Profilés métalliques de haute qualité et économiques par EPTAHUB
STEP, STP, SLDPRT, STL, IPT, 3MF, 3DXML, PRT, SAT
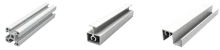
L'extrusion métallique est la technique de fabrication privilégiée pour la production en série de composants à section transversale uniforme. Ce procédé consiste à presser des matériaux métalliques à travers une filière de forme spécifique sous haute pression afin de former le profilé extrudé souhaité. Ces profilés vont des configurations simples, comme les tubes circulaires ou carrés, les profilés en U ou en H, aux conceptions complexes comportant de multiples cavités internes et des structures externes, telles que les profilés 80/20 et les barres à rainure en T. L'extrusion est également largement utilisée pour la fabrication d'encadrements de murs et de fenêtres, qui servent à la fois à des fins décoratives et structurelles.
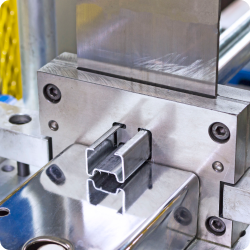
Les matières premières se présentent généralement sous forme de billettes. Ces billettes sont chauffées puis placées dans un élément de la presse d'extrusion appelé conteneur. À l'extrémité opposée du conteneur se trouve une matrice qui crée l'ouverture permettant de donner à la matière la forme souhaitée, par extrusion directe ou indirecte. Après extrusion, le produit est trempé, redressé, coupé à la longueur spécifiée et contrôlé afin de garantir sa précision dimensionnelle et sa régularité. Les produits extrudés peuvent également être facilement post-traités pour ajouter des caractéristiques supplémentaires à leur profil de base. Les profilés d'extrusion peuvent prendre presque n'importe quelle forme, pleine ou creuse (avec une ou plusieurs sections creuses). Les profilés creux nécessitent une matrice multi-composants : la matière est forcée autour de mandrins de perçage supportés par une première matrice pour former la structure interne, puis séparée et " soudée " par une seconde matrice pour créer le profil externe.
La taille de la presse d'extrusion nécessaire est déterminée par le plus petit cercle pouvant contenir l'intégralité du profilé ; les cercles circonscrits plus grands nécessitent des presses plus imposantes. EPTAHUB est spécialisée dans l'extrusion d'aluminium, qui représente environ 801 000 tonnes de tous les composants métalliques extrudés. Les profilés en aluminium sont omniprésents : on les retrouve dans de nombreux produits, des cadres de fenêtres aux rampes d'escalier, en passant par les boîtiers électriques. Nos chefs de projet et nos experts techniques évaluent et établissent manuellement un devis pour chaque projet d'extrusion métallique. Ainsi, nous garantissons la prise en compte de vos exigences spécifiques et une expérience de fabrication simplifiée et sans tracas. Explorez les sections ci-dessous pour en savoir plus sur le processus et nos compétences. Offres d'extrusion d'aluminium

Téléchargez vos fichiers de conception sur le système de devis EPTAHUB et personnalisez les paramètres de votre projet. Notre équipe vous consultera afin de vérifier que vos spécifications, le délai de livraison et le prix correspondent aux exigences de votre projet. Avant de lancer la production d'outillage, nous vous soumettrons un rapport de conception pour la fabrication (DFM) pour approbation.

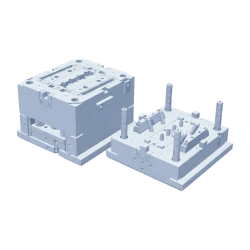
Une fois votre projet officiellement lancé, nous fabriquerons une filière d'extrusion métallique de haute qualité. Après la réalisation de l'outillage, nous produirons des échantillons initiaux que nous vous enverrons pour inspection et approbation.

