










eptahub.comでサプライヤーの品質管理と技術調達を担当した12年間で、サプライヤーが「優れたプロトタイプ」があれば量産準備が整ったと勘違いしたために、何百もの出荷を拒否してきました。プロトタイプは、設計が一度機能することを証明するだけであり、量産には、欠陥が一つもない状態で1万回もプロセスが機能することを証明する必要があるのです。.
ここでPPAPが義務化される。.
新しいサプライヤーが ppapの正式名称, 彼らはそれが 生産部品 承認プロセス. 元々は自動車産業行動グループ(AIAG)によって開発されたもので、航空宇宙、医療、重工業製造業におけるゴールドスタンダードとなっている。.
もしあなたが尋ねているなら、, “「PPAPの最新バージョンは何ですか?」”, 現在、業界はAIAG PPAP第4版に基づいて運営されています。これは、サプライヤーの推測を排除するために設計された、厳格な標準化されたフレームワークです。サプライヤーが顧客のすべてのエンジニアリング設計記録と仕様を理解していること、および製造プロセスが実際の生産においてこれらの要件を一貫して満たす製品を生産できる可能性を実証する実証データが求められます。 提示された生産実行 生産率。.
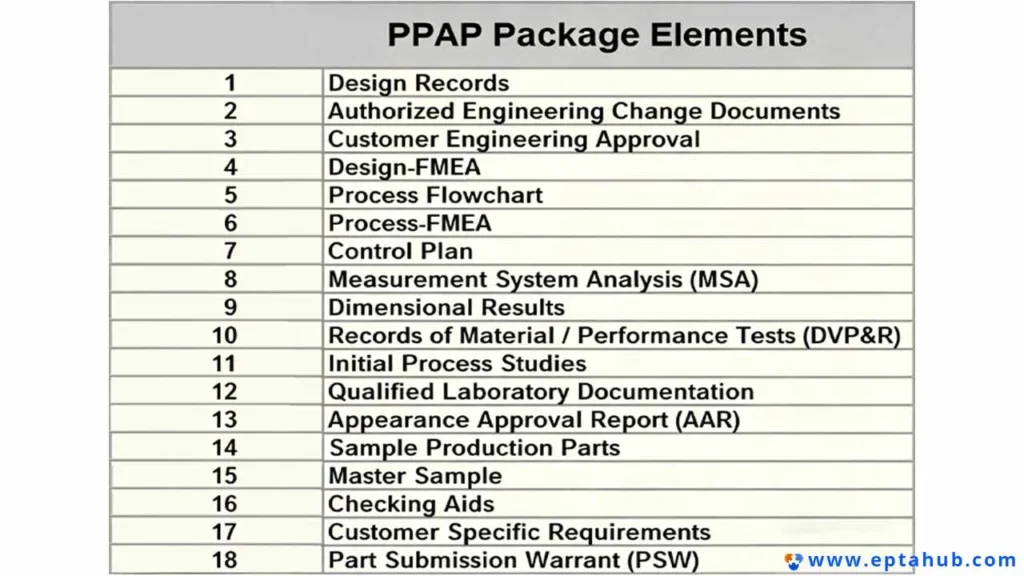
クライアントから質問されたとき、, “「PPAP文書とは何ですか?」”, そこで、私は彼らに18の核心要素を指摘します。このガイドでは、それらの各要素を分解して説明します。 PPAPの文書18件, 提出レベルについて説明し、部品提出保証書(PSW)の承認を得るための技術的なロードマップを提供する。.
(「19番目の文書」に関する注記:私はよく、 ppap 19 文書リスト. AIAGの公式規格は厳密に18の要素で構成されています。19番目の要素が要求された場合は、顧客固有の要件(CSR)を指し、例えば独自の包装仕様やREACH/RoHSなどの特別な適合宣言などが含まれます。.
PPAPには何種類ありますか?
