











In meinen zwölf Jahren bei eptahub.com, wo ich Lieferanten bewertet und Fertigungsprozesse auditiert habe, gab es unzählige Diskussionen mit jungen Konstruktionsingenieuren, die glauben, ihre Arbeit sei mit der Fertigstellung des CAD-Modells getan. Sie liefern eine perfekt gerenderte 3D-STEP-Datei und gehen davon aus, dass die Fabrik einfach auf “Drucken” drückt.”
Dies ist ein grundlegendes Missverständnis der industriellen Fertigung. Eine 5-Achsen-Maschine CNC-Fräsen Die Maschine – ein 500.000 Dollar teures Stück aus Gusseisen und Servomotoren – versteht keine 3D-Modelle. Sie ist völlig blind für Ihre CAD-Geometrie. Sie versteht nur eine sehr starre, alphanumerische Programmiersprache.
Wenn ein Maschinist oder Maschinenbauingenieur fragt, “Was bedeutet der G-Code?”, Sie fragen nach der grundlegenden Verbindung zwischen digitaler Theorie und physikalischer Realität. Wenn Ihr CAD-Programm der Bauplan ist, dann ist der G-Code die Schritt-für-Schritt-Anleitung für den Maurer. Sind die Anweisungen falsch, treibt die Maschine blindlings einen Hartmetallfräser mit 15.000 U/min in einen Stahlschraubstock und zerstört eine $12000-Spindel in Sekundenbruchteilen.
Wofür steht G-Code?
Beantworten wir gleich die Frage nach dem grundlegenden Vokabular: Wofür steht der Code G?
Offiziell, gemäß der historischen Norm EIA-274D (RS-274), steht das “G” für Geometrie oder Allgemein Vorbereitende Befehle.
Wenn Sie einen Befehl geben, der mit dem Buchstaben G beginnt, weisen Sie den Mikroprozessor der CNC-Steuerung an, vorbereiten Die Achsenservos der Maschine werden für eine bestimmte geometrische Bewegung oder zur Einrichtung eines bestimmten Koordinatensystems gesteuert. Sie diktieren Wie Das Schneidwerkzeug bewegt sich im dreidimensionalen kartesischen Raum (X-, Y-, Z-Achse und Rotationsachsen A, B, C).
Was ist G-Code bei CNC-Maschinenoperationen?
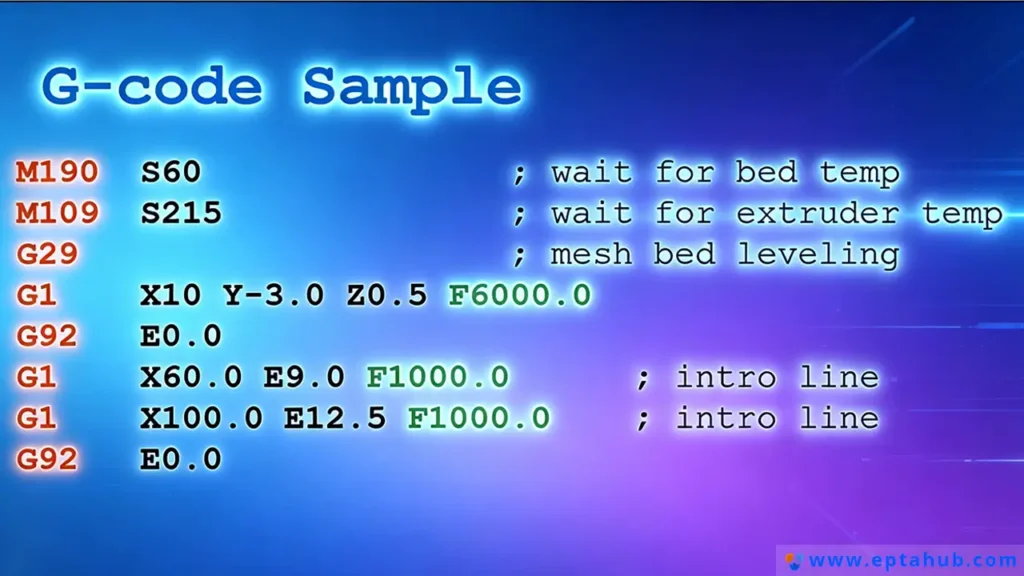
Um zu verstehen Was ist G-Code in einer CNC-Maschine? Um es terminologisch auszudrücken: Man muss es als einen Strom roher kinetischer Daten betrachten. Die Maschine liest den Code Block für Block (Zeile für Zeile) von oben nach unten.
