











eptahub.comでサプライヤーの能力評価と製造パイプラインの監査を12年間担当してきた中で、CADモデルが完成した時点で自分の仕事は終わりだと考えている若手設計エンジニアと数え切れないほど議論を交わしてきました。彼らは美しくレンダリングされた3D STEPファイルを手渡し、工場は単に「印刷」ボタンを押すだけだと思い込んでいるのです。“
これは工業製造に関する根本的な誤解です。5軸加工機 CNCフライス加工 その機械――50万ドルもする鋳鉄とサーボモーターでできた機械――は、3Dモデルを理解しません。CADで作成した形状データも全く認識できません。理解できるのは、非常に厳格な英数字プログラミング言語だけです。.
機械工や機械技師が尋ねると、, “「Gコードとはどういう意味ですか?」”, つまり、彼らはデジタル理論と物理的現実の間の根本的な架け橋について問いかけているのです。CADが建築設計図だとすれば、Gコードはレンガ職人に渡される手順書のようなものです。もし指示が間違っていたら、機械は無計画に超硬エンドミルを15,000 RPMで鋼鉄製の万力に打ち込み、$12,000スピンドルをほんの一瞬で粉砕してしまうでしょう。.
Gコードとは何ですか?
それでは、基本的な語彙に関する質問に早速お答えしましょう。 コードGは何の略ですか?
公式には、歴史的なEIA-274D(RS-274)規格で定義されている「G」は、 幾何学 または 一般的な 準備命令。.
Gで始まるコマンドを発行すると、CNCコントローラのマイクロプロセッサに次のことを指示します。 準備する 機械の軸サーボを特定の種類の幾何学的動作に使用したり、特定の座標系を確立したりします。 どうやって 切削工具は、3次元直交座標空間(X、Y、Z軸、および回転軸A、B、C)内を移動します。.
CNC工作機械におけるGコードとは何ですか?
理解するために CNCマシンにおけるGコードとは何ですか? 専門用語で言うと、これは生の運動データのストリームとして捉える必要があります。機械はコードをブロックごと(行ごと)に上から下へ読み取ります。.
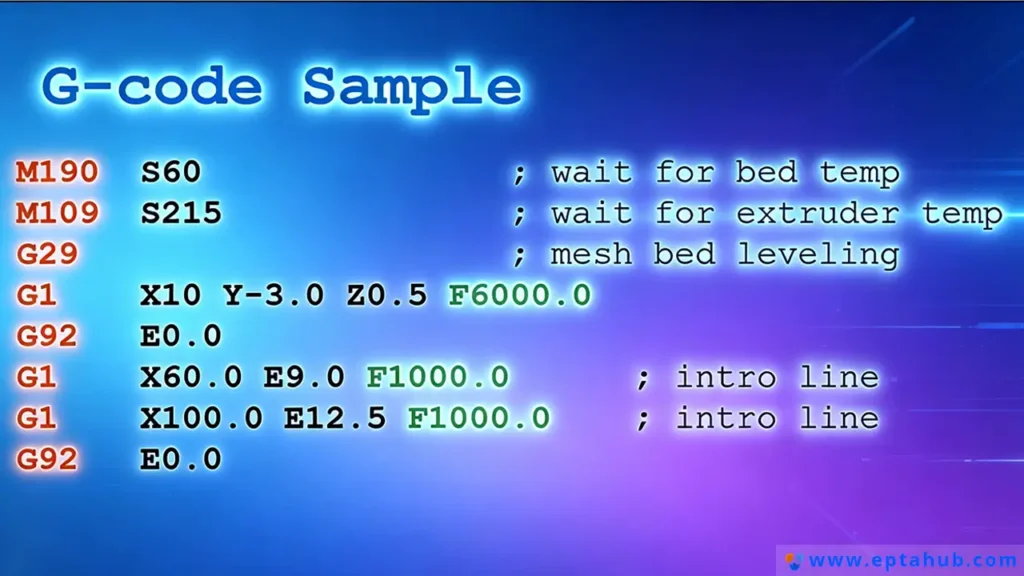
ここに基礎があります Gコードの例 単一ブロックの場合:
N010 G01 X50.0 Y25.0 F250.0
エンジニアとして、その構文を解読する方法は次のとおりです。
- N010: ブロック番号(10行目)。.
