











Dalam tempoh 12 tahun saya menilai keupayaan pembekal dan mengaudit saluran pengeluaran di eptahub.com, saya telah bertengkar dengan jurutera reka bentuk junior yang percaya bahawa tugas mereka berakhir apabila model CAD siap. Mereka menyerahkan fail STEP 3D yang dipamerkan dengan indah dan menganggap kilang hanya menekan "cetak".“
Ini adalah salah faham asas tentang pembuatan perindustrian. Paksi 5 Pengilangan CNC Mesin—sekeping besi tuang dan servo bernilai setengah juta dolar—tidak memahami model 3D. Ia buta sepenuhnya terhadap geometri CAD anda. Ia hanya memahami bahasa pengaturcaraan alfanumerik yang sangat tegar.
Apabila seorang jurutera atau jurutera mekanikal bertanya, “"Apakah maksud kod-G itu?"”, mereka bertanya tentang jambatan asas antara teori digital dan realiti fizikal. Jika CAD anda ialah pelan tindakan seni bina, kod-G ialah manual arahan langkah demi langkah yang diserahkan kepada tukang batu bata. Jika arahannya salah, mesin akan memacu kilang hujung karbida secara membuta tuli ke dalam ragum keluli pada 15,000 RPM, memecahkan gelendong $12,000 dalam sekelip mata.
Apakah yang dimaksudkan dengan Kod-G?
Mari kita jawab soalan asas perbendaharaan kata dengan segera: Apakah yang dimaksudkan dengan kod G?
Secara rasmi, yang ditakrifkan oleh piawaian EIA-274D (RS-274) yang bersejarah, "G" bermaksud Geometri atau Jeneral Perintah Persediaan.
Apabila anda mengeluarkan arahan yang bermula dengan huruf G, anda memberitahu mikropemproses pengawal CNC untuk menyediakan servo paksi mesin untuk jenis pergerakan geometri tertentu atau untuk mewujudkan sistem koordinat tertentu. Anda sedang menentukan bagaimana alat pemotong akan bergerak melalui ruang Cartesian tiga dimensi (paksi X, Y, Z dan paksi putaran A, B, C).
Apakah G-Code dalam Operasi Mesin CNC?
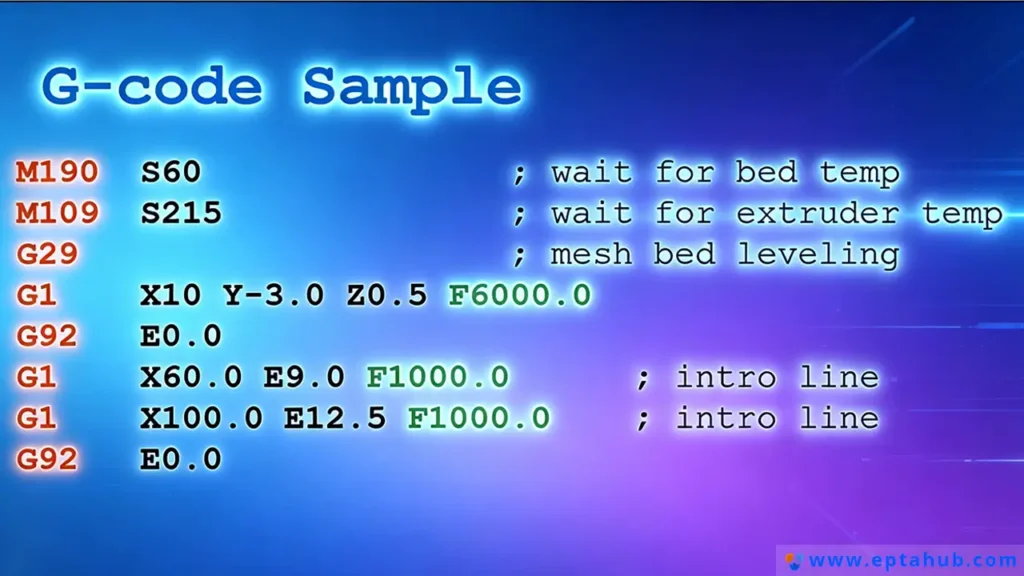
Untuk memahami Apakah G-code dalam mesin CNC? Dalam terminologi, anda mesti melihatnya sebagai aliran data kinetik mentah. Mesin membaca kod blok demi blok (baris demi baris) dari atas ke bawah.