Hier ist eine grundlegende G-Code-Beispiel eines einzelnen Blocks:
N010 G01 X50.0 Y25.0 F250.0
So entschlüsseln Sie als Ingenieur diese Syntax:
- N010: Die Blocknummer (Zeile 10).
- G01: Der vorbereitende Code (Lineare Interpolation – Bewegung in einer geraden Linie beim Schneiden).
- X50.0 Y25.0: Die Ziel-Kartesischen Koordinaten (Position: X=50mm, Y=25mm).
- F250.0: Die Vorschubgeschwindigkeit (Bewegung mit genau 250 Millimetern pro Minute).
Die CNC-Steuerung nimmt diese Linie, berechnet die exakte Spannung, die erforderlich ist, damit die X- und Y-Servomotoren gleichzeitig das Ziel erreichen, und führt den Schnitt aus.
Wofür steht der M-Code?
Eine Maschine lässt sich nicht allein durch Geometrie steuern. Sie verfügt über physische Bauteile, die ein- und ausgeschaltet werden müssen: Kühlmittelpumpen, Spindelmotoren, Hydraulikfutter und Späneförderer.
Damit kommen wir zur zweiten Hälfte des Ökosystems. Wenn Menschen suchen nach Wofür stehen die G- und M-Codes?, Sie versuchen, die Geometrie von der Hardware zu trennen.
Also, Wofür steht der M-Code?Das “M” steht für Verschiedenes oder Maschine Codes.
Während G-Codes die Weg des Werkzeugs, Was ist der m-Code?Es handelt sich um das digitale Schaltrelais. M-Codes bewegen nicht die Achsen. Sie senden elektrische Signale an die SPS (Speicherprogrammierbare Steuerung) der Maschine, um physische Hardwarezustände zu aktivieren.
Wenn Sie möchten, dass sich die Spindel mit 5000 U/min im Uhrzeigersinn dreht, hilft Ihnen die Geometrie (G-Code) nicht weiter. Sie müssen einen M-Code verwenden (M03 S5000Wenn Sie die Schnittzone mit synthetischem Kühlmittel fluten möchten, um zu verhindern, dass das Titan Feuer fängt, geben Sie einen M-Code aus (M08).
Die Engineering-Matrix: G-Code- und M-Code-Hierarchie
Wenn angehende Programmierer mit ihrer Ausbildung beginnen, suchen sie unweigerlich im Internet nach einer riesigen Sammlung von Lernmaterialien. G-Code-Liste (PDF) Und versuchen Sie, es sich zu merken. Das ist ein sinnloses Unterfangen.
Anders Maschinenhersteller (Haas, Fanuc, Siemens, Heidenhain) weisen geringfügige Unterschiede in ihren Codewörterbüchern auf. Die grundlegenden Codes sind jedoch universell. Nachfolgend finden Sie die strenge Engineering-Matrix, die wir bei eptahub.com verwenden, um die absolut kritischen Befehle in einem System zu definieren. G-Code-Liste und M-Code-Liste.
Tabelle 1: Die wichtigsten technischen Referenzen des G- und M-Codes
| Befehl | Kategorie | Codename | Technische Funktion und physikalische Realität |
|---|---|---|---|
| G00 | Geometrie | Schnelle Positionierung | Gefahr. Bewegt alle Achsen mit der maximalen physikalischen Geschwindigkeit der Maschine zum Zielkoordinatensystem. Niemals Verwenden Sie dies, während das Werkzeug das Metall berührt. |
