










In meinen zwölf Jahren als Leiter der Lieferantenqualität und des technischen Einkaufs bei eptahub.com habe ich Hunderte von Lieferungen zurückgewiesen, weil Lieferanten fälschlicherweise annahmen, ein “guter Prototyp” bedeute, dass die Produkte für die Serienproduktion geeignet seien. Ein Prototyp beweist einmalig die Funktionsfähigkeit Ihres Designs. Für die Serienproduktion müssen Sie jedoch zehntausend Mal fehlerfrei beweisen, dass Ihr Prozess einwandfrei funktioniert.
An dieser Stelle wird PPAP verpflichtend.
Wenn neue Lieferanten nach dem PPAP-Abkürzung, Sie finden heraus, dass es für Folgendes steht: Produktionsteil Genehmigungsprozess. Ursprünglich von der Automotive Industry Action Group (AIAG) entwickelt, hat es sich zum Goldstandard in der Luft- und Raumfahrt, der Medizintechnik und der Schwerindustrie entwickelt.
Wenn Sie fragen, “Was ist die neueste Version von PPAP?”, Die Branche arbeitet derzeit mit der AIAG PPAP 4th Edition. Es handelt sich um einen strengen, standardisierten Rahmen, der Spekulationen seitens der Lieferanten ausschließen soll. Er verlangt empirische Daten, um nachzuweisen, dass der Lieferant alle Konstruktionsunterlagen und Spezifikationen des Kunden versteht und dass der Fertigungsprozess das Potenzial besitzt, Produkte herzustellen, die diese Anforderungen während der tatsächlichen Produktionsphase konstant erfüllen. Produktionslauf zum angegebenen Preis Produktionsrate.
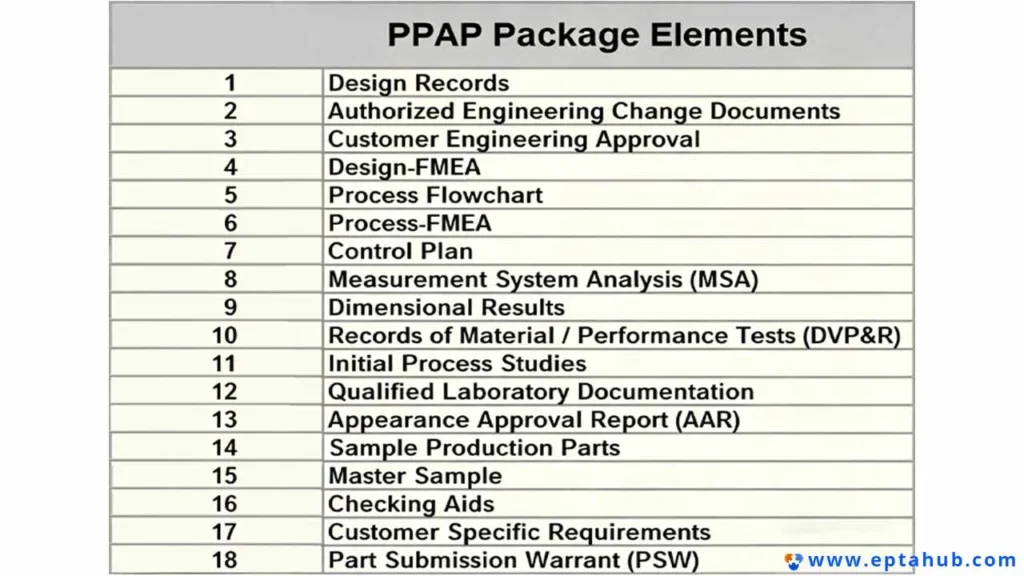
Wenn mich ein Kunde fragt, “Was sind die PPAP-Dokumente?”, Ich weise sie auf die 18 Kernelemente hin. Dieser Leitfaden wird jedes dieser Elemente einzeln erläutern. 18 Dokumente des PPAP, erläutern Sie die Einreichungsstufen und liefern Sie einen technischen Fahrplan für die Erlangung einer Teileeinreichungsgenehmigung (PSW).
(Anmerkung zum “19. Dokument”: Ich sehe häufig Anfragen nach einem PPAP 19 Dokumentenliste. Der offizielle AIAG-Standard umfasst strikt 18 Elemente. Wird ein 19. Element angefordert, bezieht sich dies auf kundenspezifische Anforderungen (CSR), wie z. B. firmeneigene Verpackungsspezifikationen oder spezielle Konformitätserklärungen wie REACH/RoHS.