Berikut adalah asas contoh kod-g daripada satu blok:
N010 G01 X50.0 Y25.0 F250.0
Sebagai seorang jurutera, berikut ialah cara anda menyahkod sintaks tersebut:
- N010: Nombor blok (Baris 10).
- G01: Kod Persediaan (Interpolasi Linear—bergerak dalam garis lurus semasa memotong).
- X50.0 Y25.0: Koordinat Cartesian sasaran (bergerak ke X=50mm, Y=25mm).
- F250.0: Kadar Suapan (bergerak tepat pada 250 milimeter seminit).
Pengawal CNC mengambil garisan ini, mengira voltan tepat yang diperlukan untuk servomotor X dan Y sampai ke destinasi secara serentak, dan melaksanakan pemotongan.
Apakah yang dimaksudkan dengan Kod M?
Anda tidak boleh mengendalikan mesin hanya menggunakan geometri. Mesin ini mempunyai perkakasan fizikal yang mesti dihidupkan dan dimatikan: pam penyejuk, motor gelendong, chuck hidraulik dan penghantar cip.
Ini membawa kita ke separuh kedua ekosistem. Apabila orang ramai mencari Apakah yang dimaksudkan dengan kod G dan M?, mereka cuba memisahkan geometri daripada perkakasan.
Jadi, Apakah maksud kod m?"M" bermaksud Pelbagai atau Mesin kod.
Walaupun kod-G mengawal laluan alat itu, Apakah kod m?Ia adalah geganti suis digital. Kod-M tidak menggerakkan paksi. Ia menghantar isyarat elektrik ke PLC (Pengawal Logik Boleh Atur Cara) mesin untuk mengaktifkan keadaan perkakasan fizikal.
Jika anda mahu gelendong berputar mengikut arah jam pada 5,000 RPM, geometri (kod-G) tidak dapat membantu anda. Anda mesti menggunakan kod-M (M03 S5000). Jika anda ingin membanjiri zon pemotongan dengan penyejuk sintetik untuk mengelakkan titanium daripada terbakar, anda mengeluarkan kod-M (M08).
Matriks Kejuruteraan: Hierarki Kod-G dan Kod-M
Apabila pengaturcara junior memulakan latihan mereka, mereka pasti akan mencari di internet untuk mendapatkan maklumat yang besar-besaran. senarai kod g pdf dan cuba menghafalnya. Ini adalah tugas yang bodoh.
Berbeza pengeluar mesin (Haas, Fanuc, Siemens, Heidenhain) mempunyai sedikit variasi dalam kamus kod mereka. Walau bagaimanapun, kod asas adalah universal. Di bawah ialah matriks kejuruteraan ketat yang kami gunakan di eptahub.com untuk mentakrifkan arahan kritikal mutlak dalam a senarai kod-g dan senarai kod-M.
