











Olá, sou o engenheiro sênior da Eptahub. Uma das perguntas mais frequentes que recebo, seja de um designer iniciante ou de um especialista em compras experiente, é: “O que exatamente é Soldagem TIG: por que é tão cara? É uma pergunta pertinente, especialmente quando se vê a especificação em um desenho técnico para o que parece ser uma junta simples.
Vamos começar com a resposta direta. TIG significa Gás inerte de tungstênio.
Embora esse seja o significado literal, ele não explica por que é o método preferido para a indústria aeroespacial, sistemas de alta pureza e qualquer aplicação onde a falha não é uma opção. Para um engenheiro, TIG significa controlar, pureza, e precisão. Se a soldagem MIG é a pistola de calafetagem versátil e eficiente do mundo metalúrgico, a soldagem TIG é o bisturi do cirurgião. É mais lenta, exige imensa habilidade e custa mais, mas, quando executada corretamente, o resultado é uma solda de qualidade e resistência incomparáveis.
O nome oficial e padrão da indústria para o processo, designado pela American Welding Society (AWS), é Soldagem a arco de gás tungstênio (GTAW). Você verá os termos TIG e GTAW sendo usados de forma intercambiável em desenhos e especificações, mas eles se referem exatamente ao mesmo processo.
Decifrando a sigla: Tungstênio, Gás Inerte e o Arco
Para entender o TIG, é preciso compreender o papel de cada palavra em seu nome. O processo é uma interação bela, ainda que complexa, entre três elementos.
1. O “T” é de Tungstênio.
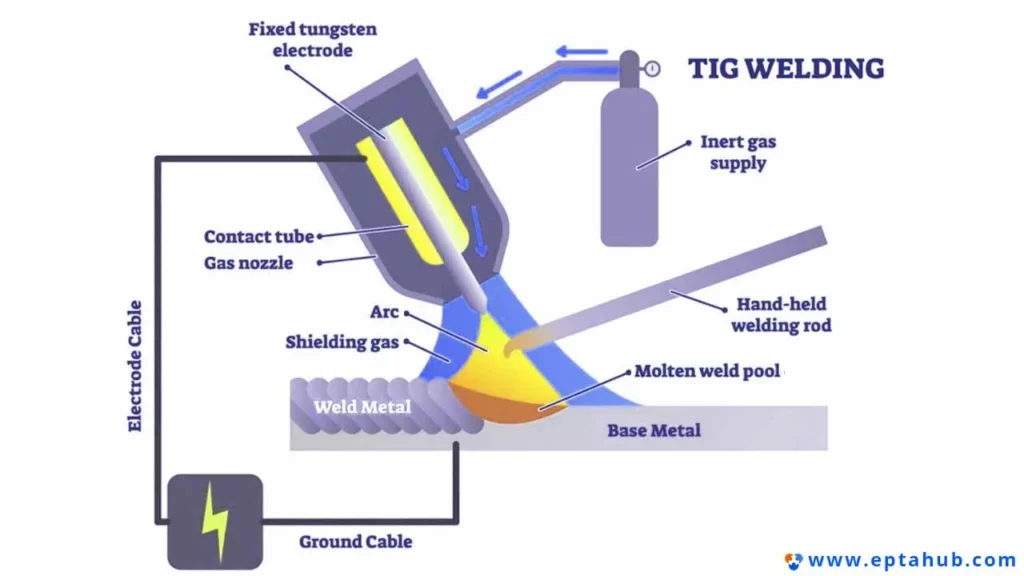
O cerne do processo TIG é o eletrodo de tungstênio não consumível. Essa é a principal diferença entre os processos de soldagem a arco comuns, como MIG ou eletrodo revestido.
- O que significa “não consumível”? Na soldagem MIG (soldagem a arco com gás e metal) e na soldagem com eletrodo revestido (soldagem a arco com eletrodo revestido), o eletrodo é o próprio metal de adição. Trata-se de um fio ou vareta que derrete para se tornar parte da solda. Na soldagem TIG, a função do eletrodo de tungstênio é exclusivamente criar e manter um arco elétrico altamente estável. Ele não deve derreter.
