer le contour extérieur du modèle CAO, en descendant légèrement à chaque passe jusqu'à atteindre le fond du matériau.
- Le piège des coûts : Si votre concepteur crée une pièce de 3 pouces de haut, mais que la conception exige que nous profilions la entier Pour usiner la paroi extérieure sur toute sa longueur, nous devons utiliser un outil de coupe très long. Or, les outils longs vibrent (broutement), ce qui nous oblige à réduire considérablement la vitesse de la machine. Une vitesse d'usinage plus lente se traduit par un coût unitaire plus élevé.
3. Fraisage de poches (Le gouffre à matière)
Si votre pièce ressemble à une boîte peu profonde, à un boîtier ou à un plateau, nous devons l'évider. C'est ce qu'on appelle le creusement. EPTAHUB, la mise en poche représente généralement la majeure partie du temps de cycle.
Pour ce faire efficacement, nous utilisons une technique appelée HEM (usinage à haute efficacité). Au lieu d'effectuer des passes lentes et profondes, nous faisons tourner l'outil à une vitesse extrêmement élevée tout en enlevant de très fines couches de métal. Cela empêche l'outil de se casser et concentre la chaleur dans le copeau plutôt que dans la pièce.
- Validation de la source : L'usinage à haute efficacité (HEM) et les calculs d'amincissement des copeaux sont des stratégies de trajectoire d'outil standard validées par les principaux fabricants d'outils de coupe, tels que Outil Harvey et Sandvik Coromant.
4. Perçage et taraudage (réalisation de trous)
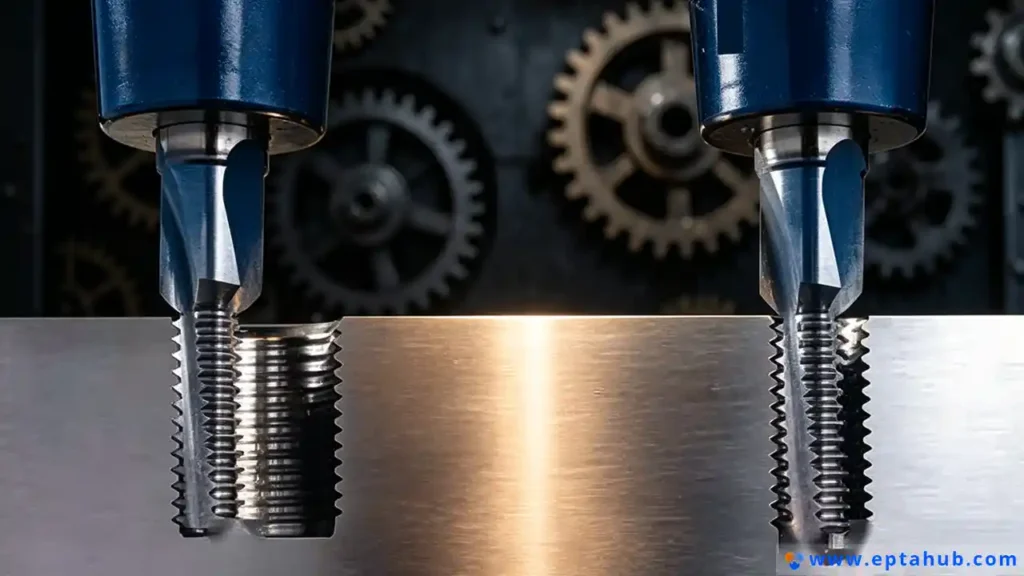
C'est exactement ce que son nom indique. La machine utilise un foret pour percer des trous dans la pièce. Ensuite, elle utilise un taraud (un outil de filetage) pour créer un filetage interne permettant d'assembler les pièces par boulonnage.
