











Salam sekali lagi. Saya jurutera Eptahub anda. Jika anda pernah melihat bingkai tingkap aluminium, rel slot-T untuk meja kerja atau sirip sink haba yang rumit dan tertanya-tanya bagaimana profil berterusan yang begitu kompleks dibuat, anda telah melihat penyemperitan.
Konsep teras penyemperitan semudah memerah ubat gigi daripada tiub. Tetapi dalam kesederhanaan itu terletaknya proses pembuatan yang hebat yang membolehkan kami mencipta keratan rentas yang sangat kompleks pada kos yang agak rendah, terutamanya pada skala besar. Saya telah bergantung pada penyemperitan untuk menyelesaikan cabaran reka bentuk daripada penutup elektronik tersuai kepada bingkai struktur yang ringan.
Walau bagaimanapun, perbezaan antara bahagian tersemperit yang berkualiti tinggi dan kos efektif dan bahagian yang bermasalah dan mahal selalunya bergantung kepada pemahaman tentang nuansa proses tersebut. Panduan ini dibina untuk orang yang perlu membuat keputusan yang bijak—jurutera reka bentuk yang menentukan toleransi dan pengurus pembelian yang mendapatkan produk akhir.
Kami akan membincangkan:
- Mekanik teras: Bagaimana penyemperitan berfungsi pada tahap fizikal.
- Kaedah utama: Penyemperitan langsung vs. tidak langsung dan perbezaan kritikal antara keduanya.
- Peranan suhu: Pandangan praktikal tentang penyemperitan panas vs. sejuk.
- Mereka Bentuk untuk Kebolehkilangan (DFM): "Peraturan emas" untuk mereka bentuk profil yang mudah dihasilkan dan kurang berkemungkinan gagal.
- Pemilihan bahan: Mengapa aluminium adalah raja, dan apakah pilihan anda.
- Panduan langkah demi langkah untuk membina RFQ yang sempurna untuk komponen tersemperit.
Mari kita tolak bilet melalui dadu.
Membentuk Logam Seperti Ubat Gigi
Secara ringkasnya, penyemperitan ialah proses pemampatan di mana bahan dipaksa mengalir melalui acuan, iaitu alat dengan profil keratan rentas tertentu. Bahan tersebut muncul dari sisi acuan yang lain sebagai kepingan yang berterusan dan memanjang dengan profil yang sama seperti bukaan acuan.
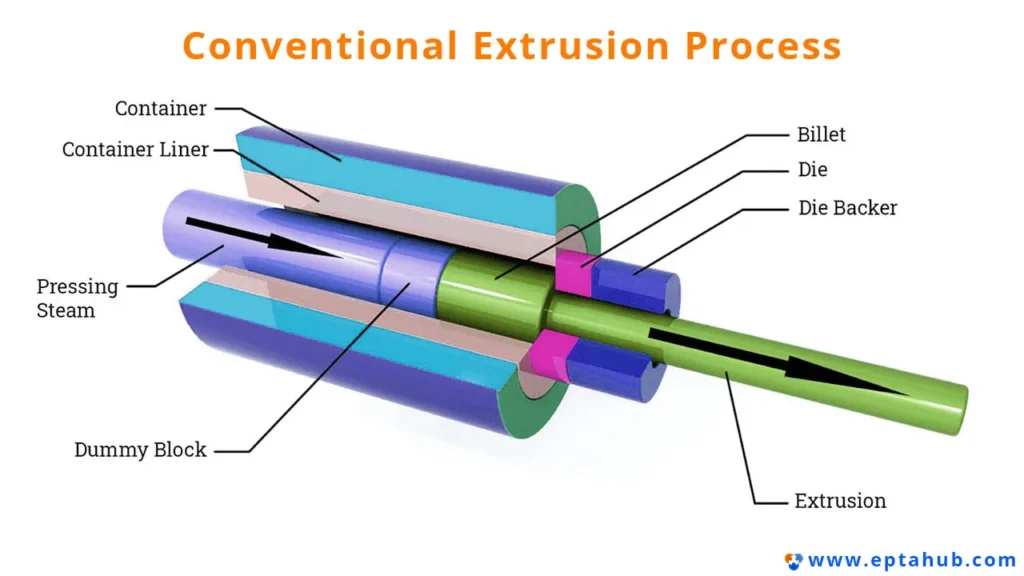
Pemain utama dalam proses ini ialah:
- Billet: Ini adalah bahan mentah, kayu balak atau silinder pepejal bagi bahan yang akan diekstrusi (contohnya, aluminium, kuprum, plastik).