Wie viele Arten von PPAP gibt es?
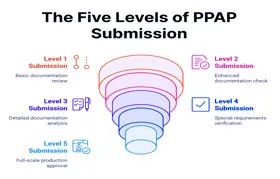
Bevor Sie einen einzelnen generieren Liste der PPAP-Dokumente, Sie müssen Ihre Einreichungsstufe kennen. Die AIAG definiert fünf verschiedene PPAP-Einreichungsstufen. Diese Stufen legen genau fest, welche der 18 Dokumente Sie dem Kunden vorlegen müssen und welche Sie zu Prüfungszwecken in Ihrem Werk aufbewahren.
- Stufe 1: Teilezulassungsschein (PSW) wird nur dem Kunden vorgelegt. (In der Regel vorbehalten für kleinere kosmetische Änderungen oder für sehr vertrauenswürdige, etablierte Lieferanten).
- Stufe 2: PSW übermittelte dem Kunden Produktmuster und begrenzte unterstützende Daten.
- Stufe 3: PSW mit Produktmustern und vollständigen Begleitdaten, die dem Kunden übermittelt wurden. (Dies ist der Standard für alle neuen Teile).
- Stufe 4: PSW und weitere Anforderungen, die genau vom Kunden festgelegt werden.
- Stufe 5: PSW mit Produktmustern und vollständigen Begleitdaten geprüft am Produktionsstandort der Organisation. Wenn Nutzer suchen nach PAP-Dokumente der Stufe 5, Sie bereiten sich auf ein kritisches Audit vor. Ein Techniker von eptahub.com wird Ihre Produktionshalle persönlich besichtigen, um zu überprüfen, ob Ihr Kontrollplan mit den Handlungen Ihrer Bediener übereinstimmt.
Engineering Matrix: PPAP-Einreichungsanforderungen
Zur Klarstellung Wie man PPAP-Dokumente lernt und deren Einreichungsregeln, hier ist die Standard-Aufbewahrungs-/Einreichungsmatrix, die wir für Level 3 (Standard) im Vergleich zu Level 1 verwenden.
(S = An den Kunden übermitteln, R = Am Produktionsstandort aufbewahren).
| PPAP-Element | Dokumentname | Anforderung der Stufe 1 | Anforderung Stufe 3 (Standard) | Auswirkungen auf die Technik |
|---|---|---|---|---|
| 1 | Konstruktionsaufzeichnungen | R | S | Legt die absolute Ausgangsbasis für alle Messungen fest. |
| 4 | Design-FMEA (DFMEA) | R | S | Beweist, dass das Designteam mögliche Fehlerquellen vorhergesehen und abgemildert hat. |
| 6 | Prozess-FMEA (PFMEA) | R | S | Beweist, dass das Fertigungsteam die Montage-/Bearbeitungsrisiken minimiert hat. |
| 7 | Kontrollplan | R | S | Der tägliche Arbeitsablauf für QA-Inspektoren in der Produktionshalle. |
| 8 | Messsystemanalyse (MSA) | R | S | Das beweist, dass Ihre Messschieber und Koordinatenmessgeräte tatsächlich die Wahrheit anzeigen. |
| 9 | Dimensionsergebnisse | R | S | Der vollständige Layout-Inspektionsbericht 100% zur Überprüfung der CAD-Geometrie. |
| 18 | Teile-Einreichungsbescheid (PSW) | S | S | Das rechtsverbindliche Abnahmeprotokoll zur Bestätigung der Prozessfähigkeit. |
Entschlüsselung der 18 Dokumente des PPAP
Um eine fehlerfreie Fertigung zu erreichen, müssen Sie die technische Intention hinter jedem Dokument verstehen. Hier ist die technische Aufschlüsselung der ersten neun Elemente des Liste der PPAP-Dokumente.
1. Konstruktionsaufzeichnungen
Dies ist die grundlegende Tatsache des Projekts. Sie beinhaltet eine Kopie der finalisierten, gesperrten CAD-Zeichnung (oder des mathematischen 3D-Modells), die vom Kunden bereitgestellt wird.
- Die Ingenieursregel: Jedes einzelne Merkmal, jede Bemaßung, jede Toleranz und jeder Hinweis in dieser Zeichnung muss mit einer eindeutigen Nummer versehen werden. Enthält die Zeichnung beispielsweise 150 Bemaßungen, müssen Ihre Prüfberichte 150 entsprechende Datenpunkte enthalten.