- Conseil DFM aux acheteurs : Ne jamais tarauder un trou dont la profondeur dépasse trois fois le diamètre du boulon (par exemple, un boulon de 6,35 mm ne doit pas être taraudé à plus de 19 mm de profondeur). Le taraudage de trous profonds est la principale cause de casse d'outils, ce qui immobilise la machine et augmente considérablement les coûts d'installation.
5. Fraisage de surface 3D (Contourage complexe)
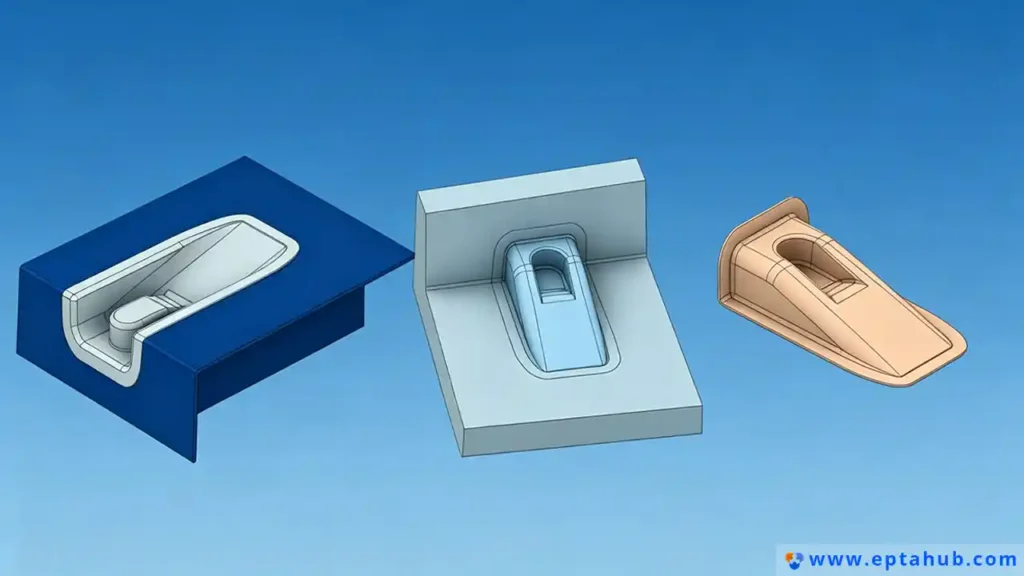
Si vous fabriquez un moule d'injection plastique, Qu’il s’agisse d’implants naturels ou d’implants médicaux spécialisés imitant l’os humain, leurs surfaces ne sont pas planes : elles présentent des courbes organiques en 3D. Nous utilisons une fraise à bout sphérique et pilotons la machine pour qu’elle déplace simultanément les axes X, Y et Z. L’outil se déplace par incréments infimes (souvent de 0,13 mm) pour balayer lentement la géométrie.
- La réalité : La modélisation 3D prend des heures. Si votre pièce n'a pas absolument besoin d'une surface courbe pour des raisons aérodynamiques ou ergonomiques, supprimez-la. Des formes 2D plates réduiront de moitié le coût unitaire.
Fraisage CNC vs Tournage
Une source de confusion très fréquente pour les équipes d'approvisionnement qui recherchent de nouveaux fournisseurs est la différence entre le fraisage et le tournage. Une recherche de “ Fraisage CNC vs tournage ” donne généralement des réponses trop académiques.
Voici la réalité des ateliers B2B :
- Fraisage CNC (La Fraiseuse) : La matière première est boulonnée et ne bouge pas. L'outil de coupe tours. Nous utilisons des fraiseuses pour les pièces carrées, les blocs rectangulaires, les supports aérospatiaux complexes et les boîtiers électroniques.
- Tournage CNC (Le tour) : La matière première est fixée dans un mandrin et tourne à grande vitesse (comme un tour de potier). L'outil de coupe est boulonné et ne tourne pas; Elle s'enfonce simplement dans le métal en rotation pour l'usiner. Nous utilisons des tours pour les pièces cylindriques : arbres, axes, rondelles sur mesure et brides rondes pour l'aérospatiale.