- Kontena: Sebuah ruang berdinding berat yang menahan bilet di bawah tekanan.
- Ram (atau Pelocok): Omboh yang mengenakan tekanan yang besar pada bahagian belakang bilet, memaksanya ke hadapan.
- Dadu: Cakera keluli yang dikeraskan dengan potongan profil akhir yang diingini. Inilah inti pati operasi dan tempat "keajaiban" sebenar berlaku.
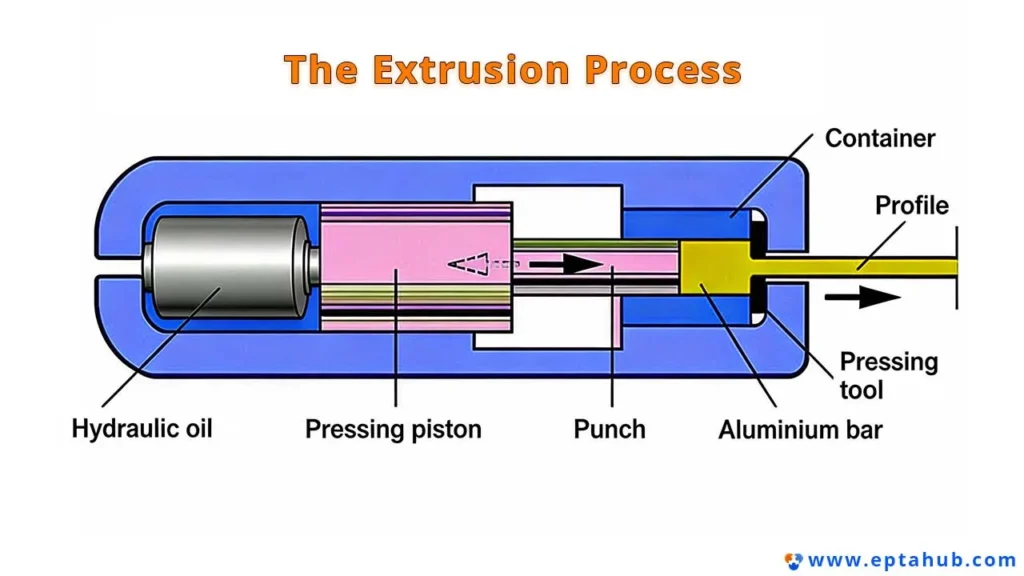
Prosesnya mudah: Bilet (selalunya dipanaskan terlebih dahulu) diletakkan di dalam bekas. Ram menolak bilet dengan beribu-ribu tan daya ke atas acuan. Tekanan yang besar memaksa bahan berubah bentuk secara plastik dan mengalir melalui bukaan acuan, muncul sebagai profil terakhir. Penyemperitan panjang kemudian disejukkan, diregangkan untuk melegakan tekanan dalaman, dan dipotong kepada panjang yang dikehendaki.
Penyemperitan Langsung vs. Tidak Langsung: Kaedah Manakah yang Digunakan?
Walaupun konsepnya mudah, terdapat dua cara utama untuk mencapainya: secara langsung atau tidak langsung. Pilihan tersebut mempengaruhi daya yang diperlukan, peralatan dan kualiti produk akhir.
Penyemperitan Langsung (Penyemperitan Hadapan)
Ini adalah kaedah tertua dan paling biasa. Dalam penyemperitan langsung, bilet meluncur ke hadapan relatif terhadap dinding bekas apabila pelantak menolaknya ke arah acuan pegun.
- Analogi: Bayangkan picagari standard. Anda menolak pelocok (ram), yang memaksa cecair (bilet) melepasi dinding laras picagari (bekas) dan keluar melalui jarum (acuan).
- Kelebihan: Persediaan perkakas dan tekan yang lebih mudah. Proses yang serba boleh dan difahami dengan baik.
