Высококачественные и экономичные металлические профили от EPTAHUB
STEP, STP, SLDPRT, STL, IPT, 3MF, 3DXML, PRT, SAT
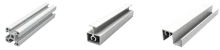
Экструзия металла является предпочтительной технологией производства компонентов массового производства с однородным поперечным сечением. В этом процессе металлические материалы продавливаются через специально изготовленное отверстие матрицы под высоким давлением для формирования желаемого экструдированного профиля. Эти профили варьируются от простых конфигураций, таких как круглые или квадратные трубы, U-образные или H-образные каналы, до сложных конструкций с множеством внутренних полостей и внешних элементов, таких как каркасы 80/20 и Т-образные профили. Экструзия также широко используется для изготовления отделочных материалов для стен и окон, которые выполняют как декоративные, так и конструктивные функции каркаса.
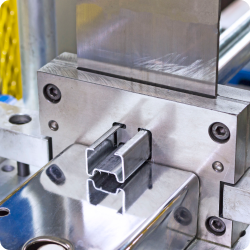
Сырье обычно поставляется в виде заготовок. Эти заготовки нагреваются и помещаются в компонент экструзионного пресса, известный как контейнер. На противоположном конце контейнера находится пакет матриц, который создает отверстие, придающее материалу необходимую форму с помощью методов прямой или непрямой экструзии. После экструзии изделие подвергается закалке, выпрямлению, нарезке на заданную длину и контролю для обеспечения точности и однородности размеров. Экструдированные изделия также легко поддаются постобработке для добавления элементов, выходящих за рамки базовой профилированной формы. Экструзионные профили могут принимать практически любую форму, будь то сплошная или полая с одной или несколькими полыми секциями. Для полых профилей требуется многокомпонентная матрица: материал продавливается вокруг пробивных оправок, установленных в первой матрице, для формирования внутренней структуры, затем разделяется и "сваривается" обратно второй матрицей для создания внешнего профиля.
Размер необходимого экструзионного пресса определяется наименьшим диаметром окружности, в которую может поместиться весь профиль — для больших окружностей требуются более крупные прессы. Компания EPTAHUB специализируется на экструзии алюминия, на долю которой приходится приблизительно 801 тонна всех экструдированных металлических компонентов. Алюминиевые профили широко распространены и используются во всем, от оконных рам и перил до корпусов электропроводки. Наши менеджеры проектов и технические эксперты лично оценивают и вручную рассчитывают стоимость каждого проекта по экструзии металла. Это гарантирует, что мы удовлетворим ваши уникальные требования, обеспечивая при этом оптимизированный и беспроблемный процесс производства. Ознакомьтесь с разделами ниже, чтобы узнать больше о процессе и наших возможностях. Предложения по экструзии алюминия

Загрузите файлы вашего проекта в систему расчета стоимости EPTAHUB и настройте параметры вашего проекта. Наша команда проконсультируется с вами, чтобы подтвердить соответствие ваших спецификаций, сроков поставки и цен требованиям вашего проекта. Перед началом производства оснастки мы предоставим вам отчет о проектировании с учетом технологичности изготовления (DFM) для утверждения.

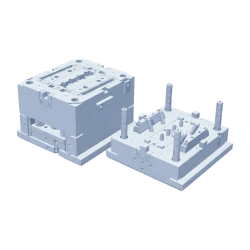
После официального запуска вашего проекта мы изготовим высококачественную матрицу для экструзии металла. После завершения изготовления оснастки мы изготовим первые образцы и отправим их вам для проверки и утверждения.