2. Änderungsdokumente (ECO/ECN)
Wenn der Kunde das Design aktualisiert hat nach die ursprüngliche Bestellung, aber vor Bei der PPAP-Einreichung muss die Änderungsmitteilung (Engineering Change Notice, ECN) beigefügt werden. Dies belegt, dass Sie nach der aktuellsten Revision fertigen und nicht nach einer veralteten Prototypendatei.
3. Technische Genehmigung des Kunden
Einige stark regulierte Bauteile (wie Turbinenschaufeln für die Luft- und Raumfahrt oder sicherheitskritische Bremsen für Kraftfahrzeuge) erfordern die Das technische Team des Kunden muss physisch unterschreiben Vor Beginn der Serienproduktion werden Musterteile geprüft. Falls erforderlich, ist diese unterzeichnete Genehmigung Element 3.
4. Design-Fehlermöglichkeits- und -Einflussanalyse (DFMEA)
Wenn der Lieferant für die Design Für die Prüfung des Bauteils (nicht nur der Fertigung) muss eine DFMEA (Fehlermöglichkeits- und Einflussanalyse) eingereicht werden. Dabei handelt es sich um eine detaillierte, quantitative Tabelle, die prognostiziert, wie das Produkt im Einsatz versagen könnte (z. B. Materialermüdung, thermische Zersetzung) und jedem Ausfallmodus eine Risikoprioritätszahl (RPZ) zuweist. Hohe RPZ-Werte müssen durch Konstruktionsänderungen reduziert werden, bevor mit der Werkzeugfertigung begonnen wird.
5. Prozessablaufdiagramm
Dies ist eine visuelle schematische Darstellung des genauen Weges von Material durch das gesamte Werk. Es beginnt an der Warenannahme, durchläuft jede Bearbeitungs-, Wasch- und Inspektionsstation und endet an der Versandrampe.
- Warum Ingenieure es fordern: Ich nutze dies, um versteckte Beschädigungsrisiken durch unsachgemäße Handhabung aufzudecken. Wird beispielsweise eine hochpräzise geschliffene Welle vor dem Verpacken dreimal über den Fabrikboden transportiert, hebt das Prozessablaufdiagramm diesen unnötigen Transport als Hauptursache für Kratzer hervor.
6. Prozessfehlermöglichkeits- und -einflussanalyse (PFMEA)
Während die DFMEA die Design, Die PFMEA analysiert die Fabrik. Es listet jeden Schritt im Prozessablaufdiagramm auf und fragt: “Was könnte hier schiefgehen?”
- Beispiel: Schritt 40 ist CNC-Fräsen. Der Fehlermodus ist “Werkzeugverschleiß, der zu zu kleinen Bohrungen führt”. Die Folge ist, dass das Bauteil nicht montiert werden kann. Die Abhilfemaßnahme ist “automatisierte Werkzeugstandzeitüberwachung und Überprüfung der Messstifte alle 50 Bauteile”. Die PFMEA belegt, dass der Lieferant menschliche und maschinelle Fehler vorhergesehen hat.
7. Kontrollplan
Dies ist das wichtigste Dokument in der Produktionshalle. Der Kontrollplan wandelt die in der PFMEA aufgeführten Maßnahmen in tägliche Betriebsregeln um. Er gibt dem Maschinenbediener explizit folgende Anweisungen:
- Was ist zu messen? (z. B. Lochdurchmesser).
- Wie man es misst (z. B. Gut/Schlecht-Lehre).
- Wie oft sollte man es messen? (z. B. 5 Stück pro Stunde).
- Was tun, wenn es fehlschlägt? (z. B. die Charge unter Quarantäne stellen und den Qualitätsmanager benachrichtigen).
8. Messsystemanalyse (MSA)
Die meisten Lieferanten scheitern genau hier an der PPAP-Prüfung. Ein einwandfreier Prüfbericht ist zwar hilfreich, aber wenn die Messgeräte ungenau sind, sind die Daten wertlos. Die Messsystemanalyse (MSA, insbesondere Gage R&R – Wiederholbarkeit und Reproduzierbarkeit) ist eine statistische Untersuchung, die die Zuverlässigkeit Ihres Messsystems belegt.
