











За 12 лет работы в eptahub.com, где я оценивал возможности поставщиков и проводил аудит производственных процессов, у меня было бесчисленное количество споров с младшими инженерами-конструкторами, которые считают, что их работа заканчивается с завершением CAD-модели. Они передают прекрасно визуализированный 3D STEP-файл и предполагают, что завод просто нажимает кнопку “печать”.”
Это фундаментальное непонимание промышленного производства. 5-осевой фрезерование на станках с ЧПУ Этот станок — полумиллионный кусок чугуна и сервоприводов — не понимает 3D-моделей. Он совершенно не воспринимает вашу CAD-геометрию. Он понимает только очень строгий буквенно-цифровой язык программирования.
Когда механик или инженер-механик задает вопрос, “Что означает G-код?”, Они спрашивают о фундаментальной связи между цифровой теорией и физической реальностью. Если ваша САПР — это архитектурный чертеж, то G-код — это пошаговая инструкция, которую передают каменщику. Если инструкции неверны, станок вслепую загонит твердосплавную концевую фрезу в стальные тиски со скоростью 15 000 об/мин, разбив шпиндель $12000 за доли секунды.
Что означает аббревиатура G-кода?
Давайте сразу ответим на базовый вопрос по лексике: Что означает код G?
Официально, согласно историческому стандарту EIA-274D (RS-274), буква “G” означает… Геометрия или Общий Подготовительные команды.
Когда вы отдаёте команду, начинающуюся с буквы G, вы передаёте указание микропроцессору контроллера ЧПУ. подготовить Сервоприводы осей станка используются для выполнения определённого типа геометрического перемещения или для установления определённой системы координат. Вы диктуете как Режущий инструмент будет перемещаться в трехмерном декартовом пространстве (оси X, Y, Z, а также оси вращения A, B, C).
Что такое G-код в работе станков с ЧПУ?
Чтобы понять Что такое G-код на станке с ЧПУ? В терминологии это следует рассматривать как поток необработанных кинетических данных. Машина считывает код блок за блоком (строка за строкой) сверху вниз.
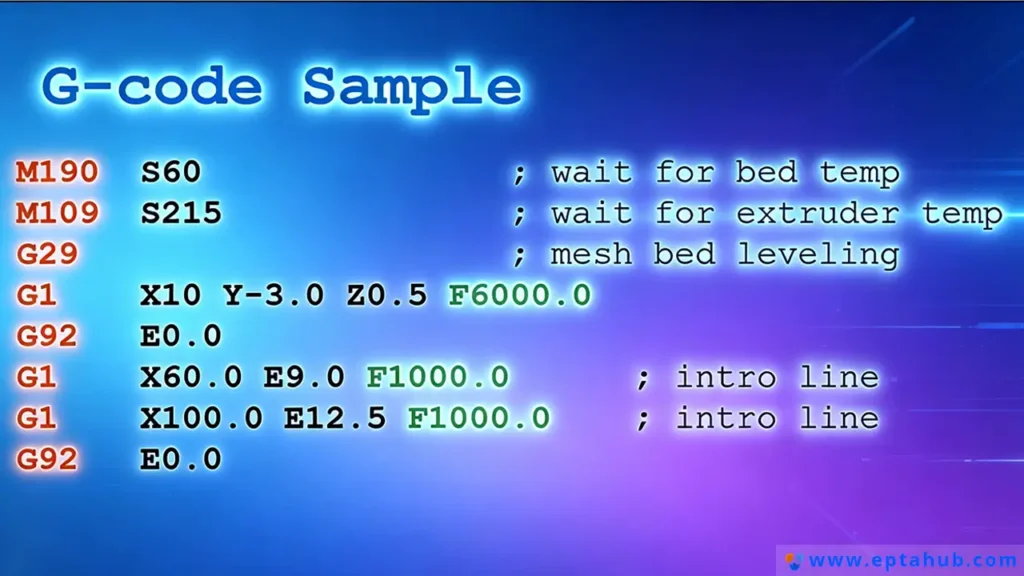
Вот основополагающий принцип. пример G-кода одного блока:
N010 G01 X50.0 Y25.0 F250.0
Вот как инженеру расшифровать этот синтаксис:
- №10: Номер блока (строка 10).
- G01: Подготовительный код (линейная интерполяция — движение по прямой линии во время резки).
- X50.0 Y25.0: Целевые декартовы координаты (переместиться в точку X=50 мм, Y=25 мм).