Jadual 1: Rujukan Kejuruteraan Kod G & M yang Penting
| Perintah | Kategori | Nama Kod | Fungsi Kejuruteraan & Realiti Fizikal |
|---|---|---|---|
| G00 | Geometri | Penentuan Kedudukan Pantas | Bahaya. Menggerakkan semua paksi ke koordinat sasaran pada halaju fizikal maksimum mesin. Jangan sekali-kali gunakan ini semasa alat menyentuh logam. |
| G01 | Geometri | Interpolasi Linear | Kuda kerja. Menggerakkan alat dalam garis lurus pada kadar suapan yang dikawal ketat (nilai-F). Digunakan untuk memotong logam. |
| G02 / G03 | Geometri | Interpolasi Bulat | Menggerakkan alat dalam lengkungan atau bulatan sempurna (G02 mengikut arah jam, G03 mengikut arah lawan jam). Mengira gerakan paksi serentak yang kompleks. |
| G90 | Sistem | Kedudukan Mutlak | Memberitahu mesin: “Baca semua koordinat X, Y, Z relatif kepada titik asal sifar mutlak benda kerja.” |
| G91 | Sistem | Kedudukan Tambahan | Memberitahu mesin: “Baca semua koordinat X, Y, Z relatif kepada di mana alat itu berada sekarang.” |
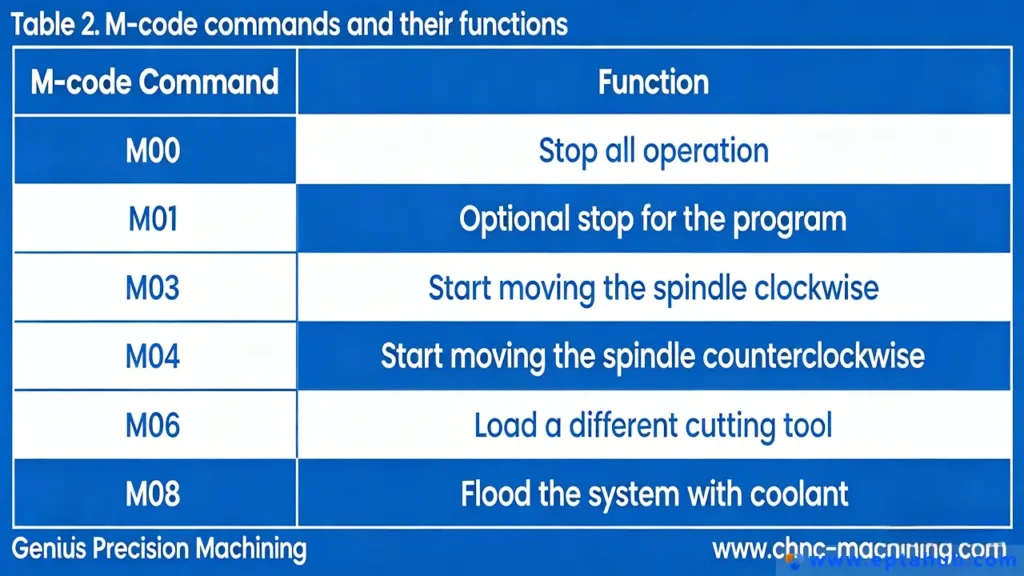
| M00 | Mesin | Hentian Program | Menjeda mesin selama-lamanya. Digunakan oleh pengendali untuk membuka pintu, membersihkan serpihan logam atau membalikkan bahagian secara manual. |
| M03 / M04 | Mesin | Permulaan Spindle | Mengaktifkan motor gelendong elektrik yang besar. M03 adalah Ke Hadapan (Mengikut arah jam), M04 adalah Undur. Memerlukan nilai 'S' (RPM). |
| M06 | Mesin | Perubahan Alat | Mencetuskan karusel Pengubah Alat Automatik (ATC) robotik untuk menukar kilang hujung semasa dengan yang baharu. |
| M08 / M09 | Mesin | Keadaan Penyejuk | M08 membuka injap untuk menyemburkan penyejuk cecair tekanan tinggi pada alat. M09 menutup injap. |
| M30 | Mesin | Tamat Program | Menghentikan gelendong, mematikan penyejuk, memutar balik memori mesin kembali ke Baris 1 dan melepaskan pengapit hidraulik. |
Konsep "Modaliti" dalam Pengaturcaraan Kod-G
Jika anda ingin memahami pengaturcaraan kod-g pada peringkat kejuruteraan kanan, anda mesti memahami konsep Modal vs. Bukan Modal arahan. Di sinilah 90% ralat pengaturcaraan berlaku.
- Perintah Modal: Sebaik sahaja kod-G modal dilaksanakan, ia kekal aktif secara kekal sehingga anda membatalkannya secara eksplisit atau menulis gantinya dengan kod yang bercanggah.
- Contoh: Jika anda menaip
G01 X10.0 Y10.0 F100pada baris 1, mesin akan masuk ke dalam “mod pemotongan terkawal.” Jika baris 2 hanyaX20.0, mesin mengingati G01 dan F100 dan akan terus memotong ke koordinat X baharu pada kelajuan yang sama.
- Contoh: Jika anda menaip
- Perintah Bukan Modal: Ini hanya dilaksanakan untuk baris yang tepat ditulis, dan serta-merta dilupakan oleh mesin pada baris seterusnya. (cth., G04 Dwell time).