- Keburukan: Kelemahan utamanya ialah sangat besar geseran dijana apabila keseluruhan bilet meluncur di sepanjang dinding kontena. Ini memerlukan daya yang jauh lebih tinggi, dan daya ini berubah-ubah apabila bilet menjadi lebih pendek, yang boleh menyebabkan sifat yang tidak seragam.
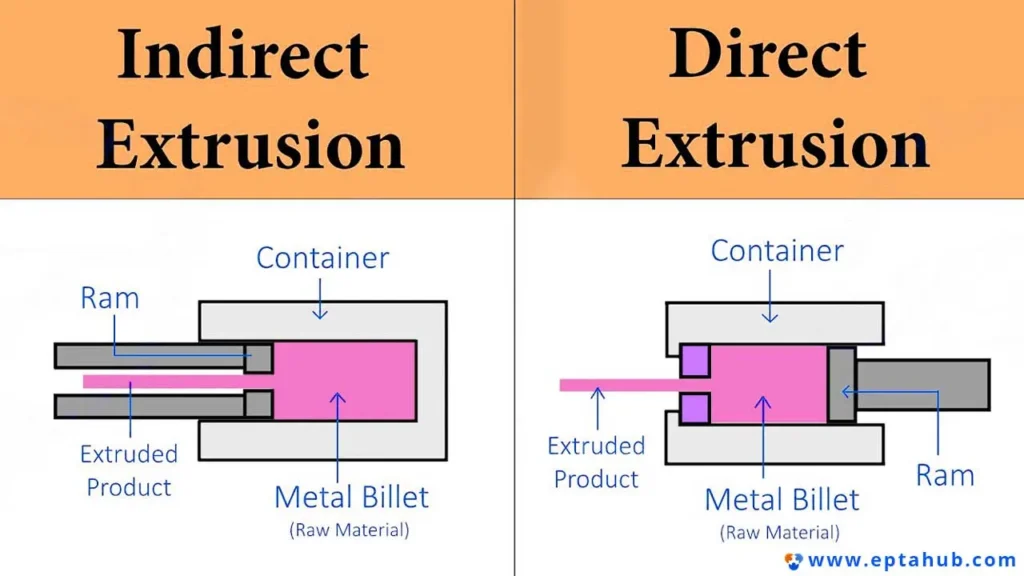
Penyemperitan Tidak Langsung (Penyemperitan Songsang)
Dalam kaedah yang lebih maju ini, acuan dipasang di bahagian hadapan ram berongga. Acuan menolak acuan ke dalam bilet, yang dipegang pegun di dalam bekas. Bahan mengalir ke belakang melalui acuan dan keluar melalui pelantak berongga.
- Analogi: Bayangkan picagari tanpa penutup. Anda memegang pelocok pegun dan menolak picagari tong di atasnya. Cecair mengalir keluar melalui lubang pada pelocok.
- Kelebihan: Geseran hampir dihapuskan, yang bermaksud kurang daya diperlukan dan daya kekal malar. Ini membawa kepada sifat mekanikal yang lebih seragam dan kurang pembaziran.
- Keburukan: Perkakasnya lebih kompleks dan saiz profil dihadkan oleh diameter dalaman pelantak berongga.
Jadual 1: Penyemperitan Langsung vs. Tidak Langsung—Perbandingan Seorang Jurutera
| Ciri | Penyemperitan Langsung (Paling Biasa) | Penyemperitan Tidak Langsung |
|---|---|---|
| Geseran | Tinggi (bilet bergerak melawan dinding kontena) | Rendah (bilet pegun berbanding bekas) |
| Daya yang Diperlukan | Tinggi dan berubah-ubah | Lebih rendah dan lebih konsisten |
| Struktur Bijirin | Boleh kurang seragam di sepanjang | Lebih seragam dan konsisten |
| Terbaik Untuk | Profil standard, bentuk pepejal, aplikasi kos rendah. | Profil ketepatan tinggi, bentuk berongga kompleks, aloi sensitif terhadap geseran. |
Penyemperitan Panas vs. Sejuk: Peranan Suhu
Suhu di mana penyemperitan berlaku mempunyai kesan yang besar terhadap proses dan sifat produk akhir.
