











In der Entwicklungsabteilung von eptahub.com ist Präzision alles. Wenn ein junger Designer oder ein neuer Einkäufer in mein Büro kommt und fragt, “Was bedeutet FDM?”, Meine erste Reaktion ist immer: “Von welcher Branche sprechen Sie?”
Dann werde ich mich als Maschinenbauingenieur eingehend mit der revolutionärsten physikalischen Anwendung des Akronyms befassen: Schmelzschichtung (3D-Druck). Wir werden die Physik der thermoplastischen Extrusion analysieren, die mathematischen Schwächen der schichtweisen Fertigung untersuchen und erklären, wie wir mit FDM massive Werkzeugkosten in der Produktion vermeiden können.
Wofür steht FDM?
Wenn Sie nicht aus dem Bereich der mechanischen Fertigung stammen, finden Sie hier die genaue Definition des Begriffs in Ihrer spezifischen Branche.
1. Informationstechnologie & Telekommunikation
- Wofür steht FDM in Computernetzwerken? Frequenzmultiplex.
- Die technische Realität: Dies ist eine grundlegende Telekommunikationstechnologie. Dabei wird ein einzelnes Übertragungsmedium (wie ein Kupferdraht oder ein Glasfaserkabel) in mehrere, voneinander getrennte und sich nicht überlappende Frequenzbänder aufgeteilt. Jedes Band überträgt ein separates Signal. Genau so empfängt Ihr Fernseher Hunderte verschiedener Kanäle über ein einziges Koaxialkabel, ohne dass sich die Signale gegenseitig stören.
2. Unternehmenssoftware
- Was bedeutet FDM im Geschäftsleben? Finanzdatenmanagement (oder Felddatenmanagement).
- Die technische Realität: Wenn jemand fragt Wofür steht FDM in Workday? (eine riesige HR- und Finanzsoftwareplattform) oder Wofür steht FDM im Finanzwesen?, Sie beziehen sich auf die Architektur, die zur Konsolidierung, Abbildung und Prüfung von Finanzdaten aus unterschiedlichen globalen Systemen verwendet wird, bevor diese in die Hauptbuchhaltung gelangen. Ebenso …, Wofür steht FDM im Marketing? oder Wofür steht FDM im Einzelhandel? bezieht sich häufig auf das Felddatenmanagement – die logistische Erfassung von Verkaufskennzahlen oder der Lagerverteilung vor Ort.
3. Unterhaltung & Spiele
- Wofür steht FDM in Fortnite bzw. in der Gaming-Welt? First Drop Meta (oder gelegentlich auch: Freies Deathmatch).
- Die technische Realität: Ich bin Maschinenbauingenieur, kein professioneller Gamer. In der Spieleanalyse bezeichnet FDM jedoch häufig das strategische Metaspiel, in dem Spieler zu Beginn eines Battle-Royale-Matches ihre Lande- oder Einsatzorte wählen, um ihre Ressourcengewinnung zu optimieren.
Nachdem wir nun die Software- und Telekommunikationsdefinitionen erfolgreich getrennt haben, widmen wir den Rest dieses technischen Leitfadens der physikalischen, fertigungstechnischen Definition.
Der mechanische Kern: Wofür steht FDM im 3D-Druck?
Wenn ein Maschinenbauingenieur fragt Wofür steht FDM im 3D-Druck?, Die Antwort lautet: Schmelzschichtung.
Das FDM-Verfahren wurde Ende der 1980er Jahre von S. Scott Crump (der später Stratasys gründete) erfunden und ist die weltweit am häufigsten eingesetzte additive Fertigungstechnologie.
- Rechtlicher Hinweis: Stratasys ließ die Abkürzung “FDM” umfassend markenrechtlich schützen. Um Klagen zu vermeiden, prägte die Open-Source-Community (wie beispielsweise das RepRap-Projekt) daher den Begriff FFF (Fused Filament Fabrication). Aus ingenieurtechnischer und physikalischer Sicht sind FDM und FFF exakt derselbe mechanische Prozess.