Kajian Kes Kejuruteraan: Bencana G90 vs G91
Untuk menggambarkan mengapa memahami definisi yang ketat tentang Apakah kod g dan kod m? tidak boleh dirunding, pertimbangkan analisis kegagalan bencana yang saya diminta untuk siasat di pembekal aeroangkasa peringkat 2.
Senario: Pembekal tersebut sedang memesin selongsong turbin kompleks daripada Inconel 718 (superaloi yang sangat keras dan tahan haba) menggunakan kilang CNC DMG Mori 5 paksi. Pengaturcara CAM telah membuat suntingan manual pada fail teks pada penghujung program untuk mengangkat alat dan menggerudi satu lubang terakhir.
Kod yang Ditulis:
N500 G91 G00 Z50.0 (Gerakkan alat ke atas 50mm secara berperingkat dari kedudukannya sekarang untuk menjauhi bahagian itu).
N510 X10.0 Y10.0 (Bergerak ke kedudukan lubang terakhir).
N520 G01 Z-5.0 F50.0 (Tebuk 5mm untuk menggerudi lubang).
Kegagalan: Mesin itu melaksanakan talian N500 dengan sempurna, mengangkat alat dengan jelas. Ia melaksanakan N510, bergerak di atas lubang. Tetapi pada talian N520, gelendong itu dengan kuat memacu gerudi karbida pepejal 20mm terus ke bawah melalui bahagian Inconel, melalui lekapan pemegangan kerja keluli yang dikeraskan, dan terus ke meja besi tuang mesin. Alat itu meletup, galas gelendong hancur, dan mesin terjatuh dari jajaran. Jumlah kerosakan: $35,000 dan 4 minggu masa henti.
Punca Kejuruteraan:
Pengaturcara pada asasnya salah faham arahan Modal.
Pada talian N500, pengaturcara mengeluarkan G91 (Kedudukan Tambahan). Ini adalah Modal arahan. Ia telah mengubah keseluruhan otak mesin.
Apabila mesin sampai ke talian N510 (X10.0 Y10.0), ia tidak bergerak ke koordinat mutlak X10/Y10. Oleh kerana G91 aktif, ia bergerak 10mm lebih jauh pergi dari mana sahaja ia berada sekarang.
Lebih teruk lagi, apabila ia sampai ke laluan N520 (Z-5.0), pengaturcara itu menyangka mereka menyuruh mesin menggerudi lubang sedalam 5mm ke dalam bahagian tersebut. Tetapi mesin itu masih dalam mod G91 (Tambahan). Mesin itu berfikir: “"Bergerak 5mm lebih jauh ke bawah dari kedudukan Z saya sekarang."” Alat itu melayang 50mm di udara. Bergerak ke bawah 5mm meletakkannya 45mm di atas bahagian itu. Ia tidak memotong apa-apa.
Tunggu, kenapa ia terhempas tadi?
Pengaturcara sebelum ini telah menetapkan mesin kepada mod Mutlak sebelum ini dalam program, dan menganggap mesin itu secara ajaib akan kembali kepadanya. Mereka gagal mengeluarkan G90 arahan (Kedudukan Mutlak) sebelum baris N520. Jika mereka telah menulis N520 G90 G01 Z-5.0 F50.0, mesin itu pasti tahu untuk menyelam ke koordinat Z mutlak -5.0mm. Sebaliknya, mesin itu hilang di angkasa lepas, melakukan gerakan tambahan sehingga ia berlanggar dengan jisim fizikal.
Inilah sebabnya, di eptahub.com, kami tidak bertolak ansur dengan suntingan manual pada G-code di kilang tanpa pengesahan simulasi yang tegar. G-code tidak mempunyai akal sehat; ia hanya melaksanakan logik matematik tepat yang anda berikan.
Bagaimana Perisian CAM Moden Menjana Kod-G?
Pada tahun 1980-an, pengendali CNC akan berdiri di pengawal mesin dan menebuk setiap baris secara manual program kod-g. Hari ini, di eptahub.com, pendesak aeroangkasa 5 paksi yang kompleks mungkin memerlukan fail teks yang mengandungi 4.5 juta baris kod. Secara matematiknya, mustahil bagi manusia untuk menulis atau mengesahkannya secara manual.
