











В инженерном отделе eptahub.com точность превыше всего. Когда ко мне в кабинет заходит молодой дизайнер или новый сотрудник отдела закупок и спрашивает…, “Что означает FDM?”, Мой первый ответ всегда такой: “О какой отрасли идёт речь?”
Затем, как инженер-механик, я глубоко погрузится в самое революционное физическое применение этой аббревиатуры: Моделирование методом послойного наплавления (3D-печать). Мы разберем физические принципы экструзии термопластов, рассмотрим математические недостатки послойного производства и объясним, как мы используем FDM для обхода огромных затрат на оснастку в цеху.
Что означает аббревиатура FDM?
Если вы не работаете в сфере машиностроения, вот как именно в вашей отрасли определяется этот термин.
1. Информационные технологии и телекоммуникации
- Что означает аббревиатура FDM в компьютерных сетях? Частотное мультиплексирование.
- Реальность инженерного дела: Это основополагающая телекоммуникационная технология. Она заключается в разделении общей полосы пропускания одной физической среды передачи (например, медного провода или оптоволоконного кабеля) на несколько отдельных, неперекрывающихся частотных диапазонов. Каждый диапазон передает отдельный сигнал. Именно так ваш телевизор принимает сотни различных каналов по одному коаксиальному кабелю без конфликтов сигналов.
2. Корпоративное предприятие и программное обеспечение
- Что означает FDM в бизнесе? Управление финансовыми данными (или управление полевыми данными).
- Реальность инженерного дела: Если кто-то спросит Что означает аббревиатура FDM в Workday? (масштабная платформа программного обеспечения для управления персоналом и финансами) или Что означает аббревиатура FDM в финансах?, Они имеют в виду архитектуру, используемую для консолидации, сопоставления и аудита финансовых данных в разрозненных глобальных системах до того, как они попадут в главную бухгалтерскую книгу. Аналогичным образом, Что означает аббревиатура FDM в маркетинге? или Что означает аббревиатура FDM в розничной торговле? Часто это относится к управлению полевыми данными — логистическому отслеживанию показателей продаж на местах или распределению товарных запасов.
3. Развлечения и игры
- Что означает аббревиатура FDM в Fortnite или что означает аббревиатура FDM в игровой индустрии? Мета первого дропа (или иногда, бесплатный смертельный поединок).
- Реальность инженерного дела: Я инженер-механик, а не профессиональный геймер. Однако в игровой аналитике термин FDM часто относится к стратегической метаигре, к тому, где игроки выбирают место высадки или размещения в самом начале матча в режиме «королевской битвы», чтобы оптимизировать сбор ресурсов.
Теперь, когда мы успешно выделили программные и телекоммуникационные определения, оставшуюся часть этого технического руководства мы посвятим физическому, производственному определению.
Механическая основа: что означает аббревиатура FDM в 3D-печати?
Когда инженер-механик задает вопрос Что означает аббревиатура FDM в 3D-печати?, ответ таков Моделирование методом послойного наплавления.
Технология FDM, изобретенная С. Скоттом Крампом в конце 1980-х годов (который впоследствии основал компанию Stratasys), является наиболее широко используемой технологией аддитивного производства в мире.
- Юридическое примечание: Компания Stratasys зарегистрировала аббревиатуру “FDM” в качестве товарного знака. Поэтому, чтобы избежать судебных исков, сообщество разработчиков открытого программного обеспечения (например, проект RepRap) придумало этот термин. FFF (Fused Filament Fabrication). С точки зрения инженерии и физики, FDM и FFF — это абсолютно одинаковые механические процессы.
Физика аддитивного производства методом FDM
Технология FDM не использует лазеры, ванны с токсичными смолами или металлические порошки. Она основана на термодинамике фазового перехода стандартных конструкционных пластиков.
