










Nos meus 12 anos gerenciando a qualidade de fornecedores e compras técnicas na eptahub.com, rejeitei centenas de remessas porque um fornecedor presumiu que um "bom protótipo" significava que estavam prontos para a produção em massa. Um protótipo comprova que seu projeto funciona uma vez. A produção em massa exige comprovar que seu processo funciona dez mil vezes sem um único defeito.
É aqui que o PPAP se torna obrigatório.
Quando novos fornecedores procuram por ppap forma completa, eles descobrem que representa o Peça de Produção Processo de aprovação. Desenvolvida originalmente pelo Automotive Industry Action Group (AIAG), tornou-se o padrão ouro nos setores aeroespacial, médico e de fabricação industrial pesada.
Se você está perguntando, “Qual é a versão mais recente do PPAP?”, Atualmente, a indústria opera com base na 4ª edição do AIAG PPAP. Trata-se de uma estrutura rígida e padronizada, projetada para eliminar as suposições dos fornecedores. Ela exige dados empíricos para comprovar que o fornecedor compreende todos os registros e especificações de projeto de engenharia do cliente e que o processo de fabricação tem o potencial de produzir um produto que atenda consistentemente a esses requisitos durante uma produção real. produção realizada conforme cotado taxa de produção.
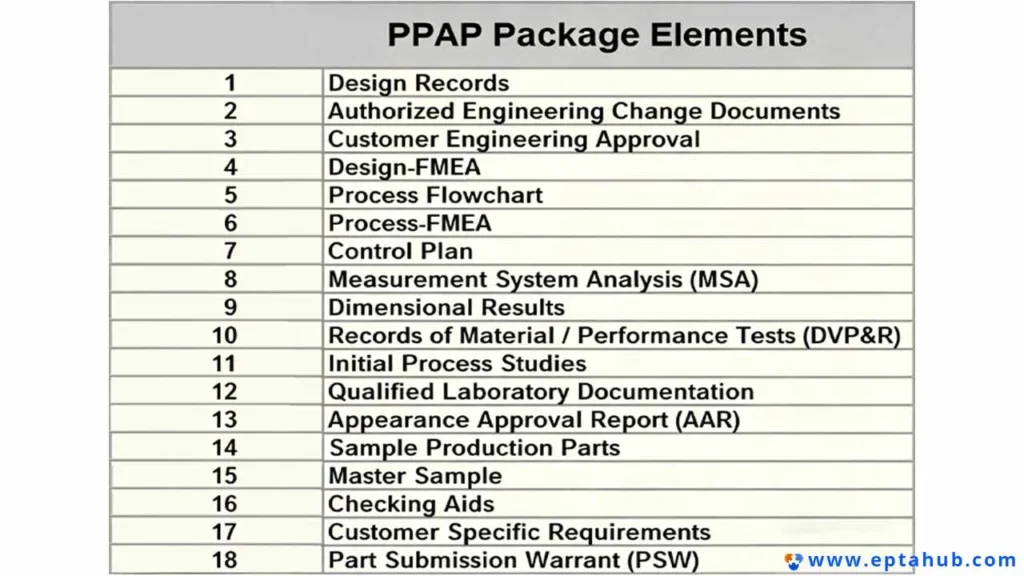
Quando um cliente me pergunta, “O que são os documentos PPAP?”, Eu os direciono para os 18 elementos fundamentais. Este guia irá desconstruir cada um deles. 18 documentos do PPAP, Explicar os níveis de submissão e fornecer um roteiro técnico para obter a aprovação da Autorização de Submissão Parcial (PSW).
(Nota sobre o “19º Documento”: Vejo frequentemente perguntas sobre um Lista de documentos PPAP 19. A norma oficial da AIAG contém rigorosamente 18 elementos. Quando um 19º elemento é solicitado, refere-se a Requisitos Específicos do Cliente (CSR), como especificações de embalagem proprietárias ou declarações de conformidade especializadas, como REACH/RoHS.
Quantos tipos de PPAP existem?
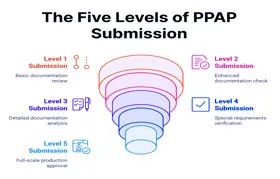
Antes de gerar um único Lista de documentos PPAP, Para submeter um PPAP, você precisa conhecer o seu nível de submissão. A AIAG define cinco níveis distintos de submissão. Esses níveis determinam exatamente quais dos 18 documentos você deve enviar ao cliente e quais você simplesmente retém em sua unidade fabril para fins de auditoria.