Pourquoi cela vous importe-t-il ?
Le tournage est presque toujours plus rapide et moins cher que le fraisage. Si vous concevez une pièce cylindrique, nous pouvons la tourner sur un tour en 45 secondes pour 3,00 USD. Si vous concevez cette même pièce cylindrique en y ajoutant une bride carrée à sa base, elle ne peut plus être tournée sur un tour standard. Il faut alors la transférer sur une fraiseuse. Le temps de cycle de 45 secondes passe ainsi à 6 minutes, et le coût à 18,00 USD.
Privilégiez toujours le tournage si la géométrie le permet. Pour les pièces de forme complexe et asymétrique, l'usinage est alors recommandé.
Quels sont les inconvénients du fraisage CNC ?
Lorsque je conseille des fondateurs de sociétés de matériel informatique qui tentent de passer des prototypes imprimés en 3D à la production de masse, ils considèrent souvent Usinage CNC comme méthode de fabrication ultime et irréprochable. S'il est vrai que le fraisage CNC offre une précision et une résistance des matériaux inégalées, il n'a rien de magique.
En tant que responsable des achats, vous devez comprendre les limites — les inconvénients du fraisage CNC—avant d’engager votre budget.
1. Coûts initiaux élevés de mise en place et de développement (la pénalité “ ponctuelle ”)
Le fraisage CNC n'est pas un processus “ à la demande ”. Avant même qu'une seule particule de métal ne soit usinée, un programmeur doit importer le fichier CAO, écrire les trajectoires d'outils FAO, sélectionner les outils de coupe physiques, les charger dans le carrousel de la machine, indiquer leur longueur, découper la pièce brute à la scie à ruban et régler l'étau de maintien.
L'ensemble du processus (installation et maintenance non récurrente) peut prendre entre 2 et 6 heures. Si le tarif horaire de l'atelier est de 100 USD, vous aurez déjà accumulé 600 USD de frais de main-d'œuvre avant même la mise en marche de la machine.
- La leçon B2B : Si vous commandez une seule pièce, son coût est de 600 USD, auxquels s'ajoute le temps d'usinage. Pour une commande de 1 000 pièces, ces 600 USD de frais de mise en place sont amortis à seulement 0,60 USD par pièce. Le fraisage CNC est extrêmement coûteux pour les très petites séries, mais devient incroyablement économique à grande échelle.
2. Limitations géométriques (Le problème du coin intérieur)
Parce que le fraisage CNC utilise un outil cylindrique en rotation pour enlever du métal, Il est physiquement impossible de réaliser une coupe à angle droit parfaitement net, à 90 degrés.
Imaginez essayer de faire entrer une pièce ronde dans un coin d'une pièce carrée ; il y aura toujours un espace impossible à combler. En fraisage CNC, chaque cavité ou angle interne possède un rayon correspondant à la taille de l'outil de coupe.
Si votre concepteur CAO insiste sur des angles internes parfaitement nets, nous sommes obligés d'utiliser des opérations secondaires comme l'usinage par électroérosion (EDM) ou le brochage, ce qui doublera immédiatement le coût de votre pièce.
3. Gaspillage important de matériaux (nature soustractive)
L'usinage CNC est un procédé soustractif. Pour fabriquer un support aérospatial de 900 grammes, il faut parfois partir d'un bloc d'aluminium massif de 4,5 kg. On transforme ainsi 3,6 kg de matière première coûteuse en copeaux. Même si ces copeaux sont recyclables, le coût initial de la matière première reste à payer. Si vous usinez des matériaux exotiques comme l'Inconel ou le titane de grade 5, ce gaspillage peut impacter fortement votre rentabilité.
