











If you search the internet for “how much is a cnc machine for metal,” you are going to get two wildly different sets of answers.
On one hand, you’ll see targeted ads for a “cnc machine price amazon” hovering around 1,500 USD. On the other hand, if you walk onto a legitimate factory floor, you are looking at an **industrial cnc machine price** tag of 150,000 USD to 500,000 USD for a proper 5-axis milling center.
In my 12 years of managing supply chains and production floors at eptahub.com, I’ve seen this discrepancy destroy hardware startups and blow up corporate procurement budgets. A VP of Engineering will look at an outsourced machining quote, see an hourly rate of $120, and think, “Why are we paying this? I can just buy a small CNC machine for metal, put it in our warehouse, and do this in-house.”
Let me give you the brutal American business reality: Machining metal is violent, expensive, and unforgiving.
At eptahub.com, our core business is scaling your production. We cater to OEMs and hardware developers who need reliable, high-tolerance metal parts (from 100 to 10,000+ units) without taking on the massive CapEx (Capital Expenditure) and liability of running their own machine shop.
How Much Does CNC Machining Cost Per Hour?
When you outsource a batch of aluminum housings or stainless steel brackets to eptahub.com, you aren’t just paying for the raw block of metal. You are paying for “Spindle Time.”
In the US manufacturing sector, the question “What is the average cost of CNC?” is answered by the blended hourly shop rate. Depending on the machine’s complexity, geographic location, and precision, standard industrial shop rates range from 75to200+ per hour.
Junior procurement buyers often balk at this. They think it’s pure profit. It’s not. Here is exactly what that hourly rate pays for:
- Machine Amortization (CapEx): A Haas or Mazak CNC mill costs anywhere from 80,000to400,000. That cost must be amortized over its operational hours.
- Consumable Tooling: Solid carbide end mills, face mills, and drills degrade. When we are cutting Inconel or 316L Stainless Steel, we might burn through $200 worth of carbide cutting tools in a single afternoon.
- Facility Overhead & 3-Phase Power: Industrial spindles require massive amounts of electricity, compressed air, and hundreds of gallons of specialized coolant to prevent thermal expansion during the cut.
- The Talent (Labor): People often ask, “Do CNC machinists make a lot of money?” Yes, they do. A skilled CNC programmer and setup machinist is a highly trained technician who understands metallurgy, trigonometry, and G-Code. You are paying for a professional who prevents the machine from crashing and guarantees your parts pass a CMM (Coordinate Measuring Machine) inspection.
The CNC Milling Cost & Complexity Matrix
To give your purchasing team an apples-to-apples comparison, here is how we categorize machine costs and hourly rates at eptahub.com. When you submit your 3D CAD (.。ステップ file), our engineers analyze the geometry and assign it to the most cost-effective machine in our fleet.
| Machine Type | Estimated CapEx (Industrial) | Average Shop Rate (USD/Hr) | Geometric Capability | Ideal Engineering Application |
|---|---|---|---|---|
| 3-Axis CNC Mill | 60,000−120,000 | 75−100 / hr | X, Y, Z movement. Can only machine one face at a time. | Simple brackets, base plates, electronics enclosures. Requires manual flipping. |
| 4-Axis CNC Mill | 120,000−200,000 | 100−150 / hr | Adds A-axis (rotation). Machines cylindrical features. | Custom shafts, gears, automotive pulleys, multi-sided components. |
| 5-Axis CNC Mill | 250,000−600,000+ | 150−250+ / hr | Adds B-axis (tilt). The cutting tool approaches from any angle. | Aerospace turbine blades, complex medical implants, organic contoured surfaces. |
| Desktop / Hobby CNC | 1,500−5,000 | N/A (DIY only) | Low-rigidity 3-axis. | Wood, soft plastics, engraving. Unfit for industrial metal production. |
The “Cheap Machine” Fallacy: Why Desktop CNCs Fail for Production
I frequently get emails asking to recommend the “cheapest cnc machine for metal” または “small cnc machine for metal.” Usually, it’s a hardware founder trying to stretch their seed funding by bringing prototyping and short-run production in-house.