Penyemperitan Panas
Setakat ini, ini merupakan jenis penyemperitan yang paling biasa, terutamanya untuk aloi aluminium dan kuprum. Proses ini dilakukan pada suhu yang tinggi, jauh melebihi suhu penghabluran semula bahan (untuk aluminium, ini biasanya dalam julat 350-500°C / 660-930°F).
- Kenapa panas? Pemanasan bilet menjadikan bahan lembut dan mulur. Ini mengurangkan daya yang diperlukan untuk menolaknya melalui acuan secara mendadak dan membolehkan penghasilan keratan rentas yang sangat rumit dan kompleks.
- Pertukaran Utama: Proses ini membolehkan bentuk yang sangat kompleks tetapi menghasilkan bentuk yang kurang sempurna kemasan permukaan (disebabkan oleh pengoksidaan) dan toleransi dimensi yang lebih luas (disebabkan oleh pengecutan terma).
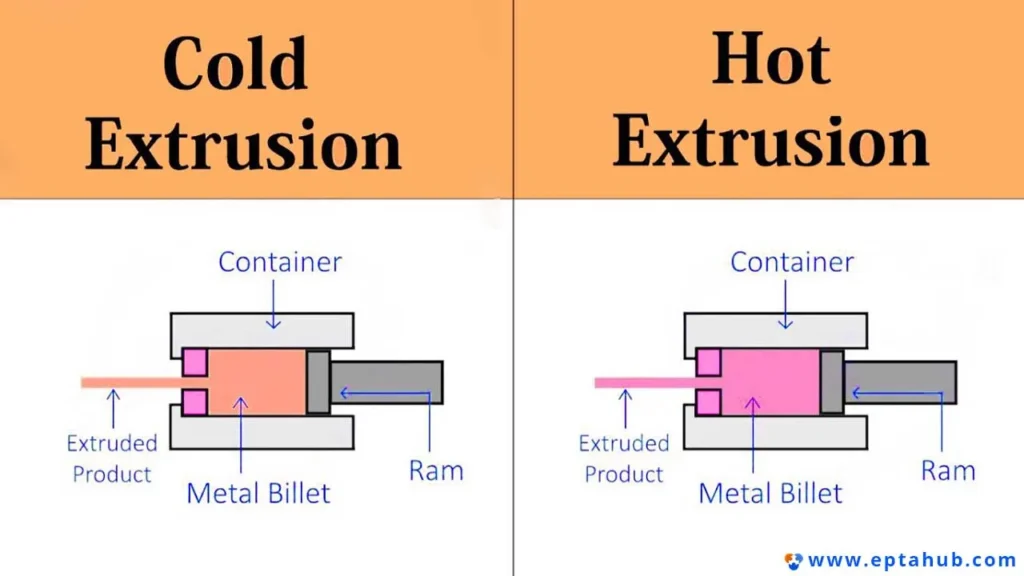
Penyemperitan Sejuk
Penyemperitan sejuk dilakukan pada atau hampir suhu bilik. Oleh kerana bahan tidak dilembutkan oleh haba, ia memerlukan daya yang besar untuk berubah bentuk.
- Kenapa sejuk? Manfaat utamanya ialah kesannya terhadap sifat bahan. Proses ini merupakan satu bentuk kerja sejuk, yang membawa kepada pengerasan terikan. Bahagian terakhir jauh lebih kuat dan lebih keras daripada bahan mentah.
- Pertukaran Utama: Proses ini menghasilkan kemasan permukaan yang sangat baik, toleransi yang ketat dan sifat mekanikal yang lebih baik. Walau bagaimanapun, ia memerlukan daya yang besar dan terhad kepada bentuk yang lebih ringkas.
Pemilihan Bahan: Mengapa Aluminium Adalah Raja
Walaupun anda boleh mengeluarkan plastik, kuprum, loyang dan juga keluli (dengan kesukaran yang besar), aluminium adalah bahan penyemperitan yang paling penting. Lebih 70% daripada semua produk logam tersemperit diperbuat daripada aloi aluminium.
Mengapakah aluminium begitu sesuai untuk penyemperitan?
- Kebolehsemperitan yang Cemerlang: Ia mempunyai takat lebur yang agak rendah dan sangat mulur apabila panas, menjadikannya mudah untuk ditolak melalui acuan kompleks.