- Por que o tungstênio? O tungstênio possui o ponto de fusão mais alto de qualquer metal puro, em uma temperatura impressionante. 3.422°C (6.192°F). Isso permite que ele suporte o calor intenso do arco de soldagem (que pode ultrapassar 6.000 °C) sem derreter. A ponta é afiada, permitindo que o soldador concentre o arco e o calor com precisão em uma área muito pequena da peça de trabalho.
- Tipos de tungstênio: Nem todo tungstênio é igual. Os engenheiros podem encontrar especificações que exigem diferentes tipos, identificados por uma faixa de cor:
- Tungstênio puro (verde): Utilizado para soldagem CA em alumínio, forma uma ponta limpa e arredondada.
- 2% Toriado (Vermelho): O velho indústria Padrão para soldagem CC em aços. Oferece excelente ignição do arco, mas é radioativo, o que gera preocupações com a saúde. Muitas oficinas já o deixaram de usar.
- 2% Lanthanted (Azul): O eletrodo mais comum e versátil da atualidade. Funciona excepcionalmente bem tanto para soldagem CA quanto CC, oferece ótima estabilidade de arco e não é radioativo, tornando-se a opção mais segura e versátil.
2. O “IG” significa Gás Inerte.
O metal fundido é altamente reativo. Se exposto à atmosfera, o oxigênio, o nitrogênio e o vapor de água presentes no ar se combinam rapidamente com a poça de fusão, criando óxidos e nitretos. Essa contaminação resulta em uma solda quebradiça, porosa e frágil. A função do gás inerte é criar uma bolha protetora ao redor da zona de solda.
- O que significa “inerte”? Os gases de proteção usados na soldagem TIG são gases nobres, o que significa que são quimicamente não reativos. Eles não se combinam com a poça de fusão nem com o eletrodo de tungstênio quente.
- Gases comuns:
- Argônio (Ar): O gás de proteção TIG mais comum. É mais denso que o ar, proporcionando excelente cobertura com vazões menores. Produz um arco estável e silencioso, sendo ideal para soldagem de aço, aço inoxidável e alumínio na maioria das espessuras.
- Hélio (He): Mais leve que o ar e com maior condutividade térmica, o arco voltaico produz um arco mais "quente" que penetra mais profundamente. É frequentemente usado em seções espessas de alumínio ou cobre, ou misturado com argônio para ajustar as características do arco.
O gás flui através da tocha TIG, saindo por um copo de cerâmica ou "bocal" que envolve o eletrodo de tungstênio. Isso garante que o arco, o eletrodo e a poça de fusão estejam completamente isolados da atmosfera.
3. O Arco e o Processo
Eis como esses elementos se unem nas mãos de um operador qualificado:
- Limpeza meticulosa: O primeiro passo é sempre a limpeza. A soldagem TIG é excepcionalmente sensível a contaminantes. Qualquer óleo, tinta, ferrugem ou mesmo uma espessa camada de óxido no metal base deve ser completamente removida.
- A configuração: O soldador seleciona o eletrodo de tungstênio correto, afia-o e ajusta a amperagem (calor) e a vazão de gás da máquina com base no material tipo e espessura.
- Atingindo o Arco: O soldador posiciona a tocha sobre a junta. Máquinas TIG modernas Utilize uma ignição sem contato de alta frequência. Uma descarga elétrica de alta tensão e alta frequência ioniza o gás entre a ponta de tungstênio e a peça de trabalho, criando um caminho para a corrente de soldagem fluir sem que o eletrodo chegue a tocar o metal.
- Formando a poça: O arco intenso funde uma pequena poça controlada do metal base. É aí que reside a habilidade — controlar o comprimento do arco e a velocidade de deslocamento para manter uma poça de solda consistente.
- Adicionando metal de enchimento (a técnica de "duas mãos"): Ao contrário da soldagem MIG, onde o material de adição é alimentado automaticamente pela pistola, o soldador TIG usa a outra mão para mergulhar manualmente uma vareta fina de metal de adição na borda da poça de fusão. Isso exige uma coordenação motora incrível. Também proporciona ao soldador maior precisão e controle. Controle independente do calor (amperagem) e da adição de metal de enchimento.. Essa é a chave para a precisão da soldagem TIG.