Die Physik der FDM-Additiven Fertigung
Das FDM-Verfahren verwendet weder Laser noch Behälter mit giftigem Harz oder Metallpulver. Es nutzt die Phasenübergangsthermodynamik von Standard-Kunststoffen.
Hier ist die genaue mechanische Abfolge der Funktionsweise einer FDM-Maschine:
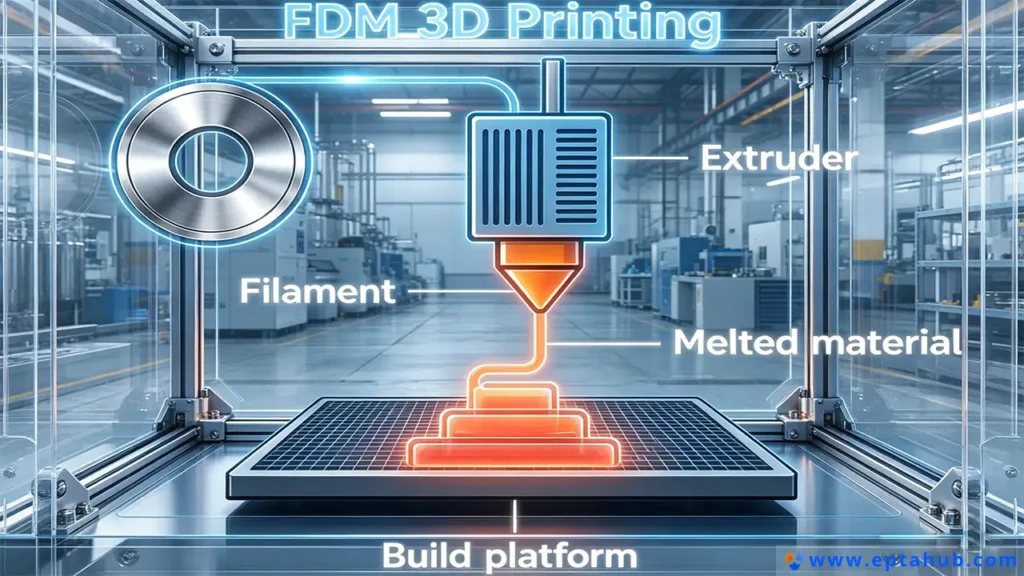
- Der Rohstoff: Eine Endlosspule mit massivem thermoplastischem Filament (typischerweise 1,75 mm oder 2,85 mm Durchmesser) wird in die Maschine eingeführt. Gängige Materialien sind PLA, ABS, PETG und ULTEM in Luft- und Raumfahrtqualität.
- Extruder und Hotend: Ein Schrittmotor (der Extruder) greift das Filament und drückt es in eine mathematisch präzise konstruierte Wärmekammer (das Hotend). Das Hotend ist elektrisch auf eine Temperatur genau oberhalb der Temperatur des Materials erhitzt Glasübergangstemperatur (Tg) und in seine Schmelzphase (typischerweise zwischen 200°C und 300°C).
- Die Düse: Der zähflüssige, geschmolzene Kunststoff wird durch eine mikroskopisch kleine Düse aus Messing oder gehärtetem Stahl (üblicherweise 0,4 mm Durchmesser) gepresst.
- Kinematische Deposition: Der CNC-Portalmechanismus des Druckers bewegt die Düse in der X- und Y-Achse und “zeichnet” so einen 2D-Querschnitt des CAD-Modells auf eine Bauplatte.
- Z-Achsen-Stapelung: Sobald eine Schicht gedruckt ist, senkt sich die Bauplattform (bzw. der Druckkopf hebt sich) in Z-Richtung um einen Bruchteil eines Millimeters (z. B. 0,2 mm). Die Maschine trägt die nächste Schicht direkt auf die vorherige auf. Die Hitze der neuen Schicht verschmilzt die darunterliegende Schicht thermisch mit ihr.