I always tell them the same thing: Do not do it. Outsource it.
Here is the physics lesson on why an Amazon CNC machine cannot compete with an industrial milling center: Rigidity and Chatter.
When a carbide cutting tool engages a block of 6061-T6 Aluminum or Stainless Steel, it creates massive kinetic shear forces.
- An industrial CNC machine is built on a 10,000-pound cast-iron frame. This massive weight absorbs the vibration, allowing the tool to slice through the metal smoothly, leaving a mirror-like surface finish and holding tolerances of ±0.001 inches (0.025mm).
- A cheap desktop machine is built out of lightweight aluminum extrusions. When the cutter hits the metal, the entire machine flexes. This causes “chatter”—a violent vibration that shatters the cutting tool, destroys the 表面仕上げ of the part, and makes it physically impossible to hold tight engineering tolerances.
Furthermore, a desktop machine cannot utilize high-pressure flood coolant. Without coolant, the metal chips weld themselves back onto the cutting tool (a phenomenon called Built-Up Edge), destroying the part and the tool instantly.
If you are a hobbyist making a custom bracket for your motorcycle in your garage over the weekend, a cheap machine is fine. But if you are a B2B hardware company that needs 500 precision-machined housings delivered in two weeks, trying to run a desktop CNC will absolutely bottleneck your business, ruin your parts, and blow your launch deadline.
Focus on designing your product and scaling your sales. Let eptahub.com handle the heavy metal.
The Hidden Invoice: NRE, Setup, and Fixturing Costs
When a procurement manager at a mid-sized US manufacturer sends me an RFQ for a custom CNC milled part, they usually look straight at the bottom line: the “Piece Price.” If it looks high, they push back.
But if you want to understand how much does cnc machining cost, you have to look above the piece price at the NRE(非反復エンジニアリング) line items. This is where the real money is made or lost in the initial production run.
At eptahub.com, NRE encompasses two major operational phases that happen before the spindle ever turns on:
- CAM Programming: We don’t just load your 3D CAD
.。ステップfile into the machine and hit “Go.” A senior manufacturing engineer has to manually map out the toolpaths in CAM software (like Mastercam). They decide the exact order of operations: which tool roughs the block, which tool finishes the walls, and the precise “speeds and feeds” (RPM and feed rate) to prevent the cutter from breaking. This takes hours of highly paid engineering time. - Fixturing & Setup: You cannot machine a part floating in mid-air. We have to bolt the raw billet of aluminum or steel into the machine. Often, complex parts require custom “soft jaws” (aluminum clamps machined specifically to hold your unique part securely). If your part requires machining on all six sides, it requires multiple physical setups. Every time a machinist opens the door and physically flips the part, your cost goes up.
The Economics of Scale:
If your NRE and setup cost is 600 USD, and you only order 5 prototypes, you are paying a 120 USD penalty per part.
But when you leverage eptahub.com’s core capability and order a mass-production run of 500 units, that 600 USD setup fee amortizes down to just 1.20 USD per part. This is why scaling your quantities is the single best way to drive down your BOM (Bill of Materials) costs.
Material Machinability: Stop Over-Specifying Your Metal
One of the most common reasons hardware startups blow their production budgets is over-engineering the raw material.