- F250.0: Скорость подачи (перемещение ровно на 250 миллиметров в минуту).
Контроллер ЧПУ принимает эту линию, вычисляет точное напряжение, необходимое для одновременного достижения сервомоторами X и Y конечной точки, и выполняет резку.
Что означает аббревиатура M-код?
Управлять станком, используя только геометрию, невозможно. В станке есть физические компоненты, которые необходимо включать и выключать: насосы охлаждающей жидкости, шпиндельные двигатели, гидравлические патроны и конвейеры для стружки.
Это подводит нас ко второй половине экосистемы. Когда люди ищут Что означают коды G и M?, Они пытаются отделить геометрию от аппаратной части.
Так, Что означает аббревиатура M-код?Буква “М” означает Разнообразный или Машина коды.
В то время как G-коды контролируют путь инструмента, Что такое M-код?Это цифровое реле переключения. M-коды не перемещают оси. Они посылают электрические сигналы на ПЛК (программируемый логический контроллер) станка для активации физических состояний оборудования.
Если вы хотите, чтобы шпиндель вращался по часовой стрелке со скоростью 5000 об/мин, геометрия (G-код) вам не поможет. Вам необходимо использовать M-код.M03 S5000Если вы хотите залить зону резки синтетической охлаждающей жидкостью, чтобы предотвратить возгорание титана, вы должны ввести M-код.М08).
Инженерная матрица: иерархия G-кода и M-кода.
Когда начинающие программисты начинают обучение, они неизбежно ищут в интернете огромное количество информации. список g-кодов в формате PDF и попытайтесь это запомнить. Это бессмысленное занятие.
Другой производители машин (Haas, Fanuc, Siemens, Heidenhain) имеют небольшие различия в своих словарях кодов. Однако базовые коды универсальны. Ниже приведена строгая инженерная матрица, которую мы используем на eptahub.com для определения абсолютно критически важных команд в список G-кодов и список M-кодов.
Таблица 1: Основной справочник по инженерным нормам и правилам ГХ и М.
| Командование | Категория | Кодовое имя | Инженерная функция и физическая реальность |
|---|---|---|---|
| Г00 | Геометрия | Быстрое позиционирование | Опасность. Перемещает все оси в целевую координату со скоростью, превышающей максимальную физическую скорость станка. Никогда Используйте это, когда инструмент касается металла. |
| Г01 | Геометрия | Линейная интерполяция | Настоящая рабочая лошадка. Перемещает инструмент по прямой линии со строго контролируемой скоростью подачи (значение F). Используется для резки металла. |
| G02 / G03 | Геометрия | Круговая интерполяция | Перемещает инструмент по идеальной дуге или окружности (G02 — по часовой стрелке, G03 — против часовой стрелки). Вычисляет сложные перемещения по осям одновременно. |
| Г90 | Система | Абсолютное позиционирование | Дает машине команду: “Считать все координаты X, Y, Z относительно абсолютного нуля в начале координат заготовки”.” |
| Г91 | Система | Поэтапное позиционирование | Дает машине команду: “Считать все координаты X, Y, Z относительно где находится инструмент в данный момент..” |
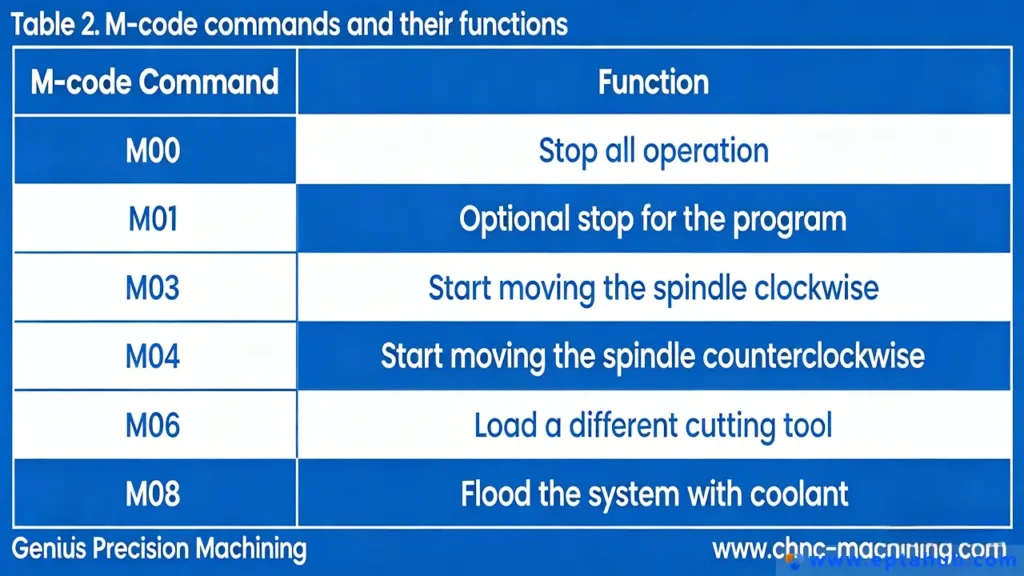
| М00 | Машина | Остановка программы | Приостанавливает работу станка на неопределенный срок. Используется операторами для открытия дверей, удаления металлической стружки или ручного переворачивания детали. |