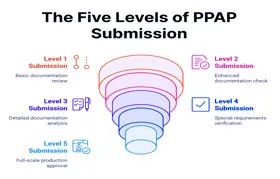
1つを生成する前に PPAP文書リスト, 提出レベルを把握しておく必要があります。AIAGはPPAP提出レベルを5段階に分け、それぞれに適切な提出レベルを定めています。これらのレベルによって、18種類の文書のうち顧客に提出しなければならないものと、監査目的で製造施設に保管しておくべきものが明確に決まります。.
- レベル1: 部品提出保証書(PSW)は、顧客のみに提出されます。(通常、軽微な外観変更や、非常に信頼できる既存サプライヤーの場合に使用されます。).
- レベル2: 製品サンプルと限定的な裏付けデータを含むPSWを顧客に提出する。.
- レベル3: 製品サンプルと完全な裏付けデータを含むPSWを顧客に提出しました。. (これはすべての新部品の標準仕様です。).
- レベル4: PSWおよびその他の要件は、顧客によって厳密に定義されます。.
- レベル5: 製品サンプルと完全なサポートデータを含むPSWがレビューされました 組織の製造拠点にて. ユーザーが検索するとき PPAPレベル5の文書, 彼らは厳しい監査に備えています。eptahub.comのエンジニアが実際に工場内を歩き回り、管理計画が作業員の行動と一致していることを確認します。.
エンジニアリングマトリックス:PPAP提出要件
明確にするために PPAP文書の学習方法 また、提出ルールについては、レベル3(デフォルト)とレベル1で使用する標準的な保持/提出マトリックスを以下に示します。.
(S=顧客に提出、R=製造現場で保管).
| PPAP要素 | 文書名 | レベル1要件 | レベル3要件(デフォルト) | エンジニアリング インパクト |
|---|---|---|---|---|
| 1 | デザインレコード | R | S | すべての測定値の絶対的な基準値を確立する。. |
| 4 | 設計FMEA(DFMEA) | R | S | 設計チームが故障モードを予測し、軽減策を講じたことを証明する。. |
| 6 | プロセスFMEA(PFMEA) | R | S | 製造チームが組み立て/機械加工のリスクを軽減したことを証明する。. |
| 7 | 管理計画 | R | S | 工場現場における品質保証検査員のための日々のロードマップ。. |
| 8 | 計測システム分析(MSA) | R | S | あなたのノギスと三次元測定機が実際に正しい値を示していることを証明します。. |
| 9 | 次元的な結果 | R | S | CAD形状を検証する100%フルレイアウト検査レポート。. |
| 18 | 部分提出令状(PSW) | S | S | プロセス能力を証明する、法的拘束力のある承認書。. |
PPAPの18文書を解読する
欠陥ゼロの製造を実現するには、各ドキュメントの背後にあるエンジニアリングの意図を理解する必要があります。以下は、最初の 9 つの要素の技術的な内訳です。 PPAP文書リスト.
1. 設計記録
これは本プロジェクトの根幹となる事実です。これには、顧客から提供された最終確定済みのCAD図面(または数学的な3Dモデル)のコピーが含まれます。.
- エンジニアリングのルール: この図面上のすべての特徴、寸法、公差、注記には、「バルーン表示」または「バブル表示」(固有の番号を割り当てる)が必要です。図面に150個の寸法がある場合、検査報告書には対応する150個のデータポイントが必要です。.
2. 設計変更文書(ECO/ECN)
顧客がデザインを更新した場合 後 最初の発注書だが 前に PPAP申請時には、設計変更通知(ECN)を必ず添付してください。これにより、製造が最新の改訂版に基づいて行われており、古い試作品ファイルに基づいていないことが証明されます。.
3. 顧客による技術承認
高度に規制された部品(航空宇宙用タービンブレードや安全性が極めて重要な自動車用ブレーキなど)には、 顧客のエンジニアリングチームが物理的に署名する 量産開始前にサンプル部品の承認を行います。必要に応じて、この署名入りの承認書が要素3となります。.