- Nível 1: A Declaração de Submissão de Peças (PSW, na sigla em inglês) é enviada somente ao cliente. (Geralmente reservada para pequenas alterações estéticas ou fornecedores tradicionais de alta confiança).
- Nível 2: PSW com amostras de produtos e dados de suporte limitados enviados ao cliente.
- Nível 3: PSW com amostras do produto e dados de suporte completos enviados ao cliente. (Este é o padrão para todas as peças novas).
- Nível 4: PSW e outros requisitos conforme definidos estritamente pelo cliente.
- Nível 5: PSW com amostras de produtos e dados de suporte completos revisados no local de fabricação da organização. Quando os usuários pesquisam por Documentos PPAP nível 5, Eles estão se preparando para uma auditoria rigorosa. Um engenheiro da eptahub.com fará uma vistoria presencial em sua fábrica para verificar se seu plano de controle corresponde às ações de seus operadores.
Matriz de Engenharia: Requisitos para Submissão do PPAP
Para esclarecer Como aprender sobre documentos PPAP e suas regras de submissão, aqui está a matriz padrão de retenção/submissão que usamos para o Nível 3 (Padrão) versus Nível 1.
(S = Enviar ao Cliente, R = Manter na Unidade de Fabricação).
| Elemento PPAP | Nome do documento | Requisito de Nível 1 | Requisito de Nível 3 (Padrão) | Impacto da Engenharia |
|---|---|---|---|---|
| 1 | Registros de design | R | S | Estabelece a linha de base absoluta para todas as medições. |
| 4 | Análise de Modos de Falha e Efeitos de Projeto (DFMEA) | R | S | Comprova que a equipe de projeto previu e mitigou as falhas. |
| 6 | Análise de Modos de Falha e Efeitos do Processo (PFMEA) | R | S | Comprova que a equipe de produção mitigou os riscos de montagem/usinagem. |
| 7 | Plano de Controle | R | S | Roteiro diário para inspetores de controle de qualidade no chão de fábrica. |
| 8 | Análise do Sistema de Medição (MSA) | R | S | Isso comprova que seus paquímetros e máquinas de medição por coordenadas (CMMs) estão realmente indicando a precisão. |
| 9 | Resultados Dimensionais | R | S | Relatório de inspeção de layout completo 100%, que verifica a geometria CAD. |
| 18 | Mandado de Submissão de Peças (PSW) | S | S | A folha de aprovação juridicamente vinculativa que confirma a capacidade do processo. |
Decifrando os 18 documentos do PPAP
Para alcançar a fabricação com zero defeitos, é preciso compreender a intenção da engenharia por trás de cada documento. Aqui está a análise técnica dos nove primeiros elementos do lista de documentos PPAP.
1. Registros de Projeto
Esta é a verdade fundamental do projeto. Inclui uma cópia do desenho CAD finalizado e bloqueado (ou modelo matemático 3D) fornecido pelo cliente.
- A Regra da Engenharia: Cada detalhe, dimensão, tolerância e nota neste desenho deve ser numerado individualmente (com um número único). Se o desenho tiver 150 dimensões, seus relatórios de inspeção devem conter 150 pontos de dados correspondentes.
2. Documentos de Alteração de Engenharia (ECO/ECN)
Se o cliente atualizasse o design depois o pedido de compra inicial, mas antes Na submissão do PPAP, você deve incluir a Notificação de Alteração de Engenharia (ECN). Isso comprova que você está fabricando com base na revisão mais recente, e não em um arquivo de protótipo desatualizado.
3. Aprovação de Engenharia do Cliente
Algumas peças altamente regulamentadas (como pás de turbinas aeroespaciais ou freios automotivos críticos para a segurança) exigem A equipe de engenharia do cliente deverá assinar fisicamente. A aprovação por escrito é necessária para a produção de peças de amostra antes mesmo do início da produção em massa. Caso seja exigido, esse documento é o Elemento 3.
4. Análise de Modos e Efeitos de Falha de Projeto (DFMEA)
Se o fornecedor for responsável pelo projeto Para a peça (e não apenas para a fabricação), eles devem submeter uma DFMEA. Trata-se de uma planilha rigorosa e quantitativa que prevê como o produto pode falhar em campo (por exemplo, falha por fadiga, degradação térmica) e atribui um Número de Prioridade de Risco (NPR) a cada modo de falha. NPRs altos devem ser mitigados por meio de alterações de projeto antes do início da produção das ferramentas.