- Die Mathematik: Wir zwingen drei verschiedene Bediener, dieselben zehn Teile jeweils dreimal mit demselben Mikrometer zu messen. Überschreitet die Abweichung zwischen Bediener A und Bediener B den Toleranzbereich um mehr als 10¹³T², wird das Messsystem als ungültig erklärt. Ein Teil kann nicht freigegeben werden, wenn man dem Messschieber nicht vertrauen kann.
9. Dimensionsergebnisse
Dies ist der eindeutige Beweis. Der Lieferant muss eine bedeutende Produktion herstellen Es wird ein Produktionslauf (typischerweise 300 Teile, unter strikter Einhaltung der Produktionswerkzeuge und -zykluszeiten) durchgeführt. Aus diesem Lauf wird eine Stichprobe (üblicherweise 5 bis 30 Teile) entnommen.
- Der Lieferant muss an allen Musterteilen jedes einzelne Maß, das als “Ballonmaß” angegeben ist (Element 1), messen. Ist ein Maß beispielsweise mit 10,00 mm ± 0,05 mm spezifiziert, muss das Ergebnis der Maßprüfung für jedes Teil den exakten Messwert (z. B. 10,02 mm) ausweisen. Ein einziger Messwert außerhalb der Toleranz führt zum Abbruch des gesamten PPAP-Prozesses.
Fallstudie im Ingenieurwesen: Die MSA-Illusion und das Level-5-Audit
Um die gravierenden finanziellen Folgen einer Behandlung des PPAP-Verfahrens als bloße Formalität zu verstehen, betrachten wir eine Fehleranalyse, die wir für einen Tier-2-Automobilzulieferer durchgeführt haben.
Das Szenario: Der Lieferant wurde mit der Bearbeitung eines Achsschenkels aus Aluminium beauftragt. Er reichte einen PPAP-Bericht der Stufe 3 ein. Die Ergebnisse des Prüfberichts (Element 9 – Maßprüfung) zeigten, dass alle 30 Prüfteile die Toleranz von +/- 0,02 mm für die Hauptlagerbohrung exakt einhielten. Auf Grundlage dieser Unterlagen erteilten wir die vorläufige Freigabe (PSW).

Das Scheitern: Drei Wochen nach Produktionsbeginn wurde die Montagelinie des Automobilherstellers stillgelegt. Die Lager saßen zu locker in den Achsschenkeln, was zu sofortigen Sicherheitsmängeln führte. Der Hersteller wies Teile im Wert von 45.000 ($) an eptahub.com zurück.
Das Level-5-Audit: Ich flog umgehend zum Werk des Lieferanten, um eine PPAP Stufe 5 Vor-Ort-Audit. Ich ging direkt zur CNC-Station und prüfte deren Element 8 (Messsystemanalyse).
- Die Gage R&R-Studie des Lieferanten im Rahmen seines PPAP war gefälscht.
- Sie verwendeten eine Standard-Zweipunkt-Messuhr zur Messung eines komplexen Zylinders mit engen Toleranzen.
- Als ich den Frühschichtmitarbeiter und den Nachtschichtmitarbeiter zwang, dasselbe Ausschussteil zu messen, wichen ihre Messwerte um 0,03 mm voneinander ab – mehr als die gesamte Toleranzspanne der Zeichnung.
Die technische Lösung: Der Lieferant produzierte Teile, die nicht den Spezifikationen entsprachen, aber sein fehlerhaftes Messsystem (fehlende echte MSA) signalisierte ihm, dass die Teile in Ordnung seien.
- Wir haben ihre PSW widerrufen.
- Wir haben sie gezwungen, in ein automatisiertes pneumatisches Dreipunkt-Luftmessgerät für diese spezielle Bohrung zu investieren.
- Wir haben die Gage R&R-Studie wiederholt und eine Varianz von weniger als 5% erreicht.
- Wir haben Element 7 (Kontrollplan) aktualisiert, um die Verwendung des Luftdruckmessers vorzuschreiben.
Diese Fallstudie zeigt, warum 18 Dokumente des PPAP Es handelt sich nicht um bürokratische Hürden. Vielmehr ist es ein vernetztes, mathematisch überprüfbares System, das verhindern soll, dass katastrophale Ausfälle überhaupt erst die Laderampe verlassen.
10. Ergebnisse der Material-/Leistungsprüfung
Man kann ein Bauteil mit perfekten Maßtoleranzen bearbeiten, aber wenn das Rohmaterial gefälscht ist, wird das Bauteil unter Belastung katastrophal versagen.