| М03 / М04 | Машина | Запуск шпинделя | Включает в работу мощный электродвигатель шпинделя. M03 — вращение по часовой стрелке, M04 — в обратном направлении. Требуется значение ‘S’ (об/мин). |
| М06 | Машина | Смена инструмента | Запускает роботизированную карусель автоматической смены инструмента (ATC) для замены текущей концевой фрезы на новую. |
| М08 / М09 | Машина | Состояние охлаждающей жидкости | Команда M08 открывает клапаны для подачи охлаждающей жидкости под высоким давлением на инструмент. Команда M09 закрывает клапаны. |
| М30 | Машина | Завершение программы | Останавливает шпиндель, отключает подачу охлаждающей жидкости, возвращает память станка в состояние «Строка 1» и освобождает гидравлические зажимы. |
Концепция “модальности” в программировании G-кода
Если вы хотите понять программирование G-кода На руководящей инженерной должности необходимо понимать концепцию Модальные и немодальные команды. Именно здесь возникает 90% ошибок программирования.
- Модальные команды: После выполнения модального G-кода он остается активным постоянно, пока вы явно не отмените его или не замените противоречащим ему кодом.
- Пример: Если вы наберете
G01 X10.0 Y10.0 F100На первой строке станок переходит в “режим контролируемой резки”. Если вторая строка простоX20.0, Станок запоминает значения G01 и F100 и продолжит резку до новой координаты X с той же скоростью.
- Пример: Если вы наберете
- Немодальные команды: Эти команды выполняются только в той строке, где они были записаны, и немедленно удаляются машиной на следующей строке (например, G04 Время задержки).
Пример из практики инженерных исследований: катастрофа с самолетами G90 и G91.
Чтобы проиллюстрировать, почему важно понимать строгие определения Что такое G-код и M-код? Это не подлежит обсуждению, рассмотрим анализ катастрофических отказов, для проведения которого меня вызвали в компанию-поставщика аэрокосмической отрасли второго уровня.
Сценарий: Поставщик обрабатывал сложный корпус турбины из сплава Inconel 718 (невероятно твердого, жаростойкого суперсплава) с помощью 5-осевого фрезерного станка с ЧПУ DMG Mori. В самом конце программы программист вручную внес изменения в текстовый файл, чтобы поднять инструмент и просверлить последнее отверстие.
Написанный код:
N500 G91 G00 Z50.0 (Поднимите инструмент на 50 мм) постепенно (из своего текущего положения, чтобы освободить место).
N510 X10.0 Y10.0 (Переместитесь на последнюю лунку).
N520 G01 Z-5.0 F50.0 (Для сверления отверстия необходимо опустить инструмент на 5 мм).
Провал: Станок безупречно выполнил линию N500, подняв инструмент без повреждений. Затем он выполнил линию N510, пройдя над отверстием. Но на линии N520 шпиндель с силой пробил 20-миллиметровым твердосплавным сверлом прямо сквозь деталь из инконеля, через закаленное стальное зажимное приспособление и прямо в чугунный стол станка. Инструмент взорвался, подшипники шпинделя были раздавлены, и станок вышел из строя. Общий ущерб: $35 000 и 4 недели простоя.
Первопричина с инженерной точки зрения:
Программист в корне неправильно понял команды модального окна.
В строке N500 программист ввел Г91 (Поэтапное позиционирование). Это Модальный Команда. Она изменила весь "мозг" машины.
Когда машина достигла линии N510 (X10.0 Y10.0), оно не переместилось в абсолютные координаты X10/Y10. Поскольку G91 был активен, оно переместилось на 10 мм дальше. прочь откуда бы оно ни находилось в данный момент.