Engineering Matrix: FDM vs. alternative 3D-Drucktechnologien
Um es wirklich zu verstehen Was bedeutet FDM? In einer Produktionsumgebung muss man die Grenzen des FDM-Verfahrens im Vergleich zu anderen additiven Fertigungsverfahren kennen. Wir verwenden FDM nicht für alle Anwendungen. Bei eptahub.com wählen wir die Technologie anhand strenger mechanischer Anforderungen aus.
| Technischer Parameter | FDM (Fused Deposition Modeling) | SLA (Stereolithographie) | SLS (Selektives Lasersintern) |
|---|---|---|---|
| Primärmaterialzustand | Vollthermoplast-Spulen | Flüssiges Photopolymerharz | Mikroskopisches Polymerpulver |
| Phasenwechselauslöser | Thermisches Schmelzen (Wärme) | Photochemische Härtung (UV-Laser) | Thermische Fusion (Infrarotlaser) |
| Maßtoleranz | Mäßig (± 0,2 mm) | Extrem hoch (± 0,05 mm) | Hoch (± 0,1 mm) |
| Mechanischer Isotropismus | Anisotropie (Schwach in Z-Richtung) | Isotrop (gleichmäßige Festigkeit) | Isotrop (gleichmäßige Festigkeit) |
| Innere Geometrie | Erfordert Sollbruchstellen für die Stützkonstruktion. | Erfordert Sollbruchstellen für die Stützkonstruktion. | Selbsttragend (Keine Stützen erforderlich) |
| Primäre industrielle Nutzung | Vorrichtungen, Lehren, Strukturprototypen | Ästhetische Modelle mit hohem Detailgrad, Formen | Komplexe, funktionale Endprodukte |
Die größte Schwäche der FDM: Z-Achsen-Anisotropie
Das wichtigste technische Konzept, das Sie im Zusammenhang mit FDM verstehen müssen, ist Anisotropie.
Wenn man einen massiven Block aus spritzgegossenem ABS-Kunststoff nimmt, dann ist er Isotrop. Das bedeutet, dass seine mechanische Festigkeit unabhängig von der Zugrichtung identisch ist.
Ein FDM-Teil ist Anisotropie. Da das Bauteil durch Übereinanderstapeln mikroskopisch kleiner, halbgeschmolzener Kunststoffzylinder hergestellt wird, ist die Verbindung zwischen Die Schichten (in Z-Richtung) sind dem durchgehenden Kunststoffstrang deutlich unterlegen. innerhalb die Ebene (die X- und Y-Achse).
Testet man die Zugfestigkeit eines FDM-Bauteils, so hält es unter Umständen einer Zugkraft von 40 Megapascal (MPa) in X/Y-Richtung stand. Zieht man es jedoch vertikal (entlang der Z-Achse), kann es bereits bei 15 MPa brechen, da sich die Schichten einfach ablösen.
Fallstudie aus dem Ingenieurwesen: Die defekte Montagevorrichtung
Um zu veranschaulichen, wie wichtig das Verständnis der FDM-Kinematik ist, wollen wir einen Fehler betrachten, der in unserer Montageabteilung bei eptahub.com aufgetreten ist.
Das Szenario: Wir fertigten eine große Charge pneumatischer Aluminiumverteiler. Um den manuellen Montageprozess zu beschleunigen, wurde ein junger Mitarbeiter eingesetzt. vom Ingenieur entworfen Eine speziell angefertigte U-förmige Haltevorrichtung. Um die Kosten für $2000 und die dreiwöchige Lieferzeit zu sparen. CNC-Bearbeitung Da die Vorrichtung aus Aluminium gefertigt werden sollte, entschieden sie sich richtigerweise dafür, sie mit unserem industriellen FDM-System und kohlenstofffaserverstärktem Nylon (PA-CF) im 3D-Druckverfahren herzustellen.

Das Scheitern: Der junge Ingenieur schickte die STL-Datei an den FDM-Drucker. Der Drucker legte die U-förmige Vorrichtung automatisch flach auf die Rückseite (um den Bedarf an Stützstrukturen zu minimieren) und druckte sie aus.
In der Fabrikhalle legte ein Montagetechniker den schweren Aluminiumverteiler in die U-förmige Vorrichtung und klemmte ihn fest. Der rechte Arm der U-förmigen Vorrichtung brach unter der Scherkraft sofort ab.