4. 設計故障モード影響解析(DFMEA)
供給業者が責任を負う場合 デザイン 部品(製造工程だけでなく)のあらゆる段階において、DFMEA(設計故障モード影響解析)を提出する必要があります。これは、製品が現場でどのように故障する可能性があるか(例えば、疲労破壊、熱劣化など)を予測し、各故障モードにリスク優先度番号(RPN)を割り当てる、厳密かつ定量的なスプレッドシートです。RPNが高い場合は、金型製作を開始する前に設計変更によってリスクを軽減する必要があります。.
5. プロセスフロー図
これは、 材料 工場内を巡る。荷受け場から始まり、あらゆる加工、洗浄、検査工程を経て、出荷場へと至る。.
- エンジニアがそれを求める理由: 私はこれを使って、隠れた取り扱いによる損傷リスクを見つけ出します。例えば、高精度研磨されたシャフトが梱包前に工場内を3回移動する場合、プロセスフロー図は、その不要な移動が傷欠陥の主な原因であることを明確に示します。.
6.プロセス故障モード影響解析(PFMEA)
DFMEAは、 デザイン, PFMEAは、 工場. プロセスフロー図のすべてのステップを列挙し、「ここで何が問題になる可能性があるか?」と問いかけます。“
- 例: ステップ40は CNCフライス加工. 故障モードは「工具摩耗による穴のサイズ不足」です。影響は「部品の組み立てができない」ことです。対策は「工具寿命の自動監視と、50個ごとのゲージピンチェック」です。PFMEAは、サプライヤーが人的ミスと機械ミスを予測していたことを証明しています。.
7. 管理計画
これは工場現場で最も重要な文書です。コントロールプランは、PFMEAに記載されている緩和策を日々の運用ルールに変換します。機械オペレーターに対して、以下の点を明確に指示します。
- 何を測定するか (例:穴の直径).
- 測定方法 (例:ゴー/ノーゴーゲージ).
- どのくらいの頻度で測定するか (例:1時間あたり5個).
- 失敗した場合の対処法 (例:該当バッチを隔離し、品質管理者に通知する。).
8. 計測システム分析(MSA)
多くのサプライヤーは、PPAPのこの段階で失敗します。たとえ素晴らしい検査報告書を提出できたとしても、測定ツールが不正確であれば、データは役に立ちません。MSA(特にゲージR&R – 再現性と繰り返し性)は、測定システムが健全であることを証明する統計的調査です。.
- 数学: 3人の異なる作業者に、同じ10個の部品をそれぞれ3回ずつ、同じマイクロメーターを使って測定させます。作業者Aと作業者Bの測定値の差が許容範囲の10%を超えた場合、測定システムは不良品と判断されます。ノギスを信頼できない限り、部品を承認することはできません。.
9. 次元結果
これは力ずくの証拠です。供給業者は 大規模な生産を行う (通常300個の部品を、生産用治具と生産サイクル時間を厳密に守って)製造する。このバッチから、ランダムにサンプル(通常5~30個の部品)を取り出す。.
- 供給業者は、すべてのサンプル部品について、要素1の「膨らみ」のある寸法をすべて測定しなければなりません。寸法が10.00mm±0.05mmと指定されている場合、寸法測定結果には、すべての部品について正確な実測値(例:10.02mm)が示されていなければなりません。許容範囲外の測定値が1つでもあれば、PPAP全体が不合格となります。.
エンジニアリング事例研究:MSAの幻想とレベル5監査
PPAPを単なる「チェックボックスにチェックを入れる」だけの事務作業として扱うことによる深刻な財務的影響を理解するために、当社がティア2の自動車部品サプライヤー向けに実施した失敗分析の事例を考えてみましょう。.
シナリオ: サプライヤーはアルミニウム製ステアリングナックルの機械加工を請け負いました。サプライヤーはレベル3のPPAPを提出しました。要素9(寸法結果)によると、30個のサンプル部品すべてがメインベアリングボアの±0.02mmの公差内に完全に収まっていました。提出された書類に基づき、暫定的なPSW承認を発行しました。.

失敗: 量産開始から3週間後、自動車メーカーの組立ラインが停止した。ベアリングがナックルに緩く圧入されていたため、即座に安全上の不具合が発生した。メーカーは$45,000相当の部品をeptahub.comに返品した。.