- G01: 準備コード(線形補間―切断しながら直線的に移動する)。.
- X50.0 Y25.0: 目標とする直交座標(X=50mm、Y=25mmに移動)。.
- F250.0: 送り速度(毎分正確に250ミリメートル移動する)。.
CNCコントローラはこの信号を受け取り、X軸とY軸のサーボモーターが同時に目標位置に到達するために必要な正確な電圧を計算し、切削加工を実行します。.
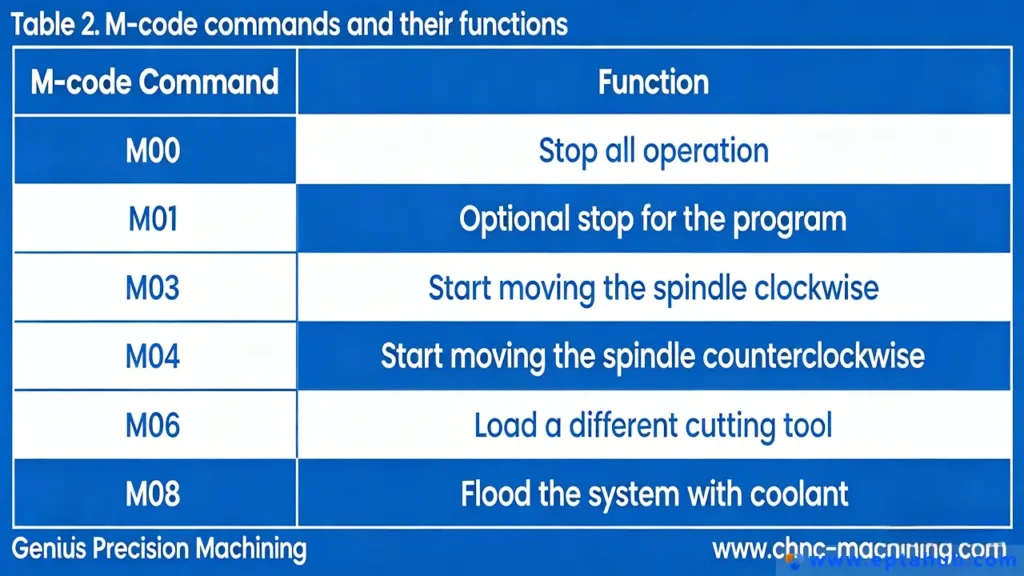
Mコードとは何ですか?
機械は幾何学的な情報だけで操作することはできません。機械には、冷却ポンプ、スピンドルモーター、油圧チャック、チップコンベアなど、オンオフを切り替える必要のある物理的なハードウェアが備わっています。.
これでエコシステムの後半部分に入ります。人々が検索すると GコードとMコードは何の略ですか?, 彼らは、形状とハードウェアを分離しようとしている。.
それで、, mコードは何の略ですか?「M」は その他 または 機械 コード。.
Gコードが制御する一方で、 パス ツールの、, mコードとは何ですか?これはデジタルスイッチリレーです。Mコードは軸を動かすものではありません。機械のPLC(プログラマブルロジックコントローラ)に電気信号を送信して、物理的なハードウェアの状態をアクティブにします。.
スピンドルを5,000 RPMで時計回りに回転させたい場合は、ジオメトリ(Gコード)では対応できません。Mコードを使用する必要があります(M03 S5000チタンが発火するのを防ぐために、切削ゾーンに合成クーラントを流し込む場合は、Mコードを発行します(M08).
エンジニアリングマトリックス:GコードとMコードの階層構造
ジュニアプログラマーが研修を始めると、必然的にインターネットで膨大な量の情報を検索します。 Gコードリスト(PDF) そしてそれを暗記しようとするのは無駄な努力だ。.
違う 機械メーカー (Haas、Fanuc、Siemens、Heidenhain)はコード辞書に若干の違いがあります。しかし、基本となるコードは共通です。以下は、eptahub.com で絶対的に重要なコマンドを定義するために使用する厳密なエンジニアリング マトリックスです。 Gコードリスト およびMコード一覧。.