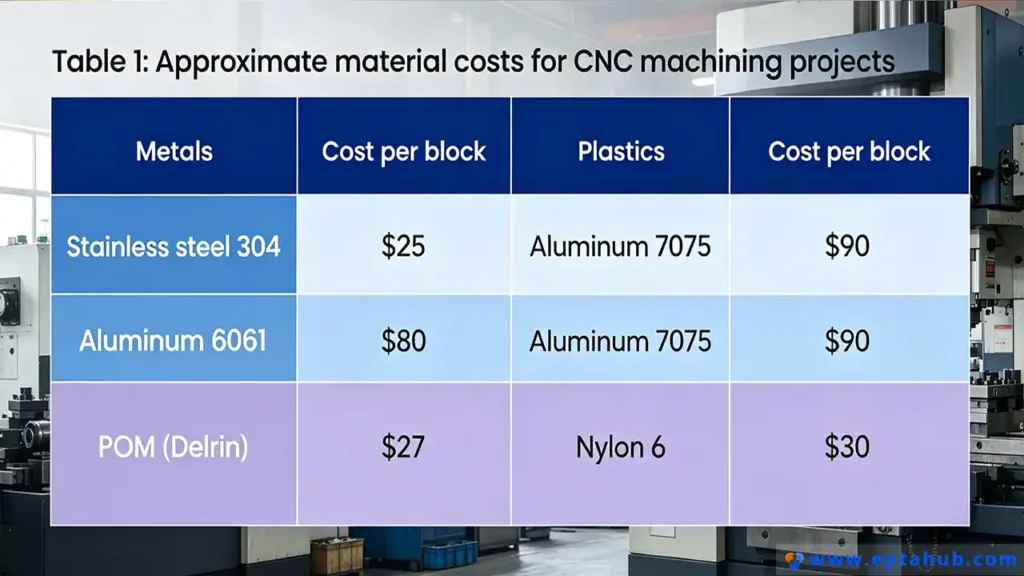
Different metals have different machinability ratings. Aluminum 6061-T6 is the gold standard for CNC milling. It is relatively soft, cuts like butter, and absorbs heat well. We can run the spindle at 12,000 RPM and clear material out rapidly.
However, junior engineers love to specify 304 or 316L Stainless Steel, or worse, チタン, simply because it sounds premium.
- Stainless steel work-hardens as you cut it. If you feed the tool too slowly, the metal surface physically hardens and shatters the carbide end mill.
- We have to drastically slow down the machine’s feed rates to cut these tough alloys.
- If a part takes 10 minutes to machine out of Aluminum, that exact same CAD file might take 45 minutes to machine out of Stainless Steel.
You pay for that extra spindle time. Unless your part is going into a corrosive marine environment or the human body, stop spec’ing 316L Stainless. Stick to Aluminum 6061, anodize it for surface protection, and watch your manufacturing costs drop by 40%.
Case Study: The 60% Cost Reduction via DFM
To show you exactly how eptahub.com operates, let me walk you through a DFM (Design for Manufacturing) intervention we did for an industrial robotics company based in Chicago.
シナリオ: They sent us an RFQ for 2,000 aluminum motor-mount housings. Their internal engineering team had designed a beautiful, highly complex part. The initial quote using their raw CAD file came out to $85.00 per unit. It required a 5-axis CNC mill and 45 minutes of cycle time. The client balked at the price.

工学的根本原因: I pulled up their .。ステップ file and immediately saw the problem.
- Deep, sharp internal corners: A spinning round end-mill cannot cut a perfectly square internal corner. The customer had spec’d a 90-degree internal pocket that was 2 inches deep. To cut that, we would have to use a microscopic, fragile end-mill and take hundreds of tiny passes.
- Unnecessary 5-Axis Features: They had placed mounting holes at arbitrary, weird angles (like 12 degrees off-axis) that forced the use of a high-dollar 5-axis machine.
Eptahubの修正方法: We got on a Zoom call with their VP of Engineering and offered a DFM redesign.
- We added a generous 0.25-inch radius to all internal pocket corners. This allowed us to drop a massive, rigid 0.5-inch cutting tool into the pocket and hog out the aluminum in seconds.
- We shifted the angled mounting holes to perfectly align with the standard X, Y, and Z axes.
結果: The part no longer required a 500,000 USD 5-axis machine. We ran the entire 2,000-unit batch on a standard 3-axis horizontal machining center. Cycle time dropped from 45 minutes to 12 minutes. The unit price plummeted from **85.00 USD down to 32.00 USD**.
We saved the client $106,000 on a single purchase order just by designing for the machine.