レベル5監査: 私はすぐにサプライヤーの施設へ飛び、 PPAPレベル5 現地監査。私はCNCステーションに直行し、彼らの要素8(測定システム分析)を監査しました。.
- サプライヤーのPPAPにおけるゲージR&R研究は改ざんされていた。.
- 彼らは、複雑で高精度なシリンダーを測定するために、標準的な2点式ダイヤルボアゲージを使用していた。.
- 私が朝番の作業員と夜番の作業員に同じ不良部品を測定させたところ、両者の測定値は0.03mmの差があり、これは図面の許容範囲全体よりも大きい値だった。.
エンジニアリングの解決策: 供給業者は規格外の部品を製造していたが、彼らの欠陥のある測定システム(真のMSAの欠如)によって、部品は良品であると判断されていた。.
- 私たちは彼らのPSW(パーソナルセキュリティワーカー)資格を取り消しました。.
- 私たちは彼らに、その特定の穴径に対応した自動式の3点式空気圧ゲージへの投資を強制した。.
- 我々はGage R&R研究を再実行し、5%未満の分散を達成した。.
- 要素7(制御計画)を更新し、空気圧計の使用を義務付けました。.
このケーススタディは、 PPAPの文書18件 これらは官僚的な煩雑な手続きではありません。これらは相互に連携し、数学的に検証可能なシステムであり、壊滅的な故障が荷積み場から出る前に発生することを防ぐように設計されています。.
10.材料/性能試験結果
部品を完璧な寸法精度で加工できたとしても、原材料が偽物であれば、負荷がかかった際に部品は致命的な破損を起こすだろう。.
- 材料試験結果: 部品ごとに、サプライヤーは認定されたミルテストレポート(MTR)を提供する必要があります。eptahub.comの部品表(BOM)に6061-T6アルミニウムが指定されている場合、この文書には、金属が実際に6061-T6であることを証明する正確な化学質量分析および物理的引張降伏試験の結果が記載されていなければなりません。.
- 性能テスト結果: 図面で二次処理(例:「500時間までの塩水噴霧試験」または「MIL-A-8625規格に準拠した硬質アルマイト処理」)が必要な場合、部品がこれらの性能試験に耐えたことを証明する実験結果がここに記録されます。.
11.初期工程研究(統計的工程管理 – SPC)
これがPPAPの数学的な核心です。世界クラスのメーカーとアマチュアを分けるものです。私たちは プロセス能力(Cpk そして Ppk).
- エンジニアリングコンセプト: 許容範囲が2車線の高速道路だとすれば、製造工程は車だ。車が線から線へと激しく蛇行しているなら、衝突したとは限らない。 まだ, しかし、いずれそうなるでしょう。私たちは車が車線の中央をまっすぐ走ることを望んでいます。.
- 数学: サプライヤーは、少なくとも 25 サブグループ (通常 100 個の部品) のロットで重要な特性を測定します。 Cpk 指数が1.00未満の場合、そのプロセスは不良部品を生み出すことが数学的に保証されます。自動車および航空宇宙規格では、 Cpk より大きい 1.33 (許容範囲内)または 1.67 (素晴らしい)。もしあなたの Cpk 基準値が低い場合、PPAPに署名することはできません。工場を改善する必要があります。.
12. 認定試験所文書
サプライヤーがエレメント10のレポートを作成するために社内ラボまたは第三者試験施設を使用する場合、ラボの能力を証明する必要があります。これは、ラボの ISO/IEC 17025 認定証が必要です。認定を受けていない整備工場では、航空宇宙グレードのチタンの試験はできません。.