Di sinilah perisian CAM (Pengilangan Berbantukan Komputer) menjadi jambatan penting.
Apabila seorang jurutera junior bertanya Apakah G-code dalam mesin CNC? Dalam terminologi hari ini, mereka benar-benar bertanya tentang output sistem CAM (seperti Siemens NX, Mastercam atau Fusion 360). Perisian CAM mengambil model CAD 3D, membolehkan pengaturcara menentukan alat pemotong, kelajuan dan laluan alat secara visual, dan kemudian menterjemahkan laluan visual tersebut secara matematik ke dalam alfanumerik mentah. contoh kod-g.
Walau bagaimanapun, terdapat satu halangan yang kritikal dan sering disalahertikan dalam proses ini: Pasca-Pemproses.
Pasca-Pemproses: Jurubahasa CNC Terbaik
Satu salah tanggapan umum ialah kod-G piawai adalah sama secara universal merentasi semua mesin. Ini adalah salah. Walaupun konsep asas Apakah yang dimaksudkan dengan kod G dan M? kekal benar, pengawal Fanuc menuturkan "dialek" kod-G yang sedikit berbeza daripada pengawal Haas atau Heidenhain.
- Masalahnya: Jika anda menghantar fail kod-G berformat Haas ke mesin Fanuc, mesin tersebut mungkin salah mentafsir kod-M, gagal mengaktifkan penyejuk dan menyalakan bahan kerja titanium.
- Penyelesaiannya: Pasca-Pemproses. Ini adalah skrip khusus di dalam perisian CAM yang menterjemahkan data laluan alat generik ke dalam fail teks yang tepat dan diformatkan secara tegar yang diperlukan oleh jenama, model dan usia mesin tertentu tersebut. Jika Pasca-Pemproses anda cacat, mesin CNC $500,000 anda akan ranap, tidak kira betapa sempurnanya model CAD tersebut.
Pengaturcaraan Kod-G Lanjutan: Sistem Koordinat Kerja (G54-G59)
Jika anda menyerahkan blok aluminium mentah kepada jurumesin, bautkannya ke dalam ragum keluli di dalam mesin, dan tekan "Mula", mesin tersebut mempunyai masalah asas: Ia buta. Ia tahu di mana gelendongnya sendiri berada, tetapi ia tidak tahu di mana blok aluminium itu terletak secara fizikal di ruang luas sampul mesin.
Untuk menyelesaikan perkara ini, pengaturcaraan kod-g bergantung pada Sistem Koordinat Kerja (WCS).
Daripada menulis secara besar-besaran senarai kod g cuba mengira jarak yang tepat dari kedudukan asal mutlak mesin ke setiap ciri pada bahagian tersebut, kita gunakan G54 hingga G59.
- Cara Ia Berfungsi: Operator menyentuh secara fizikal prob pada sudut blok aluminium mentah. Mereka memberitahu mesin: “Lokasi tepat ini di angkasa sekarang ialah X0, Y0, Z0. Simpan lokasi ini dalam daftar memori G54.”
- Kod tersebut: Di bahagian paling atas program, perisian CAM mengeluarkan
G54. - Hasilnya: Dari baris itu dan seterusnya, setiap koordinat dalam program dikira relatif kepada sudut khusus blok aluminium tersebut. Jika kita membuka bolt ragum dan menggerakkannya 10 inci ke kiri, kita tidak perlu menulis semula 4 juta baris kod. Operator hanya menyemak semula sudut tersebut, mengemas kini daftar G54 dalam komputer mesin dan menekan Mula. Seluruh program beralih 10 inci ke kiri dengan sempurna.
Kawalan Ketepatan: Pampasan Jejari Pemotong (G41 / G42)
Salah satu masalah kejuruteraan mekanikal yang paling kompleks dalam pemesinan ialah haus alat.
Bayangkan anda menulis program untuk memotong slot yang selebar 20.00mm, menggunakan pengisar hujung karbida pepejal berdiameter 10.00mm. Kod tersebut mengarahkan bahagian tengah alat untuk memacu tepat ke bawah di tengah slot.