| G01 | Geometrie | Lineare Interpolation | Das Arbeitstier. Bewegt das Werkzeug geradlinig mit einer exakt kontrollierten Vorschubgeschwindigkeit (F-Wert). Wird zum Schneiden von Metall verwendet. |
| G02 / G03 | Geometrie | Kreisinterpolation | Bewegt das Werkzeug in einem perfekten Bogen oder Kreis (G02 im Uhrzeigersinn, G03 gegen den Uhrzeigersinn). Berechnet komplexe, simultane Achsenbewegungen. |
| G90 | System | Absolute Positionierung | Weist die Maschine an: “Lies alle X-, Y- und Z-Koordinaten relativ zum absoluten Nullpunkt des Werkstücks ein.” |
| G91 | System | Inkrementelle Positionierung | Weist die Maschine an: “Lies alle X-, Y-, Z-Koordinaten relativ zu wo sich das Tool aktuell befindet.” |
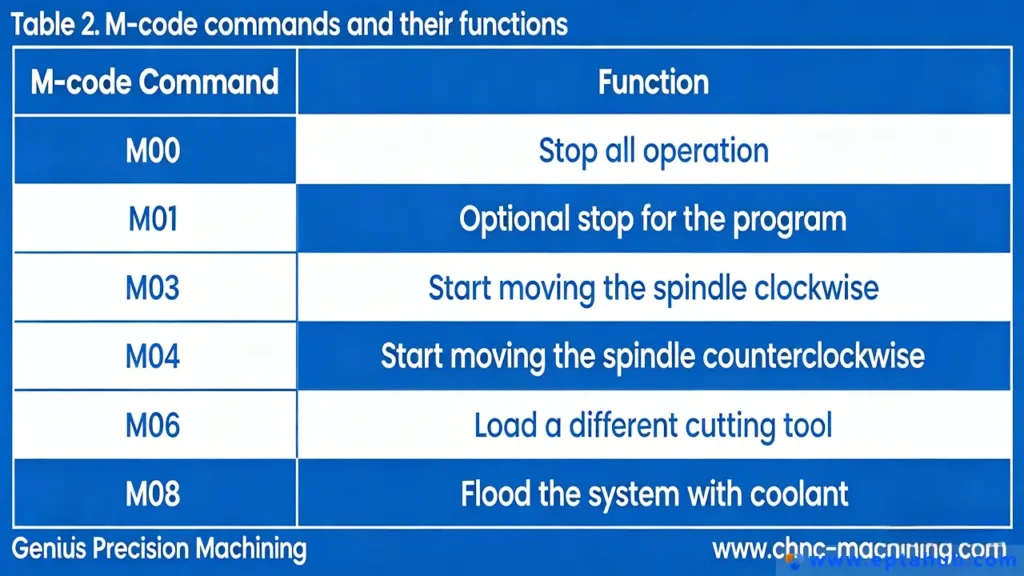
| M00 | Maschine | Programmstopp | Hält die Maschine auf unbestimmte Zeit an. Wird von den Bedienern verwendet, um die Türen zu öffnen, Metallspäne zu entfernen oder ein Teil manuell zu wenden. |
| M03 / M04 | Maschine | Spindelstart | Aktiviert den massiven Elektromotor der Spindel. M03 ist Vorwärtslauf (im Uhrzeigersinn), M04 ist Rückwärtslauf. Benötigt einen ‘S’-Wert (U/min). |
| M06 | Maschine | Werkzeugwechsel | Löst den automatischen Werkzeugwechsler (ATC) aus, um den aktuellen Schaftfräser gegen einen neuen auszutauschen. |
| M08 / M09 | Maschine | Kühlmittelzustand | M08 öffnet die Ventile, um flüssiges Kühlmittel unter hohem Druck auf das Werkzeug zu spritzen. M09 schließt die Ventile. |
| M30 | Maschine | Programmende | Stoppt die Spindel, schaltet die Kühlmittelzufuhr ab, spult den Maschinenspeicher auf Zeile 1 zurück und löst die hydraulischen Klemmen. |
Das Konzept der “Modalität” in der G-Code-Programmierung
Wenn Sie verstehen wollen G-Code-Programmierung Auf höherem Ingenieursniveau müssen Sie das Konzept von Modal vs. Nicht-Modal Befehle. Hier treten 90% Programmierfehler auf.
- Modale Befehle: Sobald ein modaler G-Code ausgeführt wurde, bleibt er dauerhaft aktiv, bis Sie ihn explizit abbrechen oder mit einem widersprüchlichen Code überschreiben.
- Beispiel: Wenn Sie tippen
G01 X10.0 Y10.0 F100In Linie 1 schaltet die Maschine in den “kontrollierten Schneidemodus”. Wenn Linie 2 einfachX20.0, Die Maschine merkt sich die G01- und F100-Werte und schneidet mit der gleichen Geschwindigkeit bis zur neuen X-Koordinate weiter.
- Beispiel: Wenn Sie tippen
- Nicht-modale Befehle: Diese Anweisungen werden nur für die Zeile ausgeführt, in der sie stehen, und werden von der Maschine in der nächsten Zeile sofort wieder vergessen. (z. B. G04 Verweilzeit).
