










In my 12 years of managing supplier quality and technical procurement at eptahub.com, I have rejected hundreds of shipments because a supplier assumed a “good prototype” meant they were ready for mass production. A prototype proves your design works once. Mass production requires proving your process works ten thousand times without a single defect.
This is where PPAP becomes mandatory.
When new suppliers search for the ppap full form, they find it stands for the Production Part Approval Process. Developed originally by the Automotive Industry Action Group (AIAG), it has become the gold standard across aerospace, medical, and heavy industrial manufacturing.
If you are asking, “What is the latest version of PPAP?”, the industry currently operates on the AIAG PPAP 4th Edition. It is a rigid, standardized framework designed to eliminate supplier guesswork. It demands empirical data to prove that the supplier understands all customer engineering design records and specifications, and that the manufacturing process has the potential to produce product consistently meeting these requirements during an actual production run at the quoted production rate.
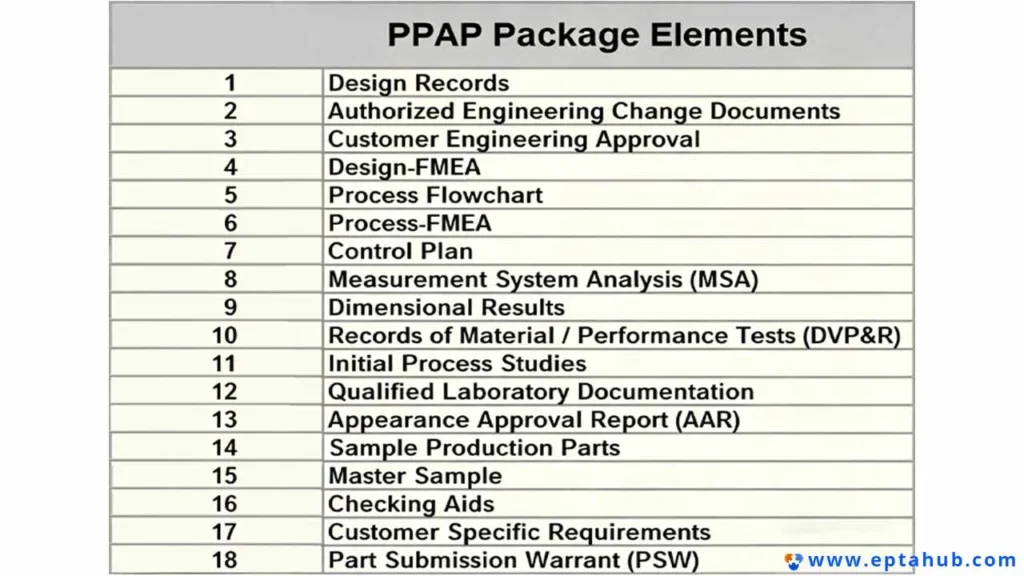
When a client asks me, “What are the PPAP documents?”, I point them to the core 18 elements. This guide will dismantle each of those 18 documents of PPAP, explain the submission levels, and provide a technical roadmap for achieving a Part Submission Warrant (PSW) sign-off.
(Note on the “19th Document”: I frequently see queries for a ppap 19 documents list. The official AIAG standard strictly contains 18 elements. When a 19th element is requested, it refers to Customer-Specific Requirements (CSR), such as proprietary packaging specifications or specialized compliance declarations like REACH/RoHS).
How Many Types of PPAP Are There?
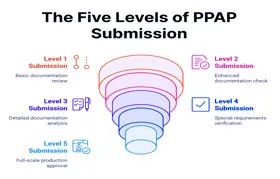
Before you generate a single Ppap documents list, you must know your submission level. The AIAG defines five distinct levels of PPAP submission. These levels dictate exactly which of the 18 documents you must submit to the customer, and which ones you simply retain at your manufacturing facility for auditing purposes.
- Level 1: Part Submission Warrant (PSW) only submitted to the customer. (Usually reserved for minor cosmetic changes or highly trusted legacy suppliers).