- Nisbah Kekuatan-ke-Berat Tinggi: Ini menjadikannya sesuai untuk aplikasi struktur yang membimbangkan.
- Rintangan Kakisan Semula Jadi: Aluminium serta-merta membentuk lapisan oksida yang kukuh dan lutsinar yang melindunginya daripada alam sekitar. Ini boleh dipertingkatkan lagi dengan penganodan.
Aloi Aluminium Biasa untuk Penyemperitan:
- 6063 Aluminium: Aloi penyemperitan yang paling biasa. Ia menawarkan kemasan permukaan yang sangat baik, rintangan kakisan yang tinggi dan mudah dianodkan. Ia merupakan piawaian untuk aplikasi seni bina dan kosmetik.
- 6061 Aluminium: Satu peningkatan kekuatan daripada 6063. Ia merupakan aloi struktur serba boleh yang digunakan untuk pelbagai tujuan, daripada rangka mesin hinggalah komponen aeroangkasa. Kemasan permukaannya sangat baik, walaupun tidaklah semurni 6063.
Mereka Bentuk Profil Pintar: Peraturan Utama untuk Kebolehkilangan (DFM)
Kos dan kualiti bahagian tersemperit anda sebahagian besarnya ditentukan semasa fasa reka bentuk. Profil yang direka bentuk dengan baik berjalan lancar. Profil yang direka bentuk dengan buruk menyebabkan masalah kepada penyemperit dan menambah kos untuk anda. Sebagai seorang jurutera yang menyemak reka bentuk ini setiap hari, berikut adalah peraturan yang saya cari dahulu.
- Peraturan 1: Usahakan untuk Ketebalan Dinding yang Seragam. Inilah peraturan utama. Profil dengan dinding yang mempunyai ketebalan yang konsisten akan menyejuk pada kadar yang seragam, meminimumkan lengkungan dan tekanan dalaman. Jika anda mempunyai bahagian tebal yang disambungkan ke bahagian nipis, bahagian nipis akan menyejuk dan mengecut dengan lebih cepat, berpotensi memesongkan keseluruhan profil.
- Peraturan 2: Elakkan Sudut Tajam. Sudut dalaman dan luaran yang tajam merupakan pemekat tegasan dalam acuan, yang mengakibatkan haus dan kegagalan pramatang. Ia juga menghalang aliran logam yang lancar. Sentiasa tambahkan jejari yang banyak (minimum 0.5-1.0 mm adalah titik permulaan yang baik).
- Peraturan 3: Pastikan ia Simetri. Profil simetri lebih mudah diekstrusi kerana tekanan dan aliran logam seimbang. Bentuk asimetri boleh menghasilkan daya yang tidak sekata pada acuan, menjadikannya lebih sukar untuk mengekalkan toleransi yang ketat.
- Peraturan 4: Fahami Hollows Menambah Kos. Profil pepejal diekstrusi melalui acuan plat mudah. Profil berongga (seperti tiub segi empat sama) memerlukan acuan "labah-labah" atau "lubang tingkap" yang jauh lebih kompleks, di mana logam tersebut terpisah dan mengimpal semula dirinya dalam ruang sebelum keluar. Acuan ini lebih mahal untuk dibuat dan diselenggara. Jika anda boleh mencapai reka bentuk anda dengan profil terbuka, ia akan menjadi lebih murah.
- Peraturan 5: Perhatikan Nisbah Aspek. Elakkan ciri-ciri yang terlalu panjang, nipis dan tidak disokong. Sirip yang sangat tinggi dan nipis pada sink haba adalah lebih sukar untuk dikeluarkan tanpa herotan berbanding yang lebih pendek dan lebih tebal. Nisbah ketinggian kepada jurang 10:1 adalah had praktikal yang biasa perlu diingat.
Kajian Kes: Mereka Bentuk Singki Haba Tersuai untuk Lekapan LED
- Cabarannya: Seorang pelanggan sedang membangunkan perisian berkuasa tinggi pencahayaan LED perindustrian perlawanan. Prototaip awal mereka, yang menggunakan sink haba stok, telah mengalami pemanasan melampau, menyebabkan LED gagal berfungsi lebih awal. Mereka memerlukan penyelesaian tersuai yang memaksimumkan luas permukaan untuk penyejukan dalam kandang yang ketat.