- Rescisão: Ao final da soldagem, o soldador reduz a amperagem gradualmente para preencher a cratera final, evitando trincas. O gás inerte continua fluindo por alguns segundos após o arco ser extinto (chamado de "pós-fluxo") para proteger o tungstênio ainda quente e a poça de fusão em solidificação da contaminação.
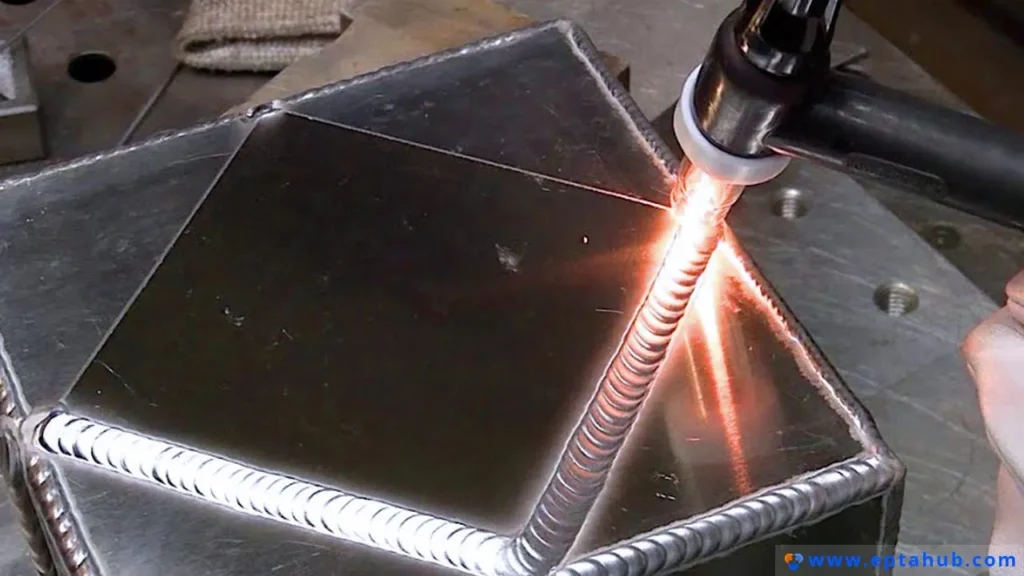
O resultado desse processo meticuloso é um cordão de solda limpo, preciso e, muitas vezes, bonito, com uma aparência característica de "pilha de moedas de dez centavos".
Por que escolher a soldagem TIG? As três principais vantagens.
Quando você, como engenheiro ou comprador, aprova um desenho que especifica GTAW, você está pagando por estas três vantagens distintas:
1. Precisão e controle incomparáveis
Como a fonte de calor (o arco de tungstênio) é separada do material de enchimento, o operador tem controle total. Ele pode adicionar calor suficiente para fundir duas peças finas de metal sem nenhum material de enchimento (uma “solda autógena”) ou pode preencher uma peça desgastada com precisão milimétrica. Esse nível de controle é impossível com outros processos.
2. Qualidade e pureza superiores da solda
A combinação de um arco estável e de queima limpa com uma proteção de gás inerte altamente eficaz produz uma solda de pureza excepcional. Não há escória (uma camada de impurezas do fluxo) que possa ficar presa na solda, como ocorre na soldagem com eletrodo revestido. Praticamente não há respingos (pequenas gotas de metal fundido), como é comum na soldagem MIG. Isso resulta em uma solda não apenas esteticamente agradável, mas também densa e livre de defeitos que comprometem a resistência e a integridade.