Validation de la source : Les limitations géométriques des outils de coupe rotatifs (problème du rayon interne) et le gaspillage important de matière associé à la fabrication soustractive sont des lois fondamentales du génie mécanique, enseignées dans tous les programmes de conception pour la fabrication (DFM) à travers le monde, y compris les normes publiées par ASME (American Society of Mechanical Engineers).
Le fraisage CNC est-il facile à apprendre ?
Une recherche Google courante parmi les opérations des gestionnaires qui tentent de relancer la production en interne, c'est : “ L’usinage CNC est-il facile à apprendre ? ” et “ Le fraisage CNC est-il un bon métier ? ”
Il existe une idée fausse et dangereuse dans le secteur technologique moderne : celle selon laquelle, parce qu’une machine CNC est contrôlée par ordinateur, n’importe qui peut s’en approcher, appuyer sur un bouton vert et fabriquer une pièce. C’est fondamentalement faux.
Opérateur vs. Machiniste vs. Programmeur
Pour comprendre à quel point l'apprentissage est difficile, il faut comprendre la hiérarchie de l'atelier de production :
- L'opérateur (poussoir de bouton) : Apprendre à charger un bloc de métal dans un étau, à fermer la porte et à appuyer sur le bouton vert “ Démarrage du cycle ” est très simple. Un lycéen pourrait l'apprendre en trois jours. Cependant, si la machine émet un bruit étrange ou si l'outil se casse, l'opérateur est totalement démuni face à la réparation.
- Le machiniste de réglage : Apprendre à lire un plan complexe, à choisir le bon dispositif de fixation, à indiquer un étau pour qu'il soit parfaitement droit à 0,0001 pouce près et à ajuster les décalages d'outils pour maintenir la pièce dans les tolérances nécessite 2 à 5 ans d'apprentissage assidu.
- Le programmeur FAO : Apprendre à analyser un modèle CAO 3D, à calculer les vitesses et avances exactes (tr/min et vitesse d'avance) pour différents métaux et à écrire les trajectoires d'outil en code G qui permettront de découper la pièce efficacement sans endommager la machine à 500 000 USD nécessite 5 à 10 ans d'expérience intensive en ingénierie.
Alors, est-ce facile à apprendre ? Non. L’usinage CNC est une véritable application de la physique. Il fait appel à la métallurgie, à la thermodynamique, aux vibrations harmoniques (broutement) et à la trigonométrie avancée. Cette courbe d’apprentissage abrupte explique précisément pourquoi les machinistes CNC qualifiés sont si bien rémunérés et pourquoi internaliser le fraisage CNC est généralement un désastre financier pour les start-ups qui sous-estiment les compétences requises.
C’est pourquoi les entreprises de matériel informatique s’appuient sur EPTAHUB. Vous ne payez pas seulement pour l'accès à nos machines ; vous payez pour des décennies d'expérience collective en ingénierie, nécessaires pour que ces machines fonctionnent parfaitement.
Étude de cas EPTAHUB : Le coût du surdimensionnement
Pour rassembler tous ces concepts, examinons un scénario concret qui illustre la véritable réalité. coût du fraisage CNC et l'importance de comprendre le processus.
L'année dernière, une entreprise d'automatisation robotique est venue à EPTAHUB avec une demande de devis pour 500 unités d'un châssis structurel primaire pour un robot d'entrepôt autonome.
Le problème : la mentalité “ CAO de bureau ”
The client’s engineering team had designed the chassis as one massive, monolithic block of 6061-T6 Aluminum. The part was 24 inches long, 18 inches wide, and had deep, hollowed-out pockets on all six sides.
Because it had complex features on all six faces, it required a 5-Axis CNC Milling Center. Furthermore, because it started as a massive 150-pound block of aluminum, the material costs were astronomical. We were going to spend 14 hours machining away 130 pounds of chips just to leave a 20-pound frame.
The initial quote for this part was 2,800 USD per unit. The client’s procurement team rejected the quote, stating it would bankrupt the project.