表1:GコードとMコードのエンジニアリングに関する必須リファレンス
| 指示 | カテゴリ | コードネーム | 工学的機能と物理的現実 |
|---|---|---|---|
| G00 | 幾何学 | 迅速な位置決め | 危険。. 機械の最大物理速度で、すべての軸を目標座標に移動させます。. 一度もない 工具が金属に触れている状態でこれを使用してください。. |
| G01 | 幾何学 | 線形補間 | 主力工具。厳密に制御された送り速度(F値)で工具を直線的に移動させます。金属切削に使用されます。. |
| G02 / G03 | 幾何学 | 円形補間 | ツールを完全な円弧または円周に沿って移動させます(G02は時計回り、G03は反時計回り)。複雑な同時軸動作を計算します。. |
| G90 | システム | 絶対位置 | 機械に「ワークピースの絶対零点を基準としたX、Y、Z座標をすべて読み取ってください」と指示します。“ |
| G91 | システム | 段階的ポジショニング | 機械に指示します。「X、Y、Z座標をすべて読み取ってください。 ツールが現在どこにあるか.」” |
| M00 | 機械 | プログラム停止 | 機械を無期限に一時停止します。オペレーターがドアを開けたり、金属片を取り除いたり、部品を手動で裏返したりする際に使用します。. |
| M03 / M04 | 機械 | スピンドル始動 | 大型電動スピンドルモーターを作動させます。M03は正転(時計回り)、M04は逆転です。「S」値(回転数)が必要です。. |
| M06 | 機械 | 工具交換 | ロボット式自動工具交換装置(ATC)の回転式コンベアを作動させ、現在装着されているエンドミルを新しいエンドミルに交換します。. |
| M08 / M09 | 機械 | 冷却状態 | M08はバルブを開き、高圧の液体冷却剤を工具に噴射する。M09はバルブを閉じる。. |
| M30 | 機械 | プログラム終了 | スピンドルを停止し、クーラントを遮断し、機械のメモリをライン1まで巻き戻し、油圧クランプを解除します。. |
Gコードプログラミングにおける「モダリティ」の概念
理解したいなら Gコードプログラミング 上級エンジニアレベルでは、次の概念を理解する必要があります。 様相表現と非様相表現 コマンド。ここで90%件のプログラミングエラーが発生します。.
- モーダルコマンド: モーダルGコードが実行されると、明示的にキャンセルするか、矛盾するコードで上書きするまで、永続的にアクティブな状態が維持されます。.
- 例: 入力する場合
G01 X10.0 Y10.0 F100ライン1では、機械は「制御切断モード」に入ります。ライン2が単にX20.0, 機械はG01とF100を記憶し、同じ速度で新しいX座標まで切削を続けます。.
- 例: 入力する場合
- 非モーダルコマンド: これらは、記述された行でのみ実行され、次の行では機械によって即座に無視されます。(例:G04 滞留時間).
エンジニアリング事例研究:G90対G91の惨事
厳密な定義を理解することがなぜ重要なのかを説明するために GコードとMコードとは何ですか? 交渉の余地がないのであれば、私がティア2の航空宇宙サプライヤーで調査を依頼された壊滅的な故障分析を検討してください。.
シナリオ: サプライヤーは、5軸DMG森精機CNCフライス盤を使用して、インコネル718(非常に硬く耐熱性に優れた超合金)から複雑なタービンハウジングを加工していました。CAMプログラマーは、プログラムの最後にテキストファイルを手動で編集し、工具を持ち上げて最後の穴を1つ開けるようにしました。.
書かれたコード:
N500 G91 G00 Z50.0 (ツールを50mm上に移動します) 段階的に 現在の位置から部品を外すため)。.
N510 X10.0 Y10.0 (最終ホール位置へ移動する。).
N520 G01 Z-5.0 F50.0 (5mm押し込んで穴を開けてください。).
失敗: 機械はラインN500を完璧に実行し、工具を完全に持ち上げました。N510も実行し、穴の上を移動しました。しかし、ラインN520で、スピンドルが20mmの超硬ソリッドドリルをインコネル部品、硬化鋼製のワーク保持治具を貫通し、機械の鋳鉄製テーブルに直接打ち込んでしまいました。工具は爆発し、スピンドルベアリングは粉砕され、機械は位置ずれを起こしました。総損害額:$35,000、稼働停止期間:4週間。.