После утверждения образцов мы приступим к полномасштабному производству и доставке готовых компонентов. Можете быть уверены, что EPTAHUB берет на себя координацию со всеми поставщиками и логистику на протяжении всего процесса. Вы сохраняете полное право собственности на оснастку и можете легко размещать повторные заказы в соответствии с меняющимся спросом. Новая функция!
Компания EPTAHUB сотрудничает с ведущими поставщиками экструзионных профилей, использующими самые современные технологии для производства высококачественной продукции. Благодаря нашей производственной сети мы можем поддерживать различные типы экструзии металла и бесконечное множество экструзионных профилей. В разделах ниже более подробно рассматриваются различные методы экструзии и приводятся примеры стандартных экструзионных профилей.
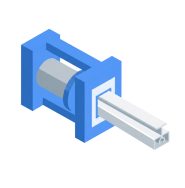
Прямая экструзия, также называемая прямой экструзией, является наиболее распространенным методом экструзии металла. При этом типе экструзии заготовка материала проталкивается через контейнер под высоким давлением поршня. Материал течет в направлении движения поршня и выходит через отверстие неподвижной матрицы. Прямая экструзия позволяет создавать изделия с более крупным профилем и более высоким качеством поверхности, чем метод непрямой экструзии. Однако у этого метода есть и некоторые недостатки. Между материалом и стенками контейнера возникает значительное трение, что приводит к снижению давления на матрице и колебаниям температуры. Эти факторы затрудняют контроль размерной однородности и свойств материала.
При непрямой экструзии материал помещается в контейнер и фиксируется. Экструзионная матрица перемещается вместе с полым поршнем над материалом, проталкивая его через отверстие матрицы. Непрямую экструзию иногда также называют обратной экструзией, поскольку материал течет в направлении, противоположном движению поршня. Поскольку между материалом и контейнером нет относительного движения, трение при этом методе значительно меньше, что приводит к снижению энергопотребления и тепловыделения. Благодаря меньшему выделению тепла, непрямая экструзия, как правило, обеспечивает больший контроль над размерной однородностью, свойствами материала и размером зерна по сравнению с прямой экструзией. Однако недостатком этого типа экструзии является более существенное ограничение общего размера профиля матрицы, поскольку она должна помещаться внутри полого поршня. Примеси на поверхности заготовки могут проникать в экструдированный продукт, снижая общее качество поверхности и эстетику.
Это подкатегории экструзии, интегрированные в основные методы, описанные выше. Температура заготовки относительно комнатной температуры и температуры рекристаллизации материала определяет горячую, теплую или холодную экструзию. Горячая экструзия — это когда заготовка нагревается значительно выше температуры рекристаллизации материала, что часто связано с методом прямой экструзии. Нагрев материала размягчает его и предотвращает упрочнение, поэтому он легче проходит через фильеру, уменьшая износ инструмента. Теплая экструзия — это когда материал нагревается выше комнатной температуры, но остается значительно ниже точки рекристаллизации. При холодной экструзии материал не нагревается и остается при комнатной температуре.
Экструзия в горячем и холодном состояниях позволяет повысить твердость и прочность экструдированного изделия за счет отсутствия чрезмерного нагрева сырья. Эти процессы наиболее эффективны для материалов с высокой пластичностью, таких как алюминий. Процессы экструзии в горячем и холодном состояниях типичны для метода непрямой экструзии металла. Хотя отсутствие резкого нагрева материала может принести пользу, это может создавать дополнительную нагрузку на оснастку и сокращать срок службы матрицы. Учитывая это, большинство производителей выбирают методы горячей экструзии.
Профили экструзии представляют собой форму поперечного сечения, из которой изготавливается экструдированное изделие. Услуги EPTAHUB по изготовлению деталей на заказ позволяют вам получать детали, изготовленные с использованием профилей экструзии по индивидуальному заказу. Если вы хотите сэкономить средства и время, обработав существующий алюминиевый профиль экструзии после изготовления, мы можем сделать и это! Ниже приведен список некоторых стандартных алюминиевых профилей экструзии, которые мы можем модифицировать с помощью другого производственного процесса, например, с помощью нашей услуги обработки на станках с ЧПУ.
Экструдированный алюминий составляет примерно 801 тонну всех экструдированных металлических изделий благодаря своей универсальности в различных отраслях промышленности, механическим свойствам, разнообразным вариантам отделки и высокой пластичности, что делает его идеальным для процессов экструзии. Большинство экструдированных алюминиевых сплавов легкие, устойчивы к коррозии и обладают высокой тепло- и электропроводностью. Некоторые характеристики каждого сплава отличают его от других. Чтобы помочь вам выбрать подходящий сплав для вашего проекта, мы составили таблицу ниже, в которой перечислены наиболее часто используемые сплавы, которые мы предлагаем, и их уникальные характеристики.
Если для вашего проекта требуются профили из нержавеющей стали или других металлов, в нашем интерфейсе расчета стоимости есть опция “нестандартный материал”. Эта опция позволяет отправлять запросы на изготовление изделий по индивидуальному заказу, которые мы с удовольствием рассмотрим и обсудим с вами более подробно.