- Level 2: PSW with product samples and limited supporting data submitted to the customer.
- Level 3: PSW with product samples and complete supporting data submitted to the customer. (This is the default standard for all new parts).
- Level 4: PSW and other requirements as defined strictly by the customer.
- Level 5: PSW with product samples and complete supporting data reviewed at the organization’s manufacturing location. When users search for ppap level 5 documents, they are preparing for a hostile audit. An engineer from eptahub.com will physically walk your factory floor to verify your control plan matches your operator’s actions.
Engineering Matrix: PPAP Submission Requirements
To clarify how to learn PPAP documents and their submission rules, here is the standard retention/submission matrix we use for Level 3 (Default) versus Level 1.
(S = Submit to Customer, R = Retain at Manufacturing Site).
| PPAP Element | Document Name | Level 1 Requirement | Level 3 Requirement (Default) | Engineering Impact |
|---|---|---|---|---|
| 1 | Design Records | R | S | Establishes the absolute baseline for all measurements. |
| 4 | Design FMEA (DFMEA) | R | S | Proves the design team predicted and mitigated failure modes. |
| 6 | Process FMEA (PFMEA) | R | S | Proves the manufacturing team mitigated assembly/machining risks. |
| 7 | Control Plan | R | S | The daily roadmap for QA inspectors on the factory floor. |
| 8 | Measurement System Analysis (MSA) | R | S | Proves your calipers and CMMs are actually telling the truth. |
| 9 | Dimensional Results | R | S | The 100% full-layout inspection report verifying CAD geometry. |
| 18 | Part Submission Warrant (PSW) | S | S | The legally binding sign-off sheet confirming process capability. |
Decoding the 18 Documents of PPAP
To achieve zero-defect manufacturing, you must understand the engineering intent behind each document. Here is the technical breakdown of the first nine elements of the ppap documents list.
1. Design Records
This is the foundational truth of the project. It includes a copy of the finalized, locked CAD drawing (or mathematical 3D model) provided by the customer.
- The Engineering Rule: Every single feature, dimension, tolerance, and note on this drawing must be “ballooned” or “bubbled” (assigned a unique number). If the drawing has 150 dimensions, your inspection reports must have 150 corresponding data points.
2. Engineering Change Documents (ECO/ECN)
If the customer updated the design after the initial purchase order but before the PPAP submission, you must include the Engineering Change Notice (ECN). This proves you are manufacturing to the absolute latest revision, not an outdated prototype file.
3. Customer Engineering Approval
Some highly regulated parts (like aerospace turbine blades or safety-critical automotive brakes) require the customer’s engineering team to physically sign off on sample parts before the mass-production run even begins. If required, this signed approval is Element 3.
4. Design Failure Mode and Effects Analysis (DFMEA)
If the supplier is responsible for the design of the part (not just the manufacturing), they must submit a DFMEA. This is a rigorous, quantitative spreadsheet that predicts how the product could fail in the field (e.g., fatigue failure, thermal degradation) and assigns a Risk Priority Number (RPN) to each failure mode. High RPNs must be mitigated through design changes before tooling begins.
5. Process Flow Diagram
This is a visual schematic mapping the exact journey of the material through the factory. It starts at the receiving dock, moves through every machining, washing, and inspection station, and ends at the shipping dock.
- Why Engineers Demand It: I use this to find hidden handling damage risks. If a high-precision ground shaft is moved across the factory floor three times before packaging, the Process Flow Diagram highlights that unnecessary transit as a prime vector for scratch defects.
6. Process Failure Mode and Effects Analysis (PFMEA)
While the DFMEA analyzes the design, the PFMEA analyzes the factory. It lists every step in the Process Flow Diagram and asks: “What could go wrong here?”
- Example: Step 40 is CNC milling. The failure mode is “tool wear causing undersized holes.” The effect is “part cannot be assembled.” The mitigation is “automated tool-life monitoring and gauge pin checks every 50 parts.” The PFMEA proves the supplier has anticipated human and machine errors.