工学的根本原因:
プログラマーはモーダルコマンドを根本的に誤解していた。.
N500行目で、プログラマーは G91 (増分測位)これは モーダル 命令。それは機械全体の頭脳を変えてしまった。.
機械がラインN510に到達したとき(X10.0 Y10.0)、絶対座標X10/Y10には移動しませんでした。G91がアクティブだったため、さらに10mm移動しました。 離れて それが現在どこにあろうとも。.
さらに悪いことに、N520 線に到達したとき (Z-5.0プログラマーは、部品に深さ5mmの穴を開けるように機械に指示していると考えていました。しかし、機械はまだG91(インクリメンタル)モードでした。機械は次のように考えました。 “「現在のZ軸位置からさらに5mm下へ移動してください。」” 工具は50mmの高さで浮いていた。5mm下に移動させると、部品から45mmの高さになった。しかし、何も切削されなかった。.
待って、じゃあなぜクラッシュしたの?
プログラマーはプログラムの早い段階でマシンを絶対モードに設定しており、マシンが魔法のように元の状態に戻ると考えていた。 G90 (絶対位置指定)コマンドをN520行目より前に書いていたら。 N520 G90 G01 Z-5.0 F50.0, そうすれば、機械は絶対Z座標-5.0mmまで潜降することができたはずだ。しかし実際には、機械は宇宙空間で完全に迷子になり、物理的な物体に衝突するまで、少しずつ動き続けた。.
そのため、eptahub.comでは、工場現場でのGコードの手動編集は、厳密なシミュレーション検証なしには認めていません。Gコードには常識がなく、指定された数学的ロジックのみを実行するからです。.
最新のCAMソフトウェアはどのようにGコードを生成するのか?
1980年代には、CNCオペレーターは機械コントローラーの前に立ち、すべての行を手動でパンチ入力していました。 Gコードプログラム. 今日、eptahub.comでは、複雑な5軸航空宇宙用インペラには、450万行ものコードを含むテキストファイルが必要になる場合があります。これを人間が手作業で記述したり検証したりすることは、数学的に不可能です。.
ここでCAM(コンピュータ支援製造)ソフトウェアが重要な架け橋となるのです。.
若手エンジニアが質問すると CNCマシンにおけるGコードとは何ですか? 今日の用語では、実際にはCAMシステム(Siemens NX、Mastercam、Fusion 360など)の出力について尋ねています。CAMソフトウェアは3D CADモデルを受け取り、プログラマーが切削工具、速度、ツールパスを視覚的に定義できるようにし、それらの視覚的なパスを数学的に生の英数字に変換します。 Gコードの例.
しかし、このプロセスには、しばしば誤解されがちな重大なボトルネックが存在する。 ポストプロセッサ.
ポストプロセッサ:究極のCNCインタープリタ
よくある誤解として、標準Gコードはすべてのマシンで普遍的に同一であるというものがあります。これは間違いです。 GコードとMコードは何の略ですか? 確かに、ファナックのコントローラは、ハースやハイデンハインのコントローラとはわずかに異なるGコードの「方言」を話します。.
- 問題: Haas形式のGコードファイルをFanuc製の機械に送信すると、機械がMコードを誤って解釈し、冷却液が作動せず、チタン製の加工物が発火する可能性があります。.
- 解決策: ポストプロセッサとは、CAMソフトウェア内部の特定のスクリプトで、汎用的なツールパスデータを、特定の機械のメーカー、モデル、製造年に応じて厳密にフォーマットされたテキストファイルに変換するものです。ポストプロセッサに不具合があると、CADモデルがどれほど完璧であっても、$500,000 CNCマシンはクラッシュしてしまいます。.
高度なGコードプログラミング:作業座標系(G54~G59)
機械工にアルミニウムの生の塊を渡し、それを機械内部の鋼鉄製の万力にボルトで固定して「スタート」ボタンを押したとしても、機械には根本的な問題があります。それは、機械が視覚を持たないということです。機械は自身のスピンドルの位置は把握していますが、機械内部の広大な空間の中でアルミニウムの塊が物理的にどこにあるのか全く分からないのです。.
これを解決するには、, Gコードプログラミング 作業座標システム(WCS)に依存している。.