The Solution: DFM and Assembly
Our engineering team at EPTAHUB stepped in to perform a DFM (Design for Manufacturing) overhaul. We educated the client on the very principles discussed in this guide.
Instead of machining one massive block on a 5-Axis mill, we redesigned the chassis into four separate, flat plates that could be bolted together.
- Machine Downgrade: Because the parts were now flat 2D plates, we didn’t need the 500,000 USD 5-Axis machine. We could run them on our standard, high-speed 3-Axis Vertical Milling Centers, which have a much lower hourly shop rate.
- Material Savings: We bought standard thickness aluminum plate stock. The material waste dropped from 130 pounds of chips down to just 15 pounds of chips.
- Operation Speed: We utilized standard Face Milling and Profile Milling operations with large, rigid tools. The cycle time plummeted.
The Outcome
By understanding how a CNC mill actually removes material, we reduced the manufacturing time by 75%.
The new unit cost for the four-plate assembly dropped from 2,800 USD down to 485 USD. We successfully delivered the 500 units, saving the client over 1,150,000 USD on their production run.
FAQ: Questions About CNC Milling Operations
1. What is the average cost of CNC?
This is the most common, yet impossible to answer, question in manufacturing. CNC milling is not priced by the pound; it is priced by time. If you have a simple aluminum block with four drilled holes, it might cost 15 USD. If you have a complex titanium aerospace impeller that requires 12 hours of 5-Axis milling, it might cost 4,000 USD. The only way to get an accurate cost is to submit a STEP file to EPTAHUB for a formal cycle-time analysis.
2. Can CNC mills cut hardened steel?
Yes. While most people associate CNC machining with softer metals like aluminum or brass, modern CNC mills equipped with rigid spindles and specialized ceramic or coated-carbide endmills can easily “hard mill” tool steels (like D2 or H13) that exceed 55 HRC (Rockwell Hardness). This is how moules d'injection are manufactured.
3. What is a “setup” in CNC milling?
A “setup” refers to the orientation of the part in the machine. A standard 3-axis mill can only cut the top face of the material. If your part has holes on the bottom, the machine must stop, the operator must open the doors, unclamp the part, flip it upside down, re-clamp it, and run a second program. This is called “Setup 2.” Every time a human has to touch the part to flip it, your unit cost increases. Good design minimizes setups.
4. Why does CNC milling use coolant?
When you drag a carbide tool through solid steel at 10,000 RPM, the friction generates massive amounts of heat. If left unchecked, this heat will weld the metal chips to the tool, snapping the cutter instantly. The machine floods the cutting zone with a high-pressure mixture of water and synthetic oil (coolant). This serves two purposes: it rapidly cools the tool, and it forcefully flushes the metal chips out of the pocket so the tool doesn’t re-cut them.
Conclusion: Stop Guessing, Start Engineering
Understanding what a CNC milling machine does is not just an academic exercise. For procurement managers, hardware founders, and supply chain executives, it is a critical financial survival skill.
Every CAD feature your team designs—every deep pocket, every sharp internal corner, every exotic material choice—translates directly to spindle time, tooling wear, and USD costs on the factory floor.
The era of tossing a CAD file over the wall to a machine shop and hoping for a good price is over. To survive in the modern B2B hardware market, you must design specifically for the subtractive milling process. You must embrace standard tooling, minimize your setups, and utilize flat datums.
If your current suppliers are just sending you exorbitant quotes without explaining the “why,” you are working with the wrong partners.
À EPTAHUB, we do not just push buttons and cut metal. We bridge the gap between your engineering office and our factory floor. We dissect your CAD files, apply rigorous DFM principles, and optimize the toolpaths to ensure that when our CNC mills start running, they are producing maximum value for your supply chain.
Stop letting poorly optimized designs dictate your budget. Submit your 3D files to EPTAHUB today, and let our engineering team show you how CNC milling is actually supposed to work.