Une fois les échantillons approuvés, nous lancerons la production à grande échelle et vous livrerons les composants finis. Soyez assuré qu'EPTAHUB gère la coordination des fournisseurs et la logistique tout au long du processus. Vous conservez la pleine propriété de l'outillage et pouvez facilement passer des commandes de réapprovisionnement pour répondre aux fluctuations de la demande. Nouvelle fonctionnalité !
EPTAHUB collabore avec les principaux fournisseurs d'extrusion qui utilisent les technologies les plus sophistiquées pour produire des profilés de haute qualité. Grâce à notre réseau de production, nous proposons différents types d'extrusion de métaux et une gamme étendue de profils. Les sections suivantes détaillent les différentes méthodes d'extrusion et présentent des exemples de profils standards.
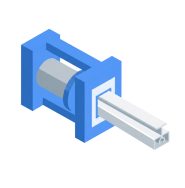
L'extrusion directe, également appelée extrusion en avant, est la méthode d'extrusion des métaux la plus courante. Dans ce type d'extrusion, une billette de matériau est poussée à travers un conteneur par un piston haute pression. Le matériau s'écoule dans le sens du mouvement du piston et sort par l'ouverture de la filière fixe. L'extrusion directe permet des profils plus complexes et une finition de surface de meilleure qualité que l'extrusion indirecte. Cette méthode présente toutefois certains inconvénients. Un frottement important se génère entre le matériau et les parois du conteneur, ce qui entraîne une diminution de la pression à la sortie de la filière et des variations de température. Ces facteurs rendent plus difficile le contrôle de la régularité dimensionnelle et des propriétés du matériau.
En extrusion indirecte, le matériau est placé dans un conteneur et fixé. La filière d'extrusion, actionnée par un piston creux, se déplace sur le matériau, le forçant à travers l'orifice de la filière. L'extrusion indirecte est parfois appelée extrusion inverse car le matériau s'écoule dans le sens inverse du mouvement du piston. L'absence de mouvement relatif entre le matériau et le conteneur réduit considérablement les frottements, ce qui diminue la consommation d'énergie et la production de chaleur. Grâce à cette moindre production de chaleur, l'extrusion indirecte offre généralement un meilleur contrôle de la régularité dimensionnelle, des propriétés du matériau et de la granulométrie par rapport à l'extrusion directe. Cependant, ce type d'extrusion présente l'inconvénient d'une limitation plus importante quant à la taille du profil de la filière, celle-ci devant s'insérer dans le piston creux. Les impuretés présentes à la surface de la billette peuvent se retrouver dans le produit extrudé, altérant ainsi la finition de surface et l'esthétique.
Il s'agit de sous-catégories d'extrusion intégrées aux méthodes principales décrites précédemment. La température de la billette par rapport à la température ambiante et à la température de recristallisation du matériau définit l'extrusion à chaud, tiède ou froide. L'extrusion à chaud consiste à chauffer la billette bien au-dessus de la température de recristallisation du matériau ; elle est souvent associée à la méthode d'extrusion directe. Le chauffage du matériau l'assouplit et empêche son écrouissage, ce qui facilite son passage dans la filière et réduit l'usure de l'outillage. L'extrusion tiède consiste à chauffer le matériau au-dessus de la température ambiante, mais bien en dessous de son point de recristallisation. Lors de l'extrusion à froid, le matériau n'est pas chauffé et reste à température ambiante.
L'extrusion à chaud et à froid permet d'accroître la dureté et la résistance du produit extrudé grâce à l'absence de chauffage excessif de la matière première. Ces procédés sont particulièrement adaptés aux matériaux à haute ductilité, comme l'aluminium. L'extrusion à chaud et à froid est caractéristique de la méthode d'extrusion indirecte des métaux. Bien que l'absence de chauffage important du matériau présente des avantages, elle peut engendrer une usure prématurée de l'outillage et réduire la durée de vie de la filière. C'est pourquoi la plupart des fabricants privilégient l'extrusion à chaud.
Les profilés d'extrusion correspondent à la section transversale du produit extrudé. Les services de fabrication sur mesure d'EPTAHUB vous permettent de réaliser des pièces extrudées à partir de profilés personnalisés. Vous souhaitez réduire vos coûts et vos délais en usinant un profilé d'extrusion en aluminium existant ? Nous pouvons également vous aider ! Vous trouverez ci-dessous une liste de profilés d'extrusion en aluminium standard que nous pouvons modifier par un autre procédé de fabrication, comme l'usinage CNC.
L'aluminium extrudé représente environ 801 000 £ (801 000 ₹) de tous les produits métalliques extrudés grâce à sa polyvalence, ses propriétés mécaniques, ses nombreuses options de finition et sa grande ductilité, ce qui le rend idéal pour les procédés d'extrusion. La plupart des alliages d'aluminium extrudés sont légers, résistants à la corrosion et présentent une conductivité thermique et électrique élevée. Chaque alliage possède des caractéristiques spécifiques qui le distinguent des autres. Pour vous aider à choisir celui qui convient le mieux à votre projet, nous avons compilé ci-dessous un tableau répertoriant les alliages les plus couramment utilisés que nous proposons et leurs caractéristiques uniques.
Si votre projet nécessite des profilés en acier inoxydable ou autres métaux, notre interface de devis propose une option “ matériaux sur mesure ”. Celle-ci vous permet de soumettre des demandes spécifiques que nous étudierons avec plaisir et approfondirons ensemble.