7. Control Plan
This is the most critical document on the factory floor. The Control Plan takes the mitigations listed in the PFMEA and turns them into daily operational rules. It explicitly tells the machine operator:
- What to measure (e.g., Hole diameter).
- How to measure it (e.g., Go/No-Go Gauge).
- How often to measure it (e.g., 5 pieces per hour).
- What to do if it fails (e.g., Quarantine the batch and notify the quality manager).
8. Measurement System Analysis (MSA)
Most suppliers fail PPAP right here. You can submit a beautiful inspection report, but if your measuring tools are inaccurate, your data is garbage. MSA (specifically Gage R&R – Repeatability and Reproducibility) is a statistical study that proves your measurement system is sound.
- The Math: We force three different operators to measure the same ten parts, three times each, using the same micrometer. If the variance between Operator A and Operator B exceeds 10% of the tolerance window, the measurement system is condemned. You cannot approve a part if you cannot trust the caliper.
9. Dimensional Results
This is the brute-force evidence. The supplier must manufacture a significant production run (typically 300 parts, strictly using production tooling and production cycle times). From this batch, a random sample (usually 5 to 30 parts) is pulled.
- The supplier must measure every single “ballooned” dimension from Element 1 on all sample parts. If a dimension is specified as 10.00mm +/- 0.05mm, the Dimensional Results must show the exact empirical reading (e.g., 10.02mm) for every part. One out-of-tolerance reading condemns the entire PPAP.
Engineering Case Study: The MSA Illusion and the Level 5 Audit
To understand the severe financial consequences of treating PPAP as a simple “check-the-box” paperwork exercise, consider a failure analysis we conducted for a tier-2 automotive supplier.
The Scenario: The supplier was contracted to machine an aluminum steering knuckle. They submitted a Level 3 PPAP. Their Element 9 (Dimensional Results) showed that all 30 sample parts were perfectly within the +/- 0.02mm tolerance for the main bearing bore. Based on the paperwork, we issued a provisional PSW sign-off.

The Failure: Three weeks into mass production, the automotive OEM’s assembly line shut down. The bearings were press-fitting too loosely into the knuckles, causing immediate safety failures. The OEM rejected $45,000 worth of parts back to eptahub.com.
The Level 5 Audit: I immediately flew to the supplier’s facility to conduct a PPAP Level 5 onsite audit. I went straight to the CNC station and audited their Element 8 (Measurement System Analysis).
- The supplier’s Gage R&R study in their PPAP was falsified.
- They were using a standard two-point dial bore gauge to measure a complex, highly toleranced cylinder.
- When I forced the morning-shift operator and the night-shift operator to measure the same rejected part, their readings varied by 0.03mm—larger than the entire tolerance band of the drawing.
The Engineering Resolution: The supplier was producing out-of-spec parts, but their faulty measurement system (a lack of true MSA) was telling them the parts were good.
- We revoked their PSW.
- We forced them to invest in an automated, three-point pneumatic air gauge for that specific bore.
- We re-ran the Gage R&R study, achieving a variance of less than 5%.
- We updated Element 7 (Control Plan) to mandate the use of the air gauge.
This case study demonstrates why the 18 documents of PPAP are not bureaucratic red tape. They are an interconnected, mathematically verifiable system designed to prevent catastrophic failures from ever leaving the loading dock.
10. Material / Performance Test Results
You can machine a part to perfect dimensional tolerances, but if the raw material is counterfeit, the part will fail catastrophically under load.
- Material Test Results: For every component, the supplier must provide a certified Mill Test Report (MTR). If my BOM at eptahub.com specifies 6061-T6 Aluminum, this document must show the exact chemical mass spectrometry and physical tensile yield tests proving the metal is actually 6061-T6.
- Performance Test Results: If the drawing requires a secondary process (e.g., “Salt Spray Test to 500 hours” or “Hardcoat Anodize to MIL-A-8625”), the laboratory results proving the part survived these performance tests are logged here.
11. Initial Process Studies (Statistical Process Control – SPC)
This is the mathematical heart of the PPAP. It separates world-class manufacturers from amateurs. We are looking for Process Capability (Cpk and Ppk).