Вот точная последовательность действий, выполняемых на FDM-станке:
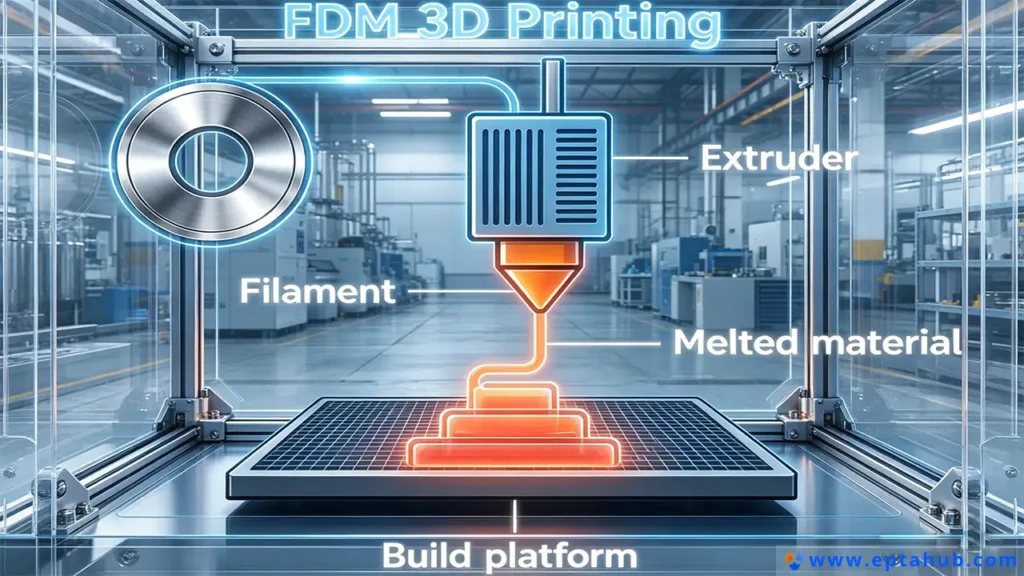
- Сырье: В машину подается непрерывная катушка с твердой термопластичной нитью (обычно диаметром 1,75 мм или 2,85 мм). В качестве материалов обычно используются PLA, ABS, PETG и ULTEM аэрокосмического класса.
- Экструдер и нагревательный элемент: Шаговый двигатель (экструдер) физически захватывает нить и проталкивает ее в специально спроектированную термокамеру (хотэнд). Хотэнд управляется электрически. нагрет до температуры, точно превышающей температуру материала. Температура стеклования (Тг) и в фазу плавления (обычно при температуре от 200°C до 300°C).
- Насадка: Вязкий расплавленный пластик продавливается через микроскопическое латунное или закаленное стальное сопло (обычно диаметром 0,4 мм).
- Кинематическое осаждение: Портал с ЧПУ принтера перемещает сопло по осям X и Y, “рисуя” двухмерное поперечное сечение CAD-модели на рабочей платформе.
- Складывание по оси Z: После нанесения первого слоя рабочая платформа опускается (или печатающая головка поднимается) по оси Z на долю миллиметра (например, 0,2 мм). Машина наносит следующий слой непосредственно поверх предыдущего. Тепло нового слоя плавится в нижележащем слое, термически сплавляя их вместе.
Инженерная матрица: FDM против альтернативных технологий 3D-печати
Чтобы по-настоящему понять Что означает FDM? В заводских условиях необходимо понимать ограничения FDM-технологии по сравнению с другими аддитивными процессами. Мы используем FDM не для всего. На eptahub.com мы выбираем технологию, исходя из строгих механических требований.
| Инженерный параметр | FDM (послойное наплавление) | SLA (стереолитография) | СЛС (Селективное лазерное спекание) |
|---|---|---|---|
| Состояние первичного материала | Цельные термопластиковые катушки | Жидкая фотополимерная смола | Микроскопический полимерный порошок |
| Триггер изменения фазы | Термическое плавление (тепло) | Фотохимическое отверждение (УФ-лазер) | Термоядерный синтез (инфракрасный лазер) |
| Допуски на размеры | Умеренная (± 0,2 мм) | Чрезвычайно высокое значение (± 0,05 мм) | Высокий (± 0,1 мм) |
| Механический изотропизм | Анизотропный (Слабое расположение по оси Z) | Изотропный (равномерная прочность) | Изотропный (равномерная прочность) |
| Внутренняя геометрия | Требуются разборные опорные конструкции. | Требуются разборные опорные конструкции. | Самодостаточный (Подпорки не требуются) |
| Основное промышленное использование | Приспособления, оснастка, конструктивные прототипы | Высокодетализированные эстетические модели, формы. | Сложные, функциональные детали конечного назначения |
Наибольший недостаток метода конечных разностей: анизотропия по оси Z.