EPTAHUB simplifie l'ajout d'étapes de finition supplémentaires à vos projets d'extrusion métallique. Grâce à notre vaste réseau de fournisseurs, nous pouvons appliquer une grande variété de finitions à vos pièces. Que ce soit pour des finitions fonctionnelles ou esthétiques, nous avons ce qu'il vous faut. Les finitions que nous proposons pour notre procédé d'extrusion métallique sont détaillées ci-dessous.
La finition sera laissée brute, telle qu'extrudée. La rugosité de surface peut varier d'un alliage à l'autre en raison des différences de structure granulaire, mais se situe généralement entre 64 µin et 125 µin Ra. Des lignes de grain ou des stries décolorées peuvent être visibles.
L'anodisation de type II crée une couche d'oxyde résistante à la corrosion. Les pièces peuvent être anodisées en différentes couleurs : incolore, noir, rouge et or sont les plus courantes. L'anodisation de type III offre une finition plus épaisse et crée une couche résistante à l'usure, en plus de la résistance à la corrosion déjà présente avec l'anodisation de type II. Les revêtements anodisés ne sont pas conducteurs d'électricité.
Ce procédé consiste à pulvériser de la peinture en poudre par voie électrostatique sur une pièce, puis à la cuire au four. Il en résulte une couche résistante à l'usure et à la corrosion, plus durable que les méthodes de peinture liquide classiques. Différentes couleurs et textures sont disponibles pour obtenir l'esthétique souhaitée.
Toutes les pièces métalliques extrudées peuvent être peintes à l'eau avec différentes formulations et couleurs de peinture. Pour une correspondance parfaite des couleurs, veuillez indiquer la marque et la référence de la peinture sur vos plans ou notes.
Les pièces extrudées peuvent être plaquées avec du nickel chimique, du nickel, du laiton, de l'étain, du chrome, du chromate, du téflon, de l'argent et de l'or.
Une couche de conversion au chromate peut être appliquée pour protéger l'aluminium de la corrosion et améliorer l'adhérence des peintures et des primaires. Les revêtements de conversion chimique permettent également au métal de conserver sa conductivité électrique tout en assurant une protection anticorrosion en surface.
Les pièces sont soumises à un polissage par vibrations afin d'éliminer les arêtes vives et de lisser les surfaces. Convient aux petites pièces pouvant être placées dans le bol ou le tambour du polisseur.
Vous ne trouvez pas la finition que vous recherchez ? Sélectionnez “ personnalisé ” dans notre interface de devis et indiquez-nous vos besoins ; nous serons ravis d’explorer d’autres options pour vous !

Choisissez parmi des millions de combinaisons possibles de matériaux, de finitions, de tolérances, de marquages et de certifications pour votre commande.

Obtenez rapidement des devis instantanés pour vos services d'extrusion de métaux grâce à notre système de devis convivial.

Nous détenons les certifications ISO 9001:2015, ISO 13485 et AS9100D.
Découvrez comment obtenir facilement un devis instantané pour des services d'extrusion grâce au moteur de devis instantané EPTAHUB®.
Notre système de devis automatisé vous fournit un prix instantané afin que vous puissiez estimer rapidement les coûts de votre projet.
Pour les pièces de haute précision ou complexes, nos responsables de comptes senior peuvent vous fournir des devis plus détaillés et vous aider à trouver la meilleure solution globale pour vos besoins.









