











eptahub.com のエンジニアリング部門では、精度がすべてです。新米デザイナーや新任の調達担当者が私のオフィスに入ってきて、, “「FDMとはどういう意味ですか?」”, 私の最初の反応はいつもこうです。 “「どの業界のことを言っているのですか?」”
そして、機械エンジニアとして、私はこの頭字語の最も革新的な物理的応用について深く掘り下げていきます。 熱溶解積層法 (3Dプリンティング)熱可塑性樹脂押出成形の物理原理を詳しく解説し、積層造形の数学的な弱点を検証し、FDM方式を用いて工場現場における莫大な金型コストを回避する方法を説明します。.
FDMとは何ですか?
機械製造業以外の業界にお勤めの方は、ご自身の業界におけるこの用語の定義を以下にご説明します。.
1. 情報技術と通信
- コンピュータネットワークにおけるFDMとは何ですか? 周波数分割多重化.
- エンジニアリングの現実: これは通信技術の根幹を成すものです。単一の伝送媒体(銅線や光ファイバーケーブルなど)の帯域幅を、互いに重ならない複数の周波数帯域に分割するプロセスです。各帯域はそれぞれ異なる信号を伝送します。テレビが1本の同軸ケーブルを通して数百もの異なるチャンネルを受信できるのは、まさにこの仕組みによるもので、信号が衝突することはありません。.
2. 企業向けエンタープライズ&ソフトウェア
- ビジネスにおけるFDMの意味は何ですか? 財務データ管理 (またはフィールドデータ管理).
- エンジニアリングの現実: 誰かが尋ねたら Workdayにおけるfdmは何の略ですか? (大規模な人事・財務ソフトウェアプラットフォーム)または 金融におけるfdmは何の略ですか?, 彼らが言及しているのは、財務データが総勘定元帳に反映される前に、異なるグローバルシステム間で財務データを統合、マッピング、監査するために使用されるアーキテクチャのことです。同様に、, マーケティングにおけるFDMとは何ですか? または 小売業におけるFDMとは何ですか? 多くの場合、現場データ管理、つまり現場での販売指標や在庫分布の物流追跡を指します。.
3. エンターテインメント&ゲーム
- フォートナイトにおけるFDMとは何ですか?あるいは、ゲームにおけるFDMとは何ですか? ファーストドロップメタ (または時折、フリーデスマッチ)。.
- エンジニアリングの現実: 私は機械エンジニアであり、プロゲーマーではありません。しかし、ゲーム分析において、FDMはしばしば、バトルロイヤルマッチの開始時にプレイヤーが資源収集を最適化するためにどこに着地または展開するかを選択する戦略的なメタゲームを指します。.
ソフトウェアと通信に関する定義をうまく分離できたので、この技術ガイドの残りの部分では、物理的な製造に関する定義について説明します。.
メカニカルコア:3DプリンティングにおけるFDMとは何ですか?
機械エンジニアが質問すると 3DプリンティングにおけるFDMとは何ですか?, 答えは 熱溶解積層法.
1980年代後半にS・スコット・クランプ(後にストラタシス社を設立)によって発明されたFDMは、世界で最も広く利用されている積層造形技術である。.
- 法的注記: Stratasys社は「FDM」という略語を強力に商標登録していた。そのため、訴訟を避けるために、オープンソースコミュニティ(RepRapプロジェクトなど)は別の用語を作り出した。 FFF(溶融フィラメント製造). 工学および物理学の観点から見ると、FDMとFFFは全く同じ機械的プロセスである。.
FDM積層造形の物理学
FDM方式は、レーザー、有毒な樹脂の入った槽、金属粉末などを使用しません。標準的なエンジニアリングプラスチックの相変化熱力学を利用しています。.