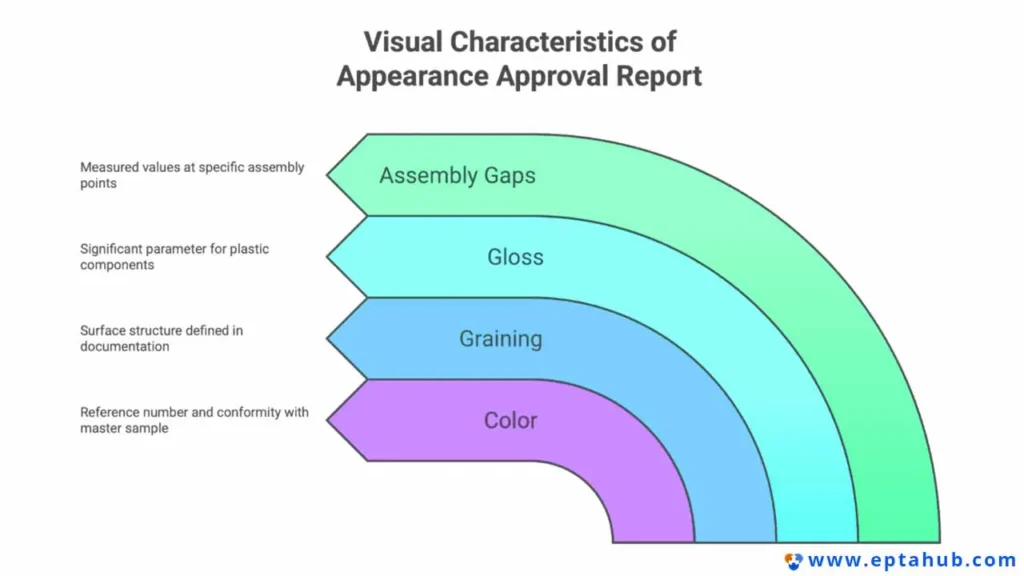
13.出廷承認報告書(AAR)
エンジン内部部品の場合、外観はほとんど問題になりません。しかし、自動車のダッシュボードパネルや高級なつや消しアルミニウム製シャーシなど、消費者の目に触れる外装部品については、AAR(承認審査)が必須です。AARは、色、木目、質感、光沢が顧客のマスターデザイン基準に完全に合致していることを検証します。.
14. サンプル製品
サプライヤーは、PPAP生産工程中に製造された部品から無作為に抽出したサンプルを顧客に送付する必要があります。eptahub.comでは、当社の品質保証エンジニアがこれらのサンプルを独自に測定し、サプライヤーの要素9(寸法結果)が正確であることを検証します。.
15. マスターサンプル
サプライヤーは、承認されたPPAP(生産部品承認プロセス)実行時に製造された部品のうち、少なくとも1つを自社工場で永久に(または金型が交換されるまで)保管しなければなりません。これが「マスターサンプル」です。“
- エンジニアリング目的: これは最終的な決着方法となる。もし2年後に些細な外観上の欠陥をめぐって紛争が生じた場合、顧客と供給業者はそれぞれマスターサンプルを取り出し、製造工程が最初に承認された日に部品がどのような状態だったかを確認する。.
16. 補助器具の確認
サプライヤーが組立ライン上で部品を検査するための特注ツール(特注の合否ゲージ、3Dプリントされた輪郭治具、またはテスト治具など)を製造する場合は、ここにその内容を記載する必要があります。検査補助具はカタログ化され、ゲージ自体が経年劣化していないことを証明するための校正記録も必要です。.
17.コンプライアンス記録(顧客固有の要件)
これは、人々が検索する際に混乱することが多いセクションです。 ppap 19 文書リスト PDF. AIAGマニュアルには公式な19番目の要素は存在しません。ただし、要素17は顧客固有要件(CSR)を包括的に扱うカテゴリです。.
- これには、環境コンプライアンス宣言(RoHS指令、REACH規則、紛争鉱物に関する報告)、独自の包装仕様、または個々のOEMメーカーが要求する特定の熱処理認証などが含まれます。.
18. 部分提出令状(PSW)
PSWは表紙であり、PPAPパッケージ全体の最終的な法的拘束力のある宣言書です。.
- 部品番号、改訂レベル、提出レベル(1~5)、および提出理由を要約したものです。.