- The Engineering Concept: If your tolerance window is a two-lane highway, your manufacturing process is a car. If the car is swerving wildly from line to line, it might not have crashed yet, but it eventually will. We want the car driving perfectly straight, dead center in the lane.
- The Math: The supplier measures critical characteristics on a run of at least 25 subgroups (typically 100 parts). If the Cpk index is less than 1.00, the process is mathematically guaranteed to produce defective parts. The automotive and aerospace standard demands a Cpk greater than 1.33 (acceptable) or 1.67 (excellent). If your Cpk is low, you cannot sign the PPAP; you must fix your factory.
12. Qualified Laboratory Documentation
If the supplier uses an internal lab or a third-party testing facility to generate the reports for Element 10, they must prove the lab is competent. This means submitting the lab’s ISO/IEC 17025 accreditation certificate. You cannot test aerospace-grade titanium in an uncertified garage.
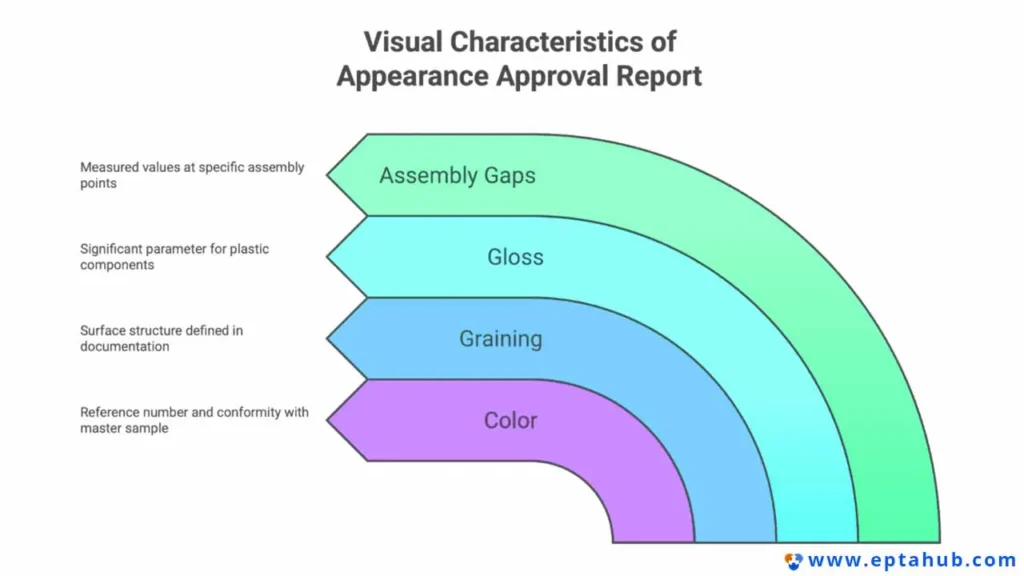
13. Appearance Approval Report (AAR)
For internal engine components, appearance rarely matters. But for cosmetic, consumer-facing parts (like an automotive dashboard panel or a premium brushed-aluminum chassis), an AAR is mandatory. It verifies that the color, grain, texture, and gloss perfectly match the customer’s master design standard.
14. Sample Product
The supplier must physically ship a random sampling of the parts produced during the PPAP production run to the customer. At eptahub.com, our QA engineers will independently measure these physical samples to verify that the supplier’s Element 9 (Dimensional Results) was truthful.
15. Master Sample
The supplier must retain at least one physical part from the approved PPAP run at their factory forever (or until tooling is replaced). This is the “Master Sample.”
- Engineering Purpose: It is the ultimate tie-breaker. If a dispute arises two years later over a subtle visual defect, both the customer and the supplier will pull their Master Samples to see how the part looked on the day the process was originally approved.
16. Checking Aids
If the supplier manufactures a custom tool to inspect the part on the assembly line (such as a custom Go/No-Go gauge, a 3D-printed contour fixture, or a test jig), they must document it here. The checking aid must be cataloged, and it must have its own calibration record to prove the gauge itself hasn’t worn down over time.