Die technische Ursache:
Der junge Ingenieur behandelte das FDM-Teil, als wäre es ein isotroper Metallblock. Er berücksichtigte die Schwäche in Z-Richtung nicht.
Da das Bauteil liegend gedruckt wurde, lagen die Kunststoffschichten perfekt horizontal übereinander. Als der Techniker eine Klemmkraft gegen den senkrechten Arm des “U” ausübte, wirkte die Scherkraft genau entlang der schwächsten Stelle des Bauteils: den Haftlinien der Schichten (der Z-Achse). Die Schichten wurden einfach voneinander getrennt.
Die Lösung:
Wir haben weder das Design noch das Material verändert. Wir haben lediglich die Druckausrichtung.
Ich ließ den Techniker den G-Code neu bearbeiten und die U-förmige Vorrichtung um 90 Grad drehen, sodass sie aufrecht auf der Seite druckte. Nun verliefen die durchgehenden, extrem starken Stränge aus extrudiertem Kohlefaser-Nylon (die X/Y-Achse) kontinuierlich an den Armen des “U” auf und ab.
Nach der Wiedereinführung in die Montagelinie drückte die Klemmkraft nun gegen Die durchgehenden Stränge wurden verwendet, anstatt die Schichten voneinander zu trennen. Das Bauteil überstand Tausende von Montagezyklen ohne einen einzigen Mikroriss.
Bei der Verwendung des FDM-Verfahrens entwirft man nicht nur die Geometrie des Bauteils, sondern gestaltet aktiv die innere mikroskopische Kornstruktur des Polymers.
Fluiddynamik der FDM: Volumenstrom
Der häufigste Fehler von unerfahrenen Maschinenbedienern ist der Versuch, die Durchlaufzeiten durch einfaches Erhöhen der Druckgeschwindigkeit in der Slicing-Software zu verkürzen (z. B. von 50 mm/s auf 150 mm/s). Unweigerlich führt dies dazu, dass der Extruder-Schrittmotor laut klickt, das Filament reißt und die Maschine blockiert.
Sie verkennen den absoluten physikalischen Flaschenhals der FDM-Technologie: Volumenstrom (mm³/s).
Die Heizplatte eines Druckers (die Schmelzzone) hat eine maximale Kapazität an Wärmeenergie, die sie innerhalb einer Sekunde an ein festes Polymer übertragen kann. Wird fester Kunststoff schneller in die Schmelzzone eingeführt, als die Heizpatrone ihn schmelzen kann, trifft der feste Kunststoff auf die mikroskopisch kleine Düsenöffnung und wirkt wie ein Korken.
Um katastrophale Druckfehler zu vermeiden, begrenzen wir die Geschwindigkeit unserer Maschinen mathematisch mithilfe dieser strengen Formel:
Volumenstrom = Schichthöhe (mm) × Extrusionsbreite (mm) × Druckgeschwindigkeit (mm/s)
- Beispiel: Wenn wir ein ABS-Teil mit einer Schichthöhe von 0,2 mm, einer Extrusionsbreite von 0,4 mm und einer Geschwindigkeit von 100 mm/s drucken.
0,2 × 0,4 × 100 = 8,0 mm³/s. - Wenn die maximale Schmelzkapazität des Hotends unserer Maschine 12,0 mm³/s beträgt, gelingt der Druckvorgang. Versucht der Bediener jedoch, die Geschwindigkeit auf 200 mm/s zu erhöhen, sinkt die erforderliche Durchflussrate auf 16,0 mm³/s. Das Hotend kann den Kunststoff dann nicht rechtzeitig aufschmelzen, was zu Unterextrusion und einem vollständigen strukturellen Versagen des Bauteils führt.
Thermodynamik: Überwindung von thermischer Kontraktion und Verformung
Beim Übergang von einfachen PLA-Druckmaterialien zu industrietauglichen, hochfesten Thermoplasten wie Polycarbonat (PC), ABS oder ULTEM stoßen Ingenieure auf eine brutale thermodynamische Realität: den Wärmeausdehnungskoeffizienten (CTE).