- Ergebnisse der Materialprüfung: Für jede Komponente muss der Lieferant einen zertifizierten Werksprüfbericht (MTR) vorlegen. Wenn meine Stückliste auf eptahub.com 6061-T6-Aluminium angibt, muss dieses Dokument die genauen Ergebnisse der chemischen Massenspektrometrie und der physikalischen Zugfestigkeitsprüfung enthalten, die belegen, dass es sich tatsächlich um 6061-T6-Aluminium handelt.
- Ergebnisse des Leistungstests: Falls für die Zeichnung ein zweiter Bearbeitungsschritt erforderlich ist (z. B. “Salzsprühtest bis 500 Stunden” oder “Harteloxieren nach MIL-A-8625”), werden hier die Laborergebnisse protokolliert, die belegen, dass das Bauteil diese Leistungstests überstanden hat.
11. Erste Prozessstudien (Statistische Prozesskontrolle – SPC)
Dies ist der mathematische Kern des PPAP. Er trennt Weltklasse-Hersteller von Amateuren. Wir suchen nach Prozessfähigkeit (Cpk Und Ppk).
- Das technische Konzept: Wenn Ihre Toleranzgrenze einer zweispurigen Autobahn entspricht, ist Ihr Fertigungsprozess wie ein Auto. Wenn das Auto wild von Spur zu Spur schlingert, ist es vielleicht noch nicht verunglückt. noch, Aber irgendwann wird es so sein. Wir wollen, dass das Auto kerzengerade fährt, genau in der Mitte der Fahrspur.
- Die Mathematik: Der Lieferant misst kritische Merkmale an einer Charge von mindestens 25 Untergruppen (typischerweise 100 Teile). Wenn die Cpk Ist der Index kleiner als 1,00, ist die Herstellung fehlerhafter Teile durch den Prozess mathematisch garantiert. Die Normen für die Automobil- und Luftfahrtindustrie fordern einen Cpk größer als 1.33 (akzeptabel) oder 1.67 (Ausgezeichnet). Wenn Ihr Cpk Wenn der Wert niedrig ist, können Sie den PPAP nicht unterzeichnen; Sie müssen Ihre Fabrik sanieren.
12. Qualifizierte Labordokumentation
Wenn der Lieferant ein internes Labor oder ein externes Prüfinstitut mit der Erstellung der Berichte für Element 10 beauftragt, muss er die Kompetenz des Labors nachweisen. Dies bedeutet, dass er die entsprechenden Dokumente des Labors einreichen muss. ISO/IEC 17025 Akkreditierungszertifikat. In einer nicht zertifizierten Werkstatt darf kein Titan in Luft- und Raumfahrtqualität getestet werden.
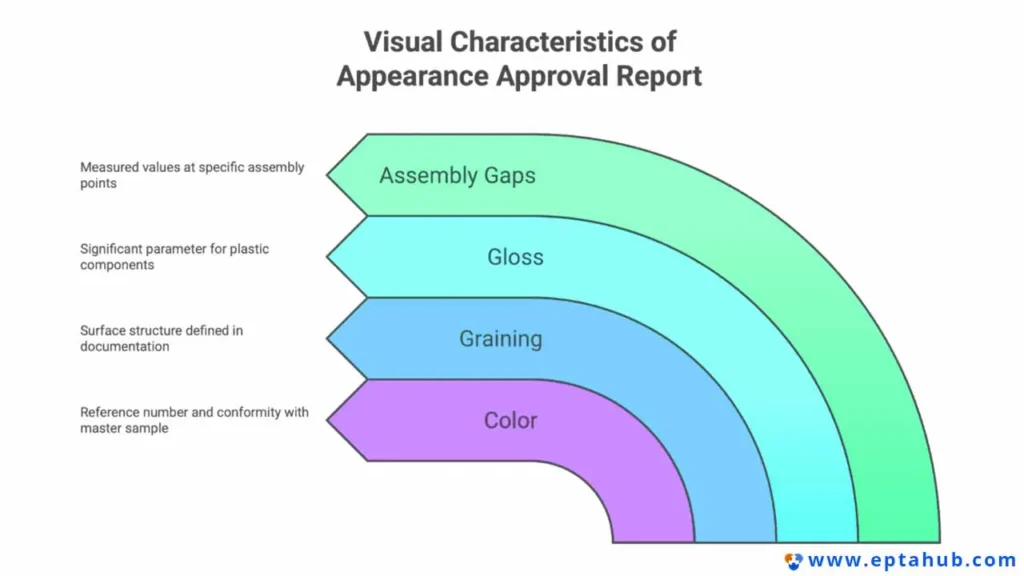
13. Bericht zur Genehmigung des Erscheinungsbildes (AAR)
Bei internen Motorkomponenten spielt das Aussehen selten eine Rolle. Bei kosmetischen, kundenorientierten Teilen (wie beispielsweise einem Armaturenbrett oder einem hochwertigen Chassis aus gebürstetem Aluminium) ist eine AAR (Automated Assessment Review) jedoch obligatorisch. Sie bestätigt, dass Farbe, Maserung, Textur und Glanz exakt den Designvorgaben des Kunden entsprechen.