17. Records of Compliance (Customer-Specific Requirements)
This is the section that often confuses people into searching for a ppap 19 documents list pdf. There is no official 19th element in the AIAG manual. However, Element 17 is the “catch-all” category for Customer-Specific Requirements (CSR).
- This includes environmental compliance declarations (RoHS, REACH, Conflict Minerals reporting), proprietary packaging specifications, or specific heat-treat certifications required by individual OEMs.
18. Part Submission Warrant (PSW)
The PSW is the cover sheet and the final, legally binding declaration of the entire PPAP package.
- It summarizes the part number, the revision level, the submission level (1-5), and the reason for submission.
- The Signature: When a supplier’s Quality Manager signs the PSW, they are making a legal guarantee: “We have verified all data. Our process is capable. We will manufacture this part exactly this way, without changing a single variable, for the life of the contract.”
- If the customer reviews the 17 preceding documents and agrees the process is robust, they counter-sign the PSW. Only then is mass production authorized.
Streamlining Procurement: The PPAP Documents List in Excel
When you are managing hundreds of suppliers, you cannot rely on messy email threads to track PPAP approvals. Many procurement teams search for a ppap documents list in excel template.
At eptahub.com, we mandate that suppliers submit their package using a standardized Excel tracking matrix. Here is an example structure of how to organize a ppap documents with example tracker for a CNC-machined shaft:
| Element | Document Name | File Naming Convention | Status | Example of Content Required |
|---|---|---|---|---|
| 1 | Design Records | 01_Design_Record_RevB.pdf |
Approved | Ballooned drawing showing 45 dimensions. |
| 6 | PFMEA | 06_PFMEA_CNC_Shaft.xlsx |
Approved | Identifies tool-chatter as a risk, mitigated by RPM limits. |
| 7 | Control Plan | 07_Control_Plan_CNC.pdf |
Pending | Must list OD measurement frequency (e.g., 1 per 20 parts). |
| 8 | MSA (Gage R&R) | 08_MSA_Micrometer.xlsx |
Rejected | Operator variance >15%. Must recalibrate micrometer and rerun. |
| 9 | Dimensional Results | 09_Dim_Layout_30pcs.xlsx |
Approved | 100% layout of 30 parts matching the ballooned drawing. |
| 11 | Process Studies | 11_SPC_Cpk_Report.pdf |
Approved | Shows Cpk of 1.45 on the critical bearing journal diameter. |
| 18 | PSW | 18_PSW_Signed.pdf |
Pending | Awaiting approval of Element 8 before final sign-off. |
By forcing suppliers to map their PDF and Excel files to this exact matrix, QA engineers can review submissions systematically, drastically reducing time-to-market.
The Engineer’s Verdict: Why PPAP is Non-Negotiable
When clients ask how to learn PPAP documents, my advice is to stop looking at it as an administrative burden and start looking at it as an engineering insurance policy.
Before the advent of PPAP, manufacturers relied on “inspection-based quality”—trying to sort the good parts from the bad at the end of the line. This is a massive waste of capital. PPAP shifted the global manufacturing paradigm to “process-based quality.”
By rigidly enforcing the 18 documents of PPAP, you force the supplier to prove that their process is mathematically incapable of producing a defect. When you sign that Part Submission Warrant, you are not just approving a piece of metal or plastic; you are approving a highly controlled, repeatable ecosystem. Whether you are dealing with a simple stamped bracket or a complex aerospace turbine, PPAP is the ultimate defense against supply chain failure.
References
To ensure your internal quality management system complies with global standards, please refer to the following definitive resources:
- IATF 16949:2016 (Automotive Quality Management System Standard)
The global standard for quality management systems in the automotive sector, which explicitly mandates the use of PPAP (and the core tools like APQP, FMEA, MSA, and SPC) for all tier suppliers.
Link: IATFGlobalOversight.org - ASQ (American Society for Quality) – Quality Core Tools
Provides extensive engineering training and certification regarding the mathematics behind Element 8 (MSA) and Element 11 (Statistical Process Control).
Link: ASQ.org