FDM方式の機械的な動作手順を具体的に示すと以下のようになります。
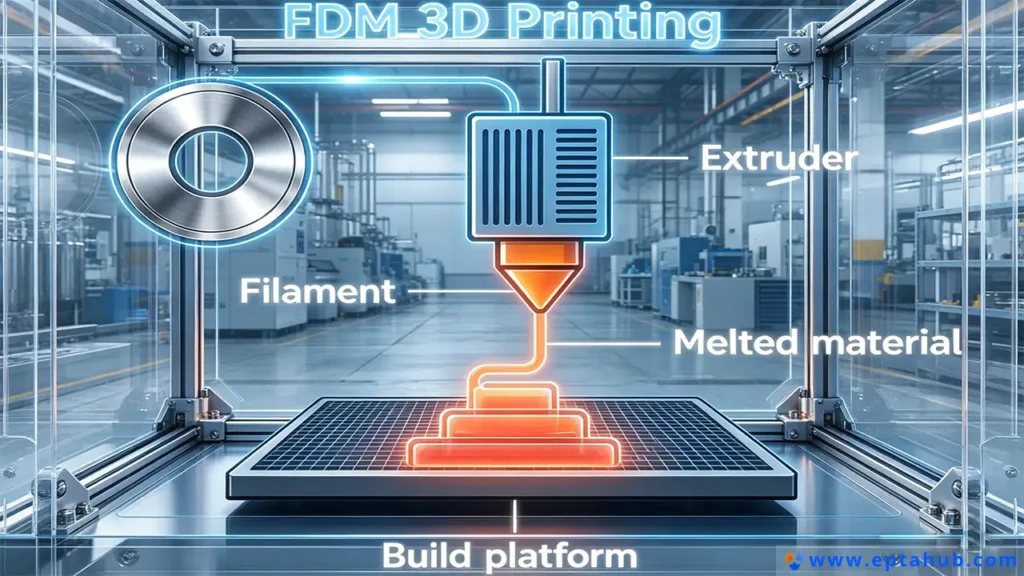
- 原材料: 連続した固体熱可塑性フィラメント(通常、直径1.75mmまたは2.85mm)のスプールが機械に供給されます。一般的な材料としては、PLA、ABS、PETG、および航空宇宙グレードのULTEMなどがあります。.
- エクストルーダーとホットエンド: ステッピングモーター(エクストルーダー)がフィラメントを物理的に掴み、数学的に設計された熱チャンバー(ホットエンド)に押し込みます。ホットエンドは電気的に 材料の温度を正確に上回る温度まで加熱する ガラス転移温度(Tg)そして融解相(通常200℃~300℃)へと移行する。.
- ノズル: 粘性の高い溶融プラスチックは、微細な真鍮製または硬化鋼製のノズル(一般的に直径0.4mm)を通して押し出される。.
- 運動学的堆積: プリンターのCNCガントリーは、ノズルをX軸とY軸方向に移動させ、CADモデルの2次元断面を造形プレート上に「描画」する。.
- Z軸スタッキング: 一層目の描画が完了すると、造形プレートがZ軸方向に数ミリメートル(例えば0.2mm)ずつ下降(またはプリントヘッドが上昇)します。そして、造形機は次の層を前の層の上に直接描画します。新しい層の熱が下の層に伝わり、熱的に融合して一体化します。.
エンジニアリングマトリックス:FDM方式と代替3Dプリンティング技術の比較
真に理解するために FDMの意味は何ですか? 工場環境においては、他の積層造形プロセスと比較した場合のFDMの限界を理解しておく必要があります。当社はあらゆる用途にFDMを使用しているわけではありません。eptahub.comでは、厳格な機械的要件に基づいて技術を選定しています。.
| エンジニアリングパラメータ | FDM(溶融堆積モデリング) | SLA(光造形法) | SLS(粉末焼結積層造形) |
|---|---|---|---|
| 一次物質の状態 | 固体熱可塑性スプール | 液体光硬化性樹脂 | 微細ポリマー粉末 |
| 相変化トリガー | 熱融解(熱) | 光化学硬化(UVレーザー) | 熱核融合(赤外線レーザー) |
| 寸法公差 | 中程度(±0.2mm) | 極めて高い(±0.05mm) | 高精度(±0.1mm) |
| 機械的等方性 | 異方性 (Z軸方向の弱点) | 等方性(均一な強度) | 等方性(均一な強度) |
| 内部形状 | 分離可能な支持構造が必要 | 分離可能な支持構造が必要 | 自立 (サポートは不要です) |
| 一次産業用途 | 治具、固定具、構造プロトタイプ | 高精細な美的モデル、型 | 複雑で機能的な最終用途部品 |
FDMの最大の弱点:Z軸方向の異方性
FDMについて理解しなければならない最も重要な工学概念は 異方性.