Kunststoffe dehnen sich beim Erhitzen aus und ziehen sich beim Abkühlen zusammen. Beim FDM-Verfahren wird eine Kunststoffschicht mit einer Temperatur von 260 °C auf eine vorherige Schicht aufgetragen, die bereits auf 90 °C abgekühlt ist.
- Da sich die neue, oberste Schicht abkühlt, schrumpft sie mathematisch bedingt.
- Da sie thermisch mit der kühleren, bereits geschrumpften Schicht darunter verschmolzen ist, erzeugt diese unterschiedliche Kontraktion eine massive innere Scherspannung.
- Da sich diese Spannungen Schicht für Schicht verstärken, verbiegt die Kraft den Kunststoff förmlich und reißt die Ecken des Bauteils gewaltsam von der Bauplatte. Dies wird als … bezeichnet. Verformung oder Curling.
Im Hobbybereich versucht man, dieses Problem durch Auftragen von Klebstoff auf die Bauplatte zu lösen. Im Maschinenbau lösen wir es mit Hilfe der Thermodynamik.
Echte industrielle FDM-Maschinen verlassen sich nicht allein auf beheizte Bauplatten; sie nutzen Aktiv beheizte Baukammern. Die gesamte Atmosphäre im Inneren der Maschine wird auf eine Temperatur genau unterhalb der Glasübergangstemperatur des Materials erhitzt (TgBei ABS wird die Kammer exakt auf 80°C bis 90°C gehalten.
Indem man das Ganze beibehält gedrucktes Teil Im thermischen Gleichgewicht verhindern wir, dass sich der Kunststoff während des Druckvorgangs zusammenzieht. Erst nach Fertigstellung der letzten Schicht leiten wir eine kontrollierte, mathematisch abgestufte Abkühlsequenz (Tempern) ein, um das Bauteil langsam auf Raumtemperatur abzukühlen und die Polymerketten dauerhaft zu fixieren, ohne Verformungen zu verursachen.
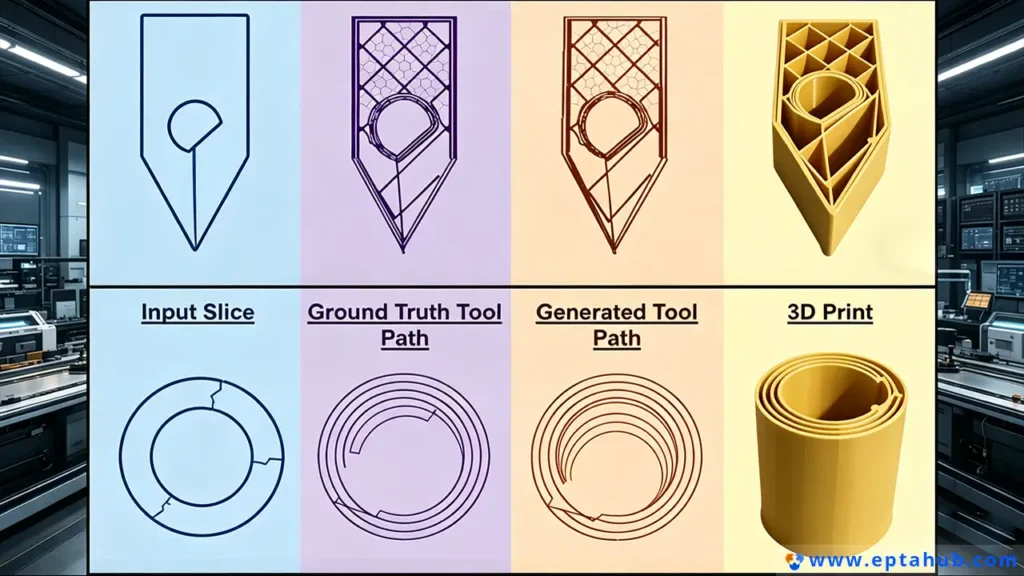
G-Code-Generierung: Konstruktion der internen Struktur
Im Gegensatz zu CNC-Fräsen, Beim FDM-Verfahren, bei dem man mit einem massiven Aluminiumblock beginnt, handelt es sich um ein additives Fertigungsverfahren. Dies ermöglicht uns etwas, das bei der traditionellen Bearbeitung strukturell unmöglich ist: Wir können die innere Zellgeometrie eines geschlossenen Festkörpers vorgeben.