Walau bagaimanapun, selepas memotong 50 bahagian keluli, geseran akan menyebabkan alat tersebut haus. Kincir hujung 10.00mm kini berdiameter 9.96mm secara fizikal. Oleh kerana alat ini lebih kecil, slot yang dipotongnya kini akan menjadi terlalu kecil dan jabatan QA di eptahub.com akan menolak alat tersebut.
Adakah anda perlu kembali kepada perisian CAM, menukar diameter alat kepada 9.96mm, menjana semula keseluruhan program dan menghantar fail baharu ke mesin? Tidak. Kami menggunakan Pampasan Jejari Pemotong.
- G41 (Pampasan Pemotong Kiri): Memberitahu mesin untuk mengalihkan laluan alat secara dinamik ke kiri daripada kontur yang diprogramkan.
- G42 (Hak Pampasan Pemotong): Memberitahu mesin untuk mengalihkan laluan alat secara dinamik ke betul daripada kontur yang diprogramkan.
- G40: Membatalkan pampasan.
Aliran Kerja Kejuruteraan:
Apabila mesin membaca G41 D01, ia melihat "Daftar Kehausan" dalaman mesin (D01). Operator telah menaip "-0.04mm" ke dalam daftar tersebut. Tanpa mengubah satu baris pun fail teks asal, pengawal CNC mengira semula keseluruhan trajektori laluan alat secara matematik, mengimbanginya dengan 0.02mm (jejari haus) untuk mengimbangi alat yang haus dengan sempurna.
Inilah puncak pemahaman Apakah kod g dan kod m?. Ia bukan sekadar menggerakkan mesin; ia juga mengenai memberi mesin pembolehubah dinamik yang diperlukan untuk mengekalkan toleransi tahap mikron dalam persekitaran yang merosot secara fizikal.
Keputusan Jurutera: Berhenti Menghafal, Mula Mensimulasikan
Apabila baru jurutera pembuatan sertai pasukan saya, mereka kerap meminta saya senarai kod g pdf supaya mereka boleh menghafal setiap arahan. Saya enggan memberi mereka satu pun.
Menghafal itu G83 "Kitaran Penggerudian Peck" tidak berguna jika anda tidak memahami fizik pemindahan cip yang menjadikan penggerudian peck diperlukan. Mengetahui Apakah maksud kod m? tidak relevan jika anda tidak faham bahawa pengaktifan M08 (Penyejuk Hidup) selepas alat itu telah menjunam ke dalam keluli yang mengeras akan menyebabkan kejutan haba yang dahsyat dan menghancurkan karbida.
Kejuruteraan CNC moden bergantung pada pengesahan kembar digital. Kami menjalankan kod-G akhir melalui perisian simulasi kinematik lanjutan (seperti Vericut). Perisian ini membina replika maya mesin CNC, membaca kod-G yang tepat baris demi baris dan meramalkan perlanggaran, gouge dan paksi melintang sebelum kod tersebut sampai ke lantai kilang fizikal.
Kod-G ialah jambatan terakhir yang tidak berbelah bahagi antara reka bentuk digital dan realiti fizikal. Hormati ketegarannya, sahkan logiknya secara pengiraan dan jangan sekali-kali menganggap mesin tahu apa yang anda "maksudkan" lakukan. Ia hanya tahu dengan tepat apa yang anda taip.
Rujukan
Untuk memastikan anda protokol pengaturcaraan pembuatan sejajar dengan piawaian perindustrian global, sila rujuk sumber muktamad berikut:
- ISO 6983-1:2009 (Sistem automasi dan integrasi — Kawalan berangka mesin)
Piawaian asas yang diiktiraf di peringkat antarabangsa yang mengawal format data untuk kedudukan, gerakan garis dan sistem kawalan berkontur (takrifan global rasmi bagi kod-G).
Pautan: ISO.org - ASME Y14.5-2018 (Pendimensian dan Toleransi)
Walaupun bukan manual pengaturcaraan, ini merupakan piawaian kejuruteraan muktamad untuk GD&T (Pendimensian dan Toleransi Geometri). Seorang pengaturcara tidak boleh menulis anjakan datum Sistem Koordinat Kerja G-kod (G54) dengan betul tanpa memahami datum geometri ketat yang ditakrifkan dalam piawaian ini.
Pautan: ASME.org