Fallstudie aus dem Ingenieurwesen: Die G90 vs. G91-Katastrophe
Um zu veranschaulichen, warum das Verständnis der strengen Definitionen von Was ist G-Code und M-Code? ist nicht verhandelbar, betrachten Sie zum Beispiel eine Analyse eines katastrophalen Ausfalls, zu deren Untersuchung ich bei einem Tier-2-Zulieferer der Luft- und Raumfahrtindustrie gerufen wurde.
Das Szenario: Der Zulieferer bearbeitete ein komplexes Turbinengehäuse aus Inconel 718 (einer extrem harten, hitzebeständigen Superlegierung) mit einer 5-Achs-CNC-Fräsmaschine von DMG Mori. Der CAM-Programmierer nahm am Ende des Programms eine manuelle Änderung an der Textdatei vor, um das Werkzeug anzuheben und ein letztes Loch zu bohren.
Der geschriebene Code:
N500 G91 G00 Z50.0 (Bewegen Sie das Werkzeug 50 mm nach oben.) schrittweise (um sich von seiner aktuellen Position zu lösen und den betreffenden Teil freizumachen).
N510 X10.0 Y10.0 (Zur letzten Lochposition wechseln).
N520 G01 Z-5.0 F50.0 (Tauchen Sie 5 mm tief ein, um das Loch zu bohren).
Das Scheitern: Die Maschine führte den Arbeitsgang N500 einwandfrei aus und hob das Werkzeug an. Anschließend führte sie den Arbeitsgang N510 aus und fuhr über das Bohrloch. Doch beim Arbeitsgang N520 trieb die Spindel den 20-mm-Vollhartmetallbohrer mit Wucht durch das Inconel-Teil, durch die Spannvorrichtung aus gehärtetem Stahl und direkt in den Maschinentisch aus Gusseisen. Das Werkzeug zerbrach, die Spindellager wurden zerstört und die Maschine geriet aus der Spur. Gesamtschaden: $35.000 und 4 Wochen Stillstand.
Die technische Ursache:
Der Programmierer hat die Modal-Befehle grundlegend missverstanden.
In Zeile N500 gab der Programmierer Folgendes aus: G91 (Inkrementelle Positionierung). Dies ist ein Modal Der Befehl veränderte das gesamte Gehirn der Maschine.
Als die Maschine die Linie N510 erreichte (X10.0 Y10.0Es bewegte sich nicht auf die absoluten Koordinaten X10/Y10. Da G91 aktiv war, bewegte es sich weitere 10 mm. weg von wo auch immer es sich gerade befand.
Noch schlimmer, als es die Zeile N520 erreichte (Z-5.0Der Programmierer dachte, er würde der Maschine den Befehl geben, ein 5 mm tiefes Loch in das Werkstück zu bohren. Die Maschine befand sich jedoch noch im G91-Modus (inkrementell). Die Maschine dachte: “Gehe 5 mm weiter nach unten von meiner aktuellen Z-Position.” Das Werkzeug schwebte 50 mm über dem Werkstück. Durch eine Absenkung um 5 mm befand es sich 45 mm über dem Werkstück. Es schnitt nichts.
Moment mal, warum ist es dann abgestürzt?
Der Programmierer hatte die Maschine zuvor im Programm auf Absolutmodus eingestellt und angenommen, dass die Maschine automatisch in diesen Modus zurückkehren würde. Er versäumte es, eine entsprechende Meldung auszugeben. G90 (Absolute Positionierung) Befehl vor Zeile N520. Wenn sie geschrieben hätten N520 G90 G01 Z-5.0 F50.0, Die Maschine hätte gewusst, dass sie bis zur absoluten Z-Koordinate von -5,0 mm abtauchen müsste. Stattdessen war die Maschine hoffnungslos im Raum verloren und führte schrittweise Bewegungen aus, bis sie mit einer physischen Masse kollidierte.
Deshalb dulden wir bei eptahub.com keine manuellen Änderungen am G-Code in der Fertigung ohne strenge Simulationsprüfung. G-Code hat keinen gesunden Menschenverstand; er führt lediglich die exakt vorgegebene mathematische Logik aus.
Wie generiert moderne CAM-Software G-Code?
In den 1980er Jahren standen CNC-Bediener an der Maschinensteuerung und gaben jede einzelne Zeile manuell ein. G-Code-Programm. Heute benötigt beispielsweise ein komplexes 5-Achs-Impeller für die Luft- und Raumfahrt bei eptahub.com eine Textdatei mit 4,5 Millionen Codezeilen. Es ist mathematisch unmöglich, dies manuell zu schreiben oder zu überprüfen.