EPTAHUB упрощает добавление дополнительных этапов финишной обработки к вашему проекту экструзии металла. Наша обширная сеть поставщиков услуг по финишной обработке позволяет нам наносить на ваши детали различные виды отделки. У нас есть все необходимое, будь то функциональная или декоративная отделка. Подробный список предлагаемых нами видов отделки для процесса экструзии металла представлен ниже.
Поверхность останется необработанной и сохранит свой первоначальный вид после экструзии. Шероховатость поверхности может варьироваться в зависимости от сплава из-за различий в зернистой структуре, но обычно составляет от 64 мкм до 125 мкм Ra. Могут присутствовать заметные зернистые линии или обесцвеченные полосы.
Анодирование типа II создает коррозионностойкое оксидное покрытие. Детали могут быть анодированы в различные цвета — наиболее распространены прозрачный, черный, красный и золотой. Анодирование типа III создает более толстое покрытие и, помимо коррозионной стойкости, характерной для типа II, образует износостойкий слой. Анодированные покрытия не проводят электричество.
Это процесс, при котором порошковая краска электростатически распыляется на деталь, а затем запекается в печи. В результате создается прочный, износостойкий и коррозионностойкий слой, более долговечный, чем при стандартных методах покраски влажным способом. Доступны различные цвета и текстуры для создания желаемого эстетического эффекта.
Все детали из экструдированного металла можно окрашивать в мокром виде различными красками разных составов и цветов. Для подбора цвета необходимо указать марку и номер краски на прилагаемых чертежах или в примечаниях.
Экструдированные детали могут быть покрыты химическим никелем, никелем, латунью, оловом, хромом, хроматом, тефлоном, серебром и золотом.
Хроматное конверсионное покрытие может быть нанесено для защиты алюминия от коррозии и улучшения адгезии красок и грунтовок. Химические пленочные конверсионные покрытия также позволяют металлу сохранять свою электропроводность, обеспечивая при этом защиту поверхности от коррозии.
Детали подвергаются вибрационной обработке в барабане для удаления острых кромок и сглаживания поверхностей. Подходит для небольших деталей, которые могут поместиться в чашу или барабан барабана.
Не нашли нужную отделку? Выберите “на заказ” в нашем интерфейсе расчета стоимости и сообщите нам, что вы ищете, и мы с удовольствием рассмотрим для вас дополнительные варианты!

Для вашего заказа выберите из миллионов возможных комбинаций материалов, отделки, допусков, маркировки и сертификатов.

С помощью нашей удобной системы расчета стоимости вы быстро получите мгновенные расценки на услуги по экструзии металла.

Мы имеем сертификаты ISO 9001:2015, ISO 13485 и AS9100D.
Узнайте, как легко получить мгновенную смету на услуги экструзии с помощью системы мгновенного расчета стоимости EPTAHUB Instant Quoting Engine®.
Наша автоматизированная система расчета стоимости позволяет мгновенно получить ценовые предложения, благодаря чему вы сможете быстро оценить затраты на свой проект.
Для высокоточных или сложных деталей наши опытные менеджеры по работе с клиентами могут предоставить более подробные коммерческие предложения и помочь вам найти оптимальное комплексное решение, отвечающее вашим потребностям.