Наиболее важная инженерная концепция, которую вы должны понимать в отношении FDM, это: Анизотропия.
Если взять цельный блок АБС-пластика, полученного методом литья под давлением, то это... Изотропный. Это означает, что его механическая прочность одинакова независимо от направления, в котором вы его тянете.
Деталь, изготовленная методом FDM, — это Анизотропный. Поскольку деталь изготавливается путем укладки микроскопических полурасплавленных пластиковых цилиндров друг на друга, соединение получается прочным. между Послойность (по оси Z) значительно уступает непрерывной пластиковой нити. в пределах слой (оси X и Y).
Если проверить прочность на растяжение детали, изготовленной методом FDM, она может выдержать усилие в 40 мегапаскалей (МПа) при растяжении вдоль осей X/Y. Но если растянуть её вертикально (вдоль оси Z), она может сломаться при усилии всего в 15 МПа, потому что слои просто расслоятся (отслоятся).
Пример из практики инженерного дела: поломка сборочного приспособления
Чтобы проиллюстрировать, насколько важно понимать кинематику FDM, рассмотрим случай поломки, произошедший в нашем сборочном цехе на eptahub.com.
Сценарий: Мы производили крупную партию алюминиевых пневматических коллекторов. Чтобы ускорить процесс ручной сборки, младший специалист приступил к работе. разработанный инженером Специальное U-образное зажимное приспособление. Для экономии средств и сокращения срока изготовления до 3 недель. Обработка на станках с ЧПУ Изготовив шаблон из алюминия, они правильно решили напечатать его на 3D-принтере, используя нашу промышленную систему FDM с применением нейлона, армированного углеродным волокном (PA-CF).

Провал: Младший инженер отправил STL-файл на FDM-принтер. Принтер автоматически уложил U-образную заготовку плашмя на заднюю сторону (чтобы минимизировать необходимость в опорных конструкциях) и распечатал её.
В цеху сборщик поместил тяжелый алюминиевый коллектор в U-образный зажим и крепко закрепил его. Правая часть U-образного зажима мгновенно отломилась под воздействием нагрузки.
Первопричина с инженерной точки зрения:
Младший инженер рассматривал деталь, изготовленную методом FDM, как изотропный блок металла. Он не учел слабость, связанную с осью Z.
Поскольку деталь печаталась в горизонтальном положении на изнаночной стороне, пластиковые слои располагались идеально горизонтально. Когда техник прикладывал усилие зажима к вертикальной части U-образной формы, сила сдвига направлялась точно вдоль самого слабого места детали: линий сцепления слоев (ось Z). Слои просто отрывались друг от друга.
Решение:
Мы не меняли ни дизайн, ни материал. Мы просто изменили Ориентация печати.
Я попросил техника заново нарезать G-код, повернув U-образное приспособление на 90 градусов, чтобы оно печаталось в вертикальном положении на боку. Теперь непрерывные, невероятно прочные нити экструдированного нейлона из углеродного волокна (оси X/Y) непрерывно проходили вверх и вниз по рычагам “U”.
После установки обратно на сборочную линию, усилие зажима стало оказывать давление. против Вместо того чтобы пытаться разделить слои, использовались непрерывные нити. Деталь выдержала тысячи циклов сборки без единой микротрещины.
При использовании технологии FDM вы не просто проектируете геометрию детали; вы активно управляете внутренней микроскопической зернистой структурой полимера.
Гидродинамика FDM: объемный расход
Наиболее распространенная ошибка, которую допускают начинающие операторы станков, — это попытка сократить время выполнения заказа, просто увеличив параметр “Скорость печати” в программе для нарезки моделей (например, изменив его с 50 мм/с на 150 мм/с). В результате неизбежно начинает сильно щелкать шаговый двигатель экструдера, нить вырывается, и станок заклинивает.
Они не понимают, в чём заключается главное физическое узкое место технологии FDM: Объемный расход (мм3/с).