Is CNC a Profitable Business?
If you are a hardware founder or an OEM executive, you might be looking at your outsourced machining invoices and Googling, “Is CNC a profitable business? Should we just buy our own machines?”
Here is the unvarnished American business truth: For a dedicated contract manufacturer like eptahub.com, yes, it is profitable because we run our spindles 24/7 across hundreds of different clients, maximizing our machine utilization rates.
For you? It is a financial black hole.
Do not confuse product development with manufacturing. If your core business is selling medical devices, drones, or consumer electronics, buying an industrial CNC machine is a massive misallocation of capital.
- You will tie up $300,000 in CapEx for the machine, tooling, and rigging.
- You now have to hire a $90,000/year CNC programmer to run it.
- You have to deal with OSHA compliance, hazardous coolant disposal, and scrap metal logistics.
- Most importantly, if your product hits it big and you suddenly need 10,000 units instead of 100, your single in-house machine will become a massive bottleneck, choking your sales pipeline.
Your job is to innovate, market, and sell. Keep your OpEx (Operating Expenses) lean. Let eptahub.com take on the CapEx, the liability, and the chips. We will scale your production seamlessly from 100 units to 100,000 units while you focus on growing your market share.
Engineer’s FAQ: CNC Quoting & Procurement
Q1: How can my engineering team reduce the cost of our CNC parts before we send you the CAD?
Standardize your features. Use standard hole sizes so we don’t have to buy custom drill bits. Avoid “deep pockets” (pockets deeper than 4 times the diameter of the tool). Always add radii to internal vertical corners. And most importantly, only use tight tolerances (±0.001″) where they are absolutely mechanically necessary (like a bearing press-fit). Do not blanket a drawing in tight tolerances—it drives the price up exponentially.
Q2: Why does CNC prototyping cost so much more than 3D printing?
Because a 3D printer doesn’t care about geometry. It just builds layer by layer. CNC is subtractive. Whether you order 1 part or 1,000, we still have to pay an engineer to program the CAM toolpaths, order the raw metal billet, and set up the physical fixturing on a heavy-duty machine.
Q3: We have a sketch and a concept. Can you machine this for us?
No. As discussed in our previous guides, CNC machines run on G-code derived from 3D solid models. You must provide a .。ステップ file and a dimensioned 2D PDF drawing. We do not quote napkin sketches.
Q4: Do you offer blanket orders or KanBan releases for 大量 CNC parts?
Yes. For our American B2B clients, if you have a massive EAU (Estimated Annual Usage) of 20,000 parts, we can machine the entire batch at a lower unit cost, hold the inventory in our logistics network, and release them to your assembly line on a scheduled KanBan or blanket PO basis. This protects you from supply chain shocks while keeping your balance sheet clean.
Authoritative Business & Machining References
To ensure your procurement and engineering teams are operating on the same wavelength, mandate the review of these foundational American manufacturing resources:
-
- Machinery’s Handbook (Industrial Press)
Known universally in the US as the “Bible of the Mechanical Industries.” This book contains the exact mathematical formulas for speeds, feeds, thread pitches, and machinability ratings. If your engineers don’t have a copy on their desk, they are guessing.
リンク: Industrial Press – Machinery’s Handbook - Sandvik Coromant / Kennametal Machining Economics
The two largest manufacturers of carbide cutting tools globally. Their technical whitepapers on “Metal Cutting Economics” perfectly illustrate how investing in faster (but more expensive) cutting tools reduces overall spindle time and drops the final cost-per-part for high-volume OEMs.
リンク: Sandvik Coromant Knowledge Center - Deloitte / McKinsey Supply Chain Insights
For procurement VPs weighing the “Make vs. Buy” (In-house vs. Outsource) decision. These whitepapers break down the CapEx risks of vertical integration versus the agility of using contract manufacturers like eptahub.com for scaling hardware.
リンク: Deloitte Manufacturing Insights
- Machinery’s Handbook (Industrial Press)