Hier wird die CAM-Software (Computer-Aided Manufacturing) zur entscheidenden Brücke.
Wenn ein junger Ingenieur fragt Was ist G-Code in einer CNC-Maschine? Heutzutage wird oft nach den Ergebnissen eines CAM-Systems (wie Siemens NX, Mastercam oder Fusion 360) gefragt. Die CAM-Software nimmt das 3D-CAD-Modell, ermöglicht dem Programmierer die visuelle Definition von Schneidwerkzeugen, Schnittgeschwindigkeiten und Werkzeugwegen und übersetzt diese visuellen Wege anschließend mathematisch in alphanumerische Rohdaten. G-Code-Beispiele.
Es gibt jedoch einen entscheidenden, oft missverstandenen Engpass in diesem Prozess: Der Postprozessor.
Der Postprozessor: Der ultimative CNC-Interpreter
Ein weit verbreiteter Irrglaube ist, dass Standard-G-Code auf allen Maschinen identisch sei. Das ist falsch. Zwar bleiben die grundlegenden Konzepte von Wofür stehen die G- und M-Codes? Das bleibt auch so, eine Fanuc-Steuerung spricht einen etwas anderen “Dialekt” des G-Codes als eine Haas- oder Heidenhain-Steuerung.
- Das Problem: Wenn Sie eine G-Code-Datei im Haas-Format an eine Fanuc-Maschine senden, kann die Maschine einen M-Code falsch interpretieren, das Kühlmittel nicht aktivieren und das Titan-Werkstück entzünden.
- Die Lösung: Der Postprozessor. Dies ist ein spezielles Skript innerhalb der CAM-Software, das die generischen Werkzeugwegdaten in die exakte, streng formatierte Textdatei übersetzt, die für die jeweilige Maschinenmarke, das Modell und das Alter erforderlich ist. Ist Ihr Postprozessor fehlerhaft, stürzt Ihre $500.000 CNC-Maschine ab, unabhängig davon, wie perfekt das CAD-Modell ist.
Erweiterte G-Code-Programmierung: Werkstückkoordinatensysteme (G54-G59)
Wenn man einem Maschinenbediener einen rohen Aluminiumblock gibt, ihn in einen Stahlschraubstock in der Maschine einspannt und auf “Start” drückt, hat die Maschine ein grundlegendes Problem: Sie ist blind. Sie weiß zwar, wo sich ihre eigene Spindel befindet, hat aber keine Ahnung, wo sich der Aluminiumblock physisch im riesigen Maschinenraum befindet.
Um dieses Problem zu lösen, G-Code-Programmierung basiert auf Arbeitskoordinatensystemen (WCS).
Anstatt einen massiven Liste der G-Codes Um den genauen Abstand von der absoluten Ausgangsposition der Maschine zu jedem Merkmal des Werkstücks zu berechnen, verwenden wir G54 bis G59.
- So funktioniert es: Der Bediener berührt mit einer Sonde die Ecke des rohen Aluminiumblocks. Er teilt der Maschine mit: “Diese genaue Position im Raum ist jetzt X0, Y0, Z0. Speichere diese Position im Speicherregister G54.”
- Der Kodex: Ganz oben im Programm gibt die CAM-Software Folgendes aus:
G54. - Das Ergebnis: Ab dieser Zeile wird jede einzelne Koordinate im Programm relativ zu dieser spezifischen Ecke des Aluminiumblocks berechnet. Wenn wir den Schraubstock lösen und ihn 25 cm nach links verschieben, müssen wir die 4 Millionen Codezeilen nicht neu schreiben. Der Bediener tastet die Ecke einfach erneut ab, aktualisiert das G54-Register im Maschinencomputer und drückt Start. Das gesamte Programm verschiebt sich fehlerfrei um 25 cm nach links.
Präzisionssteuerung: Fräserradiuskompensation (G41 / G42)
Eines der komplexesten Probleme im Maschinenbau, insbesondere bei der maschinellen Bearbeitung, ist der Werkzeugverschleiß.
Stellen Sie sich vor, Sie schreiben ein Programm, das mit einem Vollhartmetall-Schaftfräser mit 10,00 mm Durchmesser einen exakt 20,00 mm breiten Schlitz fräst. Der Code steuert die Werkzeugspitze so, dass sie genau mittig im Schlitz entlangfährt.