- Mengapa Penyemperitan? Sirip yang panjang, nipis dan kompleks yang diperlukan untuk sink haba berprestasi tinggi adalah mustahil untuk diproses dengan kos efektif. Penyemperitan adalah satu-satunya proses pembuatan yang berdaya maju.
- Proses Reka Bentuk Kami (Menggunakan DFM):
- Pemilihan Bahan: Kami memilih Aluminium 6063-T5. 6063 dipilih kerana kekonduksian termanya yang sangat baik dan keupayaannya untuk diekstrusi ke dalam profil dengan sirip nipis dan bernisbah aspek tinggi. Temperatur T5 (dipertuai secara buatan) memberikan kestabilan dimensi yang baik.
- Reka Bentuk Sirip (Peraturan DFM 5): Pada mulanya, jurutera mahukan sirip yang sangat nipis dan tinggi. Kami menjalankan simulasi aliran dan menasihati mereka bahawa di luar nisbah ketinggian-ke-jurang tertentu (sekitar 10:1), sirip menjadi sukar untuk diekstrusi tanpa herotan dan memberikan pulangan penyejukan yang berkurangan. Kami memilih sirip yang sedikit lebih pendek dan lebih lebar yang lebih kukuh untuk dihasilkan.
- Ketebalan Asas (Peraturan DFM 1): Kami memastikan tapak sink haba tebal dan seragam untuk menggalakkan penyebaran haba yang sekata dan menyediakan asas yang stabil untuk sirip semasa proses penyemperitan.
- Lubang Pemasangan: Daripada memesin lubang pelekap kemudian, kami mereka bentuk "bos skru" terus ke dalam profil penyemperitan. Ini adalah saluran bulat yang boleh digerudi dan ditoreh dalam operasi sekunder yang mudah, menjimatkan masa mesin yang ketara.
- Hasilnya: Sink haba tersemperit akhir menunjukkan prestasi 30% yang lebih baik daripada larutan stok, sekali gus menyelesaikan masalah pemanasan melampau. Dengan menggunakan prinsip DFM dari awal, kami mencipta profil yang bukan sahaja cekap dari segi terma tetapi juga kos efektif untuk dihasilkan pada skala besar.
Cara Mencari Sumber Ekstrusi: Membina RFQ yang Sempurna
Pakej RFQ yang jelas dan lengkap adalah cara terbaik untuk mendapatkan sebut harga yang pantas dan tepat. Inilah yang perlu dilihat oleh rakan kongsi penyemperitan anda.
Jadual 2: Senarai Semak RFQ untuk Komponen Terekstrusi
| Kategori | Maklumat untuk Diberikan | Mengapa Ia Penting untuk Pembekal Anda |
|---|---|---|
| 1. Lukisan Profil / CAD | • Lukisan 2D (PDF atau DXF) menunjukkan keratan rentas dengan semua dimensi kritikal dan toleransi ditanda dengan jelas. | Inilah satu-satunya sumber kebenaran untuk bentuk profil. Kami menggunakannya untuk mereka bentuk acuan dan untuk kawalan kualiti. |
| 2. Aloi dan Temper | • Nyatakan aloi dan temper yang tepat (cth., “Aluminium 6061-T6” atau “Aluminium 6063-T5”). | Ini tidak boleh dirundingkan. Aloi menentukan sifat bahan (kekuatan, kemasan, rintangan kakisan), dan suhu menentukan keadaan akhir bahan yang dirawat haba. "Aluminium" bukanlah spesifikasi yang mencukupi. |
| 3. Toleransi | • Nyatakan toleransi komersial standard atau nyatakan sebarang toleransi yang lebih ketat pada ciri-ciri kritikal. Bersikap realistik. | Toleransi penyemperitan standard adalah lebih luas daripada toleransi pemesinan. Memegang toleransi yang ketat tanpa perlu menambah kos dan kerumitan yang ketara. |
| 4. Panjang dan Kuantiti | • Panjang Potongan: “Potong kepada 2000 mm ± 1 mm”. • Jumlah Kuantiti: “Sebut harga untuk 500 meter” atau “Sebut harga untuk 250 keping pada 2m setiap satu”. |
Harga sangat bergantung pada jumlah keseluruhan (berat) pesanan, kerana ini menentukan berapa banyak bilet yang kami jalankan. Kos persediaan untuk acuan dilunaskan ke atas jumlah keseluruhan pesanan. |
| 5. Operasi Sekunder | • Nyatakan dengan jelas jika anda memerlukan sebarang pemprosesan tambahan, seperti penggerudian, penorehan, Pemesinan CNC, atau pemotong miter. | Ini adalah langkah pembuatan berasingan yang menambah kos dan masa pendahuluan. Kita perlu tahu sama ada kita hanya menyebut sebut harga untuk penyemperitan mentah atau bahagian siap. |
| 6. Keperluan Kemasan | • Nyatakan kemasan permukaan yang diingini: Kemasan Kilang (sebagaimana yang diekstrusi), Anodized (nyatakan jenis dan warna, contohnya, “Anodize Jernih, Jenis II, Kelas 1”), atau Bersalut Serbuk (nyatakan warna). | Kemasan merupakan langkah kritikal yang mempengaruhi penampilan, ketahanan dan kos. Anodisasi juga sedikit sebanyak mempengaruhi dimensi, yang mesti diambil kira. |
Soalan Lazim (FAQ)
S: Apakah contoh penyemperitan?