3. Versatilidade Suprema em Diversos Metais
Com as configurações corretas da máquina (CA/CC) e o material de adição adequado, a soldagem TIG pode ser usada para unir uma gama mais ampla de metais e ligas do que qualquer outro processo isolado. Isso inclui:
- Aços inoxidáveis
- Aços carbono e aços ligados
- Alumínio
- Magnésio
- Titânio
- Cobre e bronze
- Ligas de níquel (Inconel, Monel)
Tabela 1: Soldagem TIG vs. MIG vs. Eletrodo Revestido – Uma Comparação para Engenheiros
| Recurso | TIG (GTAW) | MIG (GMAW) | Vareta (SMAW) |
|---|---|---|---|
| Nome do processo | Soldagem a arco de tungstênio com gás | Soldagem a arco com gás e metal | Soldagem a arco com eletrodo revestido |
| Princípio Fundamental | Eletrodo de tungstênio não consumível, vareta de enchimento manual. | Eletrodo de fio consumível alimentado continuamente. | Eletrodo de haste revestido com fluxo, descartável. |
| Qualidade da solda | Mais alto – Muito puro, sem respingos, sem escória. | Alto – Boa qualidade, mas com potencial para respingos. | Bom – A presença de escória representa um risco, podendo causar respingos intensos. |
| Precisão e Controle | Mais alto – “Bisturi de cirurgião.” | Médio – “Apontar e disparar.” Ótimo para produção. | Baixo – Difícil de controlar em materiais finos. |
| Velocidade | Mais lento | Rápido | Lento |
| Custo (Mão de Obra e Equipamentos) | Alto | Médio | Baixo |
| Nível de habilidade do operador | Muito alto | Baixo a médio | Médio a Alto |
| Ideal para | Materiais finos, ligas exóticas, usinagem de alta pureza, passes de raiz. | Fabricação de produção, materiais mais espessos. | Reparos em campo, materiais sujos, estruturas de aço espessas. |
A Grande Divisão: Soldagem TIG CA vs. CC
Uma fonte de energia para soldagem TIG pode fornecer corrente de duas maneiras. Entender qual delas usar é o primeiro e mais importante passo para configurar um procedimento de soldagem adequado.
CC (Corrente Contínua) – O equipamento essencial para o dia a dia.
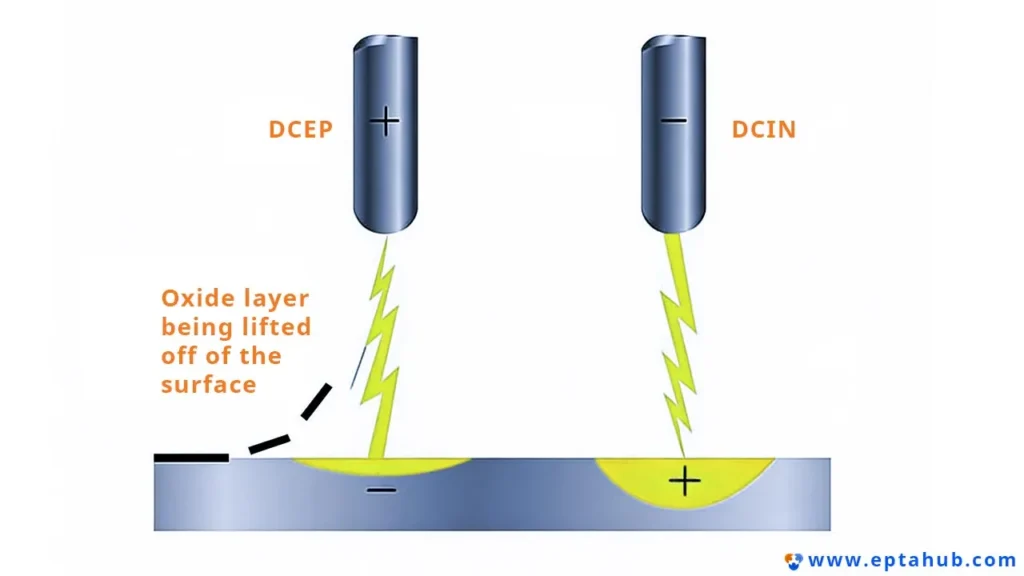
No modo DC, a eletricidade flui em uma direção constante. Para a soldagem TIG, isso é quase sempre DCEN (Corrente Contínua com Eletrodo Negativo).
- Como funciona: O eletrodo de tungstênio é conectado ao terminal negativo e a peça de trabalho é conectada ao terminal positivo. Isso significa que os elétrons fluem da ponta do tungstênio, através do arco, para dentro da peça de trabalho.
- O efeito: Esse fluxo unidirecional de elétrons concentra cerca de 70% do calor do arco diretamente na peça de trabalho. Isso resulta em um perfil de penetração profundo e estreito. O eletrodo de tungstênio, recebendo apenas 30% do calor, opera em uma temperatura mais baixa e consegue manter uma ponta afiada.