射出成形されたABSプラスチックの塊を取ると、 等方性. つまり、どの方向に引っ張っても機械的強度は同じであるということです。.
FDM部品は 異方性. この部品は、微細な半溶融状態のプラスチックの円筒を積み重ねて作られているため、 間 層(Z軸)は連続プラスチックストランドに比べてはるかに劣る 内で レイヤー(X軸とY軸)。.
FDM方式で造形された部品の引張強度をテストすると、X/Y軸方向に引っ張った場合には40メガパスカル(MPa)の力に耐えられるかもしれません。しかし、垂直方向(Z軸方向)に引っ張ると、層が剥離するため、わずか15MPaで破断してしまう可能性があります。.
エンジニアリング事例研究:破損した組立治具
FDMの運動学を理解することがいかに重要であるかを説明するために、eptahub.comの組立部門で発生した失敗事例を見てみましょう。.
シナリオ: 私たちは大量のアルミニウム製空気圧マニホールドを製造していました。手作業による組み立て工程を迅速化するため、若手社員が エンジニアが設計 カスタムU字型保持治具。$2,000のコストと3週間のリードタイムを節約するために CNC加工 アルミニウム製の治具を作る代わりに、彼らは当社の産業用FDMシステムと炭素繊維強化ナイロン(PA-CF)を使用して3Dプリントするという正しい選択をしました。.

失敗: 若手エンジニアはSTLファイルをFDMプリンターに送信した。プリンターは自動的にU字型の治具を裏返して平らに置き(サポート構造の必要性を最小限に抑えるため)、印刷を行った。.
工場の作業現場で、組立作業員が重いアルミニウム製のマニホールドをU字型の治具にセットし、しっかりと締め付けた。すると、せん断荷重によってU字型治具の右側の腕が瞬時に折れてしまった。.
工学的根本原因:
若手エンジニアは、FDM成形部品を等方性の金属ブロックであるかのように扱った。Z軸方向の弱点を考慮していなかった。.
部品は裏面を下にして平らにプリントされていたため、プラスチック層は完全に水平に積層されていました。技術者が「U」字型の垂直アームに締め付け力を加えたところ、せん断力が部品の最も弱い部分、つまり層の接着線(Z軸)に正確に作用しました。その結果、層は単純にせん断されて分離しました。.
解決策:
デザインや素材は変更していません。 印刷方向.
技術者にGコードを再スライスしてもらい、U字型の治具を90度回転させて、横向きに直立した状態で印刷するようにしました。こうして、押し出し成形されたカーボンファイバーナイロンの連続した非常に丈夫な繊維(X/Y軸)が、「U」の腕に沿って上下に途切れることなく走るようになりました。.
組み立てラインに戻されたとき、締め付け力は に対して 層を剥がそうとするのではなく、連続した繊維構造を維持するように設計した。その結果、部品は数千回の組み立てサイクルを経ても、微細な亀裂は一切発生しなかった。.
FDM方式を用いる場合、単に部品の形状を設計するだけでなく、ポリマーの内部の微細な結晶構造を積極的に設計することになります。.
FDMの流体力学:体積流量
経験の浅い機械オペレーターが最もよく犯す間違いは、スライスソフトウェアの「印刷速度」の値を単純に上げてしまうこと(例えば、50mm/sから150mm/sに変更するなど)です。必然的に、押出機のステッピングモーターが激しくカチカチと音を立て始め、フィラメントが剥がれ落ち、機械が詰まってしまいます。.