5. Diagrama de Fluxo do Processo
Este é um esquema visual que mapeia a jornada exata do material através da fábrica. Começa no cais de recebimento, passa por todas as estações de usinagem, lavagem e inspeção e termina no cais de expedição.
- Por que os engenheiros exigem isso: Utilizo isso para identificar riscos ocultos de danos durante o manuseio. Se um eixo retificado de alta precisão for movimentado três vezes pelo chão da fábrica antes da embalagem, o Diagrama de Fluxo do Processo destaca esse trânsito desnecessário como um vetor primordial para defeitos por arranhões.
6. Análise de Modos e Efeitos de Falha do Processo (PFMEA)
Embora a DFMEA analise o projeto, a PFMEA analisa o fábrica. Ele lista cada etapa do Diagrama de Fluxo do Processo e pergunta: "O que poderia dar errado aqui?"“
- Exemplo: A etapa 40 é Fresagem CNC. O modo de falha é “desgaste da ferramenta causando furos com dimensões inferiores às necessárias”. O efeito é “a peça não pode ser montada”. A mitigação é “monitoramento automatizado da vida útil da ferramenta e verificações do pino de medição a cada 50 peças”. A PFMEA comprova que o fornecedor previu erros humanos e de máquina.
7. Plano de Controle
Este é o documento mais importante no chão de fábrica. O Plano de Controle transforma as medidas de mitigação listadas na PFMEA em regras operacionais diárias. Ele informa explicitamente ao operador da máquina:
- O que medir (Ex.: diâmetro do furo).
- Como medir isso (Ex.: Medidor de aprovação/reprovação).
- Com que frequência devo medir? (ex.: 5 peças por hora).
- O que fazer se falhar (Ex.: Coloque o lote em quarentena e notifique o gerente de qualidade).
8. Análise do Sistema de Medição (MSA)
A maioria dos fornecedores falha no PPAP logo aqui. Você pode enviar um relatório de inspeção impecável, mas se suas ferramentas de medição forem imprecisas, seus dados serão inúteis. A MSA (especificamente Gage R&R – Repetibilidade e Reprodutibilidade) é um estudo estatístico que comprova a confiabilidade do seu sistema de medição.
- A matemática: Obrigamos três operadores diferentes a medir as mesmas dez peças, três vezes cada, usando o mesmo micrômetro. Se a variação entre o Operador A e o Operador B exceder 10% da janela de tolerância, o sistema de medição é reprovado. Não é possível aprovar uma peça se não houver confiabilidade no paquímetro.
9. Resultados Dimensionais
Esta é a prova irrefutável. O fornecedor deve fabricar uma produção significativa Uma produção em série (normalmente 300 peças, utilizando rigorosamente as ferramentas e os tempos de ciclo de produção) é realizada. Desse lote, uma amostra aleatória (geralmente de 5 a 30 peças) é retirada.
- O fornecedor deve medir cada dimensão "balão" do Elemento 1 em todas as peças de amostra. Se uma dimensão for especificada como 10,00 mm +/- 0,05 mm, os Resultados Dimensionais devem mostrar a leitura empírica exata (por exemplo, 10,02 mm) para cada peça. Uma única leitura fora da tolerância compromete todo o PPAP.
Estudo de Caso de Engenharia: A Ilusão do MSA e a Auditoria de Nível 5
Para entender as graves consequências financeiras de tratar o PPAP como um simples exercício burocrático de "cumprir tabela", considere uma análise de falhas que realizamos para um fornecedor automotivo de segundo nível.
O cenário: O fornecedor foi contratado para usinar uma junta de direção de alumínio. Eles submeteram um PPAP de Nível 3. O Elemento 9 (Resultados Dimensionais) mostrou que todas as 30 peças de amostra estavam perfeitamente dentro da tolerância de +/- 0,02 mm para o furo do rolamento principal. Com base na documentação, emitimos uma aprovação provisória de usinagem.

O fracasso: Três semanas após o início da produção em massa, a linha de montagem da montadora de automóveis parou. Os rolamentos estavam sendo encaixados sob pressão com muita folga nas juntas, causando falhas de segurança imediatas. A montadora rejeitou $45.000 peças de volta para a eptahub.com.