Bei der Generierung des Werkzeugwegs (G-Code) für ein FDM-Bauteil müssen Ingenieure zwei kritische Strukturparameter definieren: Umfänge (Schalen) Und Füllung.
Der Infill-Trugschluss
Ein weit verbreiteter Irrglaube ist, dass ein FDM-Bauteil nur dann stabiler wird, wenn es komplett massiv gedruckt wird (100%-Füllung). Dies ist eine Verschwendung von Entwicklungszeit, Rohmaterial und Geld.
In der Strukturmechanik (insbesondere bei Biegemomenten und I-Trägern) leistet das Material in der Nähe der neutralen Achse nur sehr wenig Arbeit. Alle extremen Zug- und Druckspannungen treten an den Außenflächen des Bauteils auf.
Das Perimeter-Mandat
Anstatt die interne Füllung auf 100% zu erhöhen, erhöhen wir die Anzahl der Äußere Umfänge (die festen Wände, die die äußere Hülle des Bauteils bilden).
- Ein Bauteil mit 2 Perimetern und 100%-Vollfüllung benötigt 14 Stunden zum Drucken und bricht unter einer Last von 50 kg.
- Ein Bauteil mit 6 massiven Perimetern und einer internen Füllung aus 20% Gyroid (3D-Zellenstruktur) benötigt 6 Stunden Druckzeit, verbraucht die Hälfte des Materials und hält einer Belastung von 75 kg stand.
Bei eptahub.com konstruieren wir unsere FDM-Profile so, dass die Wandstärke am Rand maximiert wird, um lokale Stöße und kinetische Scherkräfte zu absorbieren. Die spärliche Innenfüllung dient ausschließlich der Unterstützung der nach oben gerichteten horizontalen Dachflächen während des Druckvorgangs.
Das Urteil des Ingenieurs
Wenn Sie fragen Wofür steht FDM?, Sie fragen nach dem bahnbrechendsten Werkzeug im modernen Maschinenbau.
Das Schmelzschichtverfahren (Fused Deposition Modeling, FDM) ist keine Zauberkiste, die CAD-Dateien perfekt reproduziert. Es handelt sich um einen hochvolatilen, anisotropen Fertigungsprozess, der von Fluiddynamik, thermischer Kontraktion und Schichthaftungsphysik bestimmt wird.
Bei unsachgemäßer Anwendung durch ungeschulte Bediener entstehen schwache, verzogene und unbrauchbare Plastikspielzeuge. Werden die thermodynamischen Prinzipien jedoch strikt eingehalten, ermöglicht das FDM-Verfahren einem Ingenieurbüro, Zehntausende von Dollar an Werkzeugkosten einzusparen und komplexe, leichte, kohlenstofffaserverstärkte Vorrichtungen, Lehren und Endprodukte innerhalb weniger Stunden statt Wochen herzustellen.
Beachten Sie die Schichtgrenzen, richten Sie Ihre Teile entgegen den Scherkräften aus und steuern Sie Ihren Volumenstrom mathematisch.
Referenzen
Um sicherzustellen, dass Ihr Zusatzstoff Die Fertigungsprozesse entsprechen den globalen Industriestandards. Für die Terminologie konsultieren Sie bitte die folgenden maßgeblichen Quellen:
1. ASME Y14.46-2022 (Produktdefinition für die additive Fertigung)
Ein entscheidender Standard für Maschinenbauingenieure. Er liefert die strengen GD&T-Regeln (Geometrische Bemaßung und Tolerierung) für die korrekte Definition von Schichtorientierungen, Füllstrukturen und anisotropen Materialeigenschaften in einer 2D-Konstruktionszeichnung, die an eine FDM-Anlage gesendet wird.
Link: ASME.org