彼らはFDMにおける絶対的な物理的ボトルネックを理解していない。 体積流量(mm3/秒).
プリンターのホットエンド(熱溶融ゾーン)は、一定時間内に固体ポリマーに伝達できる熱エネルギーの最大容量が決まっています。ヒーターカートリッジが溶融できる速度よりも速く固体プラスチックを溶融ゾーンに送り込むと、固体プラスチックが微細なノズル開口部に衝突し、栓のように機能してしまいます。.
印刷の致命的な失敗を防ぐため、当社では以下の厳密な数式を用いて機械の速度を数学的に制限しています。
体積流量 = 積層高さ (mm) × 押出幅 (mm) × 印刷速度 (mm/秒)
- 例: 0.2mmの積層高さ、0.4mmの押出幅、100mm/sの速度でABS部品を印刷する場合。.
0.2 × 0.4 × 100 = 8.0 mm³/s. - 当社の機械に搭載されているホットエンドの最大溶融能力が12.0 mm³/sであれば、印刷は成功します。しかし、オペレーターが速度を200 mm/sに上げようとすると、必要な流量は16.0 mm³/sになります。ホットエンドは物理的にプラスチックを時間内に溶融することができず、結果として押出不足が発生し、部品の構造全体が破損します。.
熱力学:熱収縮と反りを克服する
エンジニアが基本的なPLAから、ポリカーボネート(PC)、ABS、ULTEMなどの工業グレードの高強度熱可塑性樹脂の印刷に移行すると、熱膨張係数(CTE)という厳しい熱力学的現実に直面する。.
プラスチックは加熱すると膨張し、冷却すると収縮します。FDM方式では、既に90℃まで冷却された前の層の上に、260℃のプラスチックを積層していきます。.
- 新しい最上層が冷えると、数学的に収縮する。.
- 熱的に下の、より低温で既に収縮した層と融合しているため、この収縮率の差によって大きな内部せん断応力が発生する。.
- これらの応力が層ごとに積み重なると、力が文字通りプラスチックを曲げ、部品の角をビルドプレートから激しく引き剥がします。これは、 ワープ または カーリング.
趣味の分野では、ビルドプレートに接着剤を塗ることでこの問題を解決しようとする人がいます。一方、工業工学では、熱力学を用いてこの問題を解決します。.
真の産業用FDMマシンは、加熱されたビルドプレートだけに頼るのではなく、 能動的に加熱される製造チャンバー. 機械内部の雰囲気全体は、材料のガラス転移温度(TgABSの場合、チャンバーは正確に80℃から90℃に保たれます。.
全体を保持することで プリント部品 熱平衡状態を維持することで、印刷中のプラスチックの収縮を防ぎます。最終層が完成してから初めて、数学的に段階的に制御された冷却シーケンス(アニーリング)を開始し、部品をゆっくりと室温まで冷却することで、反りを生じさせることなくポリマー鎖を永久的に固定します。.