Auditoria de Nível 5: Imediatamente voei para as instalações do fornecedor para realizar uma PPAP Nível 5 Auditoria no local. Fui direto para a estação CNC e auditei o Elemento 8 (Análise do Sistema de Medição).
- O estudo de Gage R&R do fornecedor em seu PPAP foi falsificado.
- Eles estavam usando um calibrador de diâmetro interno de dois pontos padrão para medir um cilindro complexo com tolerâncias rigorosas.
- Quando forcei o operador do turno da manhã e o operador do turno da noite a medirem a mesma peça rejeitada, suas leituras variaram em 0,03 mm — mais do que toda a faixa de tolerância do desenho.
A Solução de Engenharia: O fornecedor estava produzindo peças fora das especificações, mas seu sistema de medição defeituoso (falta de um MSA verdadeiro) indicava que as peças estavam boas.
- Revogamos a autorização de proteção pessoal deles.
- Nós os obrigamos a investir em um medidor de ar pneumático automatizado de três pontos para aquele diâmetro específico.
- Refizemos o estudo Gage R&R, obtendo uma variância inferior a 5%.
- Atualizamos o Elemento 7 (Plano de Controle) para tornar obrigatório o uso do medidor de pressão de ar.
Este estudo de caso demonstra por que o 18 documentos do PPAP Não se trata de burocracia excessiva. É um sistema interligado e matematicamente verificável, projetado para impedir que falhas catastróficas cheguem sequer à área de carga e descarga.
10. Resultados dos testes de materiais/desempenho
É possível usinar uma peça com tolerâncias dimensionais perfeitas, mas se a matéria-prima for falsificada, a peça falhará catastroficamente sob carga.
- Resultados dos testes de materiais: Para cada componente, o fornecedor deve fornecer um Relatório de Teste de Fábrica (MTR) certificado. Se minha lista de materiais (BOM) no eptahub.com especificar alumínio 6061-T6, este documento deve mostrar a análise química por espectrometria de massa e os testes físicos de resistência à tração comprovando que o metal é de fato 6061-T6.
- Resultados dos testes de desempenho: Caso o desenho exija um processo secundário (por exemplo, “Teste de névoa salina por 500 horas” ou “Anodização dura conforme MIL-A-8625”), os resultados de laboratório que comprovam que a peça passou nesses testes de desempenho são registrados aqui.
11. Estudos Iniciais do Processo (Controle Estatístico de Processo – CEP)
Este é o núcleo matemático do PPAP. É ele que diferencia os fabricantes de classe mundial dos amadores. Estamos à procura de Capacidade do processo (Cpk e Ppk).
- O conceito de engenharia: Se a sua margem de tolerância for uma rodovia de duas faixas, o seu processo de fabricação é um carro. Se o carro estiver ziguezagueando descontroladamente de uma linha para outra, pode ser que não tenha batido. ainda, Mas eventualmente vai acontecer. Queremos que o carro dirija perfeitamente em linha reta, bem no centro da faixa.
- A matemática: O fornecedor mede as características críticas em uma série de pelo menos 25 subgrupos (normalmente 100 peças). Se o Cpk Se o índice for menor que 1,00, o processo garante matematicamente a produção de peças defeituosas. A norma automotiva e aeroespacial exige um Cpk maior que 1.33 (aceitável) ou 1.67 (Excelente). Se o seu Cpk Se o nível estiver baixo, você não pode assinar o PPAP; você precisa corrigir os problemas na sua fábrica.
12. Documentação de Laboratório Qualificada
Se o fornecedor utilizar um laboratório interno ou uma empresa terceirizada para gerar os relatórios do Elemento 10, deverá comprovar a competência do laboratório. Isso significa submeter o laudo do laboratório. ISO/IEC 17025 Certificado de acreditação. Não é possível testar titânio de grau aeroespacial em uma garagem não certificada.