- Quando usar: DCEN é o padrão para soldar qualquer metal que não Possuem uma camada de óxido espessa e refratária. Isso inclui:
- Aço inoxidável
- Aço carbono
- Titânio
- Cobre
- Ligas de níquel
Corrente alternada (CA) – O especialista em alumínio
No modo CA (corrente alternada), a eletricidade inverte rapidamente a direção, fluindo do eletrodo para a peça e, em seguida, da peça para o eletrodo, dezenas de vezes por segundo.
- Como funciona: O ciclo de corrente é dividido em duas metades: a metade do eletrodo negativo (EN) e a metade do eletrodo positivo (EP).
- Durante o EN metade, Ele se comporta exatamente como o DCEN, fornecendo calor e penetração na peça de trabalho.
- Durante o EP metade, o fluxo de elétrons é invertido. Os elétrons agora fluem da peça de trabalho para o tungstênio. Isso tem um efeito notável conhecido como “ação de limpeza”.” Os íons provenientes da peça bombardeiam a superfície e removem fisicamente a camada de óxido resistente a altas temperaturas que se forma em metais como alumínio e magnésio.
- Quando usar: A corrente alternada é absolutamente essencial para a soldagem:
- Alumínio
- Magnésio
- Controles avançados (equilíbrio e frequência): As máquinas de solda TIG modernas oferecem um controle preciso sobre a forma de onda da corrente alternada.
- Saldo CA: Isso controla a proporção entre o tempo de EN e o tempo de EP. Um tempo de EN maior proporciona uma penetração mais profunda. Um tempo de EP maior proporciona uma limpeza mais agressiva, mas também aquece mais o tungstênio. Uma configuração típica é em torno de 70-80% EN.
- Frequência CA: Isso controla quantas vezes por segundo a corrente alterna (medido em Hz). Uma frequência mais alta produz um arco mais fechado e focado, permitindo velocidades de deslocamento mais rápidas e melhor controle em materiais finos.
Tabela 2: Resumo da soldagem TIG CA vs. CC
| Recurso | CC (Corrente Contínua com Eletrodo Negativo) | CA (Corrente Alternada) |
|---|---|---|
| Uso principal | Aços, aço inoxidável, titânio, cobre | Alumínio, Magnésio |
| Fluxo de elétrons | Um caminho: do tungstênio à peça de trabalho | Inverte a direção várias vezes por segundo. |
| Distribuição de calor | ~70% na peça de trabalho | Equilíbrio entre a peça de trabalho e o eletrodo |
| Característica principal | Penetração profunda e estreita | Ação de limpeza (remove óxidos) e penetração moderada |
| Formato da ponta de tungstênio | Ponta afiada e pontiaguda | Ponta ligeiramente arredondada ou em forma de bola |
| Arco visual | Cone silencioso, estável e focado | Arco mais alto e ativo |
Uma Masterclass Específica para o Material
Vamos aplicar esse conhecimento a materiais de engenharia do mundo real.
Soldagem de alumínio
O alumínio apresenta um duplo desafio: sua alta condutividade térmica e sua tenaz camada de óxido.
- O Problema do Óxido: Conforme discutido em nosso Ponto de fusão do alumínio O óxido de alumínio (Al₂O₃) funde a mais de 2072 °C (3762 °F), enquanto o alumínio subjacente funde a apenas cerca de 660 °C (1220 °F). Se você tentar soldá-lo com corrente contínua (CC), derreterá uma poça de alumínio sob uma camada sólida de óxido. O processo TIG com AC é a solução, utilizando a ação de limpeza do ciclo EP para quebrar essa camada de óxido logo à frente da poça de fusão.
- O problema térmico: O alumínio conduz o calor para longe da zona de solda muito rapidamente. Isso exige uma amperagem muito maior do que para uma peça de aço de tamanho semelhante. Também torna o controle de calor crucial; pouco calor e a solda não fundirá ("sobreposição a frio"), enquanto calor em excesso em uma peça fina pode causar deformação ou derretimento completo.
Soldagem de aço inoxidável
O principal desafio na soldagem de aço inoxidável não é derretê-lo, mas sim preservar sua resistência à corrosão.