A: Anda melihat penyemperitan di mana-mana. Contoh biasa termasuk: bingkai tingkap dan pintu aluminium, rangka struktur slot-T (seperti 80/20), penutup elektrik, sink haba untuk elektronik, tiub dan paip, susur tangan dan kemasan seni bina.
S: Apakah penyemperitan secara ringkas?
A: Ia merupakan proses pembuatan yang menghasilkan objek dengan profil keratan rentas tetap dengan menolak bahan melalui acuan dengan bentuk yang diingini. Analogi paling mudah ialah memerah doh melalui mesin penekan biskut atau ubat gigi keluar dari tiub.
S: Apakah jenis penyemperitan yang paling biasa?
A: Penyemperitan langsung panas aloi aluminium siri 6000 (seperti 6063 dan 6061) setakat ini merupakan jenis yang paling biasa penyemperitan logam dilakukan di seluruh dunia.
S: Apakah perbezaan antara penyemperitan dan pengacuan suntikan?
A: Penyemperitan menghasilkan profil linear berterusan bagi keratan rentas tunggal (seperti paip atau rel), yang kemudiannya dipotong mengikut panjang. Acuan suntikan menghasilkan bahagian tiga dimensi yang diskret (seperti gear plastik atau bekas telefon) dengan menyuntik bahan cair ke dalam acuan tertutup. Anggapkan penyemperitan sebagai bentuk 2D yang ditarik ke dalam 3D, manakala pengacuan menghasilkan bentuk 3D sepenuhnya dalam satu tangkapan.
Kesimpulan: Asas Pembuatan Moden
Penyemperitan merupakan proses asas yang membolehkan jurutera mencipta profil yang kompleks, ringan dan kuat dengan cara yang tidak dapat dilakukan oleh proses lain. Keupayaannya untuk meletakkan logam tepat di tempat yang diperlukan—dan hanya di tempat yang diperlukan—menjadikannya penyelesaian yang elegan untuk pelbagai cabaran struktur dan haba yang luar biasa.
Dengan memahami asas proses, mereka bentuk dengan mengambil kira kebolehkilangan, dan menyediakan spesifikasi teknikal yang jelas, anda boleh memanfaatkan sepenuhnya potensi penyemperitan. Anda boleh mencipta bahagian yang bukan sahaja berfungsi dan boleh dipercayai tetapi juga sangat menjimatkan kos. Di sini, di Eptahub, kami menjalani dan menghidupkan proses ini, membantu pelanggan kami menjadikan bilet ringkas sebagai tulang belakang produk hebat mereka yang seterusnya.
Rujukan
1.ASTM B221-21, “Spesifikasi Standard untuk Bar, Rod, Wayar, Profil dan Tiub Tersemperit Aluminium dan Aloi Aluminium,” ASTM Antarabangsa. https://www.astm.org/b0221-21.html
2. Teknologi Penyemperitan untuk Asas Profil Aluminium (Asas ET). https://www.etfoundation.org/