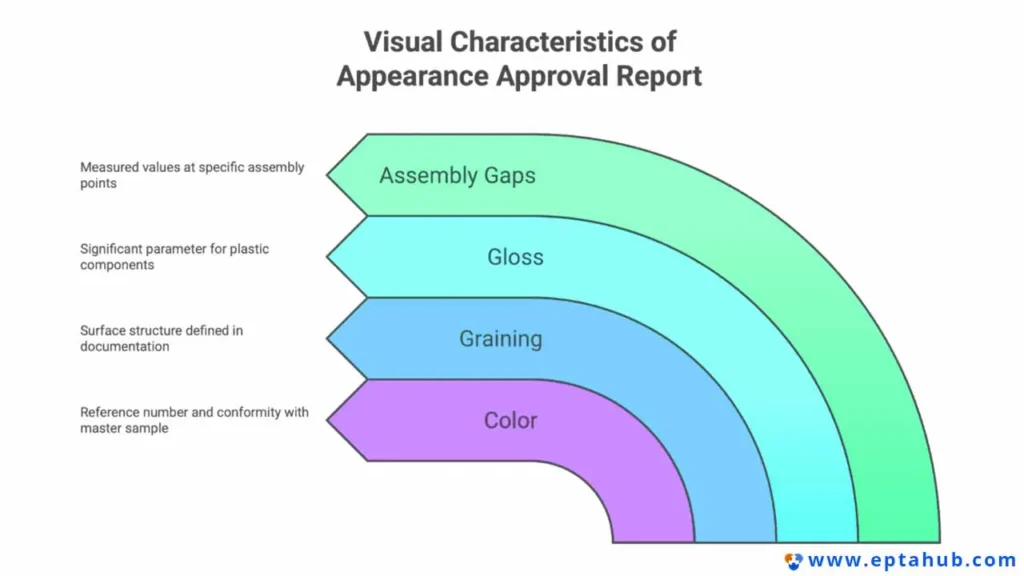
13. Relatório de Aprovação de Aparência (RAA)
Para componentes internos do motor, a aparência raramente importa. Mas para peças estéticas voltadas para o consumidor (como um painel de instrumentos automotivo ou um chassi de alumínio escovado de alta qualidade), uma Análise de Acabamento Automático (AAR) é obrigatória. Ela verifica se a cor, o grão, a textura e o brilho correspondem perfeitamente ao padrão de design principal do cliente.
14. Produto de amostra
O fornecedor deve enviar fisicamente ao cliente uma amostra aleatória das peças produzidas durante o processo de PPAP. Na eptahub.com, nossos engenheiros de controle de qualidade medirão essas amostras físicas de forma independente para verificar se o Elemento 9 (Resultados Dimensionais) do fornecedor estava correto.
15. Amostra Mestra
O fornecedor deve reter pelo menos uma peça física da produção PPAP aprovada em sua fábrica para sempre (ou até que as ferramentas sejam substituídas). Esta é a “Amostra Mestra”.”
- Objetivo de Engenharia: É o desempate definitivo. Se surgir uma disputa dois anos depois sobre um defeito visual sutil, tanto o cliente quanto o fornecedor consultarão suas amostras mestras para verificar como a peça estava no dia em que o processo foi originalmente aprovado.
16. Auxílios de verificação
Se o fornecedor fabricar uma ferramenta personalizada para inspecionar a peça na linha de montagem (como um gabarito passa/não passa personalizado, um dispositivo de contorno impresso em 3D ou um gabarito de teste), ele deverá documentá-la aqui. O dispositivo de verificação deve ser catalogado e possuir seu próprio registro de calibração para comprovar que o próprio gabarito não sofreu desgaste com o tempo.
17. Registros de Conformidade (Requisitos Específicos do Cliente)
Esta é a seção que frequentemente confunde as pessoas, levando-as a procurar por um Lista de documentos PPAP 19 em PDF. Não existe um 19º elemento oficial no manual da AIAG. No entanto, o Elemento 17 é a categoria "coringa" para Requisitos Específicos do Cliente (CSR).
- Isso inclui declarações de conformidade ambiental (RoHS, REACH, relatórios sobre minerais de conflito), especificações de embalagens proprietárias ou certificações específicas de tratamento térmico exigidas por fabricantes de equipamentos originais (OEMs) individuais.
18. Mandado de Submissão Parcial (PSW)
O PSW é a folha de rosto e a declaração final, juridicamente vinculativa, de todo o pacote PPAP.
- Ele resume o número da peça, o nível de revisão, o nível de submissão (1-5) e o motivo da submissão.
- A assinatura: Quando o Gerente de Qualidade de um fornecedor assina o PSW (Acordo de Segurança do Fornecedor), ele está oferecendo uma garantia legal: “Verificamos todos os dados. Nosso processo é eficiente. Fabricaremos esta peça exatamente desta forma, sem alterar nenhuma variável, durante toda a vigência do contrato.”