- O problema da corrosão (sensibilização): O cromo presente no aço inoxidável é o responsável pela formação da sua camada passiva resistente à corrosão. No entanto, se o metal for mantido em uma faixa de temperatura de aproximadamente 425 °C a 815 °C (800 °F a 1500 °F) por um período prolongado, o cromo se combinará com o carbono da liga, formando carbonetos de cromo nos contornos de grão. Isso retira o cromo da área circundante, tornando-a suscetível à ferrugem e à corrosão. Esse fenômeno é chamado de "sensibilização".“
- A solução TIG: O controle preciso de calor da soldagem TIG é a defesa perfeita contra a sensibilização. O arco CC focado permite que o soldador crie a solda rapidamente com o mínimo de excesso de calor na área circundante (a Zona Afetada pelo Calor ou ZAC). Isso minimiza o tempo que a ZAC permanece na faixa de temperatura crítica de sensibilização.
- O Problema da Pureza (Purga Retrospectiva): Ao realizar uma solda de penetração total em um tubo ou cano de aço inoxidável, a parte interna da solda também fica exposta ao calor. Se não for protegida, reagirá com o ar e formará uma camada de óxido escura e crostosa ("carbonização" ou "açucaramento"). Isso não só prejudica a resistência à corrosão, como também, em aplicações sanitárias, cria frestas propícias para o crescimento de bactérias. A solução é purga traseiraPreenchimento do interior do tubo com gás argônio inerte para proteger a parte traseira da solda durante a sua formação. Para qualquer aplicação de alta pureza, a especificação de uma purga traseira é imprescindível.
Estudo de Caso: O Depósito Farmacêutico Contaminado
- O cenário: Uma empresa farmacêutica contratou uma oficina de fabricação para construir uma série de unidades portáteis de processamento. Essas unidades envolviam redes complexas de tubos de aço inoxidável 316L para o transporte de água de alta pureza e do produto. Os desenhos de engenharia especificavam claramente: “Todas as soldas devem ser GTAW, com penetração total e purga reversa”.”

- O erro: A oficina de fabricação estava atrasada e com o orçamento estourado. Para acelerar a produção de algumas das estruturas de suporte maiores e não críticas, um gerente permitiu que os soldadores utilizassem a MIG (GMAW) processo em vez de TIG. O MIG é significativamente mais rápido. No entanto, eles não voltaram a usar TIG para uma seção final da tubulação do processo, soldando-a com uma pistola MIG.
- O resultado: Visualmente, do lado de fora, a solda MIG parecia aceitável após o esmerilhamento e polimento. No entanto, uma inspeção interna com boroscópio revelou uma realidade diferente. O interior da solda MIG estava áspero, com uma textura irregular e respingos significativos. Faltava o perfil liso e uniforme da raiz de uma solda TIG. Além disso, como a soldagem MIG é um processo mais quente e menos controlado, a ZTA (Zona Termicamente Afetada) era muito maior.
- O fracasso: Quando o skid foi colocado em operação, o rigoroso processo de controle de qualidade da empresa detectou crescimento bacteriano no sistema após um ciclo de limpeza. A origem foi rastreada até a seção da tubulação que havia sido soldada por MIG. A superfície interna áspera da solda criou fendas microscópicas (biofissuras) impossíveis de limpar e desinfetar adequadamente, proporcionando um ambiente seguro para a colonização de bactérias. Todo o skid, avaliado em dezenas de milhares de dólares, teve que ser descartado.
- A Lição Inescapável: Para aplicações que exigem pureza — sejam elas sanitárias, de semicondutores ou aeroespaciais — a solda O processo é um projeto crítico. O processo de soldagem TIG foi escolhido não pela sua aparência, mas sim pelo perfil de solda interna liso, limpo e sem frestas, essencial para a facilidade de limpeza. A tentativa de economizar algumas horas de trabalho resultou na perda total do produto final.
Como especificar soldas TIG em sua solicitação de cotação?
Ao enviar uma solicitação de orçamento, a ambiguidade é sua inimiga. Use esta lista de verificação para garantir que seu fornecedor saiba exatamente o que você espera.