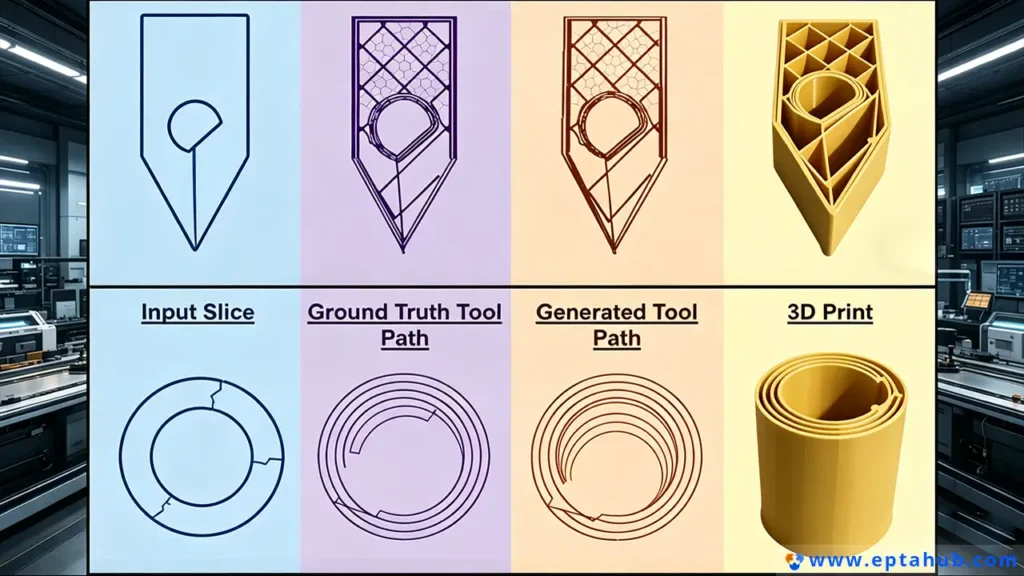
Gコード生成:内部構造の設計
とは異なり CNCフライス加工, FDMは、アルミニウムの塊から造形を始める積層造形プロセスです。これにより、従来の機械加工では構造的に不可能なことが可能になります。つまり、閉じた固体の内部セル形状を自在に制御できるのです。.
FDM部品のツールパス(Gコード)を生成する際、エンジニアは2つの重要な構造パラメータを定義する必要があります。 外周(シェル) そして 充填材.
インフィルの誤謬
FDM方式で造形した部品をより強くするには、完全に中実(100%充填)で造形する必要がある、というのはよくある誤解です。これは、エンジニアリングの時間、原材料、そしてお金の無駄遣いです。.
構造力学(特に曲げモーメントやI形鋼を扱う場合)では、中心中立軸に最も近い材料はほとんど仕事をしません。極端な引張応力と圧縮応力はすべて、部品の外面に集中します。.
周辺区域の義務
内部充填材を100%に増やす代わりに、 外周 (部品の外殻を形成する頑丈な壁)。.
- 外周が2つで、充填材がTP3Tのソリッド素材で1001個ある部品は、印刷に14時間かかり、50kgの荷重で破損します。.
- 6つのソリッドな外周と20%ジャイロイド(3Dセルラー)内部充填のみを持つ部品は、印刷に6時間かかり、使用する材料は半分で済み、75kgの荷重に耐えることができます。.
eptahub.comでは、FDMプロファイルを設計する際に、外周壁の厚さを最大化して局所的な衝撃や運動せん断力を吸収し、内部の充填材は印刷プロセス中に上面の水平な屋根を支えるためだけに少量使用するようにしています。.
エンジニアの評決
あなたが尋ねるとき FDMとは何ですか?, つまり、あなたは現代の機械工学において最も革新的なツールについて尋ねているのです。.
溶融堆積モデリング(FDM)は、CADファイルを完璧に再現する魔法の箱ではありません。流体力学、熱収縮、層間接着の物理現象によって支配される、非常に不安定で異方性のある製造プロセスです。.
訓練を受けていない作業員が誤った方法で使用した場合、FDMは弱く、歪み、使い物にならないプラスチック製のおもちゃを製造してしまう。しかし、その熱力学的原理を厳密に制御すれば、エンジニアリング企業は数万ドルもの金型費用を削減し、複雑で軽量な炭素繊維強化治具、固定具、最終製品部品を数週間ではなくわずか数時間で製造できるようになる。.
積層線を尊重し、部品をせん断荷重に対して適切な向きに配置し、体積流量を数学的に制御してください。.
参考文献
添加剤を確実に 製造プロセスはグローバルな工業規格に準拠している。 用語や定義については、以下の決定的な資料を参照してください。
1. ASME Y14.46-2022(積層造形における製品定義)
機械エンジニアにとって重要な規格です。FDM(熱溶解積層法)施設に送付する2Dエンジニアリング図面において、積層方向、充填構造、異方性材料特性を適切に定義するための、厳格なGD&T(幾何寸法公差)ルールを規定しています。.
リンク: ASME.org