- Se o cliente analisar os 17 documentos anteriores e concordar que o processo é robusto, ele assina o PSW (Acordo de Segurança do Processo). Somente então a produção em massa é autorizada.
Simplificando o processo de compras: a lista de documentos PPAP em Excel
Ao gerenciar centenas de fornecedores, você não pode depender de trocas de e-mails confusas para acompanhar as aprovações do PPAP. Muitas equipes de compras buscam uma solução mais eficiente. Lista de documentos PPAP em Excel modelo.
Na eptahub.com, exigimos que os fornecedores enviem seus pacotes usando uma planilha de rastreamento padronizada do Excel. Aqui está um exemplo de estrutura de como organizar uma Documentos PPAP com exemplo Rastreador para eixo usinado por CNC:
| Elemento | Nome do documento | Convenção de nomenclatura de arquivos | Status | Exemplo de conteúdo necessário |
|---|---|---|---|---|
| 1 | Registros de design | 01_Design_Record_RevB.pdf |
Aprovado | Desenho em balão mostrando 45 dimensões. |
| 6 | PFMEA | 06_PFMEA_CNC_Eixo.xlsx |
Aprovado | Identifica a vibração da ferramenta como um risco, mitigado pelos limites de RPM. |
| 7 | Plano de Controle | 07_Plano_de_Controle_CNC.pdf |
Pendente | Deve-se indicar a frequência de medição do diâmetro externo (ex.: 1 a cada 20 peças). |
| 8 | MSA (Gage R&R) | 08_MSA_Micrometer.xlsx |
Rejeitado | Variação do operador >15%. É necessário recalibrar o micrômetro e repetir o teste. |
| 9 | Resultados Dimensionais | 09_Dim_Layout_30pcs.xlsx |
Aprovado | Layout 100% de 30 peças que correspondem ao desenho com balões. |
| 11 | Estudos de Processo | 11_SPC_Cpk_Report.pdf |
Aprovado | Shows Cpk de 1,45 no diâmetro crítico do eixo do mancal. |
| 18 | PSW | 18_PSW_Assinado.pdf |
Pendente | Aguardando aprovação do Elemento 8 antes da assinatura final. |
Ao obrigar os fornecedores a mapear seus arquivos PDF e Excel para essa matriz exata, os engenheiros de controle de qualidade podem revisar as submissões sistematicamente, reduzindo drasticamente o tempo de lançamento no mercado.
O veredito do engenheiro: por que o PPAP é inegociável.
Quando os clientes perguntam Como aprender sobre documentos PPAP, Meu conselho é parar de encarar isso como um fardo administrativo e começar a ver como uma apólice de seguro de engenharia.
Antes do advento do PPAP, os fabricantes dependiam da "qualidade baseada em inspeção" — tentando separar as peças boas das ruins no final da linha de produção. Isso representava um enorme desperdício de capital. O PPAP mudou o paradigma global da manufatura para a "qualidade baseada em processo".“
Ao impor rigidamente o 18 documentos do PPAP, você obriga o fornecedor a provar que o seu processo é matematicamente incapaz de produzir um defeito. Ao assinar o Termo de Submissão de Peça, você não está apenas aprovando uma peça de metal ou plástico; você está aprovando um ecossistema altamente controlado e repetível. Seja lidando com um simples suporte estampado ou uma complexa turbina aeroespacial, o PPAP é a defesa definitiva contra falhas na cadeia de suprimentos.
Referências
Para garantir que seu sistema interno de gestão da qualidade esteja em conformidade com os padrões globais, consulte os seguintes recursos definitivos:
- IATF 16949:2016 (Norma do Sistema de Gestão da Qualidade Automotiva)
A norma global para sistemas de gestão da qualidade no setor automotivo, que exige explicitamente o uso do PPAP (e das ferramentas principais como APQP, FMEA, MSA e CEP) para todos os fornecedores de níveis.
Link: IATFGlobalOversight.org - ASQ (American Society for Quality) – Ferramentas Essenciais da Qualidade
Oferece treinamento e certificação abrangentes em engenharia sobre a matemática por trás do Elemento 8 (MSA) e do Elemento 11 (Controle Estatístico de Processo).
Link: ASQ.org