14. Produktmuster
Der Lieferant muss dem Kunden eine Stichprobe der im Rahmen der PPAP-Produktion hergestellten Teile zusenden. Unsere QA-Ingenieure bei eptahub.com messen diese Stichproben unabhängig, um die Richtigkeit der Angaben des Lieferanten unter Element 9 (Dimensionsergebnisse) zu überprüfen.
15. Mastermuster
Der Lieferant muss mindestens ein physisches Bauteil aus dem freigegebenen PPAP-Lauf dauerhaft (oder bis zum Austausch der Werkzeuge) in seinem Werk aufbewahren. Dies ist das “Mastermuster”.”
- Technischer Zweck: Es ist das ultimative Entscheidungskriterium. Sollte es zwei Jahre später zu einer Streitigkeit über einen subtilen optischen Mangel kommen, ziehen sowohl der Kunde als auch der Lieferant ihre Mastermuster heran, um zu überprüfen, wie das Teil am Tag der ursprünglichen Prozessfreigabe aussah.
16. Überprüfung der Hilfsmittel
Wenn der Lieferant ein kundenspezifisches Werkzeug zur Teileprüfung in der Montagelinie herstellt (z. B. eine kundenspezifische Gut/Ausschuss-Lehre, eine 3D-gedruckte Konturvorrichtung oder eine Testlehre), muss er dies hier dokumentieren. Das Prüfmittel muss katalogisiert werden und über ein eigenes Kalibrierungsprotokoll verfügen, um nachzuweisen, dass die Lehre selbst im Laufe der Zeit nicht abgenutzt wurde.
17. Nachweise über die Einhaltung (kundenspezifischer Anforderungen)
Dies ist der Abschnitt, der oft dazu führt, dass Menschen nach etwas suchen. PPAP 19 Dokumentenliste (PDF). Im AIAG-Handbuch gibt es kein offizielles 19. Element. Element 17 dient jedoch als Auffangkategorie für kundenspezifische Anforderungen (CSR).
- Dies umfasst Umweltkonformitätserklärungen (RoHS, REACH, Berichterstattung über Konfliktmineralien), firmeneigene Verpackungsspezifikationen oder spezifische Wärmebehandlungszertifizierungen, die von einzelnen OEMs gefordert werden.
18. Teil-Einreichungsbescheid (PSW)
Das PSW ist das Deckblatt und die endgültige, rechtsverbindliche Erklärung des gesamten PPAP-Pakets.
- Es fasst die Teilenummer, den Revisionsstand, den Einreichungsstand (1-5) und den Einreichungsgrund zusammen.
- Die Unterschrift: Wenn der Qualitätsmanager eines Lieferanten die PSW unterzeichnet, gibt er eine rechtliche Garantie ab: “Wir haben alle Daten überprüft. Unser Prozess ist leistungsfähig. Wir werden dieses Teil während der gesamten Vertragslaufzeit genau so fertigen, ohne eine einzige Variable zu ändern.”
- Wenn der Kunde die 17 vorangegangenen Dokumente geprüft und die Prozessabwicklung für zuverlässig befunden hat, unterzeichnet er die Produktionsgenehmigung (PSW) gegen. Erst dann wird die Serienproduktion freigegeben.
Optimierung des Beschaffungsprozesses: Die PPAP-Dokumentenliste in Excel
Bei der Verwaltung hunderter Lieferanten können Sie sich nicht auf unübersichtliche E-Mail-Verläufe verlassen, um PPAP-Genehmigungen nachzuverfolgen. Viele Einkaufsteams suchen nach einer PPAP-Dokumentenliste in Excel Vorlage.