- 署名: サプライヤーの品質管理者がPSWに署名すると、法的保証を行うことになります。 “「すべてのデータを検証済みです。当社の製造プロセスは問題ありません。契約期間中は、一切の変数を変更することなく、この部品を全く同じ方法で製造します。」”
- 顧客が前述の17の文書を確認し、そのプロセスが確実であると判断した場合、PSWに署名します。その後初めて量産が承認されます。.
調達プロセスの効率化:Excel形式のPPAP文書リスト
数百ものサプライヤーを管理している場合、PPAP承認を追跡するために煩雑なメールスレッドに頼ることはできません。多くの調達チームは、 ppap文書リスト(Excel形式) テンプレート。.
eptahub.com では、サプライヤーが標準化された Excel トラッキング マトリックスを使用してパッケージを提出することを義務付けています。以下は、パッケージを整理する方法の例です。 PPAP文書の例 CNC加工シャフト用トラッカー:
| 要素 | 文書名 | ファイル命名規則 | 状態 | 必要なコンテンツの例 |
|---|---|---|---|---|
| 1 | デザインレコード | 01_Design_Record_RevB.pdf |
承認された | 45の寸法を示すバルーン図。. |
| 6 | PFMEA | 06_PFMEA_CNC_Shaft.xlsx |
承認された | 工具のチャタリングをリスクとして特定し、回転数制限によってそのリスクを軽減する。. |
| 7 | 管理計画 | 07_Control_Plan_CNC.pdf |
保留中 | 外径測定の頻度を明記する必要があります(例:20個に1回)。. |
| 8 | MSA(ゲージR&R) | 08_MSA_Micrometer.xlsx |
拒否されました | オペレーターのばらつきが15%を超えています。マイクロメーターを再校正して再測定する必要があります。. |
| 9 | 次元的な結果 | 09_Dim_Layout_30pcs.xlsx |
承認された | バルーン図に一致する30個の部品からなる100%のレイアウト。. |
| 11 | プロセス研究 | 11_SPC_Cpk_Report.pdf |
承認された | ショー Cpk 臨界ベアリングジャーナル径の1.45。. |
| 18 | PSW | 18_PSW_Signed.pdf |
保留中 | 最終承認前に、要素8の承認を待っています。. |
サプライヤーにPDFファイルとExcelファイルをこの正確なマトリックスにマッピングさせることで、QAエンジニアは提出物を体系的にレビューでき、市場投入までの時間を大幅に短縮できます。.
エンジニアの見解:PPAPが譲れない理由
クライアントが質問すると PPAP文書の学習方法, 私の助言としては、それを事務的な負担と捉えるのをやめて、エンジニアリング上の保険のようなものと捉えるようにすることです。.
PPAPが登場する以前は、製造業者は「検査に基づく品質管理」に頼っていました。つまり、生産ラインの最後に良品と不良品を選別しようとしていたのです。これは莫大な資本の無駄遣いでした。PPAPは、世界の製造業のパラダイムを「プロセスに基づく品質管理」へと転換させたのです。“
厳格に施行することで PPAPの文書18件, サプライヤーに、 プロセス 数学的に欠陥が発生する可能性は皆無です。部品提出保証書に署名するということは、単に金属やプラスチックの部品を承認するだけでなく、高度に管理され、再現可能なエコシステムを承認することを意味します。単純なプレス加工ブラケットであろうと、複雑な航空宇宙用タービンであろうと、PPAPはサプライチェーンの失敗に対する究極の防御策です。.
参考文献
貴社の内部品質管理システムが国際規格に準拠していることを確認するために、以下の決定版資料をご参照ください。
- IATF 16949:2016(自動車品質マネジメントシステム規格)
自動車業界における品質管理システムのグローバルスタンダードであり、すべてのティアサプライヤーに対してPPAP(およびAPQP、FMEA、MSA、SPCなどのコアツール)の使用を明確に義務付けている。.
リンク: IATFGlobalOversight.org - ASQ(米国品質協会) – 品質コアツール
要素8(MSA)および要素11(統計的プロセス管理)の背後にある数学に関する、包括的なエンジニアリング研修と認定を提供します。.
リンク: ASQ.org