Зона термического плавления (хотэнд) 3D-принтера имеет максимальную способность передавать тепловую энергию твердому полимеру за заданную секунду. Если подавать твердый пластик в зону плавления быстрее, чем нагревательный картридж успевает его расплавить, твердый пластик ударяется о микроскопическое отверстие сопла и действует как пробка.
Чтобы предотвратить катастрофические сбои печати, мы математически ограничиваем скорость работы нашего оборудования, используя следующую строгую формулу:
Объемный расход = Высота слоя (мм) × Ширина экструзии (мм) × Скорость печати (мм/с)
- Пример: Если мы печатаем деталь из ABS-пластика с высотой слоя 0,2 мм, шириной экструзии 0,4 мм и скоростью 100 мм/с.
0,2 × 0,4 × 100 = 8,0 мм³/с. - Если максимальная производительность нагревательного элемента нашего станка составляет 12,0 мм³/с, печать пройдет успешно. Если оператор попытается увеличить скорость до 200 мм/с, требуемый расход составит 16,0 мм³/с. В этом случае нагревательный элемент физически не сможет вовремя расплавить пластик, что приведет к недоэкструзии и полному разрушению конструкции детали.
Термодинамика: Преодоление термического сжатия и деформации
Когда инженеры переходят от печати обычного PLA к использованию высокопрочных термопластов промышленного класса, таких как поликарбонат (PC), ABS или ULTEM, они сталкиваются с суровой термодинамической реальностью: коэффициентом теплового расширения (КТР).
Пластмассы расширяются при нагревании и сжимаются при охлаждении. В технологии FDM мы наносим слой пластика при температуре 260 °C на предыдущий слой, который уже остыл до 90 °C.
- По мере охлаждения нового, верхнего слоя, он математически уменьшается в размерах.
- Поскольку он термически сплавлен с более холодным, уже сжатым слоем под ним, это неравномерное сжатие создает огромное внутреннее сдвиговое напряжение.
- По мере того, как эти напряжения накапливаются слой за слоем, сила буквально изгибает пластик, с силой отрывая углы детали от рабочей платформы. Это явление известно как Искажение или Вьющийся.
На рынке любительского оборудования эту проблему пытаются решить, намазывая клей на рабочую платформу. В промышленной инженерии мы решаем эту проблему с помощью термодинамики.
Настоящие промышленные FDM-машины не полагаются только на нагреваемые рабочие платформы; они используют Камеры для сборки с активным подогревом. Вся внутренняя атмосферная оболочка машины нагревается до температуры, точно ниже температуры стеклования материала.ТгДля производства АБС-пластика температура в камере поддерживается на уровне от 80°C до 90°C.
Сохранив все печатная часть Находясь в состоянии теплового равновесия, мы предотвращаем сжатие пластика во время печати. Только после завершения печати последнего слоя мы запускаем контролируемую, математически выверенную последовательность охлаждения (отжиг), чтобы медленно довести деталь до комнатной температуры, навсегда зафиксировав полимерные цепи на месте без деформации.
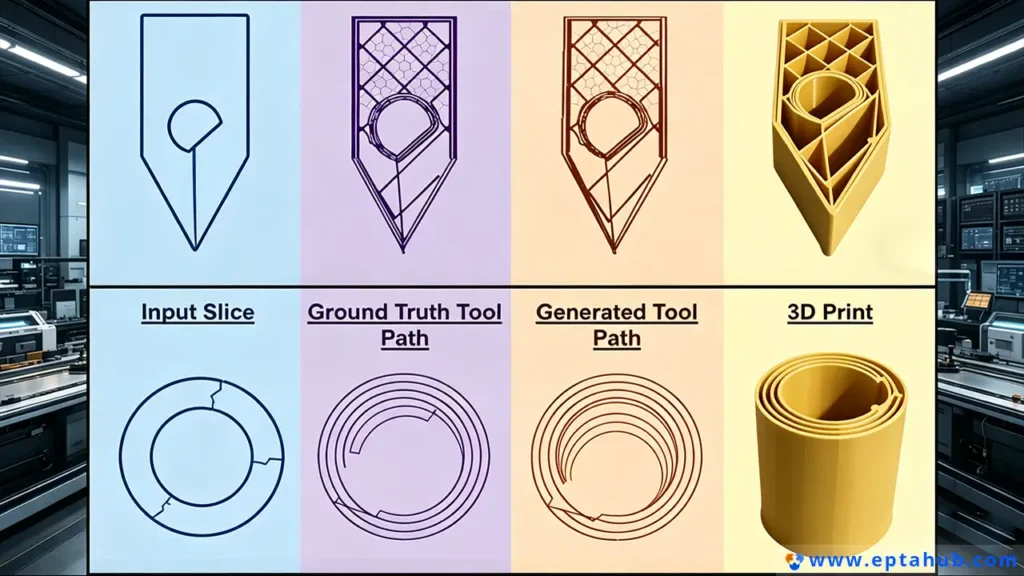
Генерация G-кода: проектирование внутренней структуры.