Хуже того, когда дело дошло до линии N520 (З-5.0Программист думал, что дает команду станку просверлить отверстие глубиной 5 мм в детали. Но станок все еще находился в режиме G91 (инкрементальное выполнение). Станок считал: “Переместитесь на 5 мм ниже от моего текущего положения по оси Z”.” Инструмент завис на высоте 50 мм над поверхностью. Опустившись на 5 мм, он поднялся на 45 мм над деталью. Ничего не прорезал.
Подождите, а почему тогда произошёл сбой?
Ранее программист установил для машины абсолютный режим и предположил, что машина волшебным образом вернется в него. Он не выполнил команду Г90 Команда (абсолютного позиционирования) перед строкой N520. Если бы они написали N520 G90 G01 Z-5.0 F50.0, Машина должна была знать, что нужно пикировать до абсолютной Z-координаты -5,0 мм. Вместо этого машина безнадежно заблудилась в космосе, выполняя постепенные движения, пока не столкнулась с физической массой.
Именно поэтому на eptahub.com мы не допускаем ручного редактирования G-кода на заводе без тщательной проверки с помощью моделирования. G-код не обладает здравым смыслом; он выполняет только ту математическую логику, которую вы предоставляете.
Как современное CAM-программное обеспечение генерирует G-код?
В 1980-х годах операторы станков с ЧПУ стояли у пульта управления и вручную прокладывали каждую строчку чертежа. программа g-кода. Сегодня на сайте eptahub.com для создания сложного 5-осевого аэрокосмического импеллера может потребоваться текстовый файл, содержащий 4,5 миллиона строк кода. Математически невозможно человеку написать или проверить это вручную.
Именно здесь программное обеспечение CAM (Computer-Aided Manufacturing) становится важнейшим связующим звеном.
Когда молодой инженер задает вопрос Что такое G-код на станке с ЧПУ? В современной терминологии речь, по сути, идёт о результатах работы CAM-системы (например, Siemens NX, Mastercam или Fusion 360). CAM-программа берёт 3D CAD-модель, позволяет программисту визуально определить режущие инструменты, скорости и траектории движения инструмента, а затем математически преобразует эти визуальные траектории в буквенно-цифровые данные. примеры G-кода.
Однако в этом процессе существует критическое, часто неправильно понимаемое узкое место: Постпроцессор.
Постпроцессор: лучший интерпретатор ЧПУ-оборудования
Распространенное заблуждение заключается в том, что стандартный G-код является абсолютно идентичным на всех машинах. Это неверно. Хотя фундаментальные концепции Что означают коды G и M? Остается верным утверждение, что контроллер Fanuc использует несколько иной “диалект” G-кода, чем контроллеры Haas или Heidenhain.
- Проблема: Если отправить файл G-кода в формате Haas на станок Fanuc, станок может неправильно интерпретировать M-код, не активировать подачу охлаждающей жидкости и воспламенить титановую заготовку.
- Решение: Постпроцессор. Это специальный скрипт внутри программного обеспечения CAM, который преобразует общие данные траектории движения инструмента в точный, строго отформатированный текстовый файл, необходимый для конкретной марки, модели и возраста станка. Если ваш постпроцессор неисправен, ваш станок с ЧПУ $500,000 выйдет из строя, независимо от того, насколько идеальна CAD-модель.
Расширенное программирование G-кода: системы рабочих координат (G54-G59)
Если вы дадите токарю необработанный алюминиевый брусок, закрепите его болтами в стальных тисках внутри станка и нажмете кнопку “Старт”, у станка возникнет фундаментальная проблема: он «слеп». Он знает, где находится его собственный шпиндель, но понятия не имеет, где физически расположен алюминиевый брусок в огромном пространстве корпуса станка.
Чтобы решить эту проблему, программирование G-кода использует систему координат работы (WCS).
Вместо того чтобы писать огромный текст список кодов g Для точного расчета расстояния от абсолютного исходного положения станка до каждой детали мы используем... G54–G59.
- Как это работает: Оператор физически прикасается зондом к углу заготовки из алюминия. Он сообщает машине: “Это точное местоположение в пространстве теперь X0, Y0, Z0. Сохраните это местоположение в регистре памяти G54”.”