大量の文章を書く代わりに gコードリスト 機械の絶対ホームポジションから部品上の各フィーチャまでの正確な距離を計算しようとすると、 G54~G59.
- 仕組み: 作業者はプローブをアルミニウムの原塊の角に物理的に接触させる。そして機械に「この正確な位置はX0、Y0、Z0です。この位置をメモリレジスタG54に保存してください」と指示する。“
- コード: プログラムの最上位では、CAMソフトウェアが出力します。
G54. - 結果: その行以降、プログラム内のすべての座標は、アルミブロックのその特定の角を基準として計算されます。万力のボルトを外して左に10インチ移動させたとしても、400万行のコードを書き直す必要はありません。オペレーターは単に角を再プローブし、マシンのコンピュータのG54レジスタを更新して、スタートボタンを押すだけです。プログラム全体が完璧に左に10インチ移動します。.
精密制御:カッター半径補正(G41 / G42)
機械加工における最も複雑な問題の一つは、工具摩耗である。.
直径10.00mmの超硬ソリッドエンドミルを使用して、幅20.00mmの溝を正確に切削するプログラムを作成すると想像してください。コードは、工具の中心が溝の中心を正確に通過するように指示します。.
しかし、鋼材部品を50個切削した後、摩擦によって工具が摩耗します。10.00mmのエンドミルは、物理的に直径が9.96mmになります。工具が小さくなったため、切削される溝のサイズが小さくなり、eptahub.comの品質管理部門は部品を不合格とします。.
CAMソフトウェアに戻って、工具径を9.96mmに変更し、プログラム全体を再生成して、新しいファイルを機械に送信する必要があるのでしょうか?いいえ。カッター半径補正機能を使用します。.
- G41(カッター補正左): 機械にツールパスを動的にシフトするように指示します 左 プログラムされた輪郭の。.
- G42(カッター補償権): 機械にツールパスを動的にシフトするように指示します 右 プログラムされた輪郭の。.
- G40: 補償を取り消す。.
エンジニアリングワークフロー:
機械が読み取ると G41 D01, すると、機械内部の「摩耗レジスタ」(D01)を参照します。オペレーターはこのレジスタに「-0.04mm」と入力しています。CNCコントローラは、元のテキストファイルの1行も変更することなく、ツールパスの軌跡全体を数学的に再計算し、摩耗した工具を完全に補正するために、0.02mm(摩耗半径)だけオフセットします。.
これは理解の極致である GコードとMコードとは何ですか?. 重要なのは、単に機械を動かすことだけではなく、物理的に劣化する環境下でミクロンレベルの公差を維持するために必要な動的な変数を機械に与えることなのです。.
エンジニアの結論:暗記はやめて、シミュレーションを始めよう
新品の場合 製造エンジニア 私のチームに参加してください。彼らはよく私に Gコードリスト(PDF) そうすれば、彼らはあらゆる命令を暗記できる。私は彼らに命令を一つも与えない。.
それを暗記する G83 「ペックドリルサイクル」は、ペックドリルが必要となる切りくず排出の物理法則を理解していなければ役に立ちません。 mコードは何の略ですか? アクティベートすることが理解できないなら、それは無関係です M08 (冷却液作動中) 後 工具が硬化鋼に突き刺さると、壊滅的な熱衝撃が発生し、超硬合金が粉砕される。.
現代のCNCエンジニアリングは、デジタルツイン検証に依存しています。最終的なGコードを高度な運動シミュレーションソフトウェア(Vericutなど)に通します。このソフトウェアはCNCマシンの仮想レプリカを作成し、Gコードを1行ずつ正確に読み取り、コードが実際の工場現場に到達する前に、衝突、削り込み、軸の過剰移動などを予測します。.
Gコードは、デジタル設計と物理的な現実をつなぐ、最終的かつ厳密な架け橋です。その厳格さを尊重し、論理をコンピュータで検証し、機械があなたの「意図した」ことを理解していると決して思い込まないでください。機械が理解できるのは、あなたが入力した内容だけです。.
参考文献
お客様の 製造プログラミングプロトコルは、グローバルな産業標準に準拠している。, 不明な点がある場合は、以下の決定的な資料を参照してください。