В отличие от фрезерование на станках с ЧПУ, FDM — это аддитивный процесс, в котором в качестве исходного материала используется цельная алюминиевая заготовка. Это позволяет нам делать то, что структурно невозможно при традиционной механической обработке: мы можем задавать внутреннюю ячеистую геометрию замкнутого тела.
При генерации траектории движения инструмента (G-кода) для детали, изготовленной методом FDM, инженеры должны определить два критически важных структурных параметра: Периметры (оболочки) и Заполнение.
Ошибка заполнения
Распространенное заблуждение заключается в том, что для повышения прочности детали, изготовленной методом FDM, ее необходимо печатать полностью сплошным слоем (заполнение 100%). Это пустая трата времени, сырья и денег на проектирование.
В механике конструкций (особенно при работе с изгибающими моментами и двутавровыми балками) материал, расположенный ближе всего к центральной нейтральной оси, совершает очень малую работу. Все экстремальные растягивающие и сжимающие напряжения возникают на внешних поверхностях детали.
Периметральный мандат
Вместо того чтобы увеличивать внутренний наполнитель до 100%, мы увеличиваем количество Внешние периметры (твердые стенки, образующие внешнюю оболочку детали).
- Деталь с двумя периметрами и заполнением из материала 100% будет печататься 14 часов и сломается под нагрузкой в 50 кг.
- Деталь с 6 сплошными периметрами и внутренним заполнением из материала Gyroid (3D-ячеистая структура) плотностью всего 20% будет печататься 6 часов, потребует вдвое меньше материала и выдержит нагрузку в 75 кг.
На сайте eptahub.com мы проектируем профили для FDM-печати таким образом, чтобы максимально увеличить толщину стенок по периметру для поглощения локальных ударов и кинетических сдвиговых сил, используя разреженное внутреннее заполнение исключительно для поддержки горизонтальных элементов, обращенных к верхней части, во время процесса печати.
Вердикт инженера
Когда вы спрашиваете Что означает аббревиатура FDM?, Вы спрашиваете о самом революционном инструменте в современной машиностроении.
Технология послойного наплавления (Fused Deposition Modeling) — это не волшебная коробка, идеально воспроизводящая файлы САПР. Это крайне нестабильный, анизотропный производственный процесс, регулируемый физикой гидродинамики, термического сжатия и адгезии слоев.
При неправильном использовании неопытными операторами получаются слабые, деформированные и бесполезные пластиковые игрушки. Но при строгом контроле термодинамических принципов технология FDM позволяет инженерной фирме избежать затрат на оснастку в десятки тысяч долларов, производя сложные, легкие, армированные углеродным волокном приспособления, шаблоны и детали конечного использования за считанные часы, а не недели.
Соблюдайте линии слоев, ориентируйте детали относительно сдвиговых нагрузок и математически контролируйте объемный поток.
Ссылки
Чтобы гарантировать правильность использования вашей добавки Производственные процессы соответствуют мировым промышленным стандартам. Для получения более подробной информации о терминологии обратитесь к следующим авторитетным источникам:
1. ASME Y14.46-2022 (Определение продукта для аддитивного производства)
Критически важный стандарт для инженеров-механиков. Он устанавливает строгие правила геометрического допускового контроля (GD&T) для правильного определения ориентации слоев, заполняющих структур и анизотропных свойств материала на двухмерном инженерном чертеже, отправляемом на предприятие FDM-печати.
Связь: ASME.org