- Код: В самом верху программы программное обеспечение CAM выдает следующие результаты:
Г54. - Результат: Начиная с этой строки, каждая координата в программе вычисляется относительно конкретного угла алюминиевого блока. Если мы открутим тиски и переместим его на 10 дюймов влево, нам не нужно будет переписывать 4 миллиона строк кода. Оператор просто повторно измеряет угол, обновляет регистр G54 в компьютере станка и нажимает кнопку «Старт». Вся программа безупречно перемещается на 10 дюймов влево.
Точное управление: компенсация радиуса резца (G41 / G42)
Одной из наиболее сложных проблем в машиностроении при обработке материалов является износ инструмента.
Представьте, что вы написали программу для вырезания паза шириной ровно 20,00 мм с помощью твердосплавной концевой фрезы диаметром 10,00 мм. Код управляет центром инструмента, заставляя его двигаться точно по центру паза.
Однако после обработки 50 стальных деталей трение приводит к износу инструмента. Диаметр концевой фрезы диаметром 10,00 мм теперь составляет 9,96 мм. Поскольку инструмент стал меньше, вырезанный им паз будет меньше необходимого размера, и отдел контроля качества eptahub.com отклонит деталь.
Нужно ли возвращаться в CAM-программу, менять диаметр инструмента на 9,96 мм, заново генерировать всю программу и отправлять новый файл на станок? Нет. Мы используем компенсацию радиуса резца.
- G41 (Компенсация режущего механизма слева): Дает станку указание динамически изменять траекторию движения инструмента. левый запрограммированного контура.
- G42 (Право на компенсацию за использование режущего инструмента): Дает станку указание динамически изменять траекторию движения инструмента. верно запрограммированного контура.
- Г40: Отменяет компенсацию.
Рабочий процесс проектирования:
Когда машина считывает G41 D01, Система анализирует внутренний “Регистр износа” станка (D01). Оператор ввел в этот регистр значение “-0,04 мм”. Не изменяя ни одной строки исходного текстового файла, контроллер ЧПУ математически пересчитывает всю траекторию движения инструмента, смещая ее на 0,02 мм (радиус износа), чтобы идеально компенсировать износ инструмента.
Это вершина понимания. Что такое G-код и M-код?. Речь идёт не просто о том, чтобы заставить машину двигаться; речь идёт о том, чтобы обеспечить машине динамические параметры, необходимые для поддержания допусков на микронном уровне в условиях физического износа.
Вердикт инженера: Прекратите запоминать, начните моделировать.
Когда новый инженеры-технологи Присоединяйтесь к моей команде, они часто просят меня об этом. список g-кодов в формате PDF чтобы они могли запомнить каждую команду. Я отказываюсь давать им хоть одну.
Запоминание этого Г83 Цикл “прерывистого сверления” бесполезен, если вы не понимаете физику удаления стружки, которая делает прерывистое сверление необходимым. Знание этого не обязательно. Что означает аббревиатура M-код? Это не имеет значения, если вы не понимаете, что такое активация. М08 (Охлаждающая жидкость включена) после Если инструмент вонзится в закаленную сталь, это вызовет катастрофический термический шок и разрушит твердосплав.
Современное проектирование станков с ЧПУ опирается на проверку с помощью цифрового двойника. Мы пропускаем окончательный G-код через передовое программное обеспечение для кинематического моделирования (например, Vericut). Программа создает виртуальную копию станка с ЧПУ, считывает точный G-код построчно и прогнозирует столкновения, повреждения и перегрузки осей еще до того, как код попадет в реальный производственный цех.
G-код — это последний, бескомпромиссный мост между цифровым проектом и физической реальностью. Уважайте его жесткость, проверяйте его логику вычислительными методами и никогда не предполагайте, что машина знает, что вы “хотели” сделать. Она знает только то, что вы точно набрали.
Ссылки
Чтобы обеспечить вашу Протоколы производственного программирования соответствуют мировым промышленным стандартам., Пожалуйста, обратитесь к следующим авторитетным источникам:
- ISO 6983-1:2009 (Системы автоматизации и интеграция — Числовое управление машинами)
Международно признанный базовый стандарт, определяющий формат данных для систем позиционирования, перемещения по линиям и контурного управления (официальное глобальное определение G-кода).
Связь: ISO.org - ASME Y14.5-2018 (Размеры и допуски)
Хотя это и не руководство по программированию, это окончательный инженерный стандарт для геометрического определения размеров и допусков (GD&T). Программист не сможет правильно записывать смещения базовых точек в G-коде рабочей системы координат (G54) без понимания строгих геометрических базовых точек, определенных в этом стандарте.
Связь: ASME.org