- Especifique o processo e o padrão: Indique claramente: “A soldagem será realizada pelo processo de soldagem a arco de tungstênio com gás (GTAW/TIG)”. Se aplicável, faça referência a uma norma do setor (por exemplo, AWS D1.1 para aço estrutural, AWS D1.2 para alumínio, AWS D1.6 para aço inoxidável).
- Definição de Materiais e Metal de Adição: Não especifique apenas o material base; indique também a liga do metal de adição. Exemplo: “Material base: Aço inoxidável 304L. Metal de adição: ER308L.”
- Indique o tipo e o tamanho da solda: Utilize símbolos de soldagem padrão em seus desenhos para indicar se é uma solda de filete, solda de chanfro, etc., e especifique as dimensões.
- Requisitos Estaduais de Qualidade e Inspeção: Isso é crucial.
- Visual: “Todas as soldas devem estar isentas de trincas, porosidade e mordeduras, conforme AWS D1.6 Seção 6.”
- END (Ensaios Não Destrutivos): Se a junta for crítica, especifique Ensaios Não Destrutivos (END). "Todas as soldas de chanfro com penetração total devem ser testadas com líquido penetrante 100%." (Ou por raio-X, etc.). Esteja ciente de que isso aumenta significativamente o custo.
- Incluir instruções especiais: É aqui que você adiciona detalhes importantes.
- “Soldagens de penetração total em tubos de aço inoxidável requerem purga reversa com argônio.”
- “A limpeza e a passivação pós-soldagem são obrigatórias para todos os componentes de aço inoxidável.”
- “Não é permitida nenhuma descoloração visível da solda em superfícies cosméticas expostas.”
Perguntas frequentes
P: O que significa a aparência de "pilha de moedas de dez centavos" em uma solda TIG?
A: Esse efeito ondulado clássico é o resultado visual da técnica do soldador. Cada "moeda" é uma poça solidificada criada quando ele mergulha manualmente a vareta de solda, move o maçarico ligeiramente para a frente e repete o processo. Uma pilha consistente e uniformemente espaçada de moedas é a marca registrada de uma mão habilidosa e firme.
P: A solda TIG é mais resistente que a solda MIG?
R: Não necessariamente. Uma solda bem executada por qualquer um dos processos pode atender aos requisitos de resistência do metal base. No entanto, as soldas TIG geralmente apresentam maior resistência mecânica. pureza e apresentam menos defeitos, como porosidade ou falta de fusão. Isso significa que é mais provável que atinjam sua resistência teórica máxima e tenham maior vida útil à fadiga, tornando-os mais... confiável Para aplicações críticas.
P: A soldagem TIG pode ser usada para soldar metais muito espessos?
R: Sim, mas é muito lento e ineficiente. Para seções espessas (por exemplo, > 1/2 polegada), uma prática comum é usar TIG para o passe inicial e crítico de "raiz" para garantir penetração total e pureza na base da junta. Em seguida, o restante da junta é preenchido usando um processo mais rápido e com maior deposição, como MIG ou soldagem a arco com arame tubular.
Conclusão: TIG é um investimento em certeza.
TIG, ou Tungsten Inert Gas (Gás Inerte de Tungstênio), é muito mais do que apenas uma sigla. Representa uma decisão de engenharia consciente. É a escolha de priorizar qualidade, precisão e confiabilidade em detrimento da velocidade e do custo. Da corrente alternada que limpa o alumínio ao arco de corrente contínua focado que protege a integridade do aço inoxidável, todos os aspectos do processo TIG são cuidadosamente planejados. O processo é projetado para controle.
Ao especificar a soldagem GTAW em um desenho, você está comunicando uma exigência de excelência. Você está solicitando que um artesão qualificado aplique a precisão cirúrgica de sua arte ao seu componente. Ao compreender o processo, suas aplicações e como definir claramente suas expectativas, você garante que esse investimento em certeza se traduza em desempenho e longevidade do seu produto final. Eptahub, Este é o nível de detalhe com que trabalhamos diariamente para colmatar a lacuna entre a intenção do projeto e a realidade da produção.
Referências
AWS D1.6/D1.6M:2017, “Código de Soldagem Estrutural – Aço Inoxidável”.