Bei eptahub.com ist die Einreichung der Unterlagen durch Lieferanten mithilfe einer standardisierten Excel-Tracking-Matrix vorgeschrieben. Hier ist ein Beispiel für die Strukturierung einer solchen Matrix. PPAP-Dokumente mit Beispiel Tracker für eine CNC-gefräste Welle:
| Element | Dokumentname | Dateibenennungskonvention | Status | Beispiel für erforderliche Inhalte |
|---|---|---|---|---|
| 1 | Konstruktionsaufzeichnungen | 01_Design_Record_RevB.pdf |
Genehmigt | Ballonierte Zeichnung mit 45 Dimensionen. |
| 6 | PFMEA | 06_PFMEA_CNC_Shaft.xlsx |
Genehmigt | Identifiziert Werkzeugrattern als Risiko, das durch Drehzahlbegrenzungen gemindert wird. |
| 7 | Kontrollplan | 07_Control_Plan_CNC.pdf |
Ausstehend | Die Häufigkeit der OD-Messungen muss angegeben werden (z. B. 1 pro 20 Teile). |
| 8 | MSA (Messgeräte-R&R) | 08_MSA_Mikrometer.xlsx |
Abgelehnt | Bedienerabweichung >15%. Mikrometer neu kalibrieren und Lauf wiederholen. |
| 9 | Dimensionsergebnisse | 09_Dim_Layout_30pcs.xlsx |
Genehmigt | 100% Layout von 30 Teilen, die der nummerierten Zeichnung entsprechen. |
| 11 | Prozessstudien | 11_SPC_Cpk_Report.pdf |
Genehmigt | Shows Cpk von 1,45 auf den kritischen Lagerzapfendurchmesser. |
| 18 | PSW | 18_PSW_Signed.pdf |
Ausstehend | Die Genehmigung von Element 8 steht noch aus, bevor die endgültige Unterzeichnung erfolgt. |
Indem die Lieferanten gezwungen werden, ihre PDF- und Excel-Dateien genau dieser Matrix zuzuordnen, können die QA-Ingenieure die Einreichungen systematisch überprüfen und so die Markteinführungszeit drastisch verkürzen.
Das Urteil des Ingenieurs: Warum PPAP nicht verhandelbar ist
Wenn Kunden fragen Wie man PPAP-Dokumente lernt, Mein Rat lautet daher, es nicht länger als administrative Belastung zu betrachten, sondern als eine Art Ingenieurversicherung.
Vor der Einführung von PPAP verließen sich Hersteller auf “prüfungsbasierte Qualitätskontrolle” – sie versuchten, am Ende der Produktionslinie die einwandfreien von den fehlerhaften Teilen zu trennen. Dies führte zu einer enormen Kapitalverschwendung. PPAP veränderte das globale Fertigungsparadigma hin zu “prozessbasierter Qualität”.”
Durch die strikte Durchsetzung der 18 Dokumente des PPAP, Sie zwingen den Lieferanten, nachzuweisen, dass seine Verfahren Mathematisch gesehen ist es unmöglich, einen Fehler zu erzeugen. Mit Ihrer Unterschrift unter die Teilefreigabeerklärung genehmigen Sie nicht nur ein einzelnes Stück Metall oder Kunststoff, sondern ein hochgradig kontrolliertes und reproduzierbares System. Ob es sich um eine einfache Stanzhalterung oder eine komplexe Turbine für die Luft- und Raumfahrt handelt – PPAP ist der ultimative Schutz vor Lieferkettenausfällen.
Referenzen
Um sicherzustellen, dass Ihr internes Qualitätsmanagementsystem globalen Standards entspricht, konsultieren Sie bitte die folgenden maßgeblichen Quellen:
- IATF 16949:2016 (Norm für Qualitätsmanagementsysteme in der Automobilindustrie)
Der globale Standard für Qualitätsmanagementsysteme im Automobilsektor, der die Anwendung von PPAP (und der Kernwerkzeuge wie APQP, FMEA, MSA und SPC) für alle Tier-Lieferanten ausdrücklich vorschreibt.
Link: IATFGlobalOversight.org - ASQ (American Society for Quality) – Qualitätskernwerkzeuge
Bietet umfassende Ingenieurschulungen und Zertifizierungen hinsichtlich der mathematischen Grundlagen von Element 8 (MSA) und Element 11 (Statistische Prozesskontrolle).
Link: ASQ.org