Nach dem Bearbeiten von 50 Stahlteilen führt die Reibung zu starkem Werkzeugverschleiß. Der 10,00-mm-Schaftfräser hat nun einen Durchmesser von nur noch 9,96 mm. Da das Werkzeug kleiner ist, ist die gefräste Nut zu klein, und die Qualitätssicherung von eptahub.com wird das Teil ablehnen.
Müssen Sie in der CAM-Software den Werkzeugdurchmesser auf 9,96 mm ändern, das gesamte Programm neu generieren und eine neue Datei an die Maschine senden? Nein. Wir verwenden die Werkzeugradiuskompensation.
- G41 (Fräserkompensation links): Weist die Maschine an, den Werkzeugweg dynamisch zu verschieben. links der programmierten Kontur.
- G42 (Recht auf Schneidwerkzeugkompensation): Weist die Maschine an, den Werkzeugweg dynamisch zu verschieben. Rechts der programmierten Kontur.
- G40: Streicht die Entschädigung.
Der Engineering-Workflow:
Wenn die Maschine liest G41 D01, Die Maschine liest den internen Verschleißregistereintrag (D01) aus. Der Bediener hat dort “-0,04 mm” eingegeben. Ohne eine einzige Zeile der Originaldatei zu verändern, berechnet die CNC-Steuerung die gesamte Werkzeugbahn mathematisch neu und verschiebt sie um 0,02 mm (den Verschleißradius), um den Werkzeugverschleiß exakt zu kompensieren.
Dies ist der Gipfel des Verständnisses. Was ist G-Code und M-Code?. Es geht nicht nur darum, die Maschine in Bewegung zu setzen; es geht darum, der Maschine die dynamischen Variablen zu geben, die erforderlich sind, um Toleranzen im Mikrometerbereich in einer physikalisch belastenden Umgebung einzuhalten.
Das Urteil des Ingenieurs: Schluss mit dem Auswendiglernen, jetzt simulieren!
Wenn neu Fertigungsingenieure Komm in mein Team, sie fragen mich häufig nach einem G-Code-Liste (PDF) Damit sie sich jeden Befehl einprägen können. Ich weigere mich, ihnen einen zu geben.
Sich das einzuprägen G83 Ein “Peck-Drilling-Zyklus” ist nutzlos, wenn man die physikalischen Grundlagen der Spanabfuhr, die das Peck-Drilling notwendig machen, nicht versteht. Wofür steht der M-Code? ist irrelevant, wenn Sie nicht verstehen, dass die Aktivierung M08 (Kühlmittel an) nach Wenn das Werkzeug in gehärteten Stahl eindringt, wird dies einen katastrophalen Thermoschock verursachen und das Hartmetall zersplittern.
Moderne CNC-Fertigung basiert auf der Verifizierung mit digitalen Zwillingen. Wir lassen den finalen G-Code durch eine fortschrittliche Kinematiksimulationssoftware (wie Vericut) laufen. Die Software erstellt ein virtuelles Modell der CNC-Maschine, liest den G-Code Zeile für Zeile und prognostiziert Kollisionen, Beschädigungen und Achsenüberschreitungen, bevor der Code überhaupt in der Fertigung zum Einsatz kommt.
Der G-Code ist die letzte, unnachgiebige Brücke zwischen digitalem Design und physischer Realität. Respektieren Sie seine Unnachgiebigkeit, überprüfen Sie seine Logik rechnerisch und gehen Sie niemals davon aus, dass die Maschine weiß, was Sie “eigentlich” tun wollten. Sie weiß nur genau, was Sie eingegeben haben.
Referenzen
Um Ihre Die Programmierprotokolle für die Fertigung entsprechen den globalen Industriestandards., Bitte konsultieren Sie die folgenden maßgeblichen Quellen:
- ISO 6983-1:2009 (Automatisierungssysteme und Integration – Numerische Steuerung von Maschinen)
Der international anerkannte Basisstandard, der das Datenformat für Positionierungs-, Linienbewegungs- und Kontursteuerungssysteme regelt (die offizielle globale Definition von G-Code).
Link: ISO.org - ASME Y14.5-2018 (Bemaßung und Tolerierung)
Dies ist zwar kein Programmierhandbuch, aber der maßgebliche technische Standard für GD&T (Geometrische Bemaßung und Tolerierung). Ein Programmierer kann ohne ein umfassendes Verständnis der in diesem Standard definierten geometrischen Bezugspunkte keine korrekten G-Code-Bezugspunktverschiebungen für das Werkstückkoordinatensystem (G54) schreiben.
Link: ASME.org







